ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к режущим пластинам для прорезки канавок. В частности, режущая пластина в соответствии с настоящим изобретением в основном предназначена для обработки узких канавок клиновидной формы, используемых в качестве канавок под кольца в поршнях.
УРОВЕНЬ ТЕХНИКИ
Такая режущая пластина известна, например, из патента США №6,447,219, в котором раскрыта режущая пластина, имеющая заднюю хвостовую часть и выступающую вперед от нее переднюю режущую головку. Режущая головка включает верхнюю сторону, нижнюю сторону, две боковые задние поверхности, связывающие верхнюю сторону с нижней стороной, и обращенную вперед заднюю боковую поверхность, связывающую упомянутые задние боковые поверхности. Каждая боковая задняя поверхность образует острый угол с верхней стороной. Пересечение между обращенной вперед боковой задней поверхностью и верхней стороной образует главную режущую кромку. Пересечение между каждой боковой задней поверхностью и верхней стороной образует боковую режущую кромку. Боковые режущие кромки расположены на соответствующих противолежащих сторонах от центральной линии и сходятся в направлении вперед. Боковые режущие кромки образуют между собой острый угол. Каждая боковая режущая кромка имеет множество отстоящих друг от друга канавок, вследствие чего каждая боковая режущая кромка не является непрерывной и содержит сегменты режущей кромки, каждый из которых отделен от соседнего канавкой.
Во время операции прорезания канавки первой вступает в контакт с заготовкой главная режущая кромка. С увеличением глубины канавки взаимодействие между пластиной и заготовкой происходит на трех различных сторонах, т.е. по главной режущей кромке и двум боковым режущим кромкам, на которых канавки начинают играть активную роль, проявляющуюся в уменьшении ширины снимаемых стружек. Это помогает избежать образование излишне тонкой стружки, сложной для управления. Однако следующие друг за другом сегменты режущей кромки не перекрываются в направлении, перпендикулярном к направлению подачи (т.е. перпендикулярном к центральной лини). Поэтому с увеличением глубины канавки после того, как данный сегмент режущей кромки полностью врезался в заготовку, часть материала заготовки останется в канавке, расположенной непосредственно сзади (т.е. назад по отношению к направлению подачи) данного режущего сегмента. Это вызывает в результате большие силы сопротивления, приложенные к режущей пластине, каждый раз, как последующая канавка будет входить в заготовку. Канавки не имеют режущих кромок, и, следовательно, части заготовки, взаимодействующие с канавками, не будут срезаны, а в лучшем случае деформированы. Процесс обработки в целом вследствие этого будет весьма неэффективным.
Задачей настоящего изобретения является создание режущей пластины для операций прорезки радиальных канавок узкой клиновидной формы, в которой были бы значительно уменьшены или преодолены вышеупомянутые недостатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена режущая пластина для операций прорезания канавок, имеющая крепежную часть и, по крайней мере, одну режущую часть, верхнюю и нижнюю противолежащие поверхности и периферийную боковую поверхность, расположенную между ними, верхняя и периферийная боковая поверхности пересекаются по верхней кромке, по крайней мере, часть которой составляет режущую кромку, по крайней мере, одна режущая часть имеет переднюю главную режущую кромку и две противолежащие боковые режущие кромки, проходящие назад от главной режущей кромки к крепежной части и расположенные с противоположных сторон от центральной линии режущей пластины, причем каждая боковая режущая кромка имеет в основном ступенчатую форму на виде сверху на режущую пластину.
Предпочтительно ступенчатая форма образована множеством ступеней, каждая из которых включает три секции: переднюю секцию, заднюю секцию и угловую секцию между ними, задняя секция данной ступени сопрягается с передней секцией следующей ступени, а передняя главная режущая кромка сопрягается с первой из множества ступеней.
В основном ступени на одной боковой режущей кромке расположены на одной прямой со ступенями на другой боковой режущей кромке с тем, чтобы верхняя кромка имела зеркальную симметрию относительно плоскости, проходящей через центральную линию, а ступени на боковых режущих кромках образовывали пары противолежащих ступеней по отношению к центральной линии.
Если необходимо, передняя секция первой ступени выполнена закругленной.
Как правило, закругление передней секции выполнено по дуге окружности заданного радиуса.
В соответствии с предпочтительным вариантом настоящего изобретения угловые секции одной из противолежащих боковых режущих кромок касаются первой линии, а угловые секции другой из противолежащих боковых режущих кромок касаются второй линии.
Предпочтительно первая и вторая линии сходятся вперед к передним секциям первых ступеней с каждого конца главной режущей кромки.
В соответствии с предпочтительным вариантом настоящего изобретения передняя секция каждой ступени данной пары противолежащих ступеней, удаленных от первой ступени, расположена на линии из пары сходящихся вперед линий.
Также в соответствии с предпочтительным вариантом настоящего изобретения задняя секция каждой ступени данной пары противолежащих ступеней расположена на линии из пары линий, сходящихся назад.
Как правило, периферийная боковая поверхность включает, по крайней мере, одну концевую поверхность и две противолежащие боковые поверхности, проходящие назад от, по крайней мере, одной концевой поверхности, пересекающей верхнюю поверхность по главной режущей кромке, по крайней мере, одной режущей части.
Если необходимо, каждая боковая поверхность разделена на две части: верхнюю часть боковой поверхности, прилегающую к верхней кромке, и нижнюю часть боковой поверхности, расположенную от верхней части боковой поверхности к нижней поверхности.
Как правило, форма верхней части боковой поверхности похожа на форму верхней кромки на виде сверху на режущую пластину.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и, чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к приложенным чертежам, на которых:
на фиг.1 показан вид в перспективе на режущую пластину в соответствии с настоящим изобретением;
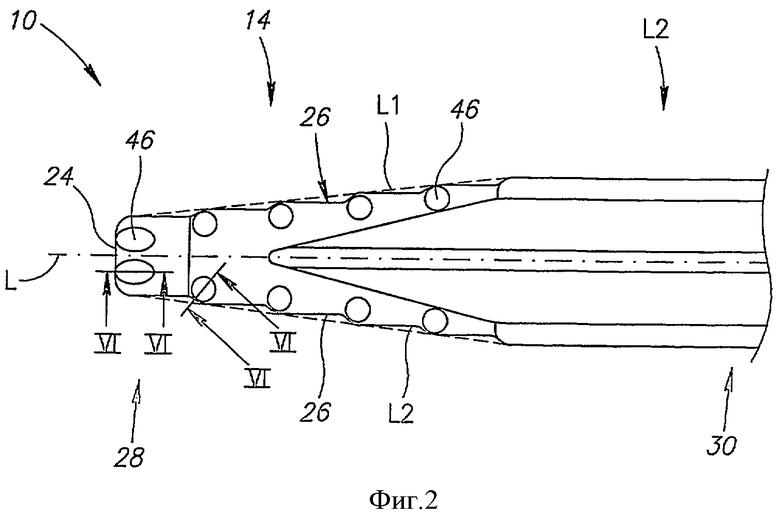
на фиг.2 частично показан вид сверху на режущую пластину, представленную на фиг.1;
на фиг.3 показан тот же вид, что на фиг.2, но в увеличенном масштабе;
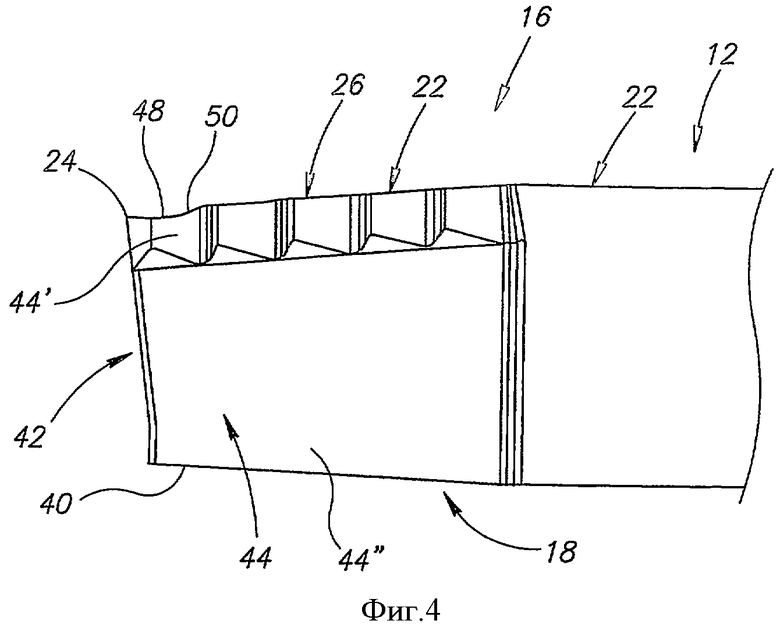
на фиг.4 частично показан вид спереди на режущую пластину, представленную на фиг.1;
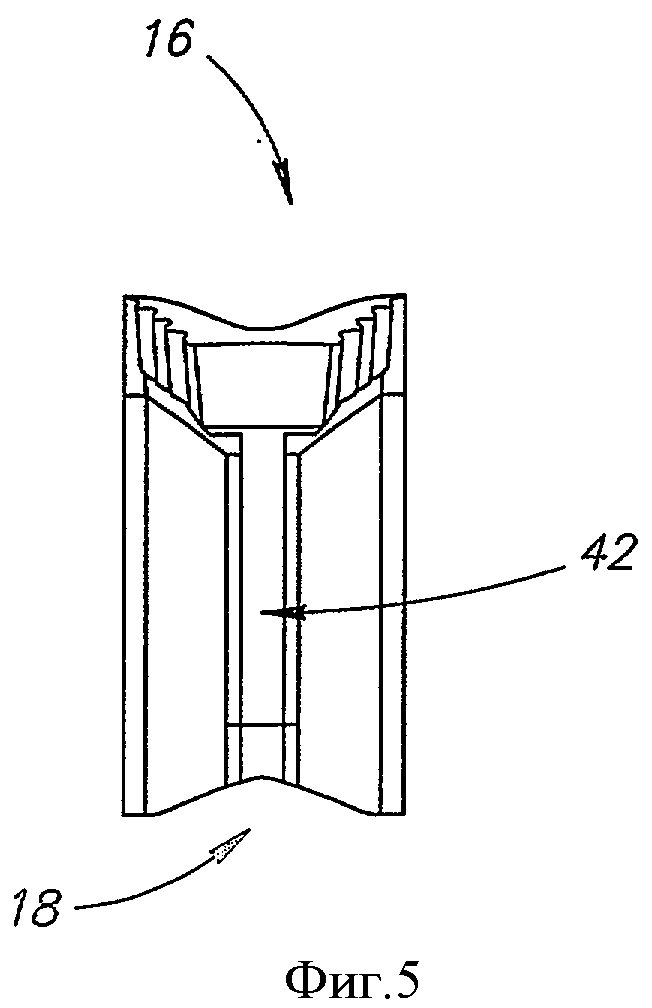
на фиг.5 показан вид слева на режущую пластину, представленную на фиг.1;
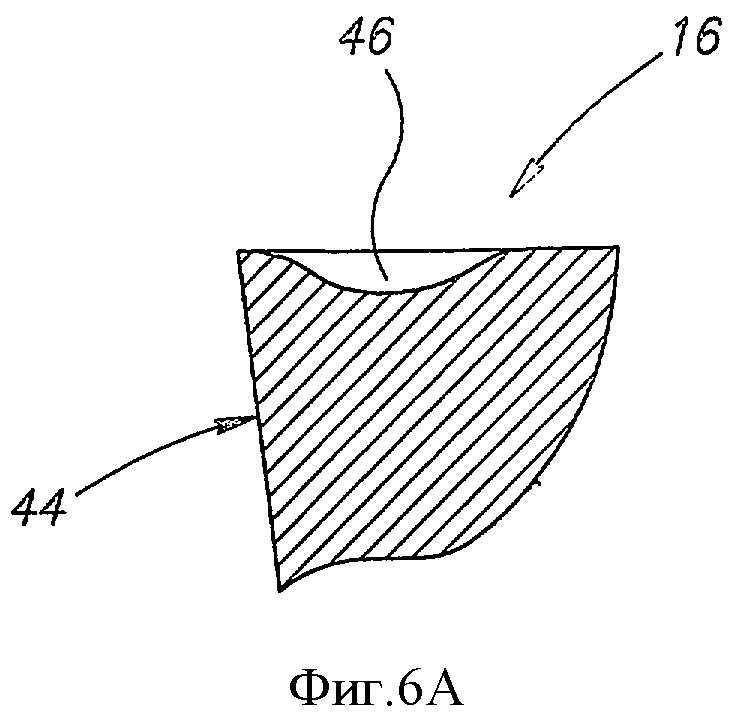
на фиг.6А показано поперечное сечение по линии V-V на фиг.2;
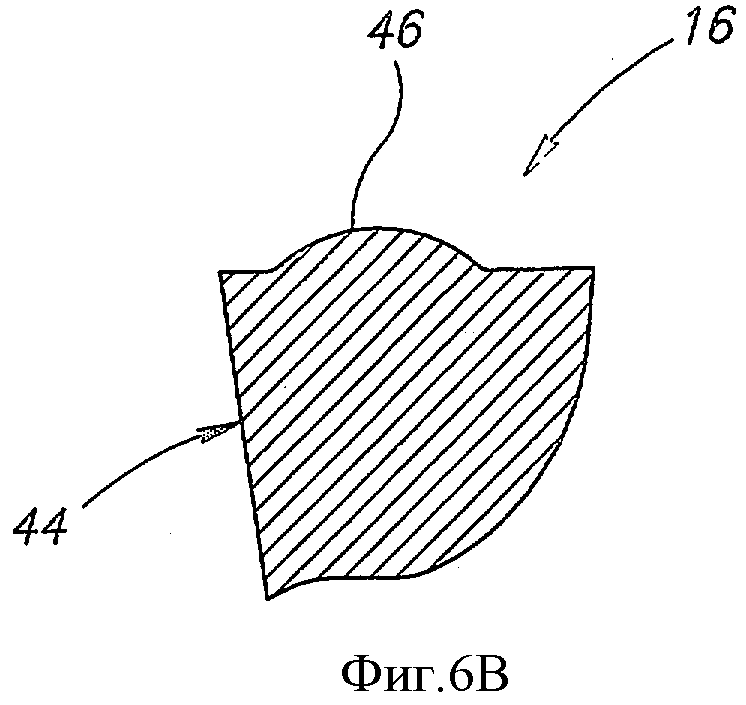
на фиг.6В показан другой вариант поперечного сечения по линии V-V на фиг.2;
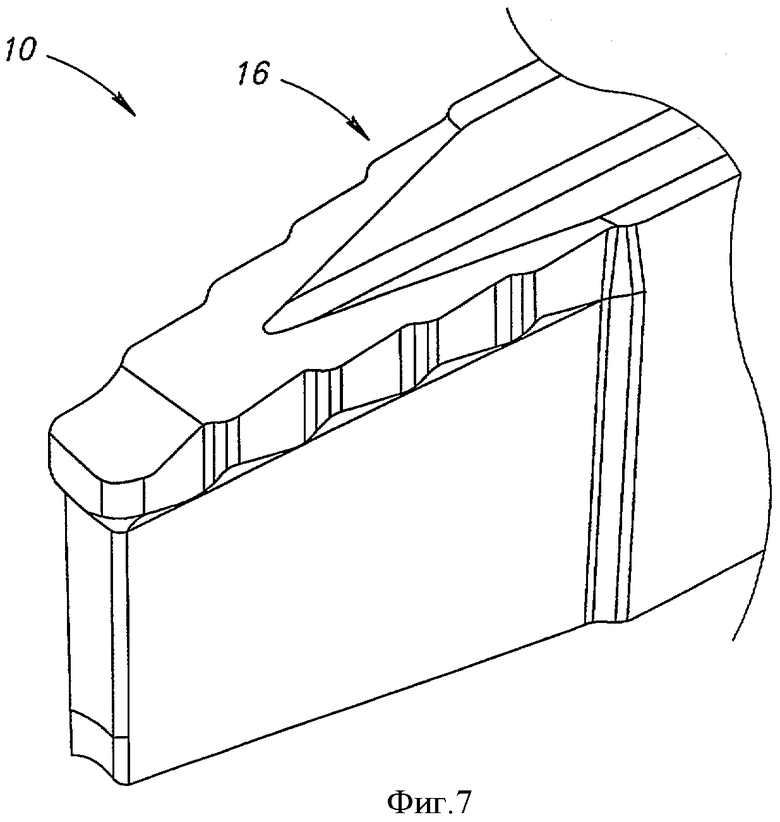
на фиг.7 показан вид в перспективе на другую режущую пластину в соответствии с настоящим изобретением.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА
Рассмотрим чертежи, на которых показана режущая пластина 10 для операций прорезки канавок в соответствии с настоящим изобретением. Режущая пластина 10, как правило, выполняется из высокотвердого и износостойкого материала, такого как твердый сплав, путем профильного или инжекционного прессования и спекания порошка карбида со связкой. Режущая пластина 10 является индексируемой с двумя режущими частями 14 и крепежной частью 12. Однако изобретение равно применимо к режущей пластине, имеющей только одну режущую часть 14. Режущая пластина 10 имеет верхнюю и нижнюю противолежащие поверхности 16, 18 и периферийную боковую поверхность 20, расположенную между ними, верхняя и периферийная боковая поверхности 16, 20 пересекаются по верхней кромке 22, включающей переднюю главную режущую кромку 24 и две противолежащие идентичные боковые режущие кромки 26, проходящие назад от главной режущей кромки 24 к крепежной части 12 с противоположных сторон от центральной линии L режущей пластины 10. В соответствии с настоящим изобретением каждая боковая режущая кромка 26 имеет в основном ступенчатую форму на виде сверху на режущую пластину 10.
В соответствии с предпочтительным вариантом настоящего изобретения режущие части 14 являются идентичными и поэтому для описания режущей пластины 10 с двумя режущими частями достаточно рассмотреть половину режущей пластины 10, показанную на фиг.2 и 3. Линия L определяет спереди назад продольное направление на режущей пластине 10, причем главная режущая кромка 24 расположена на переднем конце 28 режущей пластины 10, а крепежная часть 12 расположена на заднем конце 30 в отношении половины режущей пластины 10, как показано на фиг.2 и 3.
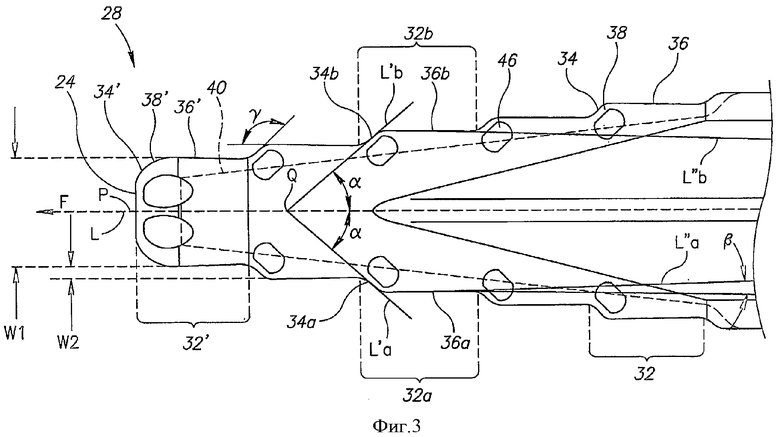
Как видно на фиг.3, каждая боковая режущая кромка 26 включает множество ступеней 32, а каждая ступень 32 включает три секции 34, 36, 38: переднюю секцию 34, заднюю секцию 36 и угловую секцию 38, расположенную между передней и задней секциями 34, 36. Задняя секция 36 одной ступени 32 сопрягается с передней секцией 34 смежной ступени 32, а передняя главная режущая кромка 24 сопрягается с первой ступенью 32' из множества ступеней. В варианте, показанном на фигурах, передняя секция 34' первой ступени 32' выполнена закругленной и сопрягается с угловой секцией 38', образующей соединительную закругленную переднюю секцию 34', сопрягающуюся прямо с задней секцией 36'. Как правило, закругленная передняя секция 34' выполнена по дуге окружности заданного радиуса. Ступени 32 одной боковой режущей кромки 26 совпадают со ступенями 32 на другой боковой режущей кромке 26 так, что верхняя кромка 22 имеет зеркальную симметрию относительно плоскости Р, проходящей через центральную линию L, а ступени 32 двух противолежащих боковых режущих кромок 26 образуют пары противолежащих ступеней по отношению к центральной линии L. Для иллюстрации пара противолежащих ступеней 32а, 32b показана на фиг.3. Передние секции 34а, 34b выделенной пары противолежащих ступеней 32а, 32b лежат на паре противолежащих линий L'a, L'b, которые сходятся вперед от передних секций 34а, 34b к передней точке пересечения Q на центральной линии. Передняя точка пересечения Q расположена впереди от передних секций 34а, 34b выделенной пары противолежащих ступеней 32а, 32b. Аналогично все передние секции всех пар противолежащих ступеней лежат на парах противолежащих линий, сходящихся вперед от передних секций к передним точкам пересечения на центральной линии. Более того, задние секции 36а, 36b выделенной пары ступеней 32а, 32b расположены на паре противолежащих линий L''a, L''b, сходящихся назад от задних секций 36а, 36b к задней точке R пересечения на центральной линии. Задняя точка пересечения не может быть показана, поскольку она расположена за пределами фиг.3. Задняя точка пересечения R расположена сзади по отношению к задним секциям 36а, 36b выделенной пары противолежащих ступеней 32а, 32b. Аналогично, все задние секции всех пар противолежащих ступеней расположены на парах противолежащих линий, сходящихся назад от задних секций к задним точкам пересечения на центральной линии.
Структура ступенчатой формы боковых режущих кромок 26, описанная выше, обеспечивает им следующие свойства. Во-первых, передние секции 34 ориентированы под острым углом α к направлению подачи F. Во-вторых, задние секции 36 отклонены от направления подачи на острый угол β. В-третьих, передние и задние секции наклонены друг к другу под тупым углом γ. Эти свойства придают режущей пластине 10 ряд полезных характеристик. Первая: прочные угловые секции 38 (или "режущие углы"). Вторая: при образовании главной режущей кромкой центральной стружки каждая передняя секция 34 (или "вспомогательная рабочая режущая кромка") будет образовывать небольшие отдельные боковые стружки, которые будут направлены от боковых стенок канавки, образуемой в заготовке. Третья: имеется полное перекрытие между передними секциями 34 каждой боковой режущей кромки 26 в направлении подачи F, в результате чего заготовка обрабатывается только режущими кромками (главной режущей кромкой 24 и "вспомогательными рабочими режущими кромками" 34).
На фиг.3 пунктиром показана также нижняя кромка 40 режущей пластины 10, по которой периферийная боковая поверхность 20 пересекается с нижней поверхностью 18. Как может быть видно на виде сверху на режущую пластину 10, расположение нижней кромки 40 в границах верхней кромки 22 указывает, что периферийная боковая поверхность 20 расположена вниз и внутрь от боковой режущей кромки 26 к нижней кромке 40, и гарантирует задние углы на режущей кромке 26 в процессе операций прорезания канавок. Периферийная боковая поверхность 26 включает концевую поверхность 42 и две противолежащие боковые поверхности 44, проходящие назад от концевой поверхности 42. Концевая поверхность 42 пересекает верхнюю поверхность 16 по главной режущей кромке 24, а боковые поверхности 44 пересекают верхнюю поверхность 16 по боковым режущим кромкам 26. Каждая боковая поверхность 44 разделена на две части: верхнюю часть 44', примыкающую к верхней кромке 22, и нижнюю часть 44'', проходящую от верхней части 44' к нижней поверхности 18. Форма верхней части 44' боковой поверхности похожа на форму верхней кромки 22 на виде сверху на режущую пластину 10.
Рассмотрим фиг.1 и 5. Верхняя поверхность 16 вблизи крепежной части 12 и нижняя поверхность включают вогнутые V-образной формы части, расположенные в продольном направлении. Крепежные поверхности гнезда под пластину в державке (не показаны) для установки режущей пластины 10 должны иметь ответные расположенные в продольном направлении выпуклые поверхности V-образной формы. Это устройство хорошо известно на практике для получения бокового базирования режущей пластины в процессе операций обработки резанием.
На фиг.1-3 показаны стружкоформирующие элементы 46 вблизи главной режущей кромки 24 и каждой передней секции 34 боковой режущей кромки 26. Эти элементы 46 могут быть любой требуемой формы. Фиг.6А и 6В показывают для иллюстрации два примера стружкоформирующих элементов 46. На фиг.6А - это лунки на верхней поверхности 16, тогда как на фиг.6В - это выступы на верхней поверхности 16. На фиг.7 показана режущая пластина 10 в соответствии с настоящим изобретением без стружкоформирующих элементов на верхней поверхности 16.
Рассмотрим снова фиг.2, как видно, угловые секции 38 одной из боковых режущих кромок 26 лежат на первой линии L1, а угловые секции другой боковой режущей кромки 26 лежат на второй линии L2. Первая и вторая линии L1, L2 сходятся вперед к передней секции 34' первой ступени 32' с каждой стороны главной режущей кромки 24. Хотя форма канавки, образуемой на заготовке, определяется боковыми режущими кромками 26 и главной режущей кромкой 24, как можно заметить, исходя из формы, образуемой первой и второй линиями L1, L2 и формой главной режущей кромки, форма канавки приблизительно соответствует клинообразной в поперечном сечении. Кольцевые канавки, имеющие такой профиль, применяются, например, в поршнях. Поскольку такая форма не может быть прямо образована на поверхности, режущая пластина 10 по настоящему изобретению дает возможность обработать кольцевую канавку в поршне, имеющую в поперечном сечении приблизительно клинообразную форму. Следовательно, режущая пластина 10 в соответствии с настоящим изобретением может быть использована для чернового прорезания канавки в заготовке с получением окончательно обработанной детали на финишной операции. Высота выступов, остающихся на боковых поверхностях прорезаемой канавки, зависит в основном от длины передней секции 34 и тупого угла γ между передней и задней секциями 34, 36 боковой режущей кромки 26. В основном ширина канавки W1, образуемой главной режущей кромкой 24 вместе с прилегающей скругленной передней секцией 34' первой ступени 32', значительно больше, чем ширина реза W2, выполняемого любой данной передней секцией 34. В качестве одного неограничивающего примера можно указать, что W1 от 5 до 10 раз больше, чем W2. Однако соотношение размеров W1 и W2 зависит от условий обработки. В абсолютных величинах W2 не бывает меньше, чем одна десятая доля миллиметра.
Обращаясь к фиг.4, следует отметить, что передняя поверхность 48, прилегающая к главной режущей кромке изогнута и проходит назад и вниз от главной режущей кромки, а затем вверх к заднему отклоняющему уступу 50, который участвует в завивании стружки, образуемой главной режущей кромкой 24, чтобы она не пересекалась со стружками, образуемыми передними секциями 34 боковых режущих кромок 26.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует отметить, что различные изменения и модификации могут быть выполнены без отхода от существа изобретения, изложенного в приводимой ниже формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ОПЕРАЦИЙ ОБРАБОТКИ КАНАВОК | 2004 |
|
RU2358839C2 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2402410C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2498881C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2454302C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2379162C2 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2311269C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ВСТАВКА ДЛЯ НЕГО | 2004 |
|
RU2345871C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА | 2007 |
|
RU2453401C2 |
| ВИНТОВАЯ РЕЗЦОВАЯ ФРЕЗА | 2013 |
|
RU2621544C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2416497C2 |
Режущая пластина относится к области сборного инструмента и имеет крепежную часть и по крайней мере одну режущую часть, верхнюю и нижнюю противолежащие поверхности и периферийную боковую поверхность, расположенную между ними. Верхняя и периферийная боковая поверхности пересекаются по верхней кромке, по крайней мере, часть которой составляет режущую кромку. Режущая часть имеет переднюю главную режущую кромку и две противолежащие боковые режущие кромки, проходящие назад от главной режущей кромки к крепежной части и расположенные с противоположных сторон от центральной линии режущей пластины, причем каждая боковая режущая кромка имеет в основном ступенчатую форму на виде сверху на режущую пластину. Технический результат: повышение производительности и точности обработки. 11 з.п. ф-лы, 7 ил.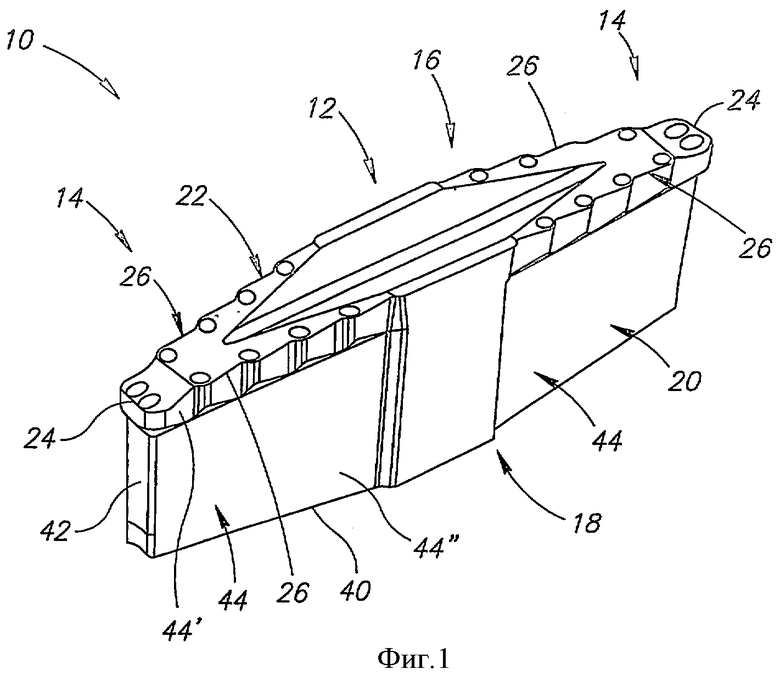
| Отрезной резец | 1983 |
|
SU1126378A1 |
| Канавочный резец | 1979 |
|
SU831388A1 |
| Канавочный резец | 1986 |
|
SU1414508A1 |
| ОТРЕЗНОЙ РЕЗЕЦ | 1991 |
|
RU2009773C1 |
| US 6447218 А, 10.09.2002. | |||

