Область техники
Настоящее изобретение относится к режущей пластине для операций обработки канавок. В частности режущая пластина в соответствии с настоящим изобретением предназначена в основном для точения трапецеидальных кольцевых канавок, выполняемых при обработке поршней.
Уровень техники
Такая режущая пластина известна, например, из патента США №6447219, в котором раскрыта режущая пластина, содержащая заднюю крепежную часть и выступающую из нее переднюю режущую головку. Режущая головка включает верхнюю сторону, нижнюю сторону, две боковые задние поверхности, каждая из которых соединяет верхнюю сторону и нижнюю сторону, и обращенную вперед фронтальную заднюю поверхность, соединяющую боковые задние поверхности. Каждая боковая задняя поверхность образует острый угол с верхней стороной. Пересечение между фронтальной задней поверхностью и верхней стороной образует главную режущую кромку. Пересечение между каждой боковой задней поверхностью и верхней стороной образует боковую режущую кромку. Боковые режущие кромки расположены с противоположных сторон от центральной линии режущей головки и сходятся в направлении вперед. Боковые режущие кромки образуют друг с другом острый угол. Каждая боковая режущая кромка включает множество образованных на ней и разнесенных друг от друга канавок, посредством чего каждая боковая режущая кромка выполнена прерывистой. Вследствие этого режущая кромка разделена на сегменты, каждый из которых отделен от соседнего канавкой.
В процессе обработки канавки первой в заготовку входит главная режущая кромка. С увеличением глубины внедрения в заготовку взаимодействие между ней и режущей пластиной происходит по трем различным сторонам, т.е. вдоль главной режущей кромки и двум боковым режущим кромкам, на которых начинают действовать вершины между канавками, за счет чего уменьшается ширина стружки. Это помогает избежать образования слишком тонких стружек, которыми трудно управлять. Однако с увеличением глубины внедрения в заготовку после того, как данный сегмент режущей кромки вошел в заготовку, часть заготовки будет взаимодействовать с канавкой, расположенной непосредственно сзади (относительно направления движения подачи) данного сегмента режущей кромки. Это вызывает большие силы сопротивления, приложенные к режущей пластине, каждый раз при входе следующей канавки в заготовку. Канавки не имеют режущих кромок и, следовательно, при увеличении глубины внедрения в заготовку ее части, взаимодействующие с канавками, будут не срезаться, а деформироваться. Вследствие этого процесс обработки в целом будет весьма неэффективным.
Задачей настоящего изобретения является создание режущей пластины для операций обработки радиальных канавок трапецеидальной формы, в которой были бы значительно уменьшены или преодолены вышеотмеченные недостатки.
Сущность изобретения
В соответствии с настоящим изобретением предложена режущая пластина для операций обработки канавок, имеющая зажимную часть и по крайней мере одну режущую часть, верхнюю и нижнюю противолежащие поверхности и периферийную боковую поверхность, расположенную между ними, верхняя и периферийная поверхности пересекаются по верхней кромке, по крайней мере часть которой составляет режущую кромку, включающую переднюю главную режущую кромку и две противолежащие боковые режущие кромки, проходящие назад и наружу от главной режущей кромки к зажимной части с противоположных сторон от продольной оси режущей части режущей пластины, по крайней мере часть каждой боковой режущей кромки имеет переменный передний угол.
В соответствии с одним вариантом настоящего изобретения каждая боковая режущая кромка включает множество секций с постоянным передним углом внутри каждой секции.
Предпочтительно соседние секции режущей кромки имеют различные передние углы.
В соответствии с предпочтительным вариантом передние углы в соседних секциях выполнены альтернативно положительными и отрицательными.
Если необходимо, верхняя поверхность режущей части имеет ступенчатую структуру.
Секции режущей кромки на каждой боковой режущей кромке могут быть расположены группами, каждая из которых включает несколько секций, передние углы режущих кромок в первой группе все выполнены положительными, а передние углы режущих кромок соседней второй группы все выполнены отрицательными.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к чертежам, на которых:
на фиг.1 показан вид в перспективе на режущую пластину в соответствии с настоящим изобретением;
на фиг.2 частично показан вид сверху на режущую пластину, представленную на фиг.1;
на фиг.3 показано поперечное сечение по линии III-III на фиг.2;
на фиг.4 показано поперечное сечение по линии IV-IV на фиг.2;
на фиг.5 частично показан вид сбоку на режущую пластину, представленную на фиг.1;
на фиг.6 показан вид спереди на режущую пластину, представленную на фиг.1;
на фиг.7 частично показан вид в перспективе на другую режущую пластину в соответствии с настоящим изобретением.
Детальное описание предпочтительного варианта
Рассмотрим чертежи, показывающие режущую пластину 10 для операций обработки канавок в соответствии с настоящим изобретением. Режущая пластина 10 как правило выполнена из высокопрочного и износостойкого материала, такого как твердый сплав, путем фасонного прессования или инжекционного прессования и последующего спекания порошков карбидов со связкой. Режущая пластина 10 является индексируемой двухсторонней режущей пластиной и имеет зажимную часть 12 и две режущие части 14. Однако изобретение равноприменимо к односторонним режущим пластинам, имеющим только одну режущую часть 14. Режущая пластина 10 имеет верхнюю и нижнюю противолежащие поверхности 16, 18 и периферийную боковую поверхность 20, расположенную между ними. Периферийная боковая поверхность 20 включает торцовую поверхность 20' и две противолежащие боковые поверхности 20''. Верхняя и периферийная боковая поверхности 16, 20 пересекаются по верхней кромке 22, содержащей переднюю главную режущую кромку 24, образованную пересечением торцовой поверхности 20' с верхней поверхностью 16, и две противолежащие идентичные боковые режущие кромки 26, образованные пересечением боковых поверхностей 20'' с верхней поверхностью 16. Две противолежащие идентичные боковые режущие кромки 26 проходят назад и наружу от главной режущей кромки 24 к зажимной части 12 с противоположных сторон от продольной оси L режущей пластины 10. Другими словами, две противолежащие идентичные боковые режущие кромки 26 расходятся назад от главной режущей кромки 24. Эта особенность может быть видна на фиг.2, показывающей вид сверху на режущую пластину 10. В соответствии с настоящим изобретением каждая боковая режущая кромка 26 имеет передний угол, изменяющийся вдоль ее длины. Форма канавки, выполняемой режущей пластиной 10 в заготовке, в поперечном сечении будет приблизительно трапецеидальной или клиновидной. Кольцевые канавки, имеющие трапецеидальную или клиновидную форму в поперечном сечении, используются например, в поршнях.
В соответствии с предпочтительным вариантом настоящего изобретения две режущие части 14 являются идентичными и, следовательно, достаточно, чтобы описать режущую пластину 10, рассмотреть ее половину, представленную на фиг.2 и 5. Продольная ось L определяет направление спереди назад на режущей части 14, при этом главная режущая кромка 24 расположена на переднем конце 28, а зажимная часть 12 расположена на заднем конце 30 режущей части 14, как показано на фиг.2.
Каждая боковая режущая кромка 26 включает множество секций 32 с постоянным передним углом. Фиг.3 и 4 показывают передние углы α1, α2 двух соседних секций 32', 32''. В показанном варианте передний угол α1 одной из соседних секций 32' является положительным, тогда как передний угол α2 другой из двух соседних секций 32'' - отрицательным. Фиг.3 и 4 показывают также боковые задние углы β1, β2 двух соседних секций 32', 32''. Настоящее изобретение не требует, чтобы боковой задний угол изменялся вдоль режущей кромки 26. Следовательно, если необходимо, боковой задний угол может быть постоянным вдоль режущей кромки. В этом случае боковые задние углы β1, β2 двух соседних секций 32', 32'' режущей кромки будут равны (β1=β2=β). Это может быть выполнено шлифованием боковых поверхностей 20''. Как показано на фиг.3 и 4, верхняя поверхность 16 и боковая поверхность 20'' включают соответственно боковую переднюю и боковую заднюю поверхности 34, 36, прилегающие к боковым режущим кромкам 26. На фиг.3 и 4 показаны также углы заострения ω1, ω2 двух соседних секций 32', 32'' режущей кромки. Очевидно, если боковой задний угол β постоянен вдоль боковой режущей кромки 26, то любое изменение величины переднего угла вдоль боковых режущих кромок 26 будет эквивалентно изменению величины угла заострения.
Изменение величины переднего угла вдоль боковых режущих кромок 26 гарантирует, что стружка, удаленная с заготовки в процессе операции обработки канавки, будет управляемой. Такая стружка имеет центральную часть, образованную главной режущей кромкой 24, и боковые части, образованные боковыми режущими кромками 26. Вследствие изменения величины переднего угла вдоль боковых режущих кромок 26 на боковые части стружки будет действовать поперечная сила, вызывающая их дробление. В основном боковые части стружки будут дробиться на соответствующие им отдельные элементы. Чем больше изменения величины переднего угла между соседними частями режущей кромки, тем больше поперечная сила, воздействующая на части стружки.
Наибольшая поперечная сила будет получена при наибольших изменениях в форме боковых передних поверхностей 34 вдоль боковых режущих кромок 26, которые достигаются, когда передние углы соседних секций 32 режущей кромки выполнены альтернативно положительными и отрицательными. Однако более плавные изменения в форме боковых передних поверхностей 34 вдоль боковой режущей кромки 26, как показано на фиг.7, также могут быть использованы. В варианте, показанном на фиг.7, форма боковой передней поверхности 34 вдоль боковой режущей кромки 26 выполнена волнистой. Это достигается использованием относительно малых секций 32 режущей кромки (измеренных вдоль боковой режущей кромки 26). От переднего конца 28 режущей пластины 10 в направлении движения к заднему концу 30 расположена первая группа секций 32А режущей кромки, в которой все соседние секции 32 имеют положительные передние углы, увеличивающиеся с начальной относительно малой положительной величины до максимального значения и затем уменьшающиеся до начальной малой положительной величины. Следом за ней расположена вторая группа секций 32В режущей кромки, в которой все соседние секции 32 имеют отрицательные передние углы, увеличивающиеся (по абсолютной величине - прим. перев.) от начальной относительно малой величины до максимальной величины и затем уменьшающиеся до начальной малой отрицательной величины. Третья группа секций 32С режущей кромки является повторением первой группы. Таким образом получается сглаженная волнистая боковая поверхность 34.
Нижняя кромка 38 режущей пластины 10 образована пересечением периферийной боковой поверхности 20 с нижней поверхностью 18. Как может быть видно на фиг.2, на виде сверху на режущую пластину 10 нижняя кромка 38 (показанная пунктирной тонкой линией) расположена внутри контура верхней кромки 22, указывая на то, что периферийная боковая поверхность 20 проходит вниз и внутрь от боковой режущей кромки 26 к нижней кромке 38, что гарантирует наличие заднего угла на режущей кромке 26 в процессе операции обработки канавки. В дополнение к боковому заднему углу β имеется передний задний угол γ, связанный с передней задней поверхностью 40.
Верхняя поверхность 16 вблизи зажимной части 12 и нижняя поверхность 18 имеют вогнутые V-образные опорные поверхности 42, 44, расположенные в продольном направлении. Предназначенные для установки режущей пластины 10 опорные и зажимные поверхности в гнезде в державке инструмента (не показаны) будут иметь ответную выпуклую V-образную форму. Это устройство хорошо известно из уровня техники для достижения поперечной стабильности режущей пластины в процессе обработки.
Верхняя поверхность 16 может быть выполнена со стружкоформирующими элементами. Фиг.1 и 2 показывают стружкоформирующие элементы 46 вблизи главной режущей кромки 24. Стружкоформирующие элементы 46 могут быть любой требуемой формы, например, в виде лунок или выступов на верхней поверхности 16.
Как может быть видно на фиг.1 и 5, верхняя поверхность 16 режущей части 14 имеет ступенчатую структуру, каждая ступень 48 включает передний участок 50, проходящий вверх от нижней поверхности 18, и задний участок 52, проходящий вниз от переднего участка 50 к нижней поверхности 18. Ступенчатая структура уменьшает силы резания, действующие на режущую пластину 10 в процессе операции обработки канавки, делая эту операцию более эффективной.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от объема изобретения, изложенного в приведенной ниже формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ОПЕРАЦИЙ ПРОРЕЗАНИЯ КАНАВОК | 2004 |
|
RU2337792C2 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С УДАЛЕНИЕМ СТРУЖКИ, А ТАКЖЕ ВСТАВНОЙ РЕЗЕЦ ДЛЯ ЗАКРЕПЛЕНИЯ ПЛАСТИНЫ И СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2014 |
|
RU2672976C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2454302C2 |
| КОНФИГУРАЦИЯ НОЖЕЙ И КАНАВОК ДЛЯ ПЛАСТИНЫ РАФИНЕРА И СПОСОБ КОМПРЕССИОННОГО РАЗМОЛА | 2008 |
|
RU2495179C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2348491C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2337795C2 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2311269C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2004 |
|
RU2354511C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ИНСТРУМЕНТ С ТАКОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2020 |
|
RU2782883C1 |
Режущая пластина имеет зажимную часть и по крайней мере одну режущую часть, верхнюю и нижнюю противолежащие поверхности и периферийную боковую поверхность, расположенную между ними, верхняя и периферийная боковая поверхности пересекаются по верхней кромке, по крайней мере часть которой составляет режущую кромку, включающую переднюю главную режущую кромку и две противолежащие боковые режущие кромки, проходящие назад и наружу от главной режущей кромки к зажимной части с противоположных сторон от продольной оси режущей части. По крайней мере часть каждой боковой режущей кромки имеет переменный передний угол. Технический результат: повышение эффективности обработки. 7 з.п. ф-лы, 7 ил.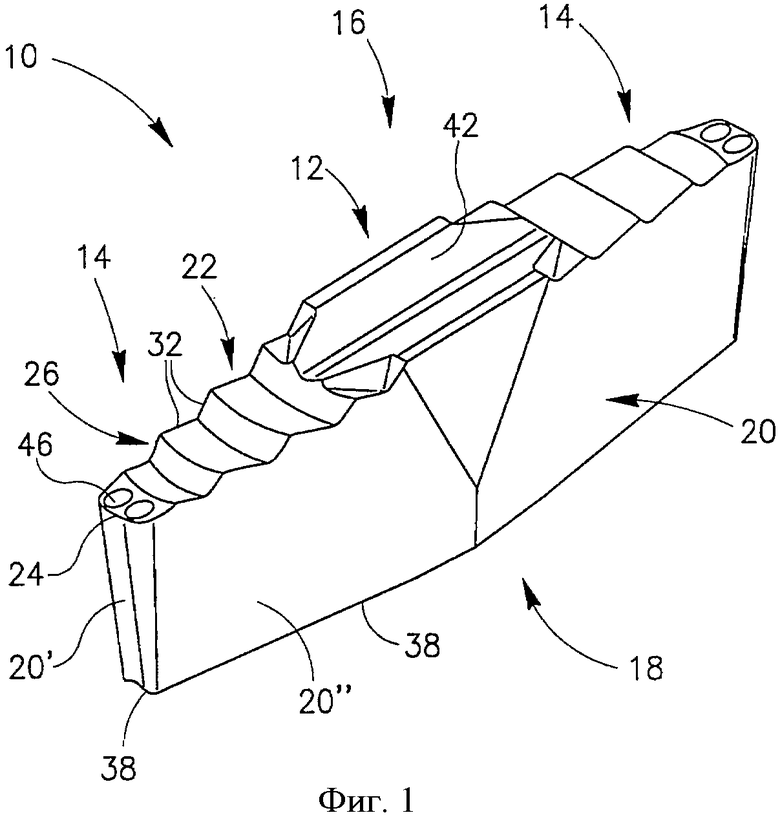
1. Режущая пластина для обработки канавок, имеющая зажимную часть (12) и по крайней мере одну режущую часть, верхнюю и нижнюю противолежащие поверхности (16, 18) и периферийную боковую поверхность (20), расположенную между ними, верхняя и периферийная боковая поверхности (16, 20) пересекаются по верхней кромке (22), по крайней мере, часть которой составляет режущую кромку, включающую переднюю главную режущую кромку (24) и две противолежащие боковые режущие кромки (26), проходящие назад и наружу от главной режущей кромки (24) к зажимной части (12) с противоположных сторон от продольной оси L режущей части (14) режущей пластины, по крайней мере, часть каждой боковой режущей кромки (26) имеет переменный передний угол α.
2. Режущая пластина по п.1, в которой каждая боковая режущая кромка (26) включает множество секций (32), с постоянным передним углом α внутри каждой секции (32).
3. Режущая пластина по п.2, в которой соседние секции (32', 32'') режущей кромки имеют различные передние углы (α1, α2).
4. Режущая пластина по п.3, в которой передние углы (α1, α2) в соседних секциях (32', 32'') выполнены альтернативно положительными и отрицательными.
5. Режущая пластина по п.4, в которой верхняя поверхность (16) имеет ступенчатую структуру.
6. Режущая пластина по п.2, в которой секции (32) режущей кромки на каждой боковой режущей кромке (26) расположены группами (32А, 32В, 32С), каждая из которых включает несколько секций, передние углы режущих кромок в первой группе все выполнены положительными, а передние углы режущих кромок соседней, второй группы все выполнены отрицательными.
7. Режущая пластина по п.6, в которой передние углы соседних секций режущей кромки, принадлежащих к одной группе, выполнены различными друг от друга.
8. Режущая пластина по п.6, в которой передние углы соседних секций режущей кромки, принадлежащих к одной группе, вдоль боковой режущей кромки увеличиваются по величине до максимального значения и затем уменьшаются.
| US 6135678 А, 24.10.2000 | |||
| Режущий инструмент | 1978 |
|
SU831392A1 |
| Сборный прорезной резец | 1987 |
|
SU1426701A1 |
| Сборный прорезной резец | 1990 |
|
SU1738482A2 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2000 |
|
RU2197359C2 |

