ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к винтовой резцовой фрезе для обрезания кромок стального листа. Более конкретно, настоящее изобретение относится к винтовой резцовой фрезе, снабженной резцами, каждый из которых образован режущей линией, прикрепленной к внешней периферийной поверхности круглого тела, имеющего внешнюю поверхность, сформированную в цилиндрическую периферийную поверхность, и расположенной с заданными интервалами в направлении окружности, и при этом наклонена относительно центральной оси вращения. Винтовая резцовая фреза приводится во вращение с наклоном центральной оси вращения в направлении, противоположном направлению наклона резцов.
УРОВЕНЬ ТЕХНИКИ
В производственной линии для изготовления труб контактной сваркой сопротивлением, стальной лист проходит через станок, который называют кромкообрезным станком, чтобы получить равномерную ширину стального листа, который, затем, поступает на трубоформовочный стан. Примеры такого кромкообрезного станка содержат винтовую резцовую фрезу, описанную в патентном документе 1.
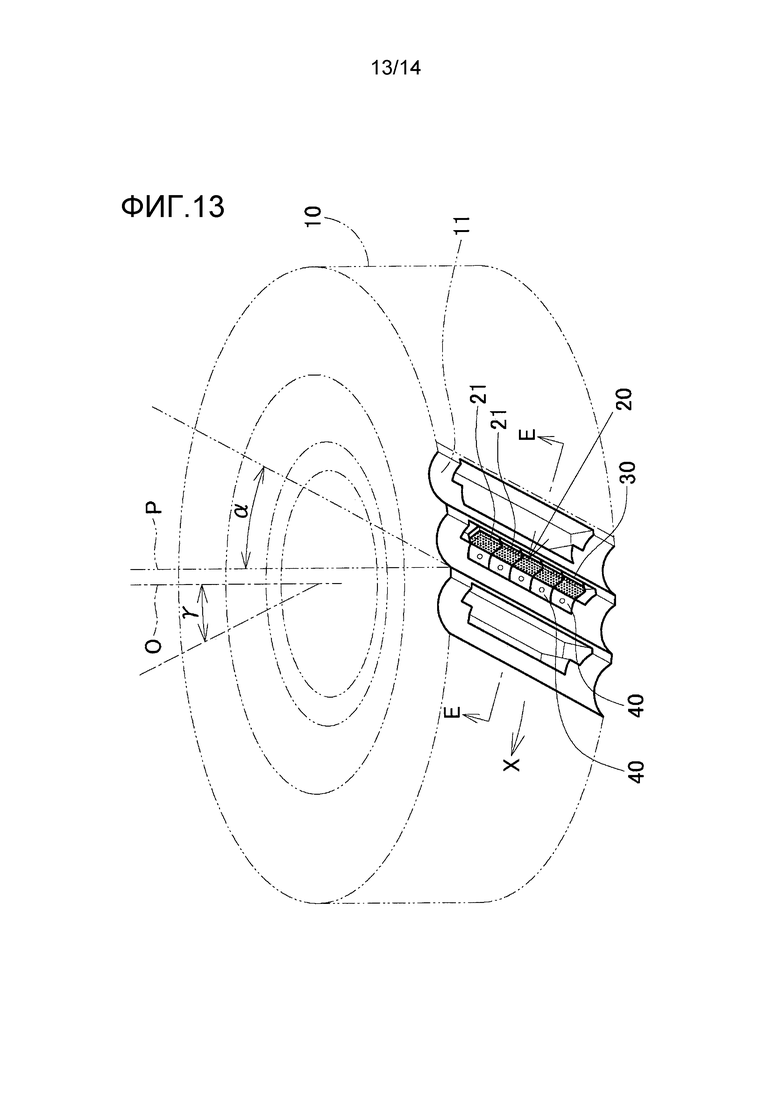
Как показано на фиг. 13, винтовая резцовая фреза содержит множество линейных резцов 20, прикрепленных к внешней периферийной поверхности круглого тела 10, имеющего внешнюю поверхность сформированную в цилиндрическую периферийную поверхность, и которые расположены с заданными интервалами в направлении окружности, более конкретно, в направлении Х вращения. Каждый резец 20 сформирован посредством выравнивания множества режущих пластин 21 в прямую линию от одной торцевой стороны к другой торцевой стороне круглого тела 10 в направлении центральной оси вращения. Каждый резец 20 наклонен назад на угол α к прямой Р на внешней периферийной поверхности, параллельной центральной оси О вращения так, чтобы находиться сзади от прямой Р в направлении Х вращения. Угол α обратного наклона называется углом α наклона винтовой линии в осевом направлении. Резец 20, держатель 30 режущих пластин, и клиновидный элемент 40, фиксирующий режущие пластины, вставлены и совместно зафиксированы в каждом из множества вырезов 12, напоминающих пазы, которые сформированы диагонально во внешней периферийной поверхности круглого тела 10 по тем же углом α наклона винтовой линии.
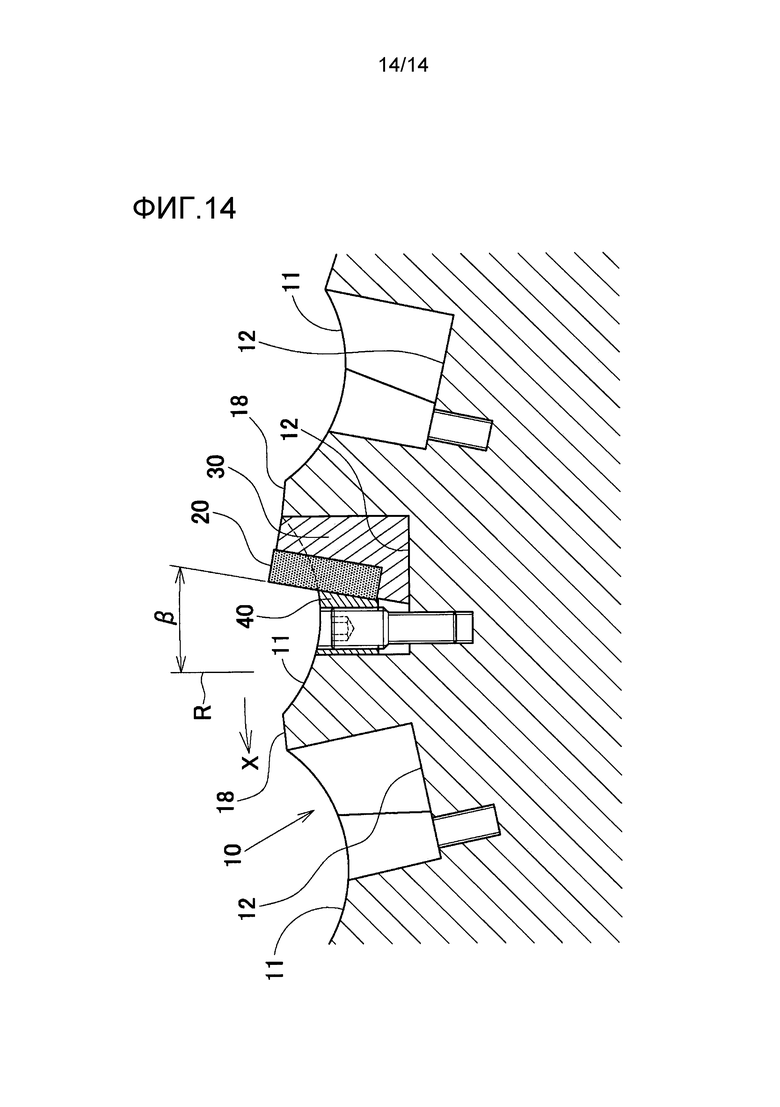
Более конкретно, во внешней периферийной поверхности круглого тела 10 сформированы углубленные дугообразные поверхности 11, которые наклонены относительно прямой Р на внешней периферийной поверхности, параллельной центральной оси О вращения на такой же угол, что и угол α наклона винтовой линии, и расположены с заданными интервалами в направлении окружности. Вырез 12, напоминающий паз, сформирован так, чтобы проходить от участка, расположенного между смежными дугообразными поверхностями 11, 11, к одной из дугообразных поверхностей, расположенной перед другой относительно направления вращения. Как показано на фиг. 14, множество режущих пластин 21, образующих резец 20 и удерживаемых держателем 30 режущих пластин, вставлено в каждый вырез 12 по существу полностью. Для соответствующих режущих пластин 21 имеется множество клиновидных элементов 40, фиксирующий режущие пластины,, вставленных в каждый вырез 12 в положения перед этими режущими пластинами 21 и держателем 30 режущих пластин относительно направления вращения, которые зафиксированы винтом на нижней поверхности этого выреза 12, тем самым фиксируя множество режущих пластин вместе с держателем 30 режущих пластин в вырезе 12.
Линейный резец 20 удерживаемый в прорези 12 в круглом теле 10 наклонен назад на угол β к радиальной линии R круглого тела 10 так, чтобы находиться сзади от этой радиальной линии R в направлении Х вращения. Такой обратный наклон называют главным передним углом β в отрицательном направлении относительно радиальной линии R (далее просто главный передний угол β). Угол β обратного наклона равен углу наклона в направлении угла возвышения от касательной Т до другой периферийной поверхности круглого тела 10, более конкретно, углу возвышения. Для формирования кармана для стружки верхняя поверхность клиновидного элемента 40, фиксирующий режущие пластины, выполнена дугообразной так, чтобы являться продолжением дугообразной поверхности 11 круглого тела 10.
Для работы вышеописанной винтовой резцовой фрезы фрезу приводят во вращение так, чтобы ее центральная ось вращения была наклонена вперед в направлении, противоположном направлению наклона резца 20. Более конкретно, центральная ось О вращения наклонена вперед в направлении движения стального листа на угол ϒ, приблизительно равный углу α наклона винтовой линии. Это позволяет резцу 20, наклоненному назад в направлении движения стального листа на угол α наклона винтовой линии, упираться в кромку стального листа с небольшим обратным наклоном (α-ϒ) (см. фиг. 4). Направление Х вращения винтовой резцовой фрезы совпадает с направлением Y движения стального листа. Далее, винтовая резцовая фреза вращается с окружной скоростью, превышающей скорость подачи стального листа. В результате этой разницы скоростей срезается кромка стального листа. Угол α наклона винтовой линии и главный передний угол β в осевом направлении являются необходимыми параметрами для срезания кромки под прямыми углами и выпрямления кромки.
Такая винтовая резцовая фреза имеет много характеристик. Некоторые из характеристик перечислены ниже. Резец 20 имеет данный угол α наклона винтовой линии и главный передний угол β и упирается в участок кромки стального листа с обратным наклоном под углами в двух направлениях (угол (α-ϒ) и главный передний угол β). Это позволяет получить гладкую поверхность резания, в то же время, управляя резанием на относительно коротком расстоянии. Это уменьшает нагрузку на каждую режущую пластину 21 резца 20. Далее, дуга резания на участке кромки становится эллиптической для уменьшения максимальной толщины стружки. Поэтому нагрузка на режущую пластину 21 дополнительно уменьшается. Если обратить внимание на один резец 20, положение резания движется последовательно в зависимости от припуска на срезание. Это предотвращает рост температуры режущей пластины 21 и позволяет режущим пластинам 21 изнашиваться равномерно. Поэтому также можно ожидать снижение нагрузки на режущую пластину 21.
Как описано выше, отличительной особенностью винтовой резцовой фрезы является снижение нагрузки на резец 20 и нагрузки на каждую режущую пластину 21, которые образуют резец 20. Однако применение винтовой резцовой фрезы для обрезания кромок стального листа приводит к следующим проблемам.
Винтовую резцовую фрезу по существу повторяет смещение стального листа в направлении ширины посредством датчика определяющего участок кромки или копировальной машины так, чтобы поддерживать контакт между резцом 20 и участком кромки стального листа на уровне, по существу таком же, как и первоначальный припуск на обработку. Если возникает быстрое изменение состояния материала, например, сильное искривление продольной кромки стального листа или изменяется его ширина, может возникнуть соударение участка кромки стального листа с режущей пластиной 21, образующей резец 20. Это может привести к повреждению режущей пластины 21 или держателя 30 режущих пластин.
Сзади от держателя 30 режущих пластин относительно направления вращения находится упор 18 держателя. Упор 18 держателя расположен между соседними дугообразными поверхностями 11, 11. Упор 18 держателя по определению является тонким из-за наличия выреза 12. Дополнительно, для размещения дугообразной поверхности 11 сзади от упора 18 держателя относительно направления вращения, упор 18 держателя становится тоньше при подходе к его внешнему периферийному участку (участку вершины). Поэтому повреждение держателя 30 режущих пластин легко приводит к повреждению упора 18. Более конкретно, участок вершины скалывается, а участок основания гнется.
Круглое тело 10 изготовлено из материала с высокой жесткостью, подвергнутого термообработке, например, закалке. Поэтому круглое тело 10 нельзя легко отремонтировать, например, нанесением твердосплавного покрытия и нельзя легко подвергнуть обработке для исправления загнутого участка. Поэтому, повреждение даже части круглого тела 10 неизбежно требует его списания и замены всего круглого тела 10. Круглое тело 10 обуславливает высокие издержки на материал. Дополнительно, круглое тело 10 требует сложной обработки, что влечет чрезвычайно высокие издержки на обработку из-за своей трехмерной формы с большим количеством дугообразных поверхностей 11 и большим количеством вырезов 12, сформированных в поверхности круглого тела 10 и имеющих наклон в двух направлениях на периферийной поверхности. Круглое тело 10, далее, требует расходов на последующую термообработку. Поэтому, круглое тело 10 является достаточно дорогим изделием, поэтому списание и замена круглого тела 10 приводит к большим экономическим потерям.
Если повреждение режущей пластины 21 не распространяется на упор 18 держателя на круглом теле 10, но затрагивает только режущую пластину 21 или держатель 30 режущих пластин, режущую пластину 21 или держатель 30 режущих пластин можно заменить. Такая замена требует тяжелой ручной работы внутри выреза 12, включая отсоединение элемента 40, фиксирующего режущие пластины. Крепление резца 20 для создания новой винтовой резцовой фрезы также является трудной операцией, поскольку она должна проводиться внутри выреза 12.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: опубликованная заявка на патент Японии № Hei 8-47811
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМА, РЕШАЕМАЯ ИЗОБРЕТЕНИЕМ
Задачей настоящего изобретения является создание винтовой резцовой фрезы с высокими экономическими характеристиками и высокими эксплуатационными характеристиками, которые способны минимизировать экономические потери, возникающие при повреждении резца, в которое облегчено крепление и замена резца и снижены расходы на техническое обслуживание.
СРЕДСТВО РЕШЕНИЯ ПРОБЛЕМЫ
Как было описано выше в винтовой резцовой фрезе, на которую направлено настоящее изобретение, угол α наклона винтовой линии и главный передний угол β в осевом направлении круглого тела считаются важными параметрами. Ожидаемая роль круглого тела, к которому крепится резец, заключается в определении этих углов. Если не считать этой роли, круглое тело является просто базой для крепления резца и просто позиционирующим элементом для резца.
Авторы обратили внимание на эту роль круглого тела, к которому крепится резец, и провели исчерпывающие исследования способов крепления резца к круглому телу. В результате этих исследований авторы пришли к выводу, что крепежный участок для резца не всегда должен быть комбинацией дугообразной канавки и выреза, но достаточный крепежный участок может быть образован ступенчатой структурой, имеющей крепежные поверхности, каждая из которых имеет наклон в направлении угла возвышения, сравнимый с углом α винтовой линии и главным передним углом β в осевом направлении круглого тела, и которые расположены непрерывно в направлении окружности, перемежаясь ступенью.
Более конкретно, создание поверхности крепления резца с данным углом α винтовой линии и главным передним углом β в осевом направлении на внешней периферийной поверхности круглого тела приводит к тому, что эта поверхность крепления резца имеет наклон в направлении угла возвышения, сравнимый с главным передним углом β. Это приводит к образованию ступени, тем самым преобразуя внешнюю периферийную поверхность круглого тела в ступенчатую структуру, содержащую поверхности крепления резца, расположенные непрерывно чередующиеся в направлении окружности ступени. Описываемая ступень в основном возникает в результате главного переднего угла β и имеет небольшую высоту. Далее, в результате комбинации с углом α винтовой линии в осевом направлении, высота ступени меняется от одной торцевой стороны к противоположной торцевой стороне круглого тела в осевом направлении. Однако ступень остается достаточно функциональной для определения положения держателя режущих пластин для удержания резца и предотвращения сдвига положения держателя режущих пластин. Таким образом, ступень оказалась эффективным участком для крепления резца, имеющим L-образную форму в сечении, если ступень используется в комбинации с поверхностью для крепления резца, расположенной перед ступенью относительно направления вращения.
Винтовая резцовая фреза по настоящему изобретению была создана на основе вышеописанного знания. Винтовая резцовая фреза содержит по меньшей мере один линейный резец, прикрепленный к внешней периферийной поверхности круглого тела, имеющего внешнюю поверхность, сформированную в цилиндрическую периферийную поверхность и вращающуюся в направлении окружности. Этот по меньшей мере один резец наклонен на данный угол α винтовой линии относительно прямой на внешней периферийной поверхности, параллельной центральной оси вращения. Поверхность для крепления резца образована на внешней периферийной поверхности круглого тела. Поверхность для крепления резца наклонена под углом, равным углу α винтовой линии резца относительно прямой Р на внешней периферийной поверхности, параллельной центральной оси О вращения и при этом наклонена в направлении угла возвышения от касательной Т к внешней периферийной поверхности. Поверхность для крепления резца образована ступенью, полученной в результате наклона в направлении угла возвышения. Резец крепится к участку крепления резца посредством держателя режущих пластин с возможностью отсоединения резца. Участок крепления пластины имеет L-образную форму в сечении, полученную в результате того, что она окружена поверхностью для крепления резца и ступенью.
Линейный резец по существу содержит большое количество линейных резцов, расположенных с заданными интервалами в направлении окружности внешней периферийной поверхности круглого тела. В качестве альтернативы, линейный резец может содержать один линейный резец или небольшое количество линейных резцов, например, два или три, расположенных с заданным интервалом в направлении окружности внешней периферийной поверхности. Держатель режущих пластин зафиксирован на поверхности для крепления резца на внешней периферийной поверхности круглого тела. Если держатель режущих пластин получит удар, передаваемый через множество режущих пластин, образующих резец, на держателе режущих пластин генерируется крутящий момент, направленный против направления вращения. Для сопротивления этому крутящему моменту предпочтительно, чтобы держатель режущих пластин был привинчен к поверхности крепления резца на противоположных боковых частях держателя режущих пластин, и был привинчен к поверхности крепления резца в той части держателя, которая расположена между его привинченными противоположными сторонами и перед линией соединяющей привинченные противоположные боковые участки относительно направления вращения.
Что касается каждой ступени, высота ступени непрерывно изменяется от одной торцевой стороны к противоположной торцевой стороне в направлении центральной оси вращения в ответ на наклон от прямой Р на внешней периферийной поверхности, параллельной центральной оси О вращения круглого тела.
Резец содержит множество режущих пластин, расположенных по прямой. Множество режущих пластин вставлены в держатель режущих пластин, прикрепленный к участку крепления резца, имеющий L-образную форму в сечении, полученную в результате того, что он окружен поверхностью крепления резца и ступенью. Держатель режущих пластин привинчен к поверхности крепления резца.
Каждая из множества режущих пластин в держателе режущих пластин зафиксирована в держателе соответствующим клиновидным элементом с возможностью извлечения режущих пластин. Элемент крепления режущих пластин привинчен к держателю режущих пластин в положении, расположенном перед соответствующей одной из режущих пластин относительно направления вращения. Клиновидный элемент крепления режущей пластины привинчен не к поверхности крепления резца на внешней периферийной поверхности круглого тела, а к держателю режущих пластин. Это образует узел, содержащий резец, держатель режущих пластин, и элемент крепления режущих пластин для получения рациональной структуры кассетной системы режущих пластин.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
В винтовой резцовой фрезе по настоящему изобретению применяется структура ступеней небольшой высоты с наклоном в направлении угла возвышения от касательной к внешней периферийной поверхности как способ крепления линейного наклонного резца к внешней периферийной поверхности круглого тела, внешняя поверхность которого сформирована в цилиндрическую периферийную поверхность. Это позволяет надежно крепить резец в заданном положении. Кроме того, повреждения режущих пластин, образующих резец, не приводят к опасности распространения этого повреждения на ступень, имеющую небольшую высоту, за поврежденной режущей пластиной. Таким образом, повреждение круглого тела можно не эффективно предотвратить. Это может существенно снизить частоту замены дорогого круглого тела и добиться высоких экономических показателей. Дополнительно, формирование ступени на внешней периферийной поверхности круглого тела является более простым процессом, чем процесс формирования криволинейных поверхностей и прорезей в форме паза. Это может снизить себестоимость самого круглого тела. При этом также достигаются высокие экономические показатели. Если режущая пластина повреждена, поврежденную режущую пластину следует заменить. Расположение режущей пластины на внешней периферийной поверхности круглого тела, облегчает замену поврежденной режущей пластины. Дополнительно, резец можно легко собирать в процессе производства. Таким образом, винтовая резцовая фреза по настоящему изобретению обладает прекрасными эксплуатационными характеристиками, относящимися к сборке во время производства и к работоспособности во время ремонта, что еще больше повышает экономические показатели.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
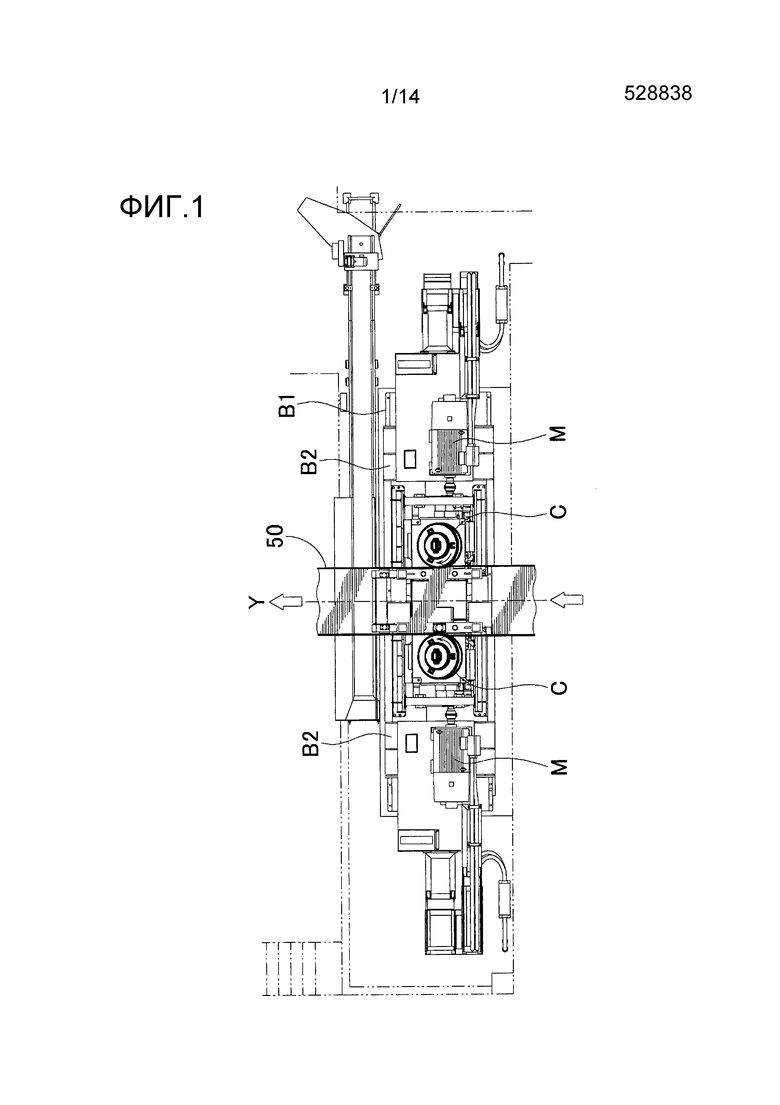
Фиг. 1 - вид сверху компоновки кромкообрезного станка с зеркально установленными винтовыми резцовая фрезами, поясняющий как применяется винтовая резцовая фреза по варианту настоящего изобретения.
Фиг. 2 - вид сзади кромкообрезного станка с зеркально установленными винтовыми резцовая фрезами.
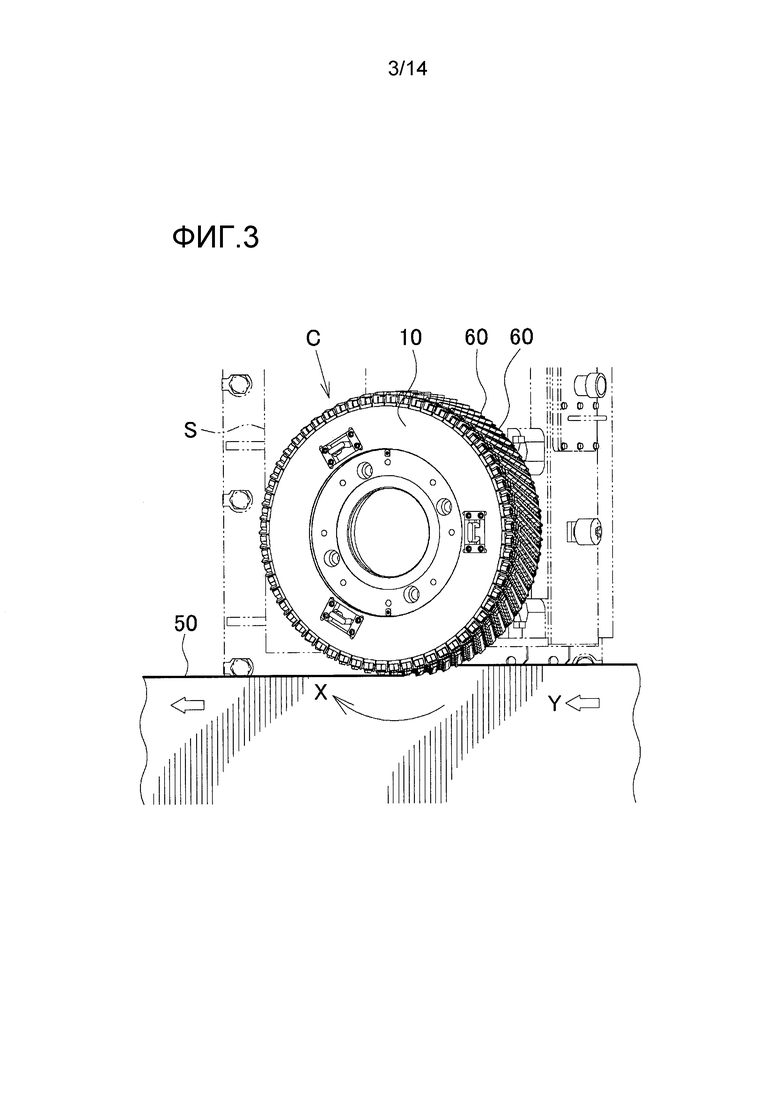
Фиг. 3 - вид сверху винтовой резцовой фрезы кромкообрезного станка.
Фиг. 4 - вид сбоку винтовой резцовой фрезы.
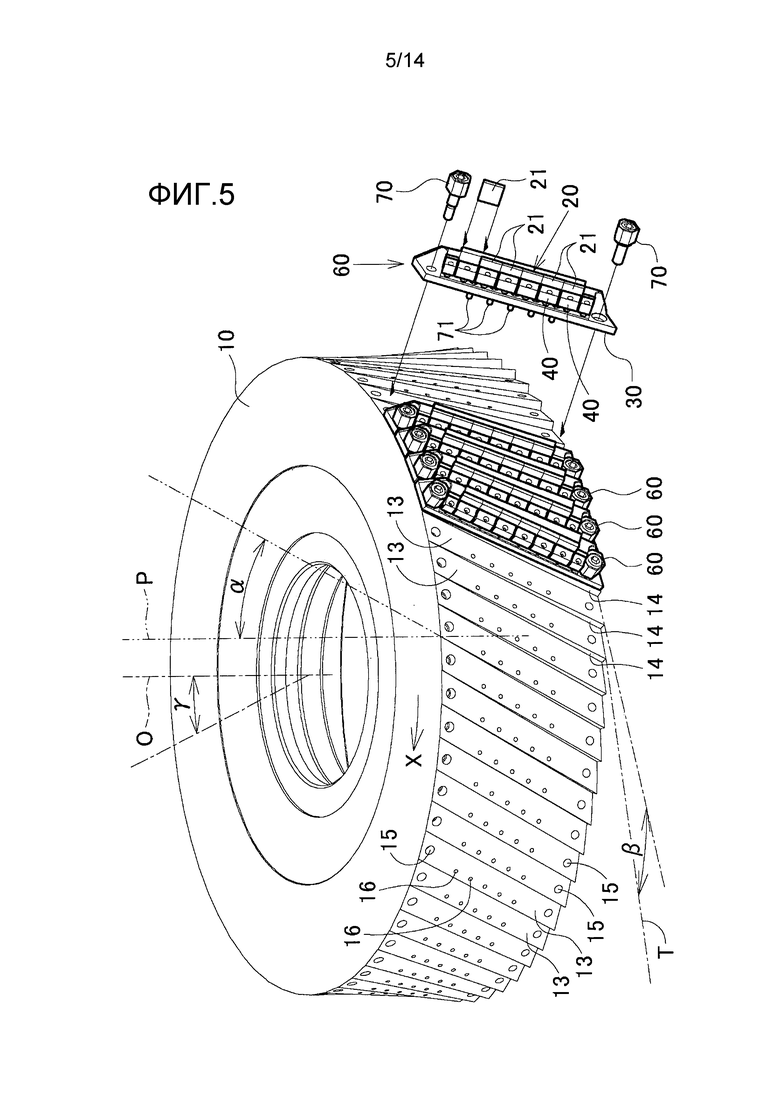
Фиг. 5 - вид в перспективе, подробно иллюстрирующий структуру внешней периферийной части винтовой резцовой фрезы, образующую главную часть винтовой резцовой фрезы.
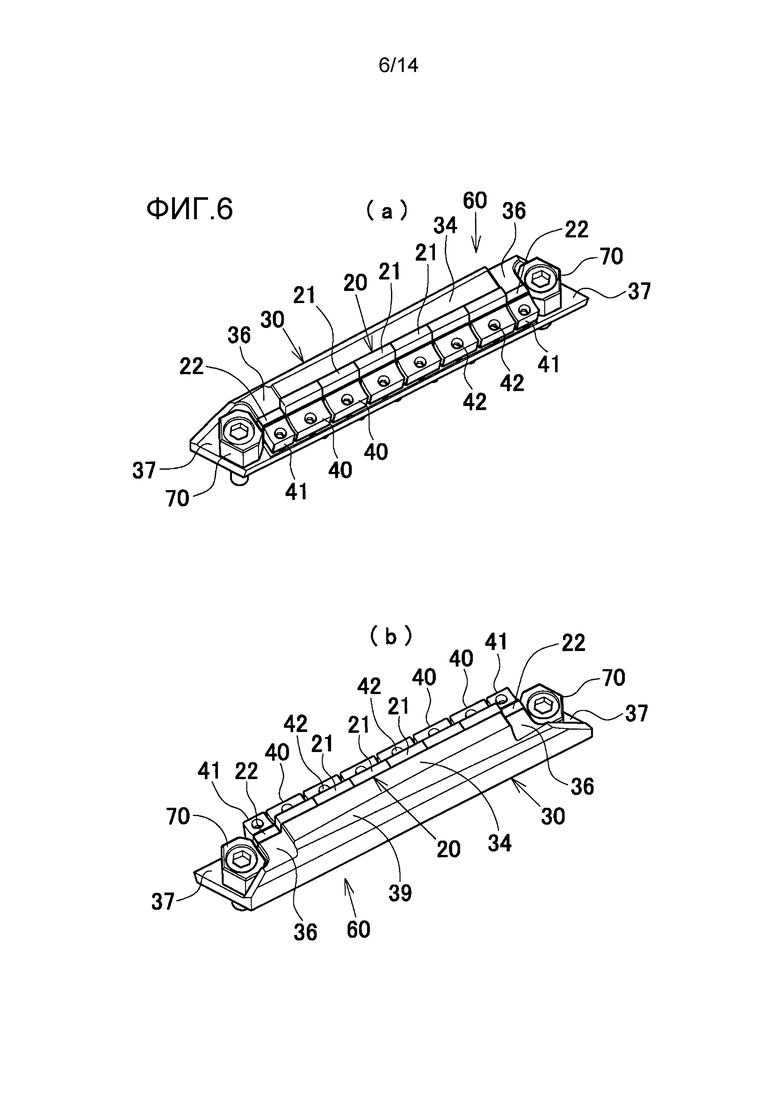
Фиг. 6 - вид в перспективе, подробно иллюстрирующий структуру наклонного резца, применяемого в винтовой резцовой фрезе.
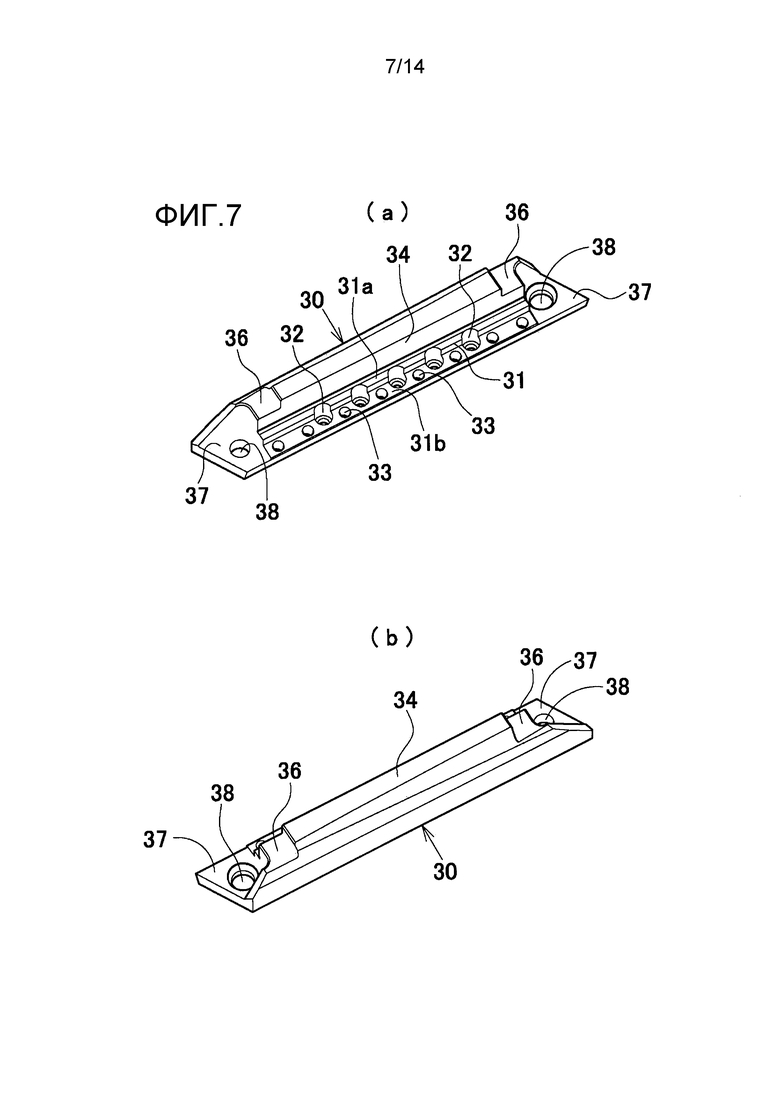
Фиг. 7 - вид в перспективе, подробно иллюстрирующий структуру держателя режущих пластин, применяемого в наклонном резце.
Фиг. 8 - вид сбоку части винтовой резцовой фрезы в увеличенном масштабе.
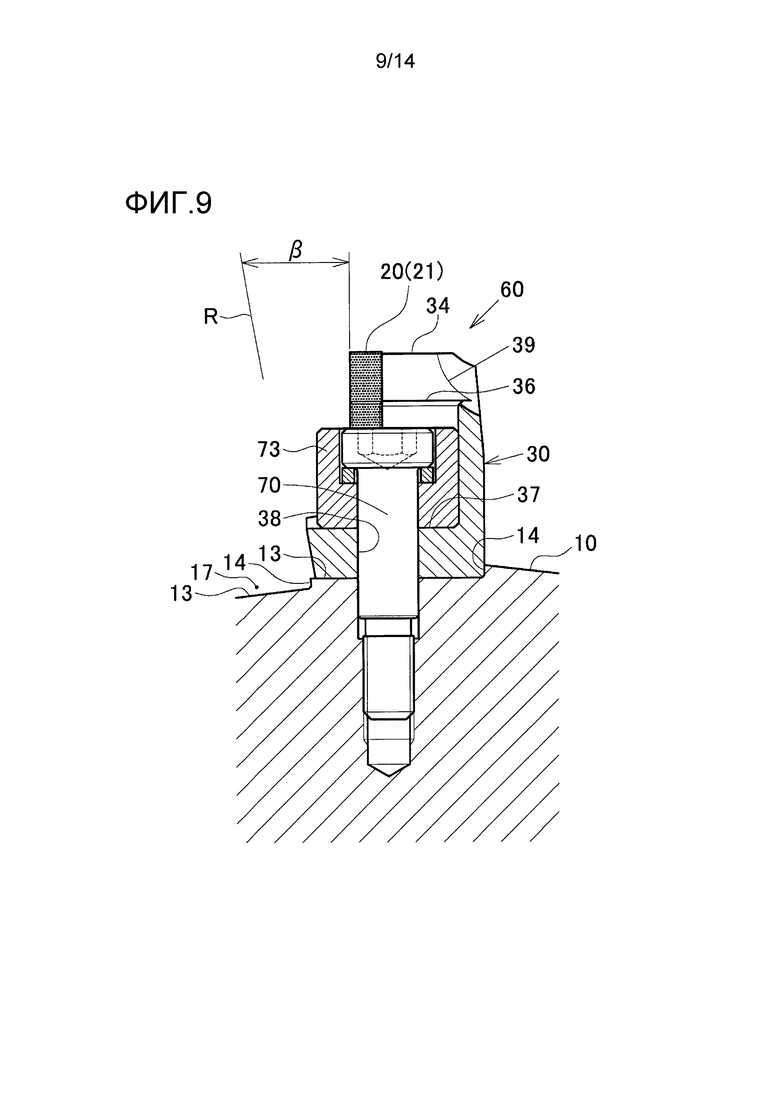
Фиг. 9 - сечение по линии А-А на фиг. 8.
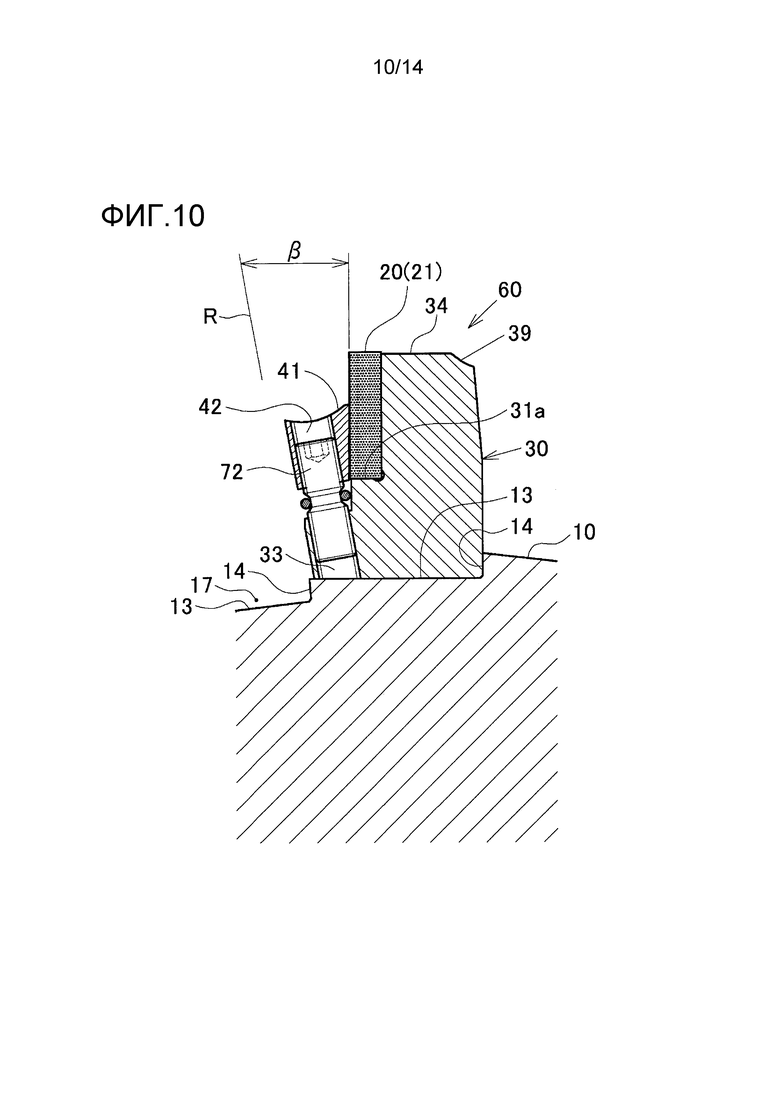
Фиг. 10 - сечение по линии В-В на фиг. 8.
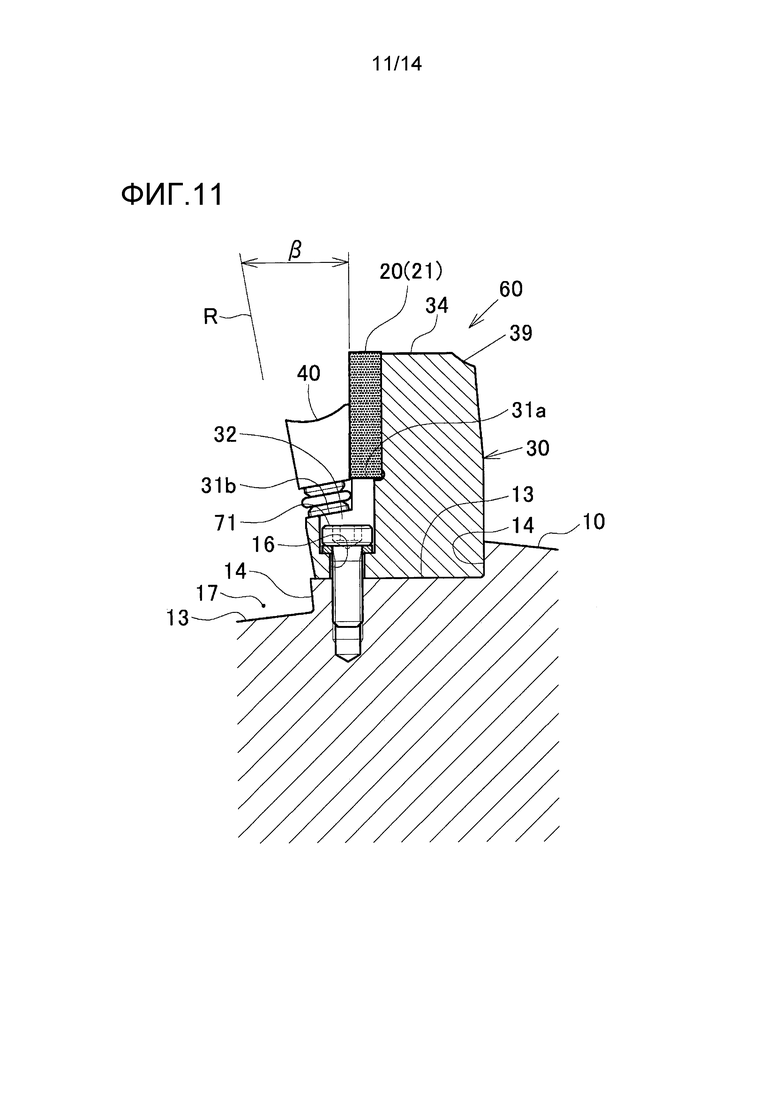
Фиг. 11 - сечение по линии С-С на фиг. 8.
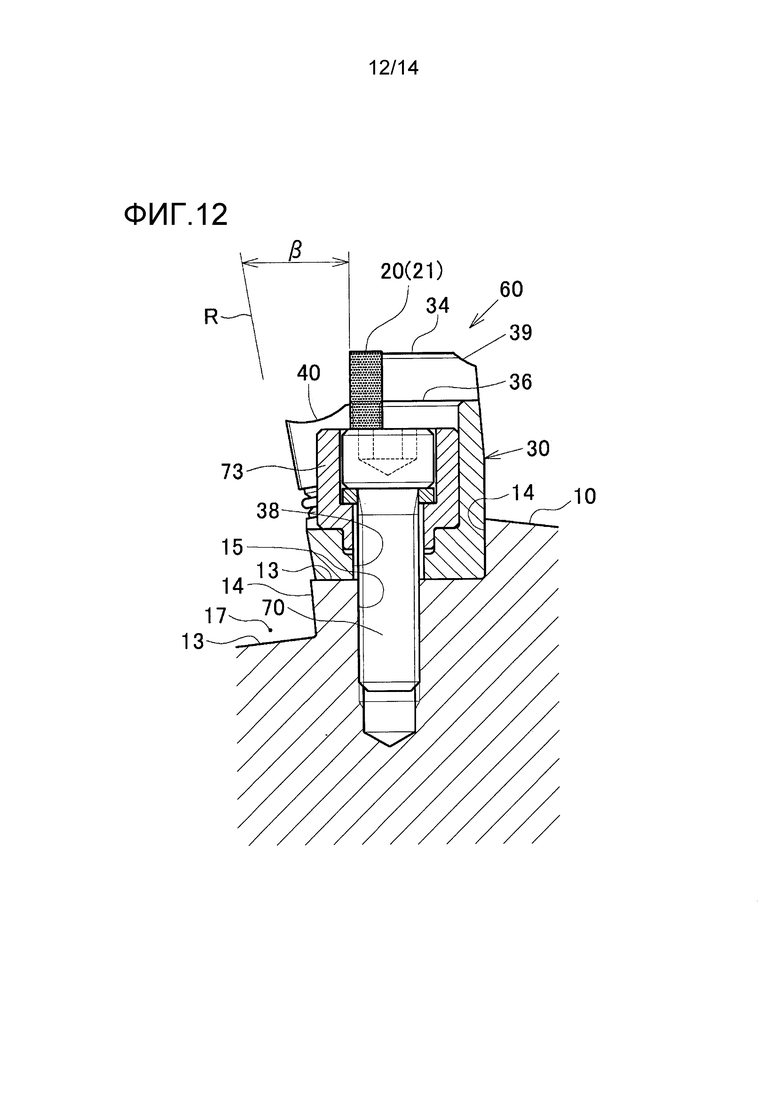
Фиг. 12 - сечение по линии D-D на фиг. 8.
Фиг. 13 - схематический вид сбоку известной винтовой резцовой фрезы.
Фиг. 14 - сечение по линии Е-Е на фиг. 13.
ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее следует описание варианта настоящего изобретения. Как показано на фиг. 1 и 2, винтовая резцовая фреза по настоящему изобретению установлена на кромкообрезном стенке на входе в линию по производству труб контактной сваркой. Станок обрезает противоположные кромки стальной полосы 50 для подачи на линию по производству труб контактной сваркой и для получения равномерной ширины этой стальной полосы 50. Станок содержит винтовые резцовые фрезы С, С, работающие как вращающиеся режущие инструменты, расположенные на противоположных сторонах.
Кромкообрезной станок содержит горизонтальное фиксированное основание В1 и подвижные основания В2, расположенные на противоположных сторонах от фиксированного основания В1 так, чтобы подвижные основания В2 могли свободно совершать поперечные движения так, чтобы линия движения стальной полосы 50 находилась между подвижными основаниями В2, В2. Подвижны основания В2, В2 на противоположных сторонах приводятся в поперечное движение приводным механизмом винтовой системы, который на чертежах не показан. Как показано на фиг. 3 и 4, винтовая резцовая фреза С установлена на опоре S на соответствующем подвижном основании В2 так, чтобы винтовая резцовая фреза С была ориентирована наклонно вперед в направлении движения стальной полосы 50 и винтовая резцовая фреза С могла свободно вращаться. Винтовая резцовая фреза приводится во вращение в направлении движения стальной полосы 50 двигателем М, установленным сбоку от опоры S на подвижном основании В2.
Для обрезания стальная полоса 50 проходит между вращающимися винтовыми резцовыми фрезами С, С, расположенными на ее противоположных сторонах, и поддерживается в горизонтальном положении различными направляющими, не показанными на чертежах. Винтовые резцовые фрезы С, С на противоположных сторонах вращаются с окружной скоростью, превышающей скорость движения стальной полосы 50, тем самым обрезая противоположные кромки стальной полосы 50. Поперечное перемещение подвижных основания В2, В2 на противоположных сторонах [полосы] дает следующие эффекты. Во-первых, расстояние между винтовыми резцовая фрезами С, С на противоположных сторонах регулируется для определения ширины стальной полосы 50 после обрезки. Во-вторых, подвижные основания И2, И2 на противоположных сторонах приводятся в движение синхронно друг с другом в ответ на смещение движущейся стальной полосы 50 так, чтобы совершать меандрирующее движение в направлении ширины, тем самым винтовые резцовые фрезы С, С на противоположных сторонах повторяют это смещение.
Компоновка кромкообрезного станка, в котором применяется винтовая резцовая фреза по настоящему изобретению, описана выше. Далее следует подробное описание этого варианта структуры винтовой резцовой фрезы со ссылками на виды в перспективе на фиг. 5-7, на частично увеличенный вид на фиг. 8 и на сечения на фиг. 9-12.
Как показано на фиг. 5, винтовая резцовая фреза по этому варианту содержит круглое тело 10, имеющее внешнюю поверхность, выполненную как цилиндрическую периферийную поверхность, и узлы 60 резцов, фиксировано расположенные на этой внешней периферийной поверхности с заданными интервалами в направлении окружности. Как будет более подробно описано ниже, узел 60 резца использует кассетную систему режущих пластин, где множество режущих пластин 21, образующих резец 20, закреплены в держателе 30 режущих пластин, имеющем L-образную форму в сечении, со множеством клиновидных элементов 40, фиксирующий режущие пластины,, предусмотренных для соответствующих режущих пластин 21. Резец 20 наклонен назад от прямой Р на внешней периферийной поверхности, параллельной центральной оси О вращения так, чтобы иметь заданный угол α наклона винтовой линии.
Круглое тело 10 является цилиндрическим телом, имеющим открытую приводную сторону (сторону нижней поверхности) и не приводную сторону (сторону верхней поверхности), работающую как кольцевая крепежная часть. На внешней периферийной поверхности круглого тела 10 сформировано большое количество поверхностей 13 крепления резцов, к которым привинчиваются узлы 60 резцов. Поверхности 13 крепления резцов предназначены для соответствующих узлов 60 резцов. Каждая поверхность 13 крепления резцов является удлиненной, имеющей форму полосы плоскостью, проходящей от не приводной стороны (верхней стороны), соответствующей одной торцевой стороне круглого тела 10 в направлении центральной оси вращения, к приводной стороне (нижней стороне), соответствующей противоположной торцевой поверхности, сохраняя одинаковую ширину. Поверхность 13 крепления резца наклонена назад от прямой Р на внешней периферийной поверхности, параллельной центральной оси О вращения на угол α, соответствующий углу α винтовой линии резца 20, находящегося сзади от прямой Р относительно направления Х вращения.
В результате такого наклона каждая поверхность 13 крепления резца становится параллелограммом, имеющего противоположные концы в продольном направлении, наклоненные в соответствии с внешней периферийной окружностью на противоположных торцах круглого тела 10 в осевом направлении.
Далее, каждая поверхность 13 крепления резца, если смотреть в направлении Х сращения круглого тела 10, наклонена на угол β в направлении угла возвышения резца 20 от касательной Т к внешней периферийной поверхности круглого тела 10 (направление, вверх, вперед в направлении Х вращения). Угол β наклона позволяет получить резец 20 с наклоном назад относительно радиальной линии R круглого тела 10, то есть, является главным передним углом β (см. фиг. 8-12). Наличие угла β наклона в направлении угла возвышения созданного для большого количества поверхностей 13 крепления резца образует ступень 14 между соседними поверхностями 13, 13 крепления резца. Каждая ступень 14 и поверхность 13 крепления резца перед этой ступенью 14 относительно направления вращения пересекают друг друга под прямым углом. В области, окруженной этой ступенью 14 и этой поверхностью 13 крепления резца, сформирован участок 17 крепления резца, имеющий в сечении L-образную форму, для установки узла 60 резца (см. фиг. 9-12).
Поверхность 13 крепления резца имеет наклон, соответствующий углу α винтовой линии резца 20 в осевом направлении. Это позволяет сделать ступень 14 постепенно все более высокой от не приводной стороны (верхней стороны) к приводной стороне (нижней стороне) круглого тела 10.
Поверхность 13 крепления резца выполнена с первыми резьбовыми отверстиями 15 и вторыми резьбовыми отверстиями 16 для крепления узла 60 резца, в частности, держателя 30 режущих пластин. Первые резьбовые отверстия 15 расположены на противоположных концевых участках поверхности 13 крепления резца в продольном направлении (противоположные боковые участки, если смотреть в направлении вперед в направлении вращения). Вторые резьбовые отверстия 16 расположены с заданными интервалами вдоль линии, перед линией, соединяющей первые резьбовые отверстия 15, 15 на противоположных сторонах относительно направления вращения.
Как подробно показано на фиг. 6(а) и 6(b) и на фиг. 8-12, узел 60 резца, который крепится к поверхности 13 крепления резца, содержит держатель 30 режущих пластин и множество клиновидных элементов 40, фиксирующих режущие пластины. Держатель 30 режущих пластин установлен на участок 17 крепления резца на поверхности 13 крепления резца и привинчен к участку 17 крепления резца для удержания линейного резца на внешней периферийной поверхности круглого тела 10. Элементы 40, фиксирующие режущие пластины, привинчены к держателю 30 режущих пластин для фиксированного удержания резца 20 в держателе 30 режущих пластин.
Как подробно показано на фиг. 7(а) и 7(b) и на фиг. 9-12, держатель 30 режущих пластин является горизонтально-длинным металлическим блоком, конформным поверхности 13 крепления резца, имеющей форму полосы, круглого тела 10. Держатель 30 режущих пластин имеет гнездо 31 для резца, имеющее L-образную форму в сечении и сформированное в части держателя 30 кроме боковых концевых участков на противоположных сторонах. Гнездо 31 для резца открыто вперед в направлении вращения круглого тела 10. Гнездо 31 для резца имеет верхнюю поверхность на дне и переднюю поверхность на задней стороне, и эти поверхности перпендикулярны друг другу.
Верхняя поверхность на дне гнезда 31 для резца сформировано двумя гранями. Место на длинной первой грани 31a, расположенной сзади относительно направления вращения, служит гнездом для первоначальной установки резца. Место на короткой второй грани 31b, расположенной впереди относительно направления вращения, служит гнездом для элемента 40, фиксирующего режущие пластины. На дне гнезда 31 для резца имеется множество первых сквозных отверстий 32, расположенных с заданными интервалами в направлении ширины для привинчивания соответствующего держателя 30 режущих пластин к поверхности 13 для крепления резца на круглом теле 10. Также на дне гнезда 31 для резца далее выполнено множество третьих резьбовых отверстий 33 для привинчивания множества элементов 40, фиксирующих режущие пластины, к гнезду 31 резца. Третьи резьбовые отверстия 33 расположены в положениях, где должны быть закреплены соответствующие элементы 40, фиксирующие режущие пластины, и где третьи резьбовые отверстия 33 не перекрывают первые сквозные отверстия 32.
Задняя часть гнезда 31 для резца кроме противоположных боковых концевых участков работает как толстый упор 34 для резца для поддержки резца 20. Высота упора 34 для резца определена такой же, что и у резца 20. Противоположные боковые концевые участки гнезда 31 для резца работают как гнезда для установки пластинчатых дистанцирующих элементов 22, имеющих небольшую высоту, которые применяются для определения положения резца 20 в поперечном направлении. Держатели 36 дистанцирующих элементов короче по высоте, чем держатели 34 резца, чтобы соответствовать высоте дистанцирующих элементов 22, имеющим меньшую высоту.
Боковые концевые участки на противоположных сторонах держателя 30 режущих пластин работают как пластинчатые крепежные участки 37, 37 для привинчивания. Крепежные участки 37, 37 для привинчивания по существу имеют такую же толщину, что и дно гнезда 31 для резца. Крепежные участки 37, 37 имеют вторые сквозные отверстия 38, 38 для привинчивания соответствующего держателя 30 режущих пластин к поверхности 13 крепления резца на круглом теле 10. Линия, соединяющая соответствующие центры вторых сквозных отверстий 38, 38 расположена относительно направления вращения за линией, вдоль которой расположены первые сквозные отверстия 32 так, чтобы соответствовать положениям первых резьбовых отверстий 15 и вторых резьбовых отверстий 16 относительно друг друга на поверхности 13 крепления резца.
Нижняя поверхность держателя 30 режущих пластин выполнена плоской по всей ширине (по всей длине в продольном направлении) и расположена перпендикулярно задней поверхности держателя 30 режущих пластин, также имеющей плоскую форму. Противоположные боковые поверхности держателя 30 режущих пластин имеют форму, соответствующую внешней периферийной поверхности круглого тела 10 на противоположных торцах в осевом направлении. Поэтому, в строгом смысле, имеющая форму полосы поверхность 13 крепления резца и нижняя поверхность держателя 30 режущих пластин, которая упирается в эту поверхность 13 крепления резца, обе являются параллелограммами.
Резец 20 состоит из множества (в данном случае шести) режущих пластин 21, выровненных в боковом направлении. Все эти режущие пластины 21 одинаково сформированы в тонкий прямоугольный параллелепипед. Эти режущие пластины 21 и короткие, пластинчатые дистанцирующие элементы 22 22, имеющие меньшую высоту, на противоположных сторонах режущих пластин 21, выровнены друг с другом на дне гнезда 31 для резца держателя 30 режущих пластин, конкретнее, на первой грани 31a. В этом состоянии клиновидные элементы 40, фиксирующие режущие пластины, и узкие элементы 41, фиксирующие режущие пластины, для пластинчатых дистанцирующих элементов 22, 22 вставляют для соответствующих элементов пластин на место перед линией режущих пластин, более конкретно, между линией режущих пластин и упором 34 для режущих пластин держателя 30 режущих пластин перед этой линией режущих пластин относительно направления вращения. Затем, элементы 40, фиксирующий режущие пластины, и элементы 41, фиксирующие режущие пластины, привинчивают на дно, конкретнее на вторую грань 31b гнезда 31 держателя 30 режущих пластин. В результате резец 20, образованный линией режущих пластин и пластинчатыми дистанцирующими элементам 22, 22, крепится совместно в заданных положениях на первой грани 31 гнезда 31 для резца.
Что касается привинчивания элементов 40, фиксирующих режущие пластины, и элементов 41, фиксирующих режущие пластины, каждый из этих фиксирующих элементов имеет третье сквозное отверстие 42 для крепежного винта 72.
Крепежные элементы 40 и крепежные элементы 41, расположенные перед резцом 20 относительно направления вращения имеют верхнюю поверхность, расположенную на меньшей высоте, чем верхние поверхности режущих пластин 21 и сформированы как наклоненные вниз криволинейные поверхности для образования кармана для стружки, генерируемой резцом 20 при резании. Далее, в верхней части в этом месте за упором 34 для резца за резцом 20 относительно направления вращения сформирована скошенная часть 39, образованная наклоненной вниз криволинейной поверхностью. Скошенная часть 39 сконструирована так, что когда держатель 30 режущих пластин прикреплен к поверхности 13 для крепления резца, эта скошенная часть 39 постепенно углубляется от приводной стороны (нижней стороны) к не приводной стороне (верхней стороне) круглого тела 10. Скошенная часть 39 непрерывно переходит в криволинейную верхнюю поверхность фиксирующего элемента 40 и фиксирующего элемента 41 на концевой части круглого тела 10 на не приводной стороне (верхней стороне), тем самым образуя полный карман для стружки.
Далее следует описание способа крепления узла 60 резца к поверхности 13 для крепления резца на круглом теле 10.
Держатель 30 режущих пластин крепится к поверхности 13 для крепления резца на круглом теле. Более конкретно, держатель 30 режущих пластин помещают на поверхность 13 для крепления резца на круглом теле 10. Затем, крепежные болты 70, 70 пропускают во вторые сквозные отверстия 38, 38, расположенные на противоположных концевых участках держателя 30 режущих пластин и вставляют в первые резьбовые отверстия 15, 15, выполненные на противоположных концевых участках поверхности 13 для крепления резца. С крепежными болтами скомбинированы шайбы 73. Далее, множество крепежных болтов 71 пропускают через множество первых сквозных отверстий 32, выполненных в дне гнезда 31 для резца, и вставляют во множество вторых резьбовых отверстий 16, выполненных в центральной части поверхности 13 для крепления резца. Эти процессы повторяют для крепления держателей 30 режущих пластин ко всем поверхностям 13 для крепления резца на круглом теле 10.
После того, как держатели 30 режущих пластин будут прикреплены ко всем поверхностям 13 для крепления резца, в гнезде 31 для резца держателя 30 режущих пластин выставляют заранее определенное количество режущих пластин 21. Невысокие пластинчатые дистанцирующие элементы 22 расположены в гнездах для дистанцирующих элементов на противоположных сторонах гнезда 31 для резца. В этом состоянии клиновидный элемент 40, фиксирующий режущие пластины, вталкивают на место перед каждой режущей пластиной 21, более конкретно, между каждой режущей пластиной 21 и упором 34 для резца держателя 30 режущих пластин, прикрепленного к поверхности 13 для крепления резца перед этой режущей пластиной 31 относительно направления вращения. Далее, фиксирующие элементы 41, 41, также имеющие клиновидную форму, вталкивают на место перед пластинчатыми дистанцирующими элементами 22, 22 на противоположных сторонах от режущих пластин 21, более конкретно, между пластинчатыми дистанцирующими элементами 22, 22 на противоположных сторонах, и упорами 36, 36 для дистанцирующих элементов на противоположных сторонах перед этими пластинчатыми дистанцирующими элементами 22, 22 относительно направления вращения. Затем, крепежные болты 72 пропускают сквозь третьи сквозные отверстия 42 в элементах 40, фиксирующий режущие пластины, и в фиксирующих элементах 41, и вставляют в третьи резьбовые отверстия 33 в дне гнезда 31 для резца.
Таким образом, клиновидные элементы 40, фиксирующие режущие пластины, запрессованы в места между режущими пластинами 21 и упором 34 для резца держателя 30 режущих пластин, расположенного перед этими режущими пластинами 21 относительно направления вращения. Далее, фиксирующие элементы 41, 41, также имеющие клиновидную форму, запрессовываются в места между пластинчатыми дистанцирующими элементами 22, 22 на противоположных сторонах режущих пластин 21, и упорами 36 дистанцирующих элементов перед пластинчатыми дистанцирующими элементами 22, 22 относительно направления вращения. В результате, множество режущих пластин 21, образующих резец 20, фиксируются между множеством фиксирующих элементов 40, расположенных перед этими режущими пластинами 21 относительно направления вращения, и упором 34 резца, расположенным за режущими пластинами 21 относительно направления вращения. Аналогично, пластинчатые дистанцирующие элементы 22, 22 на противоположных сторонах резца 20 зафиксированы между множеством фиксирующих элементов 41, 41, расположенных между этими дистанцирующими элементами 22 относительно направления вращения, и упорами 36, 36 для дистанцирующих элементов, расположенными за дистанцирующими элементами 22 относительно направления вращения.
Выполнение вышеописанной операции на всех держателях 30 режущих пластин, прикрепленных к внешней периферийной поверхности круглого тела 10, завершает крепление всех узлов 60 резцов и крепление всех резцов 20 ко всем участкам 17 крепления на этой внешней периферийной поверхности. Таким образом, винтовая резцовая фреза С приводится в готовность. Все резцы 20 винтовой резцовой фрезы С имеют угол α винтовой линии и главный передний угол β в осевом направлении круглого тела 10. Как описано выше, для реального обрезания кромок стальной полосы 560 винтовые резцовые фрезы С установлены на противоположных сторонах линии движения стальной полосы 50 так, чтобы винтовые резцовые фрезы С были ориентированы наклонно вперед под углом ϒ относительно направления движения стальной полосы 50 и могли свободно вращаться. Винтовые резцовые фрезы С вращаются в направлении, совпадающем с направлением движения стальной полосы 50.
Центральная ось О вращения винтовой резцовой фрезы С наклонена вперед в направлении движения стальной полосы на угол ϒ. В то же время, резец 20 отклонен назад относительно направления движения стальной полосы на угол α винтовой линии, приближающийся этому углу ϒ наклона вперед. Это приводит к тому, что резец 20 упирается в кромку стальной полосы 50 с небольшим уклоном назад (α-ϒ) (см. фиг. 4). Винтовая резцовая фреза С вращается в направлении, совпадающем с направлением Y движения стальной полосы 50. Далее, винтовая резцовая фреза С вращается с окружной скоростью, более высокой, чем скорость движения стальной полосы 50. В результате такой разницы в скоростях, кромка стальной полосы 50 обрезается.
При резании множество резцов 20 врезаются в участок кромки стальной полосы 50 последовательно. В резце 20, режущем участок кромки, положение резания движется последовательно. Положение резания движется на разную величину, в зависимости от припуска на обрезание. Далее, разные режущие пластины 21 используются для резания последовательно. Таким образом, предотвращается рост температуры режущих пластин 21, чтобы режущие пластины 21 изнашивались равномерно. Это является одним отличительным признаком винтовой резцовой фрезы С. Однако, если происходит быстрое изменение условий обработки материала, например, если возникает большая полость в стальной полосе 50, или ширина стальной полосы 50 изменяется, участок кромки стальной полосы 50 может столкнуться с режущей пластиной 21, образующей резец 20. Это может привести к повреждению режущей пластины 21 или держателя 30 режущих пластин.
Если конкретная режущая пластина 21 повреждена, элемент 40, фиксирующий режущую пластину, расположенный перед этой режущей пластиной 21 относительно направления вращения, отсоединяют от дна гнезда 31 для резца держателя 30 режущих пластин сверху или отпускают крепежный болт 72 этого элемента 40, фиксирующего режущие пластины. Это создает условия, позволяющие отсоединить поврежденную режущую пластину 21. Затем, поврежденную режущую пластину 21 заменяют новой режущей пластиной 21 и элемент 40, фиксирующий режущую пластину вновь привинчивают к дну гнезда 31 для резца.
Даже если режущая пластина 21 серьезно повреждается так, что повреждает дальше упор 34 для резца, расположенный за режущей пластиной 21, такое повреждение не распространяется на ступень 14 круглого тела 10 за этим упором 34 для резца. Это объясняется тем, что ступень 14 имеет значительно меньшую высоту, чем упор 34 для резца. Ступень 14, несмотря на свою небольшую высоту, остается перпендикулярной поверхности 13 для крепления резца, расположенной перед этой ступенью 14 относительно направления вращения. Это позволяет ступени 14 и поверхности 13 для крепления резца взаимодействовать для позиционирования узла 60 держателя в заданном положении на поверхности 13 для крепления резца и надежно удерживать узел 60 держателя в этом положении.
Если режущая пластина 21 или держатель 30 режущих пластин получает удар такой силы, что это приводит к повреждению, небольшая высота ступени 14 за держателем 30 режущих пластин относительно направления вращения генерирует высокий крутящий момент на держателе 30 режущих пластин, направленный назад относительно направления вращения относительно углового участка, где задняя поверхность и нижняя поверхность держателя 30 режущих пластин пересекаются. Этот держатель 30 режущих пластин, однако, прикреплен к поверхности 13 для крепления резцов не только на противоположных сторонах крепежными болтами 70, 70, но и прикреплен множество крепежных болтов 71, расположенных вдоль линии, проходящей перед линией, соединяющей крепежные болты 70. Это позволяет держателю 30 режущих пластин в достаточной степени сопротивляться высокому крутящему моменту, направленному назад относительно направления вращения.
Если упор 34 для резца держателя 30 режущих пластин будет поврежден, поврежденный упор 34 заменяют. Процедура такой замены заключается в том, что сначала отсоединяют все режущие пластины 21, образующие резец 20. Более конкретно, для отсоединения всех режущих пластин 21 соответствующие элементы 40, фиксирующий режущие пластины,, расположенные перед этими режущими пластинами 21 относительно направления вращения, отсоединяют, отпуская крепежные болты 72 этих крепежных элементов 40. Далее, отсоединяют пластинчатые дистанцирующие элементы 22, 22 на противоположных сторонах от режущих пластин 21, и соответствующие фиксирующие элементы 41, 41. В результате гнездо 31 для резца держателя 30 режущих пластин обнажается. Затем, отпускают крепежные болты 70 и крепежные болты 71, которыми дно гнезда 31 для резца прикреплено к поверхности 13 для крепления держателя, и вытягивают эти болты. Таким образом, держатель 30 режущих пластин сверху отсоединяют от поверхности 13 для крепления резца на круглом теле 10.
После отсоединения поврежденного держателя 30 режущих пластин, его заменяют новым держателем 30 режущих пластин и новый держатель 30 режущих пластин крепят к поверхности 13 для крепления резца на круглом теле 10 способом, описанным выше. После крепления держателя 30 режущих пластин резец 20 и пластинчатые дистанцирующие элементы 22 собирают в этом держателе 30 режущих пластин, используя элементы 40, фиксирующие режущие пластины, и элементы 41, фиксирующие режущие пластины, способом, подробно описанным выше.
Как указано выше, в винтовой резцовой фрезе по настоящему варианту повреждение, возникающее на одном из линейных резцов 20, прикрепленных наклонно ко всей периферийной поверхности круглого тела 10, не распространяется на круглое тело 10, а повреждает только держатель 30 режущих пластин. Поэтому повреждение резца 20 не требует замены круглого тела 10.
Если резец 20 поврежден или повреждение резца 20 распространилось на держатель 30 режущих пластин, резец 20 или держатель 30 режущих пластин заменяют. Резец 30 и держатель 30 режущих пластин выступают из внешней периферийной поверхности круглого тела 10. Это облегчает замену резца 20 и держателя 30 режущих пластин, по сравнению с заменой в известной винтовой резцовой фрезе, где соответствующие компоненты крепятся внутри прорези в форме паза.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ:
10 - круглое тело
11 - дугообразная канавка
12 - прорезь
13 - поверхность для крепления резца
14 - ступень
15 - первое резьбовое отверстие
16 - второе резьбовое отверстие
17 - участок крепления резца
18 - упор держателя
20 - резец
21 - режущая пластина
22 - пластинчатый дистанцирующий элемент
30 - держатель режущих пластин
31 - гнездо для резца
31a - первая грань на дне
31b - вторая грань на дне
32 - первое сквозное отверстие
33 - третье резьбовое отверстие
34 - упор для резца
36 - упор для дистанцирующего элемента
37 - крепежный участок под болт
38 - второе сквозное отверстие
40, 41 – элементы, фиксирующие режущие пластины
42 - третье сквозное отверстие
50 - стальная полоса
60 - узел резца
70, 71, 27 - крепежные болты
α - угол винтовой линии резца 20
β - главный передний угол резца 20
γ - угол наклона вперед винтовой резцовой фрезы
О - центральная ось вращения круглого тела 10
Р - прямая на внешней периферийной поверхности, параллельная центральной оси О вращения круглого тела 10
R - радиальная линия круглого тела 10
Т - касательная к внешней периферийной поверхности круглого тела 10
Х - направление вращения круглого тела 10
Y - направление движения стальной полосы 50
C - винтовая резцовая фреза
В1 - фиксированное основание
В2 - подвижное основание
М – двигатель.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| УСТРОЙСТВО ОТКЛОНИТЕЛЯ ДЛЯ НЕПОДВИЖНОЙ БУРОВОЙ ИЛИ ФРЕЗЕРНОЙ РЕЖУЩЕЙ КОРОНКИ | 2010 |
|
RU2527048C2 |
| УЗЕЛ ВЫБРАСЫВАТЕЛЯ ДЛЯ ДОРОЖНОЙ ФРЕЗЕРНОЙ МАШИНЫ ИЛИ ТОМУ ПОДОБНОГО | 2010 |
|
RU2490391C2 |
| РЕЗЦОВЫЙ БЛОК | 1998 |
|
RU2132949C1 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2584619C2 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2720466C2 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2510819C1 |



Изобретение относится к винтовым резцовым фрезам для обрезания кромок стального листа. Фреза содержит по меньшей мере один линейный резец, прикрепленный к внешней периферийной поверхности круглого тела. Резцы расположены с заданными интервалами в направлении окружности на внешней периферийной окружности и наклонены на заданный угол α винтовой линии от прямой на внешней периферийной поверхности, параллельной центральной оси вращения. Поверхности для крепления резцов наклонены на угол, равный углу, и на главный передний угол β в направлении угла возвышения от касательной к внешней периферийной поверхности и образованы ступенью, возникающей в результате наклона в направлении угла возвышения. Каждый резец прикреплен с возможностью отсоединения посредством держателя. Участок крепления резца имеет L-образную форму сечения, полученную за счет окружения его поверхностью для крепления резца и ступенью. Обеспечиваются высокие экономические и эксплуатационные характеристики, обусловленные минимизацией экономических потерь от повреждения резца. Облегчается крепление и замена резца. 5 з.п. ф-лы, 14 ил.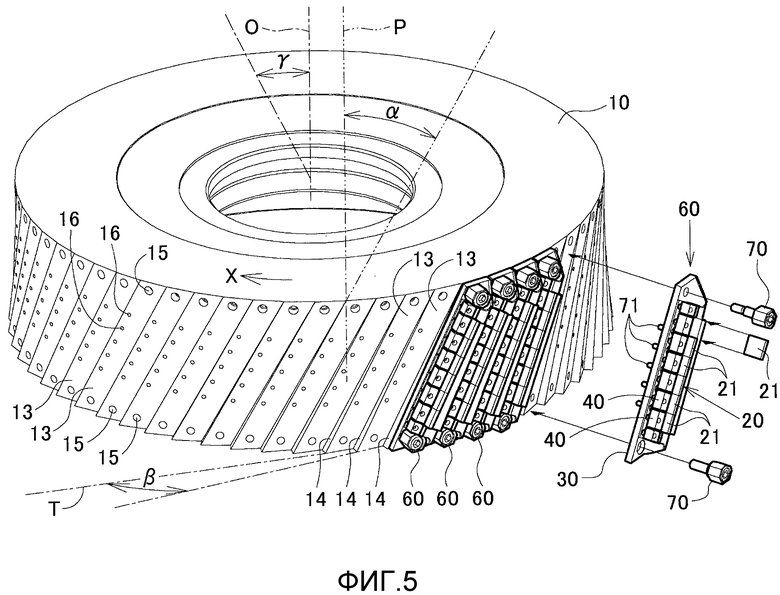
1. Винтовая резцовая фреза, содержащая по меньшей мере один линейный резец, прикрепленный к внешней периферийной поверхности круглого тела, имеющего внешнюю поверхность, сформированную в цилиндрическую периферийную поверхность и вращающуюся в направлении окружности, причем по меньшей мере один линейный резец расположен в направлении окружности внешней периферийной поверхности и наклонен на заданный угол α винтовой линии относительно прямой на внешней периферийной поверхности, параллельной центральной оси вращения, при этом
поверхность для крепления по меньшей мере одного линейного резца выполнена на внешней периферийной поверхности круглого тела и наклонена на угол, равный углу α винтовой линии резца относительно прямой на внешней периферийной поверхности, параллельной центральной оси вращения, и расположенный в направлении угла возвышения относительно касательной к внешней периферийной поверхности, и образована путем создания ступени, полученной в результате указанного наклона в направлении угла возвышения, причем
по меньшей мере один линейный резец прикреплен с возможностью отсоединения к участку поверхности для крепления линейного резца посредством держателя режущих пластин, а указанный участок для крепления линейного резца выполнен L-образной формы, образованной окруженной поверхностью для крепления линейного резца, и ступенью.
2. Винтовая резцовая фреза по п. 1, в которой держатель режущих пластин привинчен к поверхности для крепления по меньшей мере одного линейного резца на внешней периферийной поверхности круглого тела на противоположных боковых участках держателя режущих пластин и к поверхности для крепления по меньшей мере одного линейного резца в той части держателя режущих пластин, которая находится между привинченными противоположными боковыми участками и перед линией, соединяющей привинченные противоположные боковые участки относительно направления вращения.
3. Винтовая резцовая фреза по п. 1 или 2, в которой высота указанной ступени изменяется непрерывно от одной торцевой стороны к другой торцевой стороне в направлении центральной оси вращения в соответствии с наклоном от прямой на внешней периферийной поверхности, параллельной центральной оси вращения круглого тела.
4. Винтовая резцовая фреза по п. 1, в которой:
указанный по меньшей мере один линейный резец содержит режущие пластины, расположенные по прямой линии,
размещенные в держателе режущих пластин, прикрепленном к участку поверхности для крепления по меньшей мере одного линейного резца, имеющему L-образную форму сечения, образованную за счет окружения его поверхностью для крепления по меньшей мере одного линейного резца и ступенью, при этом держатель режущих пластин привинчен к указанной поверхности.
5. Винтовая резцовая фреза по п. 4, в которой каждая из режущих пластин зафиксирована в держателе режущих пластин соответствующим клиновидным элементом, фиксирующим режущую пластину с возможностью ее отсоединения, при этом элемент, фиксирующий режущую пластину, привинчен к держателю режущих пластин в месте, расположенном перед соответствующей одной из режущих пластин относительно направления вращения.
6. Винтовая резцовая фреза по п. 1, которая содержит линейныe резцы, расположенные с заданными интервалами в направлении окружности внешней периферийной поверхности круглого тела.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Резцовая головка | 1985 |
|
SU1569106A1 |
| ФРЕЗА | 1992 |
|
RU2014967C1 |

