Изобретение относится к новому способу получения бензолдикарбоновых кислот, таких как терефталевая кислота, путем окисления диалкилбензольного соединения. Более конкретно данное изобретение относится к способу окисления, при котором диалкилбензольное соединение окисляют до бензолдикарбоновой кислоты двустадийным процессом в определенных условиях с получением бензолдикарбоновой кислоты, имеющей улучшенную степень чистоты.
Ароматические дикарбоновые кислоты получают путем окисления диалкильных ароматических соединений. Терефталевую кислоту (TPA) коммерчески получают путем жидкофазного окисления п-ксилола в присутствии катализатора окисления, такого как Co-Mn-Br, и растворителя, такого как уксусная кислота. Изофталевую кислоту получают путем окисления м-ксилола. Обоими способами получают дикарбоновые кислоты, содержащие окрашенные примеси, и монокарбоновые кислоты, такие как карбоксибензальдегид, то есть 4-карбоксибензальдегид (4-CBA) в случае терефталевой кислоты и 3-карбоксибензальдегид (3-CBA) в случае изофталевой кислоты, и толуиловая кислота, п-толуиловая кислота в случае терефталевой кислоты и м-толуиловая кислота в случае изофталевой кислоты. Для того чтобы получить, например, очищенную терефталевую кислоту, используемую при получении волокон, пленок и полимеров на основе сложных полиэфиров, сырую терефталевую кислоту затем обрабатывают для удаления примесей, имеющихся из-за частичного или неполного окисления п-ксилола. В обычных коммерческих способах удаление примесей осуществляют путем выделения сырой твердой терефталевой кислоты, растворения этого твердого продукта в воде при повышенной температуре и давлении, гидрирования полученного раствора, охлаждения и кристаллизации продукта из раствора и отделения твердого продукта от жидкости. Окрашенные примеси (бензильные производные, производные антрахинона и флуоренона) гидрируют до бесцветных продуктов, которые либо остаются в продукте TPA, либо удаляются с потоками отработанной воды. Монофункциональный 4-карбоксибензальдегид гидрируют до п-толуиловой кислоты, которую отделяют от твердого продукта на стадии кристаллизации этого процесса.
В патенте США 4158738 описан способ получения терефталевой кислоты путем двустадийного окисления п-ксилола при повышенной температуре. По этому способу необходимо первичное окисление при температуре выше 210°C. Вместе с п-ксилолом при этой температуре окисляется значительное количество уксусной кислоты, обычно используемой в качестве растворителя в процессе окисления. В результате окисления образуются метилацетат и метан, которые должны быть удалены, и диоксид углерода. Вторичное окисление по способу, описанному в патенте США 4158738, проходит при температуре, которая равна или ниже температуры первичного окисления. Первичное окисление дает кристаллический продукт, сырой продукт TPA, содержащий окрашенные примеси, и 4-CBA, содержащийся в кристаллах TPA, которые (примеси) трудно далее окислить до TPA. Температура вторичного окисления, предложенная в патенте США 4158738, не позволяет происходить адекватному растворению сырых кристаллов, и, таким образом, не позволяет осуществиться в достаточной степени конверсии частично окисленных промежуточных примесей, то есть 4-CBA и п-толуиловой кислоты, содержащейся в TPA.
В патенте США 4772748 описан способ получения TPA путем четырехстадийного окисления, при котором одну стадию проводят при более высокой температуре, чем стадию первичного окисления. На этой стадии окисления с более высокой температурой используется молекулярный кислород. Каждую стадию окисления проводят, используя избыток кислорода путем регулирования воздуха или другого кислородсодержащего газа как окислителя. Однако подача избыточного кислорода приводит к чрезмерному окислению (сгоранию) уксусной кислоты. Более того, поскольку для достижения желаемого уровня чистоты способ включает четыре стадии окисления, требуются большие затраты на капитальное оборудование и эксплутационные расходы.
Краткое описание изобретения
Был разработан усовершенствованный способ двустадийного окисления для получения бензолдикарбоновых кислот, например терефталевой кислоты. В соответствии с новым способом, предложенным заявителями, получают терефталевую кислоту, содержащую менее 150 массовых миллионных долей (мас. м.д.) 4-CBA, в расчете на массу TPA, без значительного окисления уксусно-кислотного растворителя. Настоящее изобретение относится к способу получения бензолдикарбоновой кислоты, такой как терефталевая кислота, содержащей менее 150 мас. м. д. от общего количества карбоксибензальдегида и толуиловой кислоты, который включает в себя стадии:
(1) подачи (i) диалкилбензольного соединения, (ii) водной уксусно-кислотной реакционной среды, содержащей растворенные в ней компоненты катализатора окисления, и (iii) кислородсодержащего газа в первую зону окисления при повышенном давлении, в которой происходит жидкофазное, экзотермическое окисление диалкилбензольного соединения, причем в первом реакторе окисления при повышенном давлении поддерживают температуру и давление соответственно при 150-180°C и при 3,5-13 бар абсолютного давления (приблизительно 50-189 футов на квадратный дюйм - фунт на кв.дюйм);
(2) удаления из верхней части первого реактора пара, содержащего пары воды, уксусно-кислотной реакционной среды и кислородобедненный газ, содержащий диоксид углерода, метан, инертные компоненты и менее 9 объемных процентов кислорода, в расчете на неконденсируемые компоненты пара;
(3) удаления из нижней части первого реактора продукта окисления, содержащего (i) твердую и растворенную бензолдикарбоновую кислоту и продукты неполного окисления и (ii) водную уксусно-кислотную реакционную среду, содержащую растворенный в ней катализатор окисления;
(4) подачи (i) продукта окисления со стадии (3) и (ii) кислородсодержащего газа во вторую зону окисления при повышенном давлении, в которой происходит жидкофазное, экзотермическое окисление продуктов неполного окисления, причем температуру и давление во втором реакторе окисления при повышенном давлении поддерживают при 185-230°C и при 4,5-18,3 бар (приблизительно 65-265 фунт на кв. дюйм);
(5) удаления из верхней части второго реактора пара, содержащего пары воды, уксусно-кислотной реакционной среды, и кислородобедненный газ, содержащий диоксид углерода, метан, инертные компоненты и менее 5 объемных процентов кислорода, в расчете на неконденсируемые компоненты пара;
(6) удаления из нижней части второго реактора продукта второго окисления, содержащего (i) твердую и растворенную бензолдикарбоновую кислоту и (ii) водную уксусно-кислотную реакционную среду, содержащую растворенный в ней катализатор окисления; и
(7) выделения бензолдикарбоновой кислоты из (ii) водной уксусно-кислотной реакционной среды, стадии (6) с получением бензолдикарбоновой кислоты, содержащей менее чем 150 мас. м.д. карбоксиальдегида и толуиловой кислоты.
На чертеже представлена схема последовательности операции, иллюстрирующая метод, воплощающий основные принципы способа настоящего изобретения. Так как настоящее изобретение может быть осуществлено в различных формах его воплощения, на чертеже показано и далее подробно описано предпочтительное воплощение данного изобретения. Настоящее описание должно рассматриваться как иллюстративный пример данного изобретения, однако оно не ограничивается этим конкретным проиллюстрированным воплощением.
Согласно чертежу стадия (1) нового способа, предложенного заявителем, может проводиться в первой зоне окисления, включающей реактор 12. Исходная смесь, состоящая из диалкилбензольного соединения, водной уксусной кислоты и подходящего катализатора окисления, подается в первый реактор окисления 12 по трубопроводу 10. Исходная уксусно-кислая среда или растворитель обычно содержат до 15 мас. процентов воды. Если желательно, диалкилбензольное соединение и/или уксусно-кислотный растворитель, содержащий каталитические компоненты, могут подаваться в реактор 12 через многочисленные точки впуска на боковой поверхности реактора 12. Содержащий молекулярный кислород газ под давлением по трубопроводу 14 вводится в реактор 12, непрерывно подается в основание, или близко к основанию, реакционного сосуда в виде колонны. Кислородсодержащий газ, например кислород, обогащенный кислородом воздух или, предпочтительно, воздух, обычно подают в основание, или близко к основанию колоннообразного реакционного сосуда. Объемная скорость потока кислородсодержащего газа в реактор 12 контролируется, чтобы поддерживать содержание между 2 и 9, предпочтительно от 2 до 5 объемных процентов кислорода (рассчитано на сухой газ без растворителя) в отходящем газе, который выходит из реактора по трубопроводу 16. Реагенты в реакторе 12 выдерживаются при повышенном давлении, достаточном для поддержания летучей реакционной среды, содержащейся в реакторе, по существу в жидком состоянии при температуре реакции. Температура и давление внутри реактора 12 составляет 150-180°C и от 3,5-13 бар (приблизительно 50-189 фунт на кв.дюйм), предпочтительно 155-165°C и 5,2-6,9 бар (приблизительно 75-100 фунт на кв.д.).
Реактор 12 обычно представляет собой реактор окисления при повышенном давлении в форме колонны, в котором происходит жидкофазное экзотермическое окисление диалкильного ароматического соединения с помощью кислородсодержащего газа в присутствии катализатора окисления. Первая окислительная зона может включать в себя один реактор или несколько параллельно расположенных реакторов. Реакционная среда, находящаяся в реакторе 12, таким образом, содержит кислородсодержащий газ, диалкилбензольное соединение, которое должно быть окислено до бензолдикарбоновой кислоты, катализатор и водный уксусно-кислотный растворитель. Количество присутствующей воды обычно не превышает 15 мас. процентов, предпочтительно 4-6 мас. процентов, в расчете на массу воды и уксусной кислоты. Обычно в основном цилиндрический первый реактор окисления имеет соотношение высота:диаметр в области от 3 до 20.
Каталитические системы, которые могут быть использованы в процессе окисления, включают в себя любую каталитическую систему, обычно используемую в жидкофазном окислении алкилароматического углеводорода. Подходящая каталитическая система включает в себя смесь соединений кобальта, марганца и брома или комплексы, растворимые в водной уксусной кислоте. Атомное соотношение элементов катализатора Co:Mn:Br составляет, предпочтительно, 5-40:1,0:4-40, более предпочтительно атомное соотношение Co:Mn:Br составляет 16-40:1,0:16-40. В процессе реакции окисления экзотермическое тепло реакции, выделяемое при окислении диалкилбензольного соединения, удаляют из реактора 12 путем испарения части жидкой реакционной среды. В соответствии со стадией (2) настоящего изобретения пары жидкой реакционной среды (отходящий газ), наряду с кислородобедненным технологичным газом, содержащим незначительные количества продуктов разложения и бромсодержащих соединений, поднимаются вверх по реактору 12 и вводятся по трубопроводу 16 в систему конденсаторов, такую как водяная колонна 18. Конденсирующиеся компоненты паров, которые собираются в колонке 18, главным образом состоят из уксусно-кислотного растворителя, который возвращают в реактор 12 по трубопроводам 30 и 32 и через распылительную головку 34.
Как показано на чертеже, водяные пары с головной части колонны для удаления воды 18 выводят по трубопроводу 20 и подают в конденсатор 22. Композиция конденсируемых компонентов водяных паров, которая собирается в конденсаторе 22, называемая дистиллят, представляет собой более 99 мас. процентов воды. Часть дистиллята возвращается в виде рефлюкса в зону фракционирования колонны 18 по трубопроводам 23 и 24. Остаток дистиллята удаляют для дальнейшей утилизации по трубопроводам 23 и 26. Неконденсируемые компоненты выпускают по трубопроводу 20 из системы получения или, если желательно, они могут быть перенесены в устройство для предупреждения загрязнения окружающей среды для дальнейшей обработки.
Дистиллированную нижнюю жидкость, содержащую частично обезвоженный уксусно-кислотный растворитель, например уксусную кислоту, содержащую 4-12 мас. процентов воды, выводят из нижней части колонны 18 для удаления воды по трубопроводу 30. Часть частично обезвоженного растворителя возвращается непосредственно в реактор 12 по трубопроводу 32. Это количество находится в диапазоне от 10 до 100 процентов. Частично обезвоженный растворитель подают в реактор 12 с помощью одной или нескольких распыляющих насадок 34, которые могут располагаться ниже выходной трубки 16 и выше линии разделения жидкой и газообразной фаз содержимого реактора 12. Другую часть частично обезвоженного растворителя удаляют по трубопроводу 40. Часть или все количество конденсированной уксусной кислоты может быть возвращено в реактор 12 с помощью подаваемого потока 10.
В первом реакторе окисления при повышенном давлении 12 образуется бензолдикарбоновая кислота, которая плохо растворяется в растворителе, используемом в процессе, и ее удаляют через нижнее выходное отверстие, расположенное в основании, или близко к основанию реактора, в виде взвеси в растворителе, также содержащем растворенные компоненты катализатора. В процессе окисления, происходящем в реакторе 12, также образуются побочные продукты, такие как монокарбоновые кислоты, такие как карбоксибензальдегид и толуиловая кислота. По крайней мере, часть этих монокарбоновых кислот представляет собой твердые продукты, которые, как указано выше, могут находиться внутри кристаллов бензолдикарбоновой кислоты. Обычно эти монокарбоновые кислоты находятся в концентрации 600-1000 мас. м.д. карбоксибензальдегида и 100-1000 мас. м.д. толуиловой кислоты. Эти монофункциональные соединения являются нежелательными побочными продуктами, поскольку они действуют как обрыватели полимерных цепей, что, таким образом, может приводить к образованию низкомолекулярных сложных полиэфиров, таких как поли(этилентерефталат), образуемых из терефталевой кислоты и этиленгликоля.
В соответствии со стадиями (3) и (4) нового процесса, предложенного заявителем, взвесь бензолдикарбоновой кислоты и побочных продуктов монокарбоновых кислот постоянно выводят из нижней части реактора 12 в виде взвеси в водном уксусно-кислотном технологическом растворителе, который также содержит растворенный катализатор, и подают по трубопроводу 36 во вторую зону окисления при повышенном давлении, показанную на чертеже как реактор 42. Вторая зона окисления может являться одним реактором с перемешиванием, как показано на чертеже, или двумя, или более реакторами с перемешиванием, которые могут располагаться в ряд или параллельно. Водный уксусно-кислотный растворитель обычно содержит 5-12 мас. процентов воды в расчете на массу воды и алифатическую карбоновую кислоту. Газ, содержащий молекулярный кислород, также подается во второй реактор окисления 42, где побочные карбоксибензальдегид и толуиловая кислота затем окисляются до желаемой бензолдикарбоновой кислоты. Как и в случае с первым реактором окисления, кислородсодержащим газом может быть кислород, обогащенный кислородом воздух, или, предпочтительно, воздух. Кислородсодержащий газ обычно подается в основание или близко к основанию второго реактора окисления 42 ниже поверхности жидкого содержания реактора.
Объемная скорость потока кислородсодержащего газа в реактор 42 может быть отрегулирована таким образом, чтобы содержание кислорода в отходящем газе, который выводится из реактора по трубопроводу 50, поддерживалось в интервале между 0 и около 5, предпочтительно 0-1, объемных процентов (в расчете на сухое основание, не содержащее растворитель). Объемная скорость потока кислородсодержащего газа в реактор 42 обычно составляет от 0,001 до 3 объемных процентов, предпочтительно от 0,001 до 2 объемных процентов, от объемной скорости кислородсодержащего газа в реактор 12. Небольшое количество воздуха, подаваемого во второй реактор окисления 42, ограничивает окислительное разложение уксусно-кислотного растворителя, а также облегчает конверсию побочных продуктов монокарбоновых кислот в желаемую бензолдикарбоновую кислоту.
В первом реакторе окисления, описанном выше, проходит по существу весь процесс окисления, несмотря на то, что действие происходит при умеренных значениях температуры и давления. Основным препятствием для достижения достаточной конверсии диалкилбензольного соединения в бензолдикарбоновую кислоту в первой окислительной системе является ограниченный массообмен, связанный с диффузией кислорода к продуктам неполного окисления, встроенным или содержащимися в бензолдикарбоновой кислоте, то есть неполностью окисленные монокарбоксикислотные побочные продукты могут находиться внутри кристаллов ароматической дикарбоновой кислоты. Поэтому даже при умеренных условиях процесс окисления большей части диалкилбензольного соединения до бензолдикарбоновой кислоты проходит относительно легко. Однако для того, чтобы достичь совершенно полной конверсии требуется решить проблему ограниченного массообмена. Работа первой зоны окисления при умеренных значениях давления и температуры может способствовать образованию небольших и мелких кристаллов, которые могут быть растворены и перекристаллизованы во второй зоне окисления. Если во второй окислительной зоне небольшие или мелкие кристаллы растворяются, то перекристаллизованные побочные продукты доступны для последующего окисления.
Вещества во втором реакторе окисления 42 находятся при повышенном давлении, достаточном для поддержания летучей реакционной среды, находящейся в нем, по существу в жидком состоянии при температуре реакции. Температура и давление внутри реактора 12 составляют 185-230°C и 4,5-18,3 бар (приблизительно 65-265 фунт на кв.дюйм), предпочтительно, 205-215°C и 13,4-17,2 бар (приблизительно 195-250 фунт на кв.дюйм). Тепло, требуемое для работы второй зоны окисления, может быть получено путем подачи парообразной фазы растворителя во второй реактор окисления и возможностью конденсирования парофазного растворителя. Парофазный растворитель обычно находится под давлением, достаточным для прохождения пара во второй реактор окисления и для обеспечения достаточного тепла для содержимого второго реактора окисления. Например, частично обезвоженная уксусная кислота может подаваться из колонки для удаления воды 18 в кислотный испаритель 44 по трубопроводам 30 и 40. В кислотном испарителе 44 температура и давление частично обезвоженной уксусной кислоты достигают значений, достаточных для поддержания желаемой температуры внутри второго реактора окисления 42. Устройство испарителя уксусной кислоты обычно требует наличия теплообменной среды, такой как даутерм, или для испарения уксусной кислоты может использоваться пар высокого давления. Пары уксусной кислоты переносятся из кислотного испарителя 44 во второй реактор окисления 42 по трубопроводу 46.
Поток отходящего газа, содержащий пары реакционной среды с обедненным кислородом технологическим газом, содержащим незначительные количества продуктов разложения и бромсодержащие соединения, удаляется из верхнего отсека или верха второго реактора окисления 42 и подаются по трубопроводам 50 и 16 в конденсирующую систему, такую как водяная колонна 18. Конденсируемые компоненты потока отходящего газа, состоящие в основном из уксусно-кислотного растворителя, могут быть восстановлены, как описано выше.
Продукт, бензолдикарбоновую кислоту, удаляют из второго реактора окисления 42 в виде взвеси в водном уксусно-кислотном технологическом растворителе, который также содержит растворенные компоненты катализаторов, по трубопроводу 52. Взвесь, удаляемая из реактора 42, обычно содержит 20-40 мас. процентов твердых веществ и содержит меньше около 150 мас. м.д. в расчете на общее количество имеющихся твердых продуктов, продуктов неполного окисления, первичных карбоксибензальдегида и толуиловой кислоты. Общая концентрация карбоксибензальдегида и толуиловой кислоты обычно составляет от 50 до 150 мас. м.д.
Перед проведением разделения на твердую и жидкую фазы и, необязательно, перед введением в систему сушки твердого продукта взвесь продукта второго реактора окисления 42 может быть охлаждена. Предпочтительно, взвесь продукта второго реактора окисления 42 подают в зону однократного испарения, где температура и давление продукта второго окисления снижаются с помощью однократного испарения. Зона однократного испарения может содержать один или, предпочтительно, множество испарительных сосудов, в которых взвесь продукта поэтапно охлаждается или последовательно испаряется, снижая давление. Как показано на чертеже, для охлаждения взвеси трубопровод 52 ведет в первый испарительный сосуд 54. Оттуда трубка 58 идет во второй испарительный сосуд 56. Первый и второй испарительные сосуды 54 и 56 обеспечивают постадийное снижение давления из реактора 42. Это постадийное или последовательное снижение давления служит для двух целей. Во-первых, для того, чтобы избежать необходимости проведения разрежения давления между элементами. Во-вторых, адиабатическое испарение при снижении давления между реактором 42 и первым испарительным сосудом 54 позволяет первому испарительному сосуду 54 действовать как испарительный кристаллизатор. Средний размер кристаллов бензолдикарбоновой кислоты может увеличиваться в первом испарительном сосуде 54. Пары из обоих испарительных сосудов 54 и 56 могут быть направлены в конденсатор (не показано). Первый испарительный сосуд 54 может работать при температуре 170-190°C и под давлением 2,4-5,2 бар (приблизительно от 35 до 75 фунт на кв.дюйм). Поток взвеси из первого испарительного сосуда 54 подается во второй испарительный сосуд 56, который является другой емкостью для адиабатического испарения, при температуре 60-100°C и под давлением 0,3-0,8 бар (приблизительно от 5 до 12 фунт на кв.дюйм). Хотя на чертеже показаны два испарительных сосуда для охлаждения и кристаллизации, можно либо использовать менее или более двух испарительных сосудов, либо применять другие способы охлаждения.
Охлажденную смесь подают по трубопроводу 62 в зону, где происходит разделение жидкой и твердой фазы 60, где твердая бензолдикарбоновая кислота отделяется от водного уксусно-кислотного растворителя/реакционной среды, используя обычные способы разделения жидкой и твердой фазы. После разделения осадок бензолдикарбоновой кислоты из колонки для выделения 18 промывают, например, охлажденной уксусной кислотой. Влажный слой на фильтре может быть высушен для испарения остаточной уксусной кислоты из осадка. Сухой продукт получают из устройства для разделения жидкой и твердой фазы 60. Состав этого продукта по существу такой же, как состав твердых веществ, находящихся во взвеси продукта второй реакционной зоны 42.
п-Ксилол и м-ксилол являются примерами подходящих диалкилбензольных соединений, используемых в качестве сырья в процессе по способу по настоящему изобретению для получения терефталевой кислоты и изофталевой кислоты, соответственно. Способ, в частности, может использоваться для получения IPA и, главным образом, TPA.
Пример
Способ по изобретению, предложенный заявителем, далее иллюстрируется следующим примером, где части веществ являются массовыми частями. п-Ксилол и уксусная кислота, содержащие растворенную каталитическую систему Co/Mn/Br, подавали сбоку первого реактора окисления 18 через трубопровод 10, при этом воздух подавали в основание реактора по трубопроводу 14. Водную уксусную кислоту, содержащую растворенный катализатор, подавали со скоростью 3,1 частей в минуту, и п-ксилол подавали со скоростью 0,45 частей в минуту по трубопроводу 10 в реактор 12, который представляет собой цилиндрический сосуд высокого давления с соотношением вес:диаметр, равным 13,3. Воздух подавали по трубопроводу 14 со скоростью 2,0 частей в минуту. Смесь газ/жидкость для реакции окисления занимала приблизительно 85% объема реактора. Температура энергично перемешиваемой реакционной смеси составляла 160°C и давление устанавливали при 6,2 бар абсолютного давления (90 фунт на кв.дюйм). Продукт окисления, состоящий из взвеси 30 мас. процентов TPA в водной уксусной кислоте, содержащей растворенный катализатор, удаляли из основания реактора по трубопроводу 36 со скоростью 2,4 части в минуту. Поток пара, содержащий обедненный кислородом воздух, уксусную кислоту и воду, непрерывно удаляли через отверстие, расположенное наверху боковой стенки реактора, и подавали по трубопроводу 16 в водяную колонну 18. Часть конденсата возвращали непосредственно в реактор по трубопроводам 30 и 32 с помощью распылительной головки 34.
Продукт окисления, содержащий терефталевую кислоту, п-карбоксибензальдегид и п-толуиловую кислоту в уксусной кислоте, содержащей растворенный компонент катализатора, удаляли из первого реактора окисления 18 по трубопроводу 36 и подавали в перемешиваемый второй реактор окисления 42, работающий при 209°C и 15,5 бар (225 фунт на кв.дюйм). Воздух подавали во второй реактор окисления 42 со скоростью, которая составляла приблизительно 3% от скорости воздушного потока, подаваемого в первый реактор 12. Отходящий газ, содержащий 0,5 объемных процентов кислорода, удаляли из второго реактора окисления 42. Продукт из автоклава затем охлаждали, разделяли и промывали, используя роторный вакуумный фильтр. Полученный продукт TPA содержал 110 м.д. 4-CBA и 8 м.д. п-толуиловой кислоты, подходящих для получения полимера и сополимерных продуктов PET.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОЧИЩЕННОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2002 |
|
RU2292332C2 |
| НЕПРЕРЫВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2003 |
|
RU2254324C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2011 |
|
RU2529902C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОМЕРОВ БЕНЗОЛДИКАРБОНОВЫХ КИСЛОТ С ВЫСОКОЙ СТЕПЕНЬЮ ОЧИСТКИ | 1993 |
|
RU2047594C1 |
| ТВЕРДАЯ КОМПОЗИЦИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2011 |
|
RU2564409C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 1992 |
|
RU2083550C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ | 2011 |
|
RU2531906C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ И СОПУТСТВУЮЩИХ ПРОДУКТОВ ИЗ КСИЛОЛЬНЫХ ФРАКЦИЙ | 2009 |
|
RU2430911C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕОЧИЩЕННОЙ АРОМАТИЧЕСКОЙ ДИКАРБОНОВОЙ КИСЛОТЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ГИДРОГЕНИЗАЦИОННОЙ ОЧИСТКИ | 2007 |
|
RU2458038C2 |
| СПОСОБЫ, ПРОЦЕССЫ И СИСТЕМЫ ДЛЯ ОБРАБОТКИ И ОЧИСТКИ СЫРОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ И АССОЦИИРОВАННЫЕ ПОТОКИ ПРОЦЕССА | 2010 |
|
RU2527035C2 |
Изобретение относится к усовершенствованному способу снижения содержания 4-карбоксибензолальдегида и п-толуиловой кислоты в бензолдикарбоновой кислоте, представляющей собой терефталевую кислоту, включающему: (1) подачу (i) п-ксилола, (ii) водной уксусно-кислотной реакционной среды, содержащей катализатор окисления, включающий источник кобальта, марганца и источник брома, растворенные в ней, и (iii) кислородсодержащего газа в первую зону окисления при повышенном давлении, в которой происходит жидкофазное, экзотермическое окисление п-ксилола, где в первом реакторе окисления при повышенном давлении температуру и давление поддерживают соответственно при 150-165°С и при 3,5-13 бар абсолютного давления; (2) удаление из верхней части первого реактора пара, содержащего пары воды, уксусно-кислотной реакционной среды и кислородобедненный газ, и направление пара в колонну для удаления воды; (3) удаление из нижней части колонны для удаления воды жидкости, содержащей частично обезвоженный уксусно-кислотный растворитель; (4) удаление из нижней части первого реактора продукта окисления, содержащего (i) твердую и растворенную терефталевую кислоту, 4-карбоксибензальдегид и п-толуиловую кислоту, (ii) водную уксусно-кислотную реакционную среду, содержащую растворенный в ней катализатор окисления; (5) подачу (i) продукта окисления со стадии (4), (ii) кислородсодержащего газа и (iii) растворителя в парообразной форме, включающего уксусную кислоту, полученную из порции частично обезвоженного уксусно-кислотного растворителя со стадии (3) во вторую зону окисления при повышенном давлении, в которой происходит жидкофазное, экзотермическое окисление 4-карбоксибензальдегида и п-толуиловой кислоты, где температуру и давление во втором реакторе окисления при повышенном давлении поддерживают при температуре 185-230°С и при давлении 4,5-18,3 бар; (6) удаление из верхней части второго реактора пара, содержащего пары воды, уксусно-кислотной реакционной среды, и кислородобедненный газ; (7) удаление из нижней части второго реактора продукта второго окисления, содержащего (i) твердую и растворенную терефталевую кислоту и (ii) водную уксусно-кислотную реакционную среду; (8) выделение терефталевой кислоты из (ii) водной уксусно-кислотной реакционной среды со стадии (7) с получением терефталевой кислоты. Изобретение также относится к способам получения терефталевой кислоты (вариантам). Полученный продукт, терефталевая кислота, содержит общую концентрацию 4-карбоксибензальдегида и п-толуиловой кислоты 150 масс. м.д. или меньше. 3 н. и 10 з.п. ф-лы, 1 ил.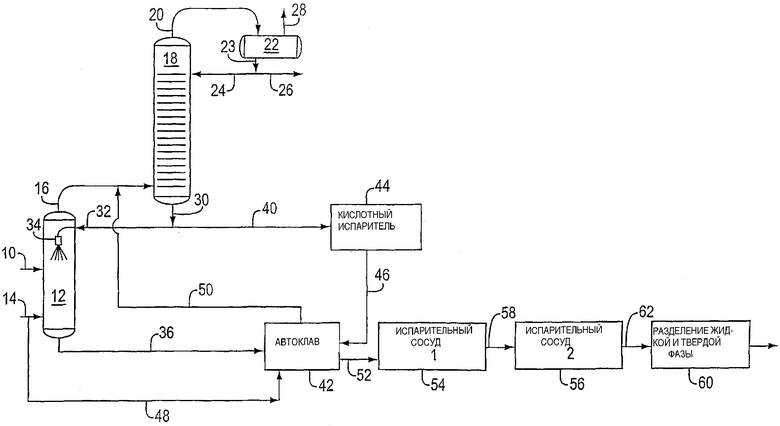
(1) подачу (i) п-ксилола, (ii) водной уксусно-кислотной реакционной среды, содержащей катализатор окисления, включающий источник кобальта, марганца и источник брома, растворенные в ней, и (iii) кислородсодержащего газа в первую зону окисления при повышенном давлении, в которой происходит жидкофазное, экзотермическое окисление п-ксилола, где в первом реакторе окисления при повышенном давлении температуру и давление поддерживают соответственно при 150-165°С и при 3,5-13 бар абсолютного давления,
(2) удаление из верхней части первого реактора пара, содержащего пары воды, уксусно-кислотной реакционной среды и кислородобедненный газ, и направление пара в колонну для удаления воды;
(3) удаление из нижней части колонны для удаления воды жидкости, содержащей частично обезвоженный уксусно-кислотный растворитель,
(4) удаление из нижней части первого реактора продукта окисления, содержащего (i) твердую и растворенную терефталевую кислоту и 4-карбоксибензальдегид, и п-толуиловую кислоту, (ii) водную уксусно-кислотную реакционную среду, содержащую растворенный в ней катализатор окисления;
(5) подачу (i) продукта окисления со стадии (4), (ii) кислородсодержащего газа и (iii) растворителя в парообразной форме, включающего уксусную кислоту, полученную из порции частично обезвоженного уксусно-кислотного растворителя со стадии (3) во вторую зону окисления при повышенном давлении, в которой происходит жидкофазное, экзотермическое окисление 4-карбоксибензальдегида и п-толуиловой кислоты, где температуру и давление во втором реакторе окисления при повышенном давлении поддерживают при температуре 185-230°С и при давлении 4,5-18,3 бар;
(6) удаление из верхней части второго реактора пара, содержащего пары воды, уксусно-кислотной реакционной среды, и кислородобедненный газ;
(7) удаление из нижней части второго реактора продукта второго окисления, содержащего (i) твердую и растворенную терефталевую кислоту и (ii) водную уксусно-кислотную реакционную среду; и
(8) выделение терефталевой кислоты из (ii) водной уксусно-кислотной реакционной среды со стадии (7) с получением терефталевой кислоты.
(2) удаление из первого реактора окисления при повышенном давлении пара, содержащего пары воды, уксусно-кислотной реакционной среды и кислородобедненного газа, и направление пара в колонну для удаления воды;
(3) удаление из нижней части колонны для удаления воды жидкости, содержащей частично обезвоженный уксусно-кислотный растворитель;
(4) удаление продукта окисления из первого реактора окисления при повышенном давлении со стадии (1) во второй реактор окисления;
(5) дополнительное окисление указанного продукта окисления в жидкой фазе во втором реакторе окисления пока в указанный реактор окисления подают растворитель в парообразной фазе, включающий уксусную кислоту, полученную из порции частично обезвоженного уксусно-кислотного растворителя со стадии (3), и при поддержании более высокой температуры во втором реакторе окисления, чем температура в первом реакторе окисления, находящейся в интервале 185-230°С.
(2) удаление из первого реактора пара, содержащего пары воды, уксусно-кислотную реакционную среду и кислородобедненный газ и направление пара в колонну для удаления воды;
(3) удаление из нижней части колонны для удаления воды жидкости, содержащей частично обезвоженный уксусно-кислотный растворитель;
(4) удаление из первого реактора продукта окисления, содержащего (i) твердую и растворенную терефталевую кислоту и 4-карбоксибензальдегид, (ii) водную уксусно-кислотную реакционную среду, содержащую растворенный в ней катализатор окисления;
(5) подачу (i) терефталевой кислоты, 4-карбоксибензальдегида и водной уксусно-кислотной реакционной среды, полученных со стадии (4), (ii) кислородсодержащего газа и (iii) растворителя в парообразной форме, включающего уксусную кислоту, полученную из порции частично обезвоженного уксусно-кислотного растворителя со стадии (3) во вторую зону окисления при повышенном давлении, в которой происходит жидкофазное, экзотермическое окисление 4-карбоксибензальдегида, где температуру и давление во втором реакторе окисления при повышенном давлении поддерживают при температуре 185-230°С и при давлении 4,5-18,3 бар;
(6) удаление из второго реактора при повышенном давлении состава второго окисления, содержащего твердую и растворенную терефталевую кислоту и водную уксусно-кислотную реакционную среду; и
(7) выделение терефталевой кислоты из водной уксусно-кислотной реакционной среды со стадии (6).
Приоритет по пунктам:
| GB 1358520 А, 03.07.1974 | |||
| Источник опорного напряжения | 1981 |
|
SU983677A1 |
| US 4272748 А, 20.09.1988 | |||
| Устройство для разделения и обработки крови | 1986 |
|
SU1454478A1 |
| US 4892970 А, 09.01.1990 | |||
| US 4158738 А, 19.06.1979 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ | 1997 |
|
RU2137753C1 |
| Способ получения терефталевой кислоты | 1978 |
|
SU739062A1 |

