Изобретение относится к ритуальным услугам и может быть использовано при изготовлении долгосохраняющихся памятников.
Известен способ изготовления памятников, включающий изготовление постоянных моделей, изготовление по постоянным моделям песчаных литейных форм, состоящих из отдельных кусков формообразующего материала, заливку в форму расплавленного металла, извлечение отливки из формы и проведение финишных операций (С.Я.Головин. «Особые виды литья», «Машгиз», 1961, разд. «Художественное литье», стр.103-115).
Недостатком известного способа является большая трудоемкость изготовления модели и, соответственно, большая себестоимость изготовления памятников.
Целью предлагаемого изобретения является устранение указанных недостатков, а именно снижение трудоемкости и себестоимости изготовления памятников.
Поставленная цель достигается тем, что используют способ изготовления памятников, заключающаяся в том, что тело кремируемого заливают огнеупорной суспензией с огеливателем, обеспечивающим быстрое ее твердение, после чего кремируемого с нанесенной на него затвердевшей огнеупорной суспензией перемещают в термопечь для его сжигания и прокаливания образовавшейся формы при температуре 850-900°С, после чего в готовую форму устанавливают стержень и заполняют расплавленным долгосохраняющимся материалом с последующей выдержкой, обеспечивающей его затвердевание, после этого извлекают полученную заготовку и проводят финишные операции.
Такое решение позволяет устранить изготовления моделей и, соответственно, снизить себестоимость памятников.
В качестве формовочного материала используют жидкоподвижные составы с огнеупорным наполнителем, например жидкоподвижные огнеупорные составы с огеливателем (Шоу-процесс).
Особенности изготовления литейных форм по предлагаемому способу:
- используют кремируемое тело для формообразования;
- в используемые суспензии вводят добавки гелеобразователя, резко ускоряющие процесс твердения;
- используемые формы высокогазопроницаемы, с повышенной термостойкостью вследствие наличия сетки трещин, образующихся при выжигании спирта после отвердения суспензий.
Получение неразъемных форм памятника по кремируемому состоит из следующих операций:
- приготовление суспензии и заливка ее на ту часть тела кремируемого, которую хотят увековечить;
- отвердение смеси;
- поджигание выделяющихся паров спирта с формированием на поверхности формы сетки микротрещин;
- термообработка формы в печи при температуре 850÷900°С.
Пример осуществления способа.
Памятник в виде бюста с толщиной стенки 5÷10 мм получают следующим образом. На чертеже представлен разрез памятника.
Памятник состоит из корпуса 1, полости 2 и покрытия 3 из электроплавленных окислов, например SiO2, толщиной 200 мкм, образованных в режиме микроплазменного оксидирования.
Перед транспортированием кремируемого в печь для сжигания ту часть тела, которая подлежит увековечиванию, заливают снаружи огнеупорной суспензией с огеливателем (Шоу-процесс). После затвердевания огнеупорной суспензии кремированного перемещают в термопечь для сжигания и одновременно выжигают выделяющиеся пары спирта. После сжигания кремируемого форму прокаливают в термопечи при температуре 850÷900°С. Эти приемы позволяют создать литейную форму без использования специально изготавливаемой модели.
В готовую форму устанавливают стержень для оформления внутренней полости и заполняют форму бронзой или алюминиевым чугуном способом литья выжиманием с кристаллизацией под давлением (ЛВКД):
- температура расплава металла tлик-tсол, где tлик - температура ликвидус, температура начала затвердевания, tсол - температура солидус, температура конца затвердевания расплава;
- газовое давление в форме при ее заполнении расплавом и затвердевании отливки - 4-6 атмосфер.
Использование изобретения позволяет снизить себестоимость изготовления памятников и ускорить процесс их изготовления.
Изобретение относится к области ритуальных услуг и может быть использовано при изготовлении памятников. Технический результат: снижение трудоемкости и себестоимости изготовления памятников. Способ изготовления памятников заключается в том, что тело кремируемого заливают огнеупорной суспензией с огеливателем, обеспечивающим быстрое ее твердение, после чего кремируемого с нанесенной на него затвердевшей огнеупорной суспензией перемещают в термопечь для его сжигания и прокаливания образовавшейся формы при температуре 850-900°С, после чего в готовую форму устанавливают стержень и заполняют расплавленным долгосохраняющимся материалом с последующей выдержкой, обеспечивающей его затвердевание, после этого извлекают полученную заготовку и проводят финишные операции. 1 ил.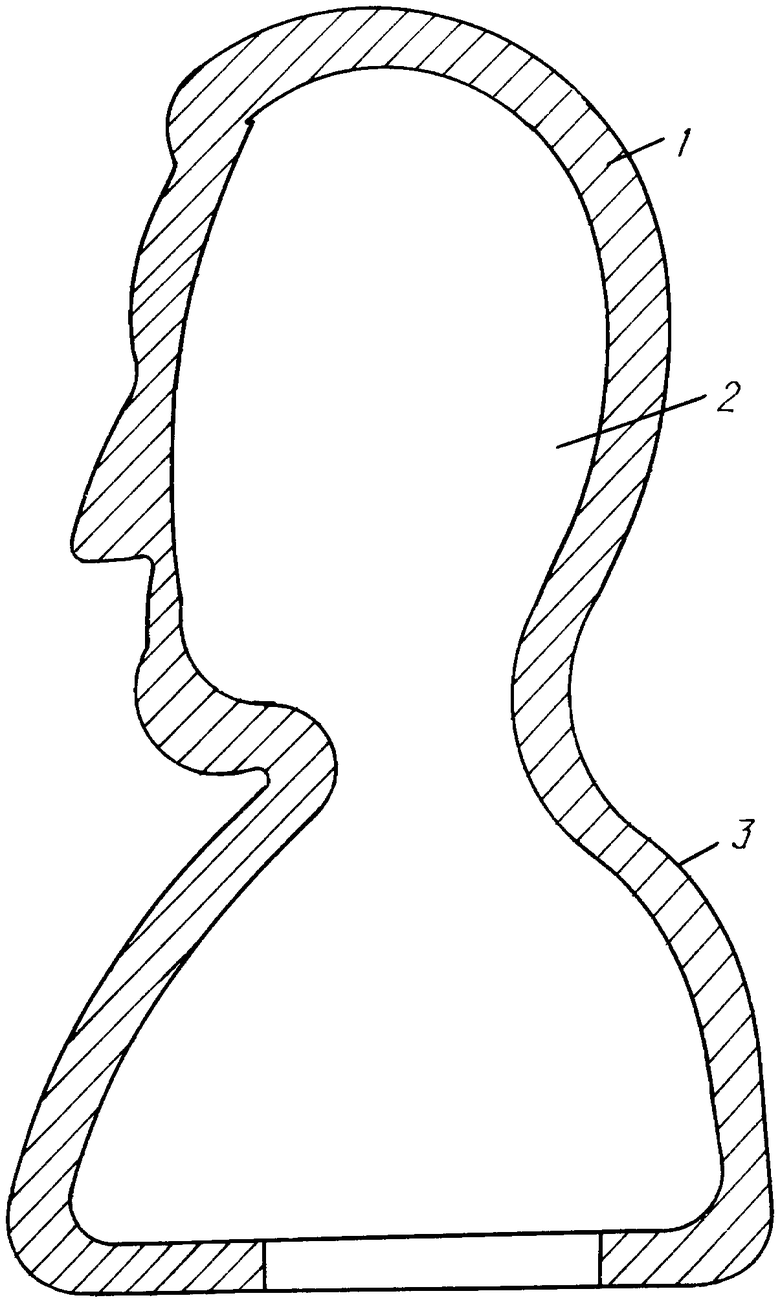
Способ изготовления памятников, заключающийся в том, что тело кремируемого заливают огнеупорной суспензией с огеливателем, обеспечивающим быстрое ее твердение, после чего кремируемого с нанесенной на него затвердевшей огнеупорной суспензией перемещают в термопечь для его сжигания и прокаливания образовавшейся формы при температуре 850-900°С, после чего в готовую форму устанавливают стержень и заполняют расплавленным долгосохраняющимся материалом с последующей выдержкой, обеспечивающей его затвердевание, после этого извлекают полученную заготовку и проводят финишные операции.
| Специальные способы литья | |||
| Справочник | |||
| / Под ред | |||
| В.А.Ефимова | |||
| - М.: Машиностроение, 1991, с.132-151 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЯЖЕЙ ГОЛОВЫ ИЛИ ДРУГИХ ЧАСТЕЙ ТЕЛА | 0 |
|
SU263307A1 |
| Способ изготовления форм для отливок скульптур и памятников из расплава каменной массы | 1950 |
|
SU90785A1 |

