Изобретение относится к области машиностроения и может быть использовано в литейном производстве при получении отливок из жидкотвердых расплавов металла с заполнением ими литейных форм через металлопровод непосредственно из плавильной печи с кристаллизацией под давлением (способ ЛВПКД).
Известно устройство для получения отливок с кристаллизацией под давлением, содержащее герметичную емкость, в которой помещена литейная форма, расположенная над печью с расплавом металла, металлопровод, связывающий расплав в тигле печи с нижней частью литейной формы. При этом тигель печи расположен также в герметичной емкости, снабженной газопроводом для подачи газового давления (заявка Японии 59-54458., заявл. 20.09.82 г. №57-164438, опубл. 29.03.84 г., МКИ B22D 18/02).
Данное устройство имеет существенный недостаток, т.к. рассчитано на заливку формы расплава, нагретого выше температуры ликвидус и затвердевания его в форме под низким давлением, преимущественно 0,06 МПа. Устройство не позволяет заполнять форму жидкотвердым расплавом и осуществлять затвердевание его в форме под наиболее эффективным давлением 0,4-0,6 МПа для получения отливок с повышенными механическими свойствами на уровне поковок и проката.
Наиболее близким аналогом, принятым за прототип, является устройство для получения отливок с кристаллизацией под давлением, содержащее литейную форму, расположенную над печью с расплавом металла и металлопровод (RU 58966 U1, B22D 18/00, 10.12.2006).
Недостатком данного устройства является то, что при получении отливок из жидкотвердого расплава данная конструкция металлопровода очень сложна и нетехнологична для разового использования, т.к. связана с большой трудоемкостью изготовления и себестоимостью (выполнение цилиндрической части из огнеупорного материала связано с большими энергозатратами, а получение цилиндрической части из базальта и фторфлогопида является сложным процессом). Использование такого металлопровода удорожает получаемые отливки.
Целью данного изобретения является устранение отмеченных недостатков, а именно: упрощение конструкции металлопровода при изготовлении отливок из жидкотвердых расплавов, соответственно упрощение технологии его изготовления.
Поставленная цель достигается тем, что в устройстве для получения отливок с кристаллизацией под давлением, содержащем литейную форму, расположенную над печью с расплавом металла, составной металлопровод с отдельной цилиндрической частью, выполненной из огнеупорного материала, отдельная цилиндрическая часть металлопровода выполнена из песчано-стержневой смеси. Изготовление отдельной цилиндрической части металлопровода из песчано-стержневой смеси эквивалентно изготовлению обычного песчаного стержня, что упрощает конструкцию металлопровода и технологию его изготовления при получении отливок из жидкотвердых расплавов.
Цилиндрическая часть металлопровода, выполненная из песчано-стержневой смеси, соединена с фланцем, имеющим также небольшую цилиндрическую часть, приклеиванием.
Металлопровод погружается в расплав металла таким образом, чтобы цилиндрическая часть фланца также находилась в расплаве. При этом, если отдельная цилиндрическая часть выполнена из песчаной смеси, на ее поверхности сразу же после погружения в жидкотвердый расплав образуется корочка твердого металла и эта цилиндрическая часть становится газонепроницаемой извне. При этом конструкция металлопровода существенно упрощается, а соответственно упрощается технология его изготовления и снижается себестоимость отливок.
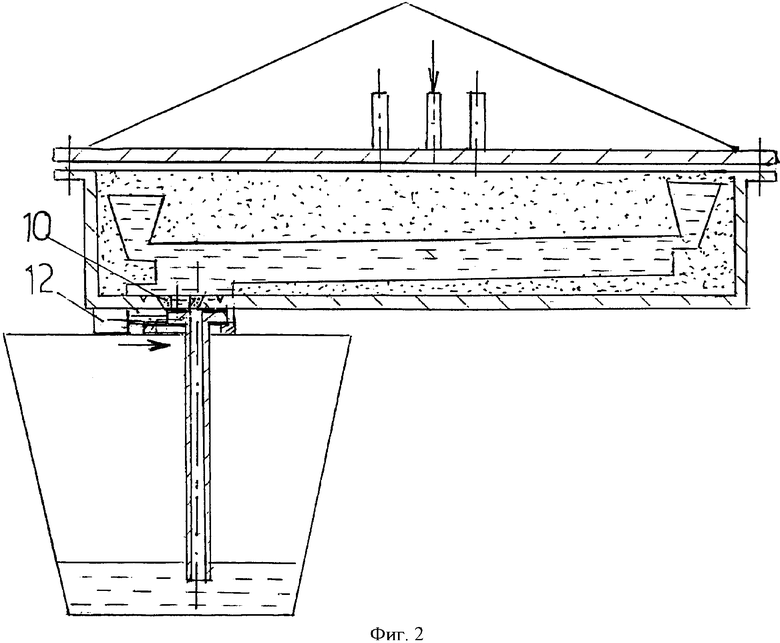
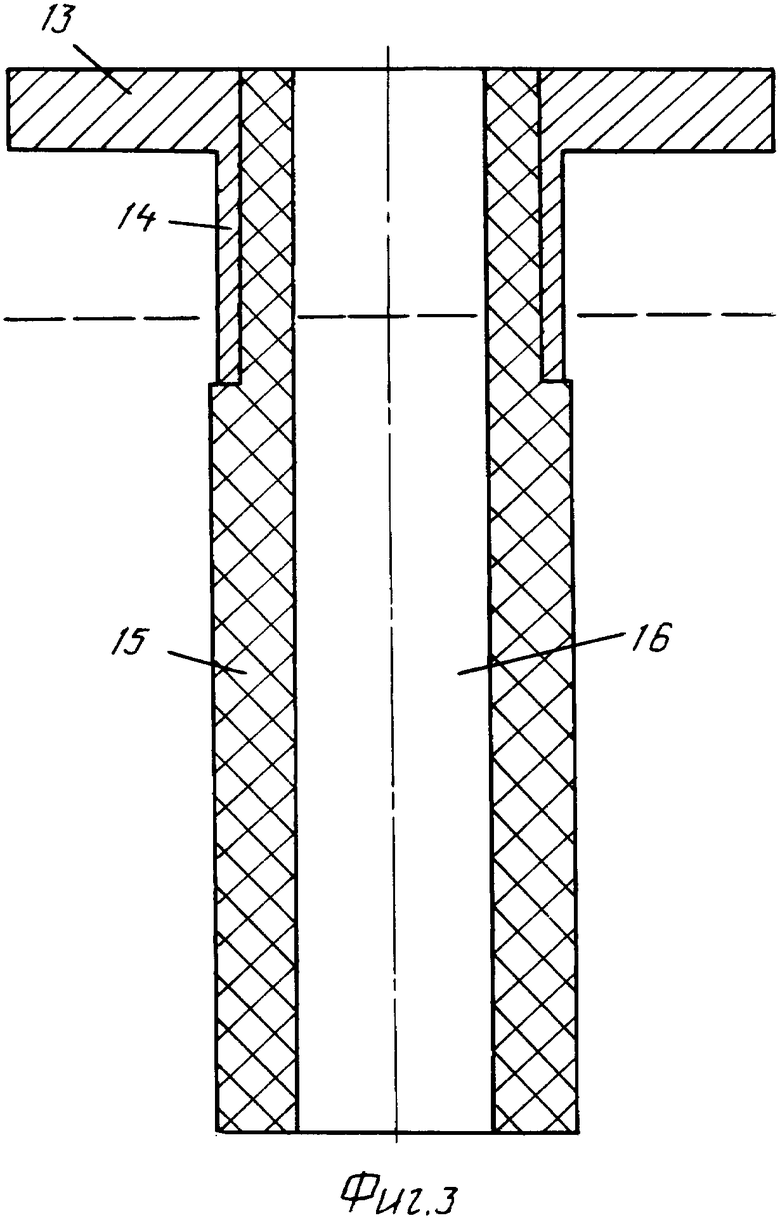
На фиг.1 изображен контейнер литейной формы для получения отливки крестовины стрелочного перевода (перед заливкой), на фиг.2 - контейнер с литейной формой для получения этой отливки с плавильной печью (после заливки), на фиг.3 - составной металлопровод.
Устройство состоит из пенополистироловой модели 1, заформованной сухим кварцевым песком в разъемном контейнере 2, с герметизирующим уплотнением 3 металлопровода 4, смонтированного в кронштейне 6 через уплотнение 5. В верхней крышке контейнера 2 расположены газопроводы 7, 8, 9 соответственно для вакуумирования, подачи газового давления и связи с атмосферой. В нижней части контейнера 2 расположена песчаная вставка 10, кольцевая канавка 11 для герметизации контейнера 2 в процессе заливки расплава. Для горизонтального перемещения металлопровода 4 имеется силовой привод 12 со штоком 13 (фиг.2, фиг.1).
Металлопровод 4 состоит из стального фланца 13 и тонкостенной цилиндрической части 14 высотой 150-250 мм. Цилиндрическая часть металлопровода 15, имеющая центральную плоскость 16, выполнена из жидкостекольного стержневого состава.
Устройство работает следующим образом. Пенополистироловые газифицируемые модели железнодорожных крестовин (фиг.1) засыпаются кварцевым песком в контейнере 2, имеющем герметизирующее уплотнение 3. Плавка стали ведется по известному режиму. Приготовленная сталь охлаждается в печи до температуры солидус (1300°С), при этом растворенные в стали газы удаляются, а затем сталь быстро нагревается до температуры 1340°С (до жидкотвердого состояния). Металлопровод 4, его цилиндрическая часть 15, выполненная из жидкостекольной смеси, погружается в расплав до уровня штриховой линии, показанной на фиг.3.
Контейнер 2 соединяется с системой вакуумирования через газопровод 7 (на поверхности цилиндрической части 15 сразу образуется газонепроницаемая корочка твердого металла). Расплав стали по металлопроводу 4 поступает в контейнер 2 со скоростью 5 м/с, выжигая пенополистироловую модель. Первые порции металла заливаются в канавку 11 и герметизируют контейнер 2 снизу. Продукты газификации моделей отсасываются из контейнера 2 системой вакуумирования через газопровод 7. После заполнения рабочей полости форм включается гидроцилиндр 12 и штоком 13 металлопровод смещается вправо, отсекая расплав металла в металлопроводе от расплава металла в форме, после чего в контейнер 2 через газопровод 8 подается сжатый воздух под давлением 0,5 МПа и производится выдержка до затвердевания отливки. После затвердевания отливки контейнер 2 соединяется с атмосферой через газопровод 9, отливка извлекается из песка и процесс повторяется.
Составной разовый металлопровод, включающий отдельную цилиндрическую часть, выполненную из песчано-стержневого состава, имеет простую конструкцию, простую технологию изготовления и соответственно позволяет снизить себестоимость получаемой отливки.
Использование изобретения позволяет упростить конструкцию металлопровода при изготовлении отливок из жидкотвердых расплавов и снизить себестоимость изготовления отливок.
Изобретение относится к области литейного производства. Устройство содержит литейную форму, расположенную над печью с расплавом металла, составной металлопровод с отдельной цилиндрической частью. Цилиндрическая часть металлопровода выполнена из песчано-стержневой смеси. Достигается упрощение конструкции устройства, снижение трудоемкости изготовления металлопровода, а также снижение себестоимости получаемых отливок. 3 ил.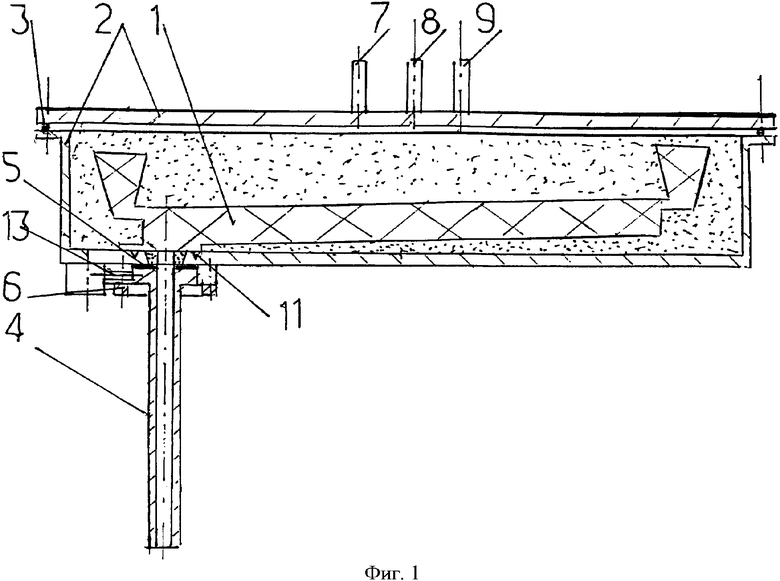
Устройство для получения отливок с кристаллизацией под давлением, содержащее литейную форму, расположенную над печью с расплавом металла, составной металлопровод с отдельной цилиндрической частью, выполненной из огнеупорного материала, отличающееся тем, что отдельная цилиндрическая часть металлопровода выполнена из песчано-стержневой смеси.
| Прибор для измерения диаметров цилиндров, колец и т.п. | 1938 |
|
SU58966A1 |
| Металлопровод | 1978 |
|
SU728988A1 |
| ЗАЛИВОЧНОЕ УСТРОЙСТВО | 0 |
|
SU404558A1 |
| Способ литья вакуумным всасыванием в газопроницаемую форму и устройство для его осуществления | 1988 |
|
SU1722218A3 |

