Изобретение относится к литейному производству, в частности к высокопроизводительным автоматизированным линиям, и может быть использовано при изготовлении отливок в постоянных и разовых формах методом выжимания с кристаллизацией под давлением (ЛВКЛ).
Известна линия для получения отливок выжиманием с кристаллизацией под давлением, содержащая литейную установку со сменными камерой выжимания и металлической литейной формой, заливочное устройство для заливки расплава в камеру выжимания, поворотный стол для транспортировки литейных форм, установленные вокруг поворотного стола в технологической последовательности манипулятор извлечения отливок, устройства для очистки, нагрева форм и нанесения защитного покрытия на форму, манипулятор для передачи литейных форм к устройству для нагрева, манипулятор для установки в форму металлического выплавляемого стержня, кантователь литейных установок на 180о вокруг вертикальной и горизонтальной осей с механизмом передачи форм из литейной установки на поворотный стол, транспортные конвейеры для подачи камер выжимания и металлических выплавляемых стержней, манипулятор для установки камер выжимания в литейную установку, устройства нанесения огнеупорной облицовки на камеры перед заливкой и выбивки ее после заливки.
Известна линия для получения отливок методом литья выжиманием с кристаллизацией под давлением, содержащая замкнутый кольцевой конвейер с расположенными на нем литейными формами, литейные установки с камерами выжимания и механизмами поворота камер на 180о вокруг горизонтальной оси и вертикального перемещения формы или камеры выжимания, устройство для сопряжения литейных установок с замкнутым кольцевым конвейером, устройство для извлечения отливок из форм, расположенное у замкнутого кольцевого конвейера, манипулятор для передачи литейных форм к устройству для нагрева, манипулятор для установки в форме металлического выплавляемого стержня, кантователь для литейных установок на 180о вокруг горизонтальной и вертикальной осей, транспортные конвейеры для подачи камер выжимания и металлических выплавляемых стержней и манипулятор для установки камер выжимания в заливочное устройство.
При получении отливок на данной линии заливка расплава металла в камеру выжимания производится из разливочного ковша в сменные камеры выжимания, которые после выжимания расплава металла в форму передаются на конвейере транспортировки к устройствам выбивки и нанесения песчаной облицовки, затем они транспортируются под заливку и подаются на литейную установку.
Такая линия имеет большую металлоемкость и габариты, требует задействования большого количества камер выжимания. Из-за колебаний температуры жидкого металла в плавильной печи и разливочном ковше в заливочном устройстве трудно обеспечить необходимые температурные параметры расплава в момент выжимания при заданном цикле работы линии, что ухудшает ее рабочие характеристики, т. к. для получения качественных отливок с повышенными механическими свойствами металла необходимо производить выжимание в определенных температурных режимах. Кроме того, затрудняется процесс ее автоматизации.
Сущность изобретения заключается в том, что линия, содержащая замкнутый кольцевой конвейер с расположенными на нем литейными формами, литейные установки с камерами выжимания и механизмами поворота камер на 180о вокруг горизонтальной оси и вертикального перемещения формы или камеры выжимания, устройство для сопряжения литейных установок с замкнутым кольцевым конвейером, устройство для извлечения отливок из форм, расположенное у замкнутого кольцевого конвейера, снабжена устройствами для заливки металла в камеру выжимания, нанесения огнеупорной облицовки на внутреннюю поверхность камеры выжимания, удаления облицовки и пресс-остатка из камеры выжимания, при этом упомянутые устройства расположены в технологической последовательности вокруг литейных установок, а литейные установки имеют механизмы горизонтального перемещения камеры выжимания для сопряжения ее на соответствующих позициях с устройствами нанесения огнеупорной облицовки, заливки металла и удаления облицовки и пресс-остатка.
При наличии в линии нескольких литейных установок она снабжена дополнительным замкнутым кольцевым конвейером.
Такое решение позволяет не только использовать в каждой литейной установке одну камеру выжимания и сократить их количество, но и устранить специальный конвейер для транспортировки камер, уменьшить габариты и металлоемкость линии.
Следующее отличие линии заключается в том, что она снабжена устройством регулирования температуры расплава в камере выжимания, выполненным в виде дозатора микрохолодильников, датчиком температуры расплава в камере выжимания и устройством контроля уровня расплава в камере выжимания, расположенными на позиции заливки расплава в камеру выжимания и автоматически связанными между собой. Это позволяет осуществить автоматическое управление линией с заданным циклом работы, повысить производительность и улучшить ее рабочие характеристики.
В случае необходимости высокой точности дозирования расплава в боковой стенке камеры выжимания выполняется сливное отверстие на уровне зеркала металла заданной дозы, снаружи камеры в месте сливного отверстия выполняется металлосборник, а литейная форма имеет газопровод для отсоса газовых выбросов. Это конструктивное решение позволяет устранить брак отливок по недоливу (при малой дозе расплава в камере), по приливам на отливках и нарушению геометрии (при завышенной дозе расплава в камере), улучшить экологию.
При изготовлении отливок из цветных сплавов, легированных сталей, титановых сплавов, а в отдельных случаях и при изготовлении отливок из углеродистых сталей и чугуна (если дно литейной формы выполнено из огнеупорного материала) камера выжимания выполняется со сквозной полостью и размещается на основании из огнеупорного материала, например графита или шамота, или магнезита. В этом случае пресс-остаток не имеет пригара кварцевого песка, упрощается конструкция камеры выжимания.
Для заливки в камеру выжимания малых доз расплава она снабжена прессом для рубки заготовки, например непрерывнолитой, на мерные части, нагревателем этих частей до температуры ниже температуры солидус и печами, например индукционными для плавки и разливки металла, размещенными на транспортном роторе.
Такое решение позволяет сократить трудоемкость приготовления жидкого металла и его разливки в условиях массового производства за счет замены на печи большей емкости (в цехах стального литья по выплавляемым моделям в условиях массового производства, например в цехах автомобильных заводов используются обычно 25-40 индукционных печей емкостью по 250-400 кг, каждая из которых обслуживается плавильщиком при ручной загрузке шихты).
Кроме того, введенное новшество позволяет расширить технологические возможности по управлению температурой расплава в камере выжимания, повысить стойкость футеровки печей из-за невысокого перегрева расплава, обеспечиваемого тем, что расплав заливается из печи в камеру без использования разливочного ковша.
При получении расплава металла методом смешивания полупродуктов линия снабжается (в дополнение к упомянутому) дополнительным прессом и нагревателем для параллельного получения мерных частей заготовок из сплавов различного состава. В этом случае полупорции различных сплавов загружаются в плавильные печи поочередно и заливаются последовательно из двух печей в одну камеру выжимания. Вначале в камеру заливается доза расплава с более низкой температурой плавления, а затем с более высокой, в результате чего происходит переохлаждение второй дозы и образование суспензии.
При изготовлении отливок с повышенными требованиями к качеству металла, например литого инструмента, устройство для заливки металла выполняется в виде установки электрошлакового переплава металла непосредственно в камере выжимания, причем к сливному отверстию камеры выжимания прикрепляется желоб для слива шлака. Такое решение позволяет устранить тигельную печь при ЭШП и связанные с ней операции по изготовлению тигля, упростить оборудование.
Использование изобретения позволяет снизить стоимость линии литья выжиманием с кристаллизацией под давлением за счет уменьшения ее металлоемкости, улучшить рабочие характеристики линии за счет возможности управления технологическими параметрами процесса, повышения производительности литья.
Описанная линия для получения отливок способом ЛВКД не имеет аналогов в области литейного производства и соответствует критериям изобретательского уровня.
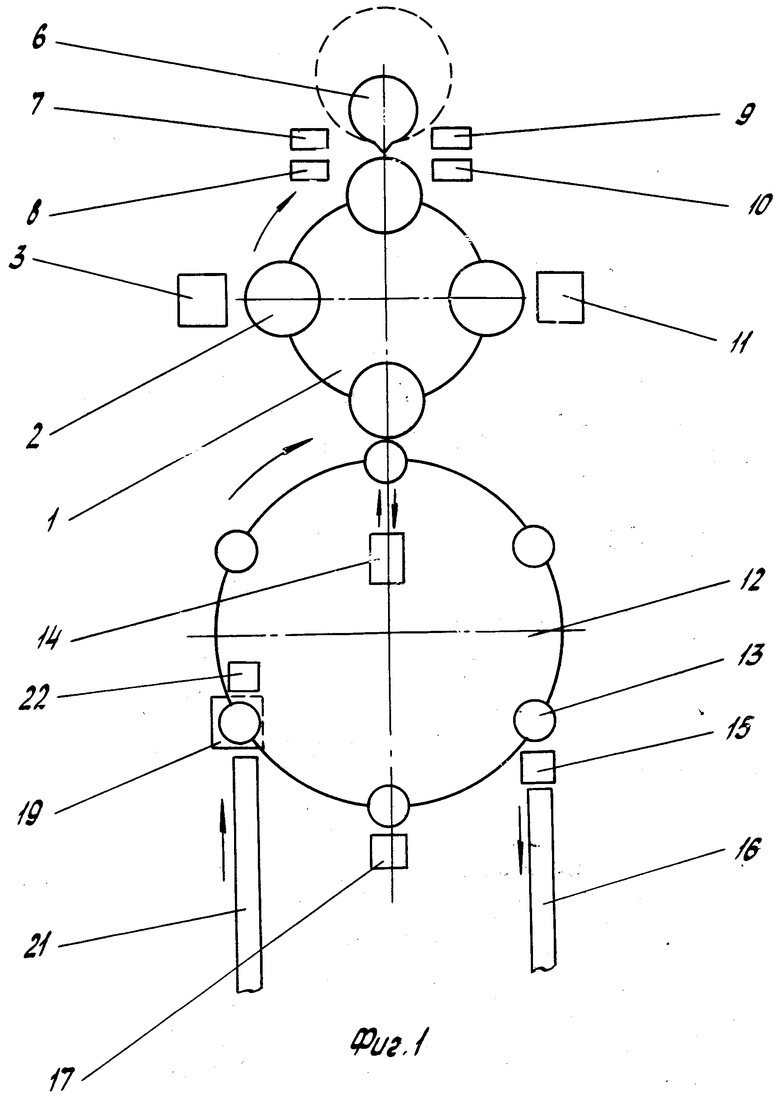
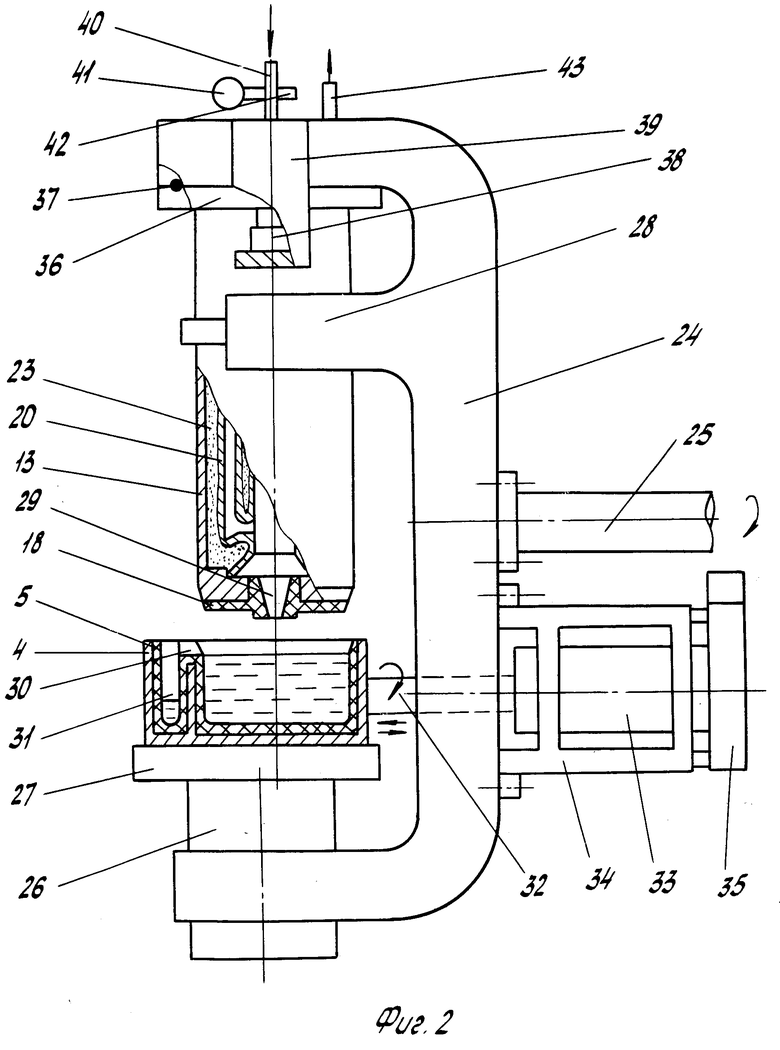
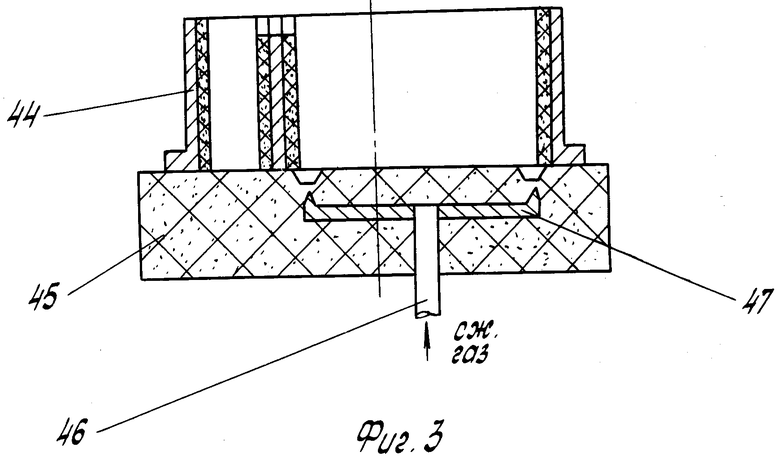
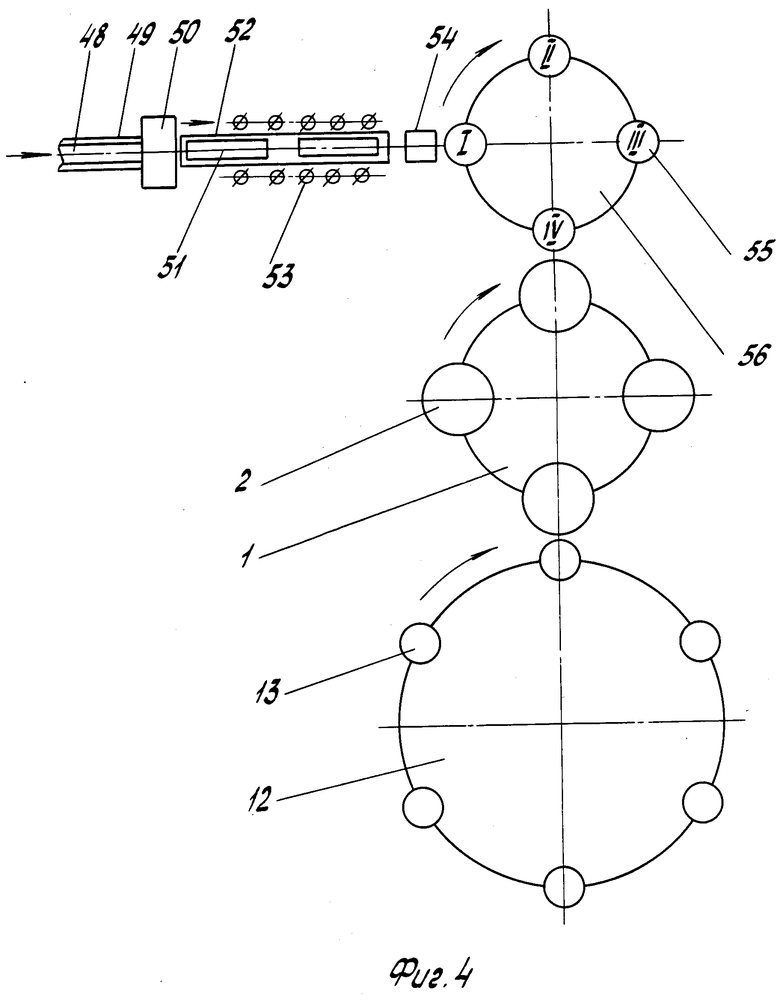
На фиг. 1 представлена общая схема получения стальных отливок в формах по выплавляемым моделям; на фиг.2 - общий вид литейной установки; на фиг.3 - камера выжимания со сквозной полостью; на фиг.4 - вариант выполнения линии с устройством плавки и заливки в камеру малых доз металла; на фиг.5 - вариант линии с устройством плавки и заливки в камеру полупродуктов; на фиг.6 - устройство плавки и заливки расплава в камеру с использованием ЭШП.
Линия (фиг.1) содержит роторно-конвейерную линию (далее по тексту - ротор) 1 литейных установок 2, по ходу перемещения которых расположены последовательно устройство 3 нанесения на камеру выжимания 4 облицовки 5 (фиг. 2), заливочное устройство 6 для заливки расплава в камеру 4, снабженное аппаратурой 7-10 соответственно ввода микрохолодильников, продувки расплава сжатым газом, контроля температуры расплава, контроля уровня расплава в камере 4, устройство 11 выбивки облицовки 5 из камеры 4, ротор 12 контейнеров 13, устройство 14 передачи контейнеров 13 с ротора 1 на ротор 12 и обратно, устройство 15 поворота контейнера 13 на 180о и выбивки из него отливок для последующего перемещения их транспортером 16 на участок финишной обработки, устройство 17 для нанесения облицовки 18 (фиг.2) на донную часть контейнера 13, устройство 19 установки форм 20, перемещаемых транспортером 21, и устройство 22 засыпки форм 20 в контейнере 13 наполнителем 23.
Литейная установка (фиг.2) содержит опорную раму 24, закрепленную при помощи выступа 25 на роторе 1 с возможностью поворота на 180о вокруг горизонтальной оси, установленный на раме 24 силовой гидроцилиндр 26 со столом 27 для вертикального перемещения с заданной скоростью камеры 4, закрепленный на кронштейне 28 рамы 24 контейнер 13 с литейными формами 20, имеющий литниковый ход 29 и расположенный соосно с камерой выжимания 4, в боковой стенке которой выполнено сливное отверстие 30, а снаружи расположен металлосборник 31. Камера 4 через шток 32 связана разъемно (узел соединения не показан) с силовым гидроцилиндром горизонтального перемещения 33, расположенным с возможностью вращения в кронштейне 34 и связанным с приводом поворота 35. Контейнер 13 снабжен фланцем 36 и уплотнением 37, которым он поджимается к верхнему кронштейну опорной рамы 24 боковыми гидроцилиндрами 38, закрепленными в кронштейнах 39. Для подачи сжатого газа в контейнер 13 в опорную раму вмонтирован газопровод 40, снабженный манометром 41 и дросселем 42. Для вакуумирования полости контейнера 13 и отсоса газовых выбросов имеется газопровод 43. В отдельных случаях контейнер 13 снабжается крышкой с ниппелем.
Камера выжимания 44 со сквозной полостью (фиг.3) расположена на неметалическом основании 45, выполненном из пористого шамота, в которое вмонтирован газопровод 46 и стальной ограничитель 47.
При использовании для литья малых доз металла линия (фиг.4) содержит непрерывнолитую заготовку 48, транспортер 49, пресс 50 для рубки мерных заготовок 51 заданного веса, транспортер 52, индукционный нагреватель 53, манипулятор 54 для передачи и загрузки нагретых заготовок 51 в индукционные печи 55, смонтированные на роторе 56.
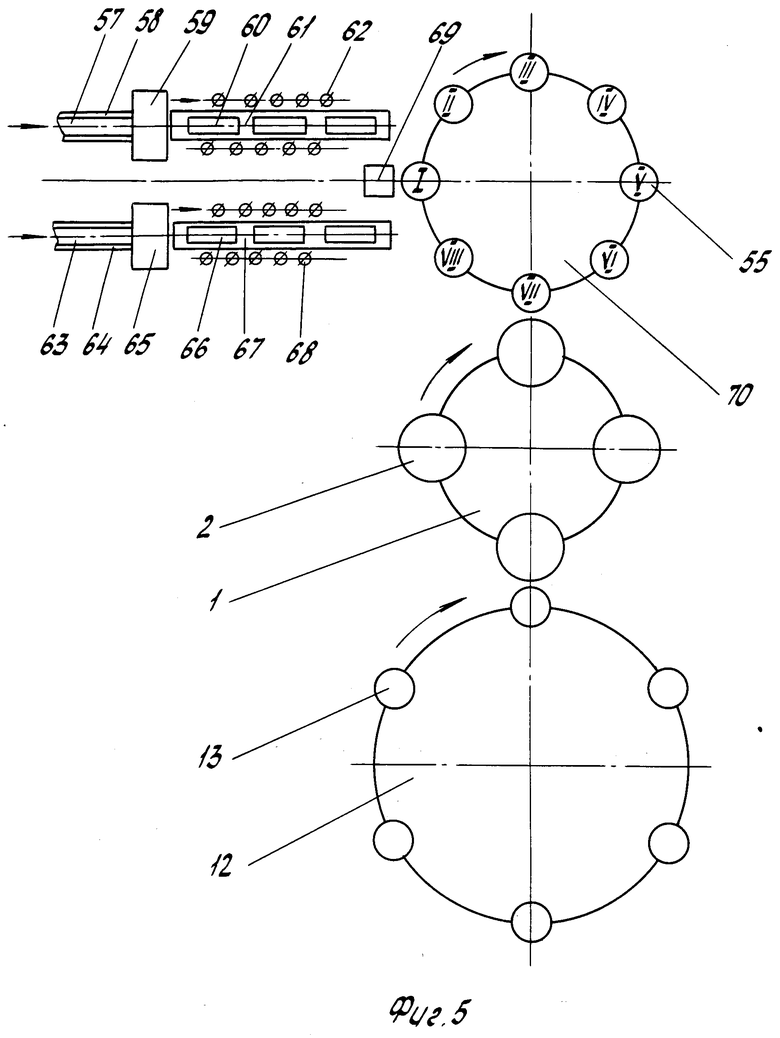
При смешивании полупродуктов в камере выжимания 4 линия содержит (фиг. 5) непрерывнолитую заготовку 57, например, из низкоуглеродистой стали, транспортер 58, пресс 59 для рубки мерных заготовок 60, транспортер 61, индукционный нагреватель 62, непрерывнолитую заготовку 63 из высокоуглеродистой стали, транспортер 64, пресс 65 для рубки мерных заготовок 66, транспортер 67, индукционный нагреватель 68, манипулятор 69 для поочередной передачи и загрузки нагретых заготовок 60 и 66 в индукционные печи, смонтированные на роторе 70.
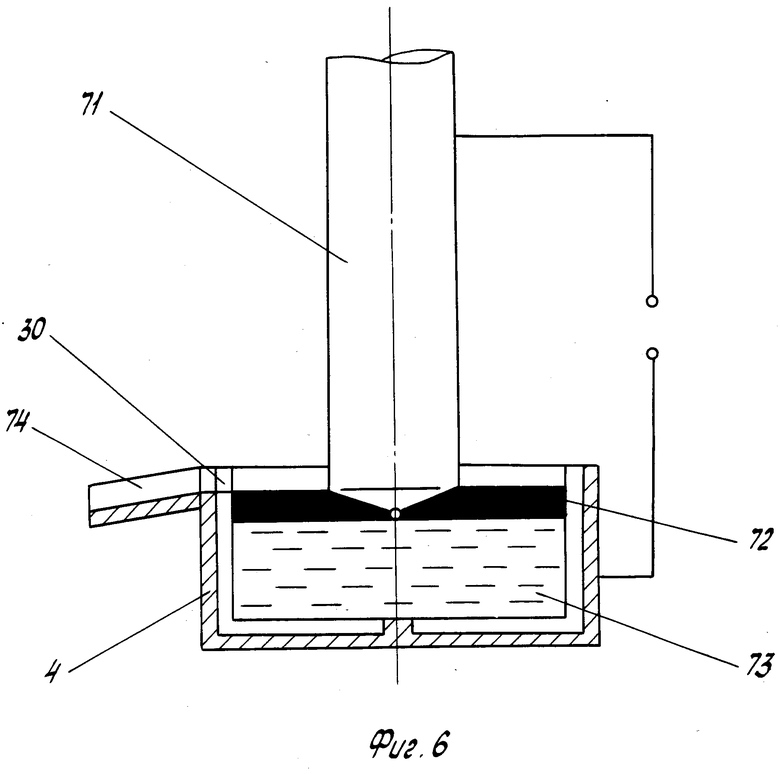
При изготовлении особо ответственных отливок линия содержит установку ЭШП (фиг. 6) для выплавки высококачественного металла. Она включает расходуемый металлический электрод 71, который оплавляется через шлак 72 и образует жидкий расплав 73 в камере выжимания 4. К сливному отверстию 30 присоединен желоб 74 для автоматического слива шлака при наплавлении заданной дозы металла.
Линия работает следующим образом. Расплав стали заливается из заливочного устройства плавильной печи в камеру выжимания 4 при одновременных контроле температуры расплава аппаратурой 9, контроле уровня расплава в камере выжимания 4 аппаратурой 10 и вводе в расплав микрохолодильников при помощи аппаратуры 7 в заданном количестве (в зависимости от температуры расплава) для обеспечения необходимой температуры расплава перед выжиманием в заданный момент времени, определяемый заданным рабочим ритмом линии. При достижении заданного уровня расплава в камере 4, определяемого необходимой дозой, заливка прекращается, излишки металла, образующиеся из-за инерционности механизмов заливки, сливаются через отверстия 30 в металлосборник 31, шток 32 отделяется от камеры 4. При помощи силового гидроцилиндра 26 стол 27 с камерой 4 перемещается с заданной скоростью вверх и производится выжимание расплава через литниковый ход 29, расположенный в донной части контейнера 13, в рабочие полости форм 20. Одновременно через газопровод 40 в контейнер 13 подается сжатый газ под давлением 0,5 МПа. В процессе выжимания производится поворот ротора на 90о по часовой стрелке, а после заполнения формы 20-расчетная выдержка для затвердевания отливок.
После затвердевания отливок ходом стола 27 вниз камера 4 вместе с пресс-остатком отделяется от контейнера 13 (механизм соединения камеры 4 со столом 27 не показан). Сбрасывается газовое давление. При изготовлении отливок по газофицируемым моделям и в сухих формах на фенольном связующем производится отсос газовыделений через газопровод и дожигание их, например, в каталитическом патроне.
Камера 4 соединяется со штоком 32, гидроцилиндром 33 перемещается на устройство 11 выбивки, поворачивается вокруг горизонтальной оси приводом 35 на 180о и освобождается от отработанной облицовки и пресс-остатка.
Затем производится следующий поворот ротора 1 на 90о и контейнер 13 с отливками перемещается устройством 14 на ротор 12, который поворачивается на 60о (по часовой стрелке) на позицию выдержки, а новый контейнер с подготовленными для заливки формами передается с ротора 12 на ротор 1.
Ротор 1 поворачивается на 90о, при помощи устройства 3 производится нанесение песчаной облицовки 5 на внутреннюю поверхность камеры 4, производится поворот камеры 4 приводом 35 на 180о вокруг горизонтальной оси и радиальное перемещение ее гидроцилиндром 33, последующий поворот ротора 1 на 90о для заливки расплава в камеру 4, и процесс повторяется. Ротор 12 поворачивается на 60о, производятся поворот контейнера 13 вокруг горизонтальной оси при помощи устройства 15 и выбивка отливок с формой и наполнителем на транспортер 16.
Затем ротор 12 поворачивается на 60о, при помощи устройства 17 производится облицовка донной части контейнера 13; при последующем повороте ротора 12 на 60о с использованием устройства 19 производится установка литейных форм 20 в контейнер 13; при последующем повороте ротора 12 с использованием устройства 22 производится засыпка форм 20 наполнителем 23, и процесс повторяется.
В необходимых случаях, например при изготовлении отливок из сложнолегированных сталей, после заливки расплава в камеру 4 через газопровод 46 и пористое основание 45 продувается под давлением аргон. В процессе продувки происходят рафинирование стали, перемешивание ее и предотвращение образования твердой корочки металла на поверхности основания 45, изменения температуры расплава.
При изготовлении отливок с малой металлоемкостью литейной формы (30-200 кг) сталь плавится в печах большой емкости (5 т и более), разливается через установку непрерывного литья (не показана) для получения заготовки 48, которая перемещается транспортером 49, разрубается прессом 50 на мерные заготовки 51 заданного веса, перемещаемые транспортером 52 через нагреватель 53 для нагрева до температуры 1200-1400оС, после чего они манипулятором 54 загружаются в индукционные печи 55, смонтированные на роторе 56.
При этом на позиции I производится загрузка нагретой заготовки 51 в печь 56, на позициях II и III - расплавление и нагрев расплава до необходимой температуры, на позиции IV расплав сливается в камеру выжимания 4 литейной установки 2.
При использовании метода смешивания расплава в камере выжимания (фиг.5) манипулятором 69 на позиции I загружаются в печи 55 поочередно заготовки 60 из низкоуглеродистой стали и заготовки 66 из высокоуглеродистой стали. На позициях II, III, IV, V, VI производится плавление и нагрев заданных порций стали, а на позиции VII в камеру выжимания 4 сливается сначала доза расплава из высокоуглеродистой стали, затем после поворота ротора 70 на 45о - доза расплава из низкоуглеродистой стали, в результате происходит смешивание полупродуктов расплава и образование суспензии.
При изготовлении особо ответственных отливок, деталей штампов, пресс-форм используется установка ЭШП (фиг.6), которая работает следующим образом. В камеру выжимания 4 наливается жидкий шлак 72, подается напряжение на камеру 4 и электрод 71, а затем производится его перемещение вниз с заданной скоростью с одновременным расплавлением. В результате этого уровень жидкого расплава 73 постепенно достигает основания сливного отверстия 30, а шлак через желоб 74 сливается автоматически в следующую камеру выжимания.
Использование предлагаемой линии обеспечивает энергосбережение и ресурсосбережение, решение экологических проблем, снижение брака и себестоимости литья.
Изобретение относится к литейному производству, в частности к высокопроизводительным автоматизированным литейным линиям, и может быть использовано при изготовлении отливок в постоянных и разовых формах методом выжимания с кристаллизацией под давлением (ЛВКД). Сущность изобретения заключается в том, что каждая литейная установка снабжена механизмом горизонтального перемещения, который позволяет основной элемент /камеру выжимания/ перемещать на необходимые рабочие позиции, выводя за пределы литейной установки, и сопрягать с устройством нанесения облицовки, заливки металла в камеру, удаления облицовки и пресс-остатка из камеры, которые установлены вне роторно-конвейерных линий по траектории перемещения камеры и литейных установок, которые расположены последовательно с определенным интервалом в соответствии с технологическим процессом ЛВКД на роторно-конвейерной линии, при этом литейные установки снабжены устройствами регулирования температуры расплава в камере выжимания, например, путем дозированного ввода в расплав микрохолодильников, а заливочное устройство в зависимости от условий производства и требований к качеству отливок может быть выполнено в нескольких вариантах. 7 з.п. ф-лы, 6 ил.
| Линия для получения отливок выжиманием с кристаллизацией под давлением | 1986 |
|
SU1418991A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
