Изобретение относится к ремонтно-паяльной головке для замены компонентов с приемным элементом и с подводящим каналом для теплопередающей среды для расплавления припоя на компоненте.
Ремонтно-паяльные головки выше названного типа предлагаются, например, фирмой ZEVAC. Из распространенного этой фирмой каталога к так называемой серии моделей DRS "Optionen 2-201" на странице 2 можно видеть конструкцию этих ремонтно-паяльных головок. В качестве приемного элемента для, например, подлежащего выпаиванию компонента служит согласованная с размерами компонента опорная поверхность, которой с помощью подключения вакуумной линии можно фиксировать компонент в ремонтно-паяльной головке. Вокруг этого приемного элемента через подводящий канал можно вдувать горячий газ, который после выхода из подобных соплам отверстий приводит к расплавлению паяные контакты компонента так, что последний посредством приемного элемента ремонтно-паяльной головки, в которой фиксирован компонент, может быть снят с места установки на подложке. Ремонтно-паяльную головку можно применять также для впаивания компонентов, причем для этой цели необходимый паяльный материал должен быть предусмотрен уже заранее на подлежащем впаиванию компоненте или на контактах подложки.
Под ремонтной пайкой в смысле изобретения должны пониматься все процессы, которые стоят в связи с выпаиванием и последующим впаиванием компонентов. При этом частичные процессы ремонтной пайки можно разумно использовать также, например, при первоначальном монтаже отдельных компонентов так, что при этом не идет речь о ремонтной пайке в узком смысле.
Другая головка для выпаивания компонентов описана в US 4,066,204. Эта головка для выпаивания содержит для передачи тепла нагревательную панель, которую прижимают к подлежащему выпаиванию компоненту так, что через контакт к компоненту происходит передача тепла.
Согласно DE 4338092 А1 далее описана головка для выпаивания компонентов, в которой передачу тепла производят с нагревательной панелью и дополнительно посредством испаренной жидкости. Жидкость конденсируется в месте теплопередачи так, что можно привлекать теплоту конденсации для нагревания подлежащего выпаиванию компонента. Конденсат капает обратно в резервуар запаса и может снова испаряться при продолжающемся нагреве запаса.
Задачей изобретения является указание ремонтно-паяльной головки для замены компонентов, с помощью которой в сравнительно короткое время является возможным впаивание или, соответственно, выпаивание компонентов.
Эта задача решается согласно изобретению посредством того, что ремонтно-паяльная головка содержит возвратный канал для жидкой теплопередающей среды. Возвратный канал только и позволяет вообще тем самым применение жидкой теплопередающей среды, которая вследствие своей существенно более высокой плотности может транспортировать большее количество тепла, чем горячий газ, и, кроме того, по сравнению с нагревательной панелью может создавать оптимальный контакт к подлежащему выпаиванию компоненту, за счет чего скорость передачи тепла к компоненту может повышаться. Поэтому предпочтительно посредством соответствующей изобретению ремонтно-паяльной головки с применением жидкой, по крайней мере, при возврате теплопередающей среды является возможным быстрое нагревание и тем самым также быстрое выпаивание или, соответственно, впаивание компонентов. За счет ускоренного введения тепла окружение компонента, кроме того, является термически менее нагруженным, за счет чего впаивание и особенно выпаивание для функциональной группы предпочтительно можно производить дополнительно щадящим образом.
В качестве теплопередающей среды можно применять, например, расплавленный припой. Последний подводится к схемному элементу и перед затвердеванием поступает снова в возвратный канал. Другой возможностью является применение простых перфторополиэфиров (PFPE), которые продаются фирмой Solvay Solexis, например, под торговым наименованием Galden. PFPE можно подводить к компоненту в приближении к принципу газофазной пайки также в газообразной форме, причем предпочтительно их конденсация на компоненте предоставляет в распоряжение дополнительно теплоту конденсации для нагревания компонента. Конденсат может в заключение стекать обратно через возвратный канал. Само собой разумеется, PFPE можно подводить к компоненту также в жидком состоянии.
Одна форма выполнения ремонтно-паяльной головки получается за счет того, что возвратный канал проходит так, что в соответствующем назначению позиционировании ремонтно-паяльной головки теплопередающая среда при возврате поддерживается посредством силы тяжести. Это означает, что возвратный канал проходит со спадом или вертикально вниз так, что теплопередающую среду предпочтительно при возврате не нужно поддерживать. Само собой разумеется, что возврат можно поддерживать, например, за счет отсоса или также альтернативно вызывать им.
Для соответствующего назначению позиционирования ремонтно-паяльной головки является выгодным, если она приближается к подлежащему впаиванию или выпаиванию схемному элементу снизу, за счет чего предпочтительно можно особенно просто реализовывать возврат теплопередающей среды с поддержкой силой тяжести. Одновременно препятствуется, чтобы большие остатки теплопередающей среды оставались на компоненте или в месте установки подложки.
Другая форма выполнения изобретения предусматривает, что подводящий канал и возвратный канал выполнены посредством внутренней трубы и окружающей ее внешней трубы. Внутренняя труба и внешняя труба могут, например, быть вложенными друг в друга. За счет этого предпочтительно является возможным требующее особенно мало места выполнение ремонтно-паяльной головки. Кроме того, компактная конструктивная форма обеспечивает то, что возможно мало теплоты теплопередающей среды отдается в окружающую среду. Подводящий канал и возвратный канал могут быть соответственно выполнены или в виде внутренней, или в виде внешней трубы.
Выгодным является, если внешний канал в качестве приемного элемента имеет уплотнительную кромку в направлении к подлежащему впаиванию или выпаиванию компоненту. Эта уплотнительная кромка представляет собой, с одной стороны, барьер для жидкой теплопередающей среды так, что предпочтительно ее можно отводить особенно надежно в возвратном канале без нежелательного попадания на граничащие детали функциональной группы. Кроме того, с уплотнительной кромкой приемный элемент для компонента предпочтительно выполнен особенно простым.
Поэтому является особенно выгодным снабжать приемный элемент всасывающим трубопроводом для подлежащего впаиванию или выпаиванию компонента. За счет создания пониженного давления во всасывающем трубопроводе компонент предпочтительно может быть надежно фиксирован в приемном элементе. Действие всасывающего трубопровода может проявляться особенно хорошо, если всасывающий трубопровод предусматривают внутри уплотнительной кромки возвратного канала так, что за счет уплотнительной кромки можно поддерживать с малыми затратами пониженное давление для фиксирования компонента.
Особая форма выполнения ремонтно-паяльной головки предусматривает, что она имеет механическое устройство сопряжения для установки избирательной пайки, за счет этого можно предпочтительно использовать уже существующие установки избирательной пайки, например, в поточной линии изготовления печатных плат таким образом, что ее применяют согласно изобретению путем подстройки подходящей ремонтно-паяльной головки для ремонтной пайки. Ремонтно-паяльная головка должна при этом по сравнению с паяльной головкой установки избирательной пайки иметь подходящий приемный элемент для подлежащего впаиванию или выпаиванию компонента.
Принцип функционирования соответствующей изобретению ремонтно-паяльной головки позволяет гибкое использование ее при впаивании или выпаивании компонентов, а также при необходимых для этого подготовительных операциях способа. Предпочтительным является при этом, например, применение ремонтно-паяльной головки для выпаивания компонента с подложки, при котором ремонтно-паяльную головку с приемным элементом размещают на подлежащем выпаиванию компоненте, направляют теплопередающую среду через подводящий канал на компонент и отводят в жидком состоянии через возвратный канал до тех пор, пока паяное соединение между компонентом и подложкой не расплавится, и посредством приемного элемента снимают компонент от подложки. Преимущества быстрого и надежного нагревания подлежащего выпаиванию компонента посредством жидкой, по крайней мере, при возврате теплопередающей среды и результирующегося из этого уменьшения термической нагрузки окружения компонента уже пояснялись.
Кроме того, изобретение направлено на применение ремонтно-паяльной головки для удаления остаточного припоя отпаянного компонента, при котором головку для ремонтной пайки с подводящим каналом для теплопередающей среды приближают к остаточному припою и направляют жидкий припой в качестве теплопередающей среды через подводящий канал на остаточный припой и отводят в жидком состоянии через возвратный канал, пока остаточный припой расплавится и будет отведен вместе с теплопередающей средой. Это применение ремонтно-паяльной головки предпочтительно позволяет удаление остающегося обычно в месте установки компонента остаточного припоя, который препятствует надежному впаиванию нового компонента. Удаление остаточного припоя предпочтительно можно производить посредством ремонтно-паяльной головки после выпаивания компонента, а именно в следующей операции способа, однако при том же самом позиционировании подложки. Подведенный припой расплавляет остаточный припой так, что он может быть надежно отведен через возвратный канал. При этом на паяных контактах остается тонкий слой паяльного материала, который предпочтительно способствует образованию новых паяных контактов для подлежащего впаиванию компонента. Это можно объяснить действием этого слоя припоя на контактах в качестве коррозионной защиты для контактов.
Предпочтительным является также применение ремонтно-паяльной головки для избирательного облуживания места установки для подлежащего впаиванию компонента, при котором наносят припойный материал соответственно расположению подлежащих выполнению паяных соединений компонента на теплопередающее тело, устанавливают теплопередающее тело в приемный элемент ремонтно-паяльной головки и размещают несущую припойный материал сторону на месте установки, направляют теплопередающую среду через подводящий канал на теплопередающее тело и в жидком состоянии возвращают через возвратный канал, пока припойный материал отделится от теплопередающего тела и в месте установки будет переплавлен в запасы (депо) припоя, и снимают теплопередающее тело без паяного материала с подложки посредством приемного элемента. При этом предпочтительно ремонтно-паяльную головку можно использовать также для нацеленного размещения новых запасов припоя в локально сильно ограниченной области. Способ нанесения паяных контактов посредством плохо смачиваемой припоем несущей платы уже является известным из DE 19923805 С2. В качестве несущей платы в случае соответствующего изобретению применения используют теплопередающее тело, которым припойный материал можно с высокой точностью наносить на паяные контакты места установки, причем верхние стороны образованных таким образом запасов припоя имеют предпочтительно планарность несущей платы. После этого применяют ремонтно-паяльную головку, чтобы ввести через теплопередающее тело достаточное количество тепла, чтобы переплавить припойный материал в запасы припоя на подложке.
Альтернативно само собой разумеется можно впаивать также сам облуженный компонент непосредственно на подложке, причем она тогда занимает место теплопередающего тела и служит для теплопередачи от теплопередающей среды на контакты. Отсюда получается применение ремонтно-паяльной головки для впаивания компонента на месте установки подложки, при котором подлежащий впаиванию компонент размещают в приемном элементе ремонтно-паяльной головки и сажают на место установки, теплопередающая среда через подводящий канал направляется на компонент и стекает в жидком состоянии через возвратный канал, пока запасы припоя между компонентом и подложкой будут переплавлены в паяные соединения, и снимают ремонтно-паяльную головку без компонента. Предпосылкой для этого применения ремонтно-паяльной головки, однако, является то, чтобы подлежащий впаиванию компонент имел достаточную термическую стабильность, чтобы в качестве теплопередающего тела выдерживать термические нагрузки, не получая при этом повреждений. В качестве теплопередающей среды при этом предпочтительно используют PFPE, так как он не оставляет электрически проводящих осадков на впаянном компоненте.
Далее альтернативно получается применение ремонтно-паяльной головки для впаивания компонента на место установки подложки, при котором компонент сажают на место установки и удерживают, приближают ремонтно-паяльную головку с подводящим каналом для теплопередающей среды к подложке в области обратной стороны места установки и направляют через подводящий канал на подложку теплопередающую среду, которая стекает в жидком состоянии через возвратный канал, пока между подложкой и компонентом возникнет паяное соединение. Паяное соединение возникает из находящегося между схемным элементом и подложкой припойного материала, который предоставляется в распоряжение или путем облуживания места установки, или путем нанесения припоя на подлежащий установке компонент для образования паяного соединения. Для посадки и удерживания компонента на месте установки можно предпочтительно применять, например, систему автоматического монтажа, в которой одновременно встроена ремонтно-паяльная головка, например, путем подстройки системы избирательной пайки. Крепление компонента на месте установки можно также обеспечивать за счет нанесенного перед посадкой на место установки или компонент подкладного материала (так называемого preapplied underfill). Подведение теплопередающей среды на обращенной от компонента стороне подложки имеет преимущество, что подложку используют в качестве теплопередающего тела, в то время как введение тепла в подлежащий впаиванию компонент по сравнению с термической нагрузкой подложки оказывается существенно меньшим. За счет этого термически существенно более чувствительный по сравнению с подложкой компонент можно защищать от повреждения. В качестве теплопередающей среды используют предпочтительно PFPE.
Дальнейшие подробности изобретения описываются в последующем с помощью чертежей. При этом показывают:
фиг.1 - пример выполнения соответствующей изобретению ремонтно-паяльной головки, встроенной в избирательную паяльную установку, в сечении,
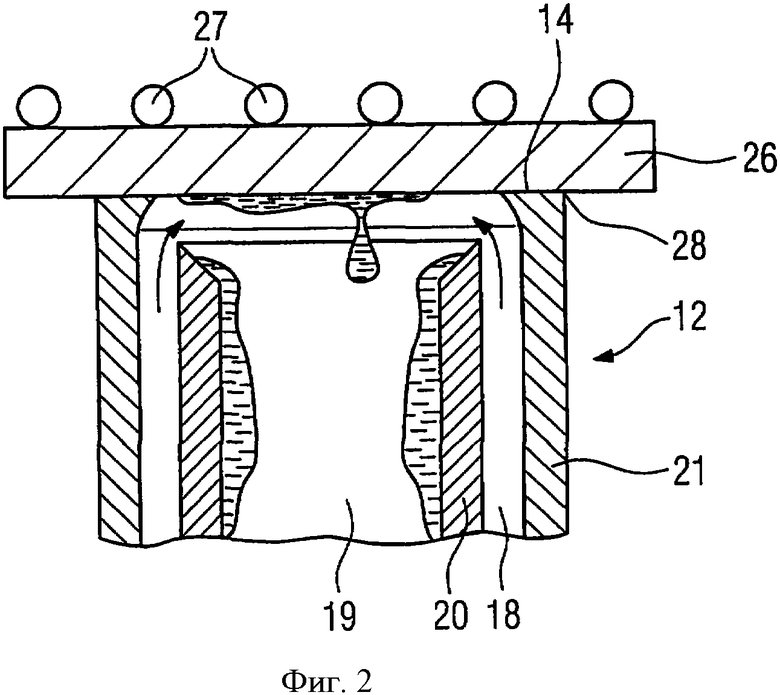
фиг.2 - другой пример выполнения разреза ремонтно-паяльной головки и
фиг.3 - выбранные операции способа при ремонтной пайке с примером выполнения ремонтно-паяльной головки, соответствующей изобретению.
Установка избирательной пайки 11 согласно фиг.1 снабжена ремонтно-паяльной головкой 12. Она имеет устройства сопряжения 13 для введения в установку избирательной пайки 11, в которой обычно применяют не представленную избирательную паяльную головку.
Представленная ремонтно-паяльная головка 12 отличается от обычных избирательных паяльных головок приемным элементом 14, который является пригодным для крепления компонентов (не представлен). Поэтому ремонтно-паяльную головку 12 можно применять для впаивания и выпаивания этих компонентов, например, в печатных платах. Находящийся в расходном сборнике 15 припой применяют в ремонтно-паяльной головке 12 в качестве жидкой теплопередающей среды 16 и закачивают посредством насоса 17 в подводящий канал 18 ремонтно-паяльной головки 12. В области приемного элемента 14 теплопередающая среда может отдавать ему тепло, например, для выпаивания компонента и течет обратно при поддержке силы тяжести в возвратном канале 19 в расходный сборник 15. Течение теплопередающей среды показано стрелками, причем видно, что подводящий канал образован с помощью внутренней трубы 20, которая кольцеобразно окружена образующей возвратный канал 19 внешней трубой 21.
Верхняя часть расходного сборника 15 заполнена азотом 22. За счет избыточного давления по сравнению с атмосферным давлением через вентиль 23 и возвратный канал 19, который не заполнен полностью стекающей обратно теплопередающей средой 16, азот можно направлять к приемному элементу 14, чтобы препятствовать там коррозии жидкой теплопередающей среды. Если компонент после выпаивания удерживается посредством приемного элемента 14 ремонтно-паяльной головки 12, то вентиль 23 закрывают и вместо этого открывают вентиль пониженного давления 24. Вакуумный насос 25 фиксирует выпаянный компонент (не представлен) за счет возникающего пониженного давления на приемном элементе 14.
В случае ремонтно-паяльной головки 12 согласно фиг.2 подводящий канал 18 образован посредством внешней трубы 21, а возвратный канал 19 - посредством внутренней трубы 20. В качестве теплопередающей среды вдоль показанных стрелок подается PFPE и конденсируется на поверхности компонента 26, за счет чего накопленное в теплопередающей среде тепло отдается на паяные соединения 27 на противоположной стороне компонента 26. Сконденсированная теплопередающая среда капает или, соответственно, стекает обратно в возвратном канале 19 в запас теплопередающей среды. Чтобы избежать потери газообразной теплопередающей среды, ремонтно-паяльная головка с предусмотренной на приемном элементе 14 уплотнительной кромкой 26 посажена на компонент 26 с геометрическим замыканием.
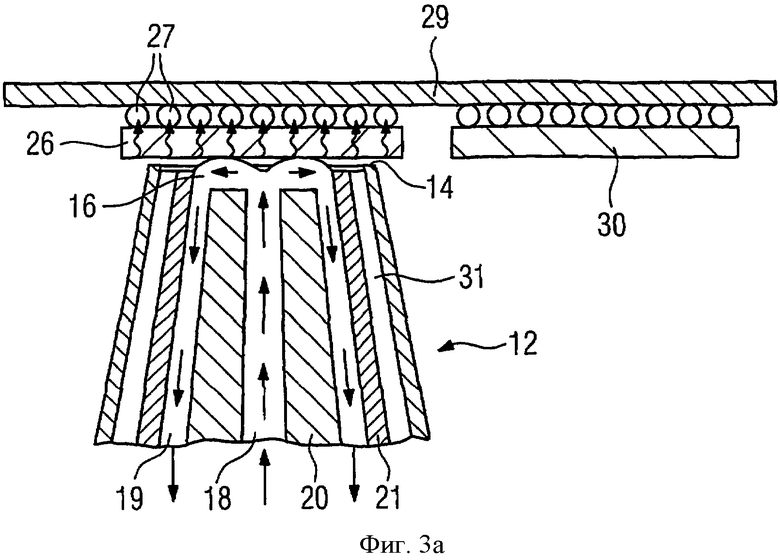
На фиг.3а представлена соответствующая изобретению ремонтно-паяльная головка 12 во время операции способа выпаивания компонента 26. Через подводящий канал 18 теплопередающая среда 16 направляется на поверхность компонента 26 и вступает с ней в контакт. После этого теплопередающую среду 16 до отверждения направляют обратно через возвратные каналы 19 (показано прямыми стрелками). При этом компонент 26 нагревается в направлении волнистых стрелок так, что паяные соединения 27 расплавляются в направлении к подложке 29. При этом соседний компонент 30 на подложке 29 нагружается термически только слабо. Как только паяные соединения 27 расплавлены, поток теплопередающей среды 16 прекращают.
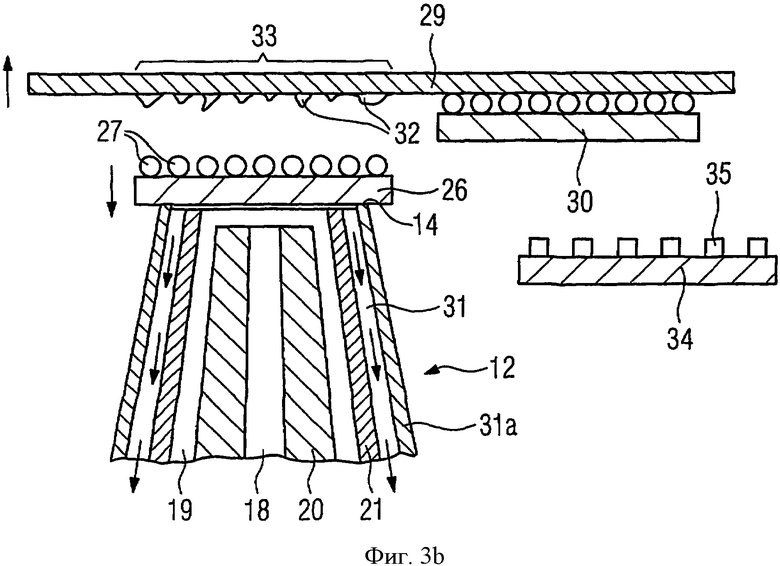
Согласно фиг.3b активируют выполненный отдельно всасывающий трубопровод 31 (прямые стрелки), который выполнен с помощью трубы-оболочки 31а вокруг внешней трубы 21 так, что компонент 26 присасывается к приемному элементу 14 и фиксируется на нем. Посредством съема ремонтно-паяльной головки 12 с подложки 29 паяные соединения 27 разъединяются, причем на подложке остается известное количество остаточного припоя 32. Компонент 26 можно подводить посредством ремонтно-паяльной головки 12 для утилизации. В области остаточного припоя 32 возникает потенциально новое место установки 33 для другого компонента.
Представленным на фиг.3а образом можно производить также впаивание нового компонента. Не представленный новый компонент размещают вместо компонента 26 на приемном элементе 14, причем предварительно или этот компонент, или встраиваемый блок для компонента (смотри ниже) снабжают запасами припоя для подлежащих выполнению контактов. Переплавка запасов припоя в контакты происходит описанным образом путем подачи тепла в новый компонент посредством теплопередающей среды 16.
Другая операция способа может быть пояснена с помощью фиг.3а и 3b, хотя она отдельно не представлена. Дело в том, что остаточный припой 32 можно удалять таким образом, что ремонтно-паяльную головку 12 соответственно фиг.3а эксплуатируют с теплопередающей средой 16 и подводят ее к остаточному припою настолько, что он за счет теплопередающей среды (которая в этом случае также является припойным материалом) расплавляется и отводится через возвратный канал 19. Таким образом можно освобождать место установки 33 от остаточного припоя.
Нанесение новых запасов припоя в месте установки в качестве следующей не представленной операции способа можно производить посредством теплопередающего тела 34, на которое напрессован припойный материал 35 в соответствии с подлежащими образованию запасами припоя. Теплопередающее тело 34 можно фиксировать соответственно компоненту 26 на ремонтно-паяльной головке 12 посредством всасывающего трубопровода 31. После этого теплопередающее тело 34 соответственно фиг.3а опускают на место установки, причем нагрев теплопередающего тела 34 посредством теплопередающей среды 16 приводит к переплавлению припойного материала в запасы припоя (не представлено) в месте установки 33. Из-за малой смачиваемости теплопередающего тела 34 запасы припоя при последующем удалении теплопередающего тела 34 остаются на подложке.
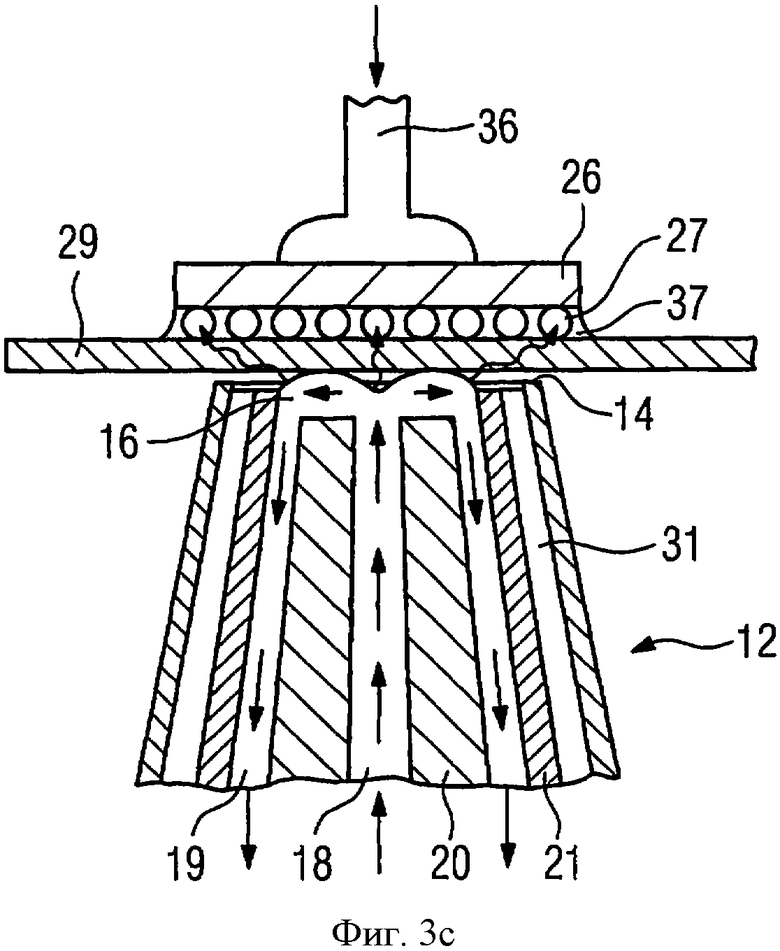
На фиг.3с представлено, как можно производить впаивание компонента 26 за счет введения тепла вдоль волнистных стрелок от стороны подложки 29, обращенной от компонента 26. Компонент 26 в этом варианте способа устанавливают на подложку 29 не с помощью приемного элемента 14 ремонтно-паяльной головки 12, а посредством специально предусмотренного для этого манипулятора 36. Здесь компонент 26 можно удерживать во время впаивания посредством манипулятора 36. Кроме того, можно реализовывать дополнительную (или единственную) фиксацию компонента 26 с помощью подкладного материала (preaplied underfill) 37.
Для изготовления паяного соединения между схемным элементом 26 и подложкой 29 посредством теплопередающей среды 16 в ремонтно-паяльной головке 12 в подложку 29 вводят тепло настолько долго, пока запасы припоя между компонентами 26 и подложкой 29 (которые могут быть предусмотрены на компоненте 26 или подложке 29) будут переплавлены в представленные паяные соединения 27. После этого можно удалять от смонтированного узла как ремонтно-паяльную головку 12, так и манипулятор 36.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2450903C2 |
| ЭЛЕКТРОННАЯ ПЛАТА С ВСТРОЕННЫМ НАГРЕВАТЕЛЬНЫМ СОПРОТИВЛЕНИЕМ | 2008 |
|
RU2484607C2 |
| СПОСОБ БЕСКОНТАКТНОЙ ПАЙКИ АНТЕННО-ФИДЕРНЫХ УСТРОЙСТВ | 2016 |
|
RU2675674C2 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| ПАЯЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ АДГЕЗИВА ДЛЯ ВРЕМЕННОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2018 |
|
RU2743182C1 |
| Способ монтажа микросборок в корпус модуля | 2016 |
|
RU2661337C2 |
| Припойная паста | 2016 |
|
RU2623554C1 |
| Способ индукционной пайки телескопических соединений | 1985 |
|
SU1260123A1 |
Изобретение может быть использовано для замены компонентов печатных плат, в частности для впаивания или выпаивания компонентов, для удаления остаточного припоя, для облуживания места установки. Ремонтно-паяльная головка имеет приемный элемент для подлежащего впаиванию или выпаиванию компонента с подводящим каналом для теплопередающей среды и возвратным каналом для ее отвода. Упомянутые каналы могут быть образованы внутренней трубой и окружающей ее внешней трубой. В качестве теплопередающей среды может быть использован, например, жидкий припой, который направляется через подводящий трубопровод к компоненту схемы и снова течет обратно через возвратные каналы. Снятие компонента производят посредством вакуумного подключения, которое обеспечивает присасывание компонента к приемному элементу. Головка обеспечивает сокращение времени замены компонентов печатных плат. 6 н. и 5 з.п. ф-лы, 5 ил.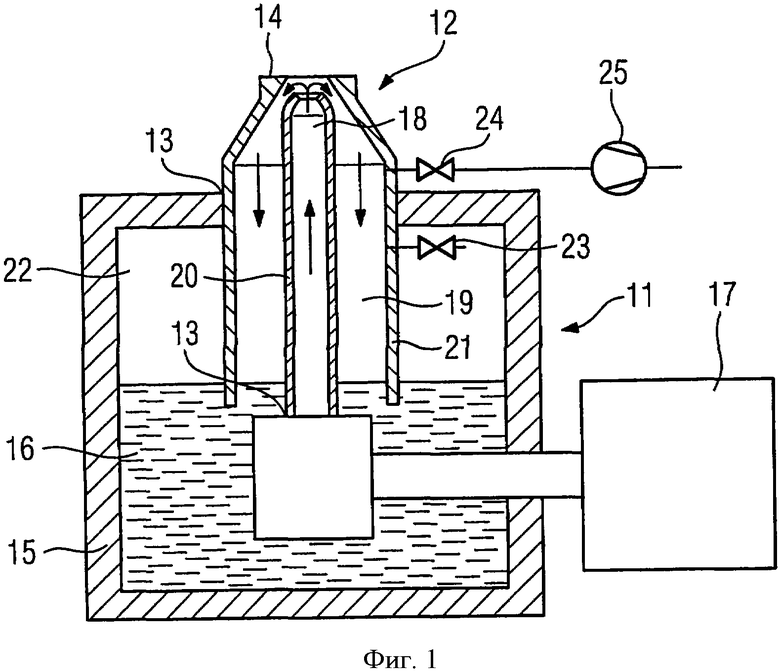
ремонтно-паяльную головку (12) располагают приемным элементом (14) на подлежащем выпаиванию компоненте (26),
направляют теплопередающую среду (16) через подводящий канал (18) на компонент (26) и отводят в жидком состоянии через возвратный канал (19) до тех пор, пока не расплавится паяное соединение (27) между компонентом (26) и подложкой (29), и
снимают компонент (26) посредством приемного элемента (14) с подложки.
ремонтно-паяльную головку (12) приближают подводящим каналом (18) для теплопередающей среды (16) к остаточному припою, и
направляют жидкий припой в качестве теплопередающей среды (16) через подводящий канал (18) на остаточный припой (32) и отводят в жидком состоянии через возвратный канал (19) до тех пор, пока остаточный припой (32) не расплавится и не стечет вместе с теплопередающей средой (16).
припойный материал (35) наносят соответственно расположению подлежащих выполнению паяных соединений компонента (26) на теплопередающее тело (34),
устанавливают теплопередающее тело (34) в приемный элемент (14) ремонтно-паяльной головки (12) и располагают несущую припойный материал (35) его сторону на установочном месте (33),
направляют теплопередающую среду (16) через подводящий канал (18) на теплопередающее тело (34) и возвращают в жидком состоянии через возвратный канал (19) до тех пор, пока припойный материал (35) не отделится от теплопередающего тела (34) и не переплавится в запасы припоя в установочном месте (33), и
посредством приемного элемента (14) снимают с подложки теплопередающее тело (34) без паяного материала (35).
подлежащий впаиванию компонент располагают в приемном элементе (14) ремонтно-паяльной головки (12) и размещают на установочном месте (33),
теплопередающую среду (16) через подводящий канал (18) направляют на компонент и отводят в жидком состоянии через возвратный канал (19) до тех пор, пока запасы припоя между компонентом (26) и подложкой (29) не будут переплавлены в паяные соединения (27), и
снимают ремонтно-паяльную головку (12) без компонента.
компонент (26) размещают и удерживают на установочном месте (33),
ремонтно-паяльную головку (12) с подводящим каналом (18) для теплопередающей среды (16) приближают к подложке в области обратной стороны установочного места (33), и
теплопередающую среду (16) через подводящий канал (18) направляют на подложку (29) и в жидком состоянии отводят через возвратный канал (19) до тех пор, пока между подложкой (29) и компонентом (26) не возникнет паяное соединение.
| DE 4338092 A1, 11.05.1995 | |||
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ В АТМОСФЕРЕ ПАРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2014975C1 |
| Устройство для распайки паяных соединений | 1986 |
|
SU1323275A1 |
| JP 2002374063 A1, 26.12.2002 | |||
| DE 19807695 A1, 09.09.1999. | |||

