Изобретение относится к обработке деталей в паровой фазе и направлено на реализацию способа и устройства для обработки обрабатываемых деталей с помощью обрабатывающей среды в ненасыщенной паровой фазе.
Известен способ обработки деталей (пайка, наплавка) в паровой фазе, включающий перемещение деталей через камеру обработки и нагрев до температуры обработки насыщенным паром [1].
Известно устройство для обработки деталей, содержащее герметичную камеру обработки, расположенный в ней нагреватель и механизм для транспортировки обрабатываемых изделий через камеру [2].
Цель изобретения состоит в повышении качества обработки.
Способ осуществляется следующим образом: процесс обработки протекает в закрытой камере обработки, давление в камере обработки снижается до уровня ниже атмосферного давления. Тем самым в любое время, когда входное и выходное отверстия открываются для возможности передвижения печатных плат в камеру или из камеры, атмосферный поток поступает в камеру, а не из камеры из-за перепада давления. Это предотвращает утечку пара и/или аэрозоля. В любые остальные периоды времени камера герметично закрыта. Атмосфера в камере по крайней мере частично рециркулирует, чтобы управлять в ней давлением и количеством обрабатывающего пара в камере.
Устройство конструируется с раздельными входной и выходной камерами, смежными с камерой обработки. Входная и выходная камеры действуют как воздушные замки в отношении камеры обработки, и каждая снабжена закрытыми впускным и выпускным отверстиями для возможности сообщения с атмосферой и камерой обработки. Давление в каждой из входной и выходной камер также управляется, чтобы иметь величину меньше атмосферного давления и больше, чем давление в камере обработки. Таким образом, атмосферный поток всегда направлен в камеру обработки, а не из нее. Атмосфера в обеих входной и выходной камерах также по крайней мере частично рециркулирует для управления их давлением и удалением пара, который может войти в эти камеры.
При давлении в выходной камере, сниженном по сравнению с атмосферным давлением, вынос жидкости на обрабаты- ваемых деталях и транспортирующем средстве снижается. Обрабатываемая деталь, которая поступает в выходную камеру, нормально все еще находится при повышенной температуре, такой как температура плавления/отверждения припоя, и несет часть конденсированного пара. Нагревание обрабатываемой детали для испарения переносимой жидкости при атмосферном давлении будет, например, задерживать отверждение припоя и приведет к дальнейшему росту межметаллического слоя. Однако в результате снижения давления в выходной камере температура кипения жидкости снижается и жидкость на обрабатываемой детали будет более легко испаряться теплом последней. Пар удаляется для восстановления жидкости во время рециркуляции атмосферы.
Пониженное давление, поддерживаемое в камере обработки, также ведет к понижению точки кипения жидкости. Так как жидкости, нормально используемые для образования пара, имеют атмосферную точку кипения, например, непосредственно выше температуры плавления припоя, любое понижение их точки кипения, связанное с пониженным давлением, может удлинить время спаивания, приводя тем самым к дальнейшему нежелательному межметаллическому росту (утолщению места спайки).
Эта проблема может быть преодолена в изобретении путем использования ненасыщенного пара, который может быть нагрет выше точки кипения своей жидкости, и путем использования нового нагревающего средства, обеспечивающего специальное управление температурой ненасыщенного пара.
Использование ненасыщенного пара обеспечивает его температуру в диапазоне от точки кипения своей жидкости при пониженном давлении в камере обработки до температуры, непосредственно примыкающей к температуре разложения пара. Также путем управления давлением в камере обработки точка кипения жидкости может точно управляться. Если давление в камере понижено, также понижается точка кипения жидкости и температура пара. В случае более низких температур пара, чем нормальная, могут безопасно использоваться, например, припои с более низкими температурами плавления, чем нормально используемый эвтектический припой олова/свинца.
Использование ненасыщенного пара дает возможность использовать более высокие температуры пара в операции обработки, тем самым сокращая время обработки и образуя, например, улучшенные паянные соединения. Преимущество сокращения времени обработки может перевешивать недостаток проведения работ в камере при атмосферном давлении и потери части пара в результате утечки из камеры.
При обработке может использоваться инертный газ для замедления скорости нагревания обрабатываемой детали. Инертный газ также снижает разложение пара, делая тем самым способ более безопасным.
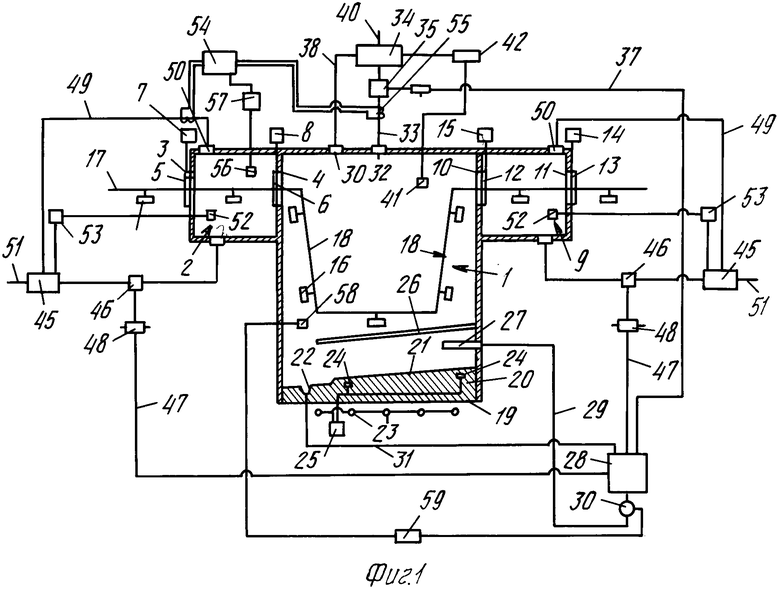
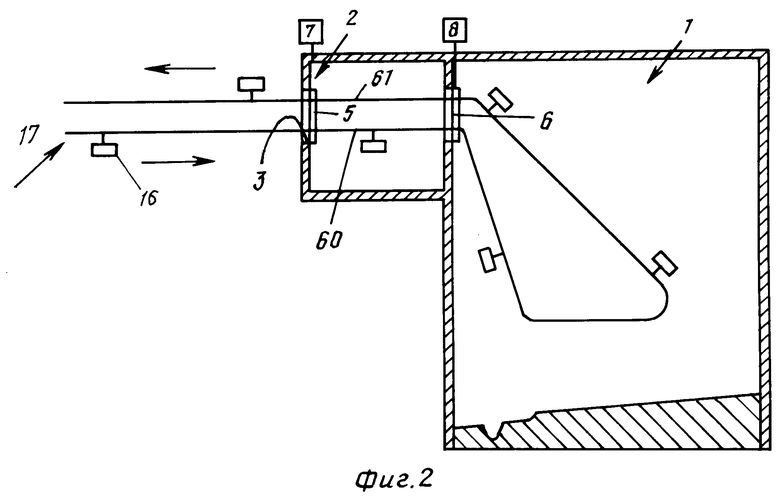
На фиг. 1 показана трехкамерная конструкция; на фиг. 2 - двухкамерная конструкция.
Устройство для припаивания в паровой фазе компонентов к печатной плате и более конкретно для расплавления слоя припоя, который предварительно нанесен на компоненты и/или печатную плату, содержит камеру 1 обработки, входную камеру 2, в которой выполнены окна 3 и 4 для доступа атмосферы в камеры. Окно 4 соединяет входную камеру 2 с камерой обработки, подвижные дверцы 5 и 6 для открытия или закрытия окон 3 и 4. Дверцы 5 и 6 являются воздухонепроницаемыми, перемещение их обеспечивается средствами 7 и 8.
Устройство содержит выходную камеру 9, окон 10 соединяет эту камеру с камерой обработки, окно 11 служит для выхода обработанного изделия. Указанные окна также открываются и закрываются с помощью дверц 12 и 13. С помощью средств 14 и 15 осуществляется перемещение дверц.
Перемещение обрабатываемого изделия 16 осуществляется транспортирующим средством 17, которое в камере обработки имеет вертикальные наклонные поверхности 18 для того, чтобы жидкость стекала с транспортера 17 и обрабатываемого изделия 16.
Средство для образования ненасыщенного пара в камере обработки содержит нагревающий элемент 19, расположенный на ее дне и выполненный в виде тяжелой толстой пластины или плиты 20. Верхняя поверхность 21 плиты 20 выполнена наклонной, в конце наклона имеется выемка 22 для сбора избыточной жидкости, подаваемой на поверхность 21. Под плитой смонтированы нагревательные элементы 23 с зазором относительно дна камеры обработки. Внутри плиты установлены датчики 24 температуры, управляющие нагревательными элементами 23 через контроллер 25, над плитой 20 - защитный экран 26 для защиты плиты от случайных капель или брызг флюса с обрабатываемого изделия, в частности печатной платы.
Парообразующие средства содержат инжектор 27 жидкости, расположенный в камере обработки над плитой 20 и ниже экрана 26. Инжектор 27 подает жидкость на горячую поверхность 21 плиты 20 для образования ненасыщенного пара.
Жидкость подается в инжектор 27 из питающего источника 28 по линии 29 под соответствующим давлением, которое создается насосом 30. Избыточная жидкость из выемки 22 возвращается в источник 28 по линии 31.
Для управления давлением атмосферы в камере обработки 1 в ней выполняется отверстие 32, ведущее через трубопровод 33 к вакуумному насосу 34. Для поддержания требуемого количества пара в атмосфере камеры обработки 1 в трубопроводе 33 установлен конденсатор 35. Восстановленная жидкость из конденсатора 35 фильтруется в фильтрующем средстве 36 и затем в источник жидкости 28 по линии 37. Часть остающейся атмосферы может быть возвращена в камеру обработки по линии 38 через отверстие 39. Остающаяся часть атмосферы, в основном воздух, выбрасывается в атмосферу по выпускной линии 40. Управляет работой вакуумного насоса 34 детектирующее средство 41 в камере обработки 1 через управляющее средство 42.
Предусмотрено управление атмосферой во входной и выходной камерах. Контроллер атмосферы для входной камеры 2 имеет выпускное отверстие 43, соединенное с трубопроводом 44 и с вакуумным насосом 45. Конденсатор 46 может быть установлен в трубопроводе 44 для конденсации обрабатывающего пара из атмосферы и сбора его и возврата через линию 47 и фильтрующее средство 48 в питающий источник 28.
Часть остающейся атмосферы возвращается из вакуумного насоса 45 в камеру 2 и через возвратный трубопровод 49 и отверстие 50. Остающаяся атмосфера, в основном воздух, выбрасывается в воздух через выпускную линию 51. Датчик 52 в камере 2 через контроллер 53 управляет работой вакуумного насоса 45.
Аналогичные средства для управления атмосферой предусмотрены в выходной камере.
Для нагревания атмосферы в трубопроводе 49 имеется нагреватель 54, содержащий змеевик 55, намотанный на трубопровод 33. Датчик 56 температуры во входной камере 2 управляет нагревателем 54 через контроллер 57.
Нагретая атмосфера используется для предварительного нагревания транспортера 17 и печатных плат 16 перед их входом в камеру обработки 1. Аналогичного нагревающего средства нормально не требуется для атмосферы в выходной камере 9, но при необходимости оно может быть легко установлено.
Устройство работает следующим образом.
Печатные платы 16 устанавливаются на ленточном транспортере 17 снаружи устройства. Транспортер 17 перемещает платы 16 во входную камеру 2 через отверстие 3, когда дверца 5 открыта, дверца 6 закрыта, закрывая отверстие 4 в камере обработки 1. При работе устройства пониженное давление меньше атмосферного, поддерживается во входной камере 2 вакуумным насосом 45. В результате, когда дверца 5 открыта, атмосферный поток направляется в камеру 2, а не из нее. После того, как по крайней мере, одна плата 16 была перемещена в камеру 2 транспортером 17, дверца 5 закрывается. При обеих теперь закрытых дверцах 5 и 6 возвращаемая атмосфера из трубопровода 49 может нагреваться при необходимости для предварительного нагревания транспортной секции и одной или больше печатных плат в камере 2.
После достаточного предварительного нагревания дверца 6 открывается, тогда как дверца 5 остается закрытой, и предварительно нагретые печатные платы 16 перемещаются в камеру обработки 1 через окно 4. Давление в камере 1 поддерживается вакуумным насосом 34 меньше, чем давление во входной камере 2. Тем самым атмосфера движется из входной камеры 2 в камеру обработки 1, когда дверца 6 открывается.
До перемещения предварительно нагретых печатных плат 16 в камеру обработки 1 в ней образуется ненасыщенный обрабатывающий пар. Пар образуется путем впрыскивания жидкости на базе фтора, как пример, в форме струи, из инжектора (форсунки) 27 на горячую поверхность 21 нагретой плиты 20. Жидкость испаряется мгновенно при контакте с поверхностью 21, образуя ненасыщенный пар.
Ненасыщенный пар, действующий как газ, может быть нагрет до температуры более высокой, чем точка кипения жидкости. Температура ненасыщенного пара может управляться с помощью температуры на поверхности плиты. При давлении в камере 1, пониженном для предотвращения утечки пара из камеры, температура кипения жидкости также понижается. Это будет отрицательно действовать на расплавление припоя на печатных платах. Однако, поскольку пар может быть нагрет до температуры более высокой, чем точка кипения жидкости, камера может использоваться при давлении ниже атмосферного, что обеспечивает незначительное количество пара или совсем ничего не будет улетучиваться из камеры обработки 1.
Ненасыщенный пар конденсируется на печатных платах, поступающих в камеру, отдавая скрытое тепло конденсации, которое (тепло) используется для расплава или "растекания" слоя припоя, припаивая тем самым компоненты к печатной плате. Для ускорения стадии припаивания печатные платы могут предварительно нагреваться во входной камере 2. Конденсированная жидкость, капающая с печатных плат и транспортера, особенно когда печатные платы оказываются на почти вертикально наклонной секции транспортера, может собираться на экране 26, который защищает поверхность 21 плиты. Экран 26 направляет жидкость в выемку 22, а затем - в питающий источник 28 по линии 31. На поверхность 21 инжектируется столько жидкости, сколько ее требуется для образования необходимого количества ненасыщенного пара, чтобы расплавить припой. По крайней мере, один датчик пара 58 может быть установлен в камере 1 для детектирования в ней количества пара. Контроллер 59, приводимый в действие датчиком 58, управляет работой насоса 30.
После того, как операция по расплавлению припоя завершилась, печатные платы перемещаются из камеры обработки 1 в выходную камеру 9 через отверстие 10. Когда дверца 12 открывается, атмосферный поток потечет из выходной камеры 9 в камеру обработки 1, по причине перепада давления между камерами. Это также снижает потери пара. После того, как печатная плата или печатные платы оказались в выходной камере 9, дверца 12 закрывается. При необходимости давление в камере 9 может быть понижено путем увеличения выхода вакуумного насоса 45, связанного с этой камерой через контроллер 53. Пониженное давление в камере 9 помогает выкипанию остаточной жидкости на еще горячих печатных платах и транспортере без ущерба для спаянных соединений. Пар, образованный в камере 9, может собираться конденсатором 46 и возвращаться в питающий источник 28. При определенных условиях атмосфера в камере 9 может даже нагреваться при пониженном давлении, чтобы содействовать восстановлению пара без ущерба для паяных соединений.
После того как остаточная жидкость восстановлена, давление в камере 9 может быть повышено до уровня, выше уровня в камере 1 и ниже атмосферного давления, и дверца 13 открывается, в то время как дверца 12 остается закрытой. Спаянные печатные платы тогда извлекаются из камеры 9 через отверстие 11 транспортером 17. По причине перепада давления атмосферный поток будет идти в камеру 9, а не из нее.
Когда необходимо остановить работу устройства, весь пар в трех атмосферах трех камер может быть конденсирован с помощью средств конденсации 35, 46 и/или путем общего охлаждения нагревающих средств, и возвращен в источник питания 28 для хранения. Когда устройство должно быть пущено в работу, начальное количество жидкости инжектируется на плиту из инжектора 27 для образования пара в требуемом количестве.
При необходимости такой инертный газ, как азот или углекислый газ, может использоваться в камере обработки для образования вместе с ненасыщенным паром атмосферы в камере. Инертный газ может использоваться для управления концентрацией пара в камере, что, в свою очередь, может управлять скоростью, с какой будут нагреваться печатные платы. Хотя нормально предпочитается нагревать печатные платы до температуры расплавления припоя как можно быстрее, имеют место ситуации, при которых необходимо более медленное нагревание. Например, быстрое нагревание ведет к более высокому проценту дефектов пайки, типа сосулек. Быстрое нагревание может также содействовать "тепловому удару", который может повредить чувствительные компоненты.
Таким образом, более медленное нагревание печатных плат может снизить эффект "образования надгробия" и тепловой удар. Использование инертного газа также делает процесс более безопасным, так как происходит меньшее разложение пара в присутствии инертного газа, чем в присутствии воздуха.
В устройстве могут использоваться двойные дверцы, работающие независимо. Далее, хотя предпочитаемое устройство описано со входной и выходной камерами, совершенно очевидно, что устройство может быть сконструировано и работать без входной и выходной камер и также обеспечивать повышенные эксплуатационные характеристики по сравнению с известными устройствами припаивания в паровой фазе.
В другом варианте реализации изобретения устройство может быть образовано с камерой обработки и одной проходной камерой, которая служит одновременно в качестве входной и выходной камеры (см. фиг. 2).
При работе устройства печатные платы 16 отстоят друг от друга на транспортере 17 с таким расчетом, чтобы иметь только одну печатную плату 16 в камере 2 каждый раз. Печатная плата в камере 2 чередуется между одной от входной секции 60 транспортера 17 и одной от выходной секции 61 транспортера 17. Таким образом камера 2 может использоваться для предварительного нагревания печатных плат на входной секции 60 и для более тщательного удаления конденсированного пара с печатных плат на выходной секции 61. Камера 2 нагревается или подвергается пониженному давлению. Средства управления давлением и нагреванием в отношении камеры 2 аналогичны средствам, используемым в отношении входной и выходной камер в устройстве, показанном на фиг. 1.
Хотя устройство имеет входную и выходную транспортерные секции 60,61, используя одни и те же дверцы 5 и 6, могут быть предусмотрены отдельные дверцы для каждой секции.
В обоих вариантах реализации устройства используются ленточные транспортеры, проходящие через устройство. Однако совершенно очевидно, что внутренний ленточный транспортер может использоваться в устройстве с передающим средством, взаимодействующим с входной и выходной камерами 2,9.
Устройство, используемое в другом варианте реализации, может использовать камеру обработки, которая функционирует при атмосферном давлении. В этом варианте реализации предполагается, что часть пара улетучивается из камеры обработки во время ее функционирования, в частности когда печатные платы перемещаются в или из камеры. Однако преимущества использования ненасыщенного пара и тем самым возможность нагревать печатные платы более быстро, благодаря более высоким температурам, до которых может нагреваться ненасыщенный пар, перевешивают недостатки потери части пара.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения гидрофобного нефтесорбента и устройство для его осуществления | 2019 |
|
RU2708362C1 |
| Способ получения гидрофобного нефтесорбента и устройство для его осуществления | 2019 |
|
RU2708309C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ ДИЭФИРОВ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ С ОБОГАЩЕНИЕМ ВОЗВРАТНЫМ СПИРТОМ | 2015 |
|
RU2665579C1 |
| СИСТЕМА ПАЙКИ ОПЛАВЛЕНИЕМ ПРИПОЯ ДЛЯ КОМБИНИРОВАННОЙ КОНВЕКЦИОННОЙ ПАЙКИ И КОНДЕНСАЦИОННОЙ ПАЙКИ | 2020 |
|
RU2751016C1 |
| МАШИНА ДЛЯ КОНДЕНСАЦИОННОЙ ПАЙКИ ОПЛАВЛЕНИЕМ ПРИПОЯ | 2020 |
|
RU2752335C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ЖИДКОСТЬЮ | 1992 |
|
RU2108172C1 |
| ПАЯЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ АДГЕЗИВА ДЛЯ ВРЕМЕННОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2018 |
|
RU2743182C1 |
| ДВУХФЛЮИДНЫЙ РЕАКТОР | 2012 |
|
RU2608082C2 |
| СПОСОБ ОЧИСТКИ ДЕТАЛЕЙ (ВАРИАНТЫ) | 1991 |
|
RU2095162C1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ ПЕНОПОЛИУРЕТАНА | 1991 |
|
RU2106253C1 |
Использование: обработка деталей в паровой фазе: сушка толстослойных материалов, эпоксидных смол, пайка печатных плат. Сущность изобретения: детали обрабатываются в атмосфере ненасыщенного пара при давлении ниже атмосферного. В ненасыщенный пар может добавиться инертный газ. В процессе обработки осуществляют предварительный нагрев детали. Устройство для обработки содержит герметичную камеру обработки, механизм для транспортировки обрабатываемых изделий через камеру и средство для образования ненасыщенного пара. Нагреватель выполняют в виде плиты из теплопроводного материала и располагают наклонно относительно дна камеры с выемкой в конце наклона. Устройство может быть выполнено двух-или трехкамерным. При трехкамерном выполнении оно содержит входную и выходную камеры для предварительного нагрева и охлаждения. Устройство содержит также конденсатор обрабатывающего пара, установленный над камерой обработки. 2 с. и 9 з.п.ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
