Изобретение относится к области строительства и может быть использовано при возведении монолитных купольных сводов, а также может быть использовано в различных областях техники при изготовлении осесимметричных полых тел вращения, сфер, цилиндров, конусов и т.д.
Известна "Криволинейная опалубка Кваша, устройство, способ", заявка на изобретение №99127109, кл. Е04G 11/04, 2001 г., где используется опалубка, которой придают проектную в трех взаимно перпендикулярных плоскостях кривизну с открытыми сверху и с боку участками, при этом палубочные листы соединены ребрами жесткости в поперечном и продольном направлении. Однако данная опалубка является трудоемкой в изготовлении и сборке, является материалоемкой и не удобной в эксплуатации. Известно техническое решение по патенту РФ №214 9963, кл. Е04G 11/04, 2000 г. "Устройство для изготовления оболочек отрицательной кривизны и способ изготовления оболочек отрицательной кривизны" и заявка на изобретение №97115806, кл. Е04G 11/02, 1999 г., "Опалубка с вутовым опалубочным элементом", в которых используются криволинейные опалубочные щиты. Наиболее близким техническим решением к заявленной опалубке является "Опалубка для имеющего округлую стенку полого тела" по заявке на изобретение №2004125641, кл. В28В 21/18, 2004 г. (приоритет DE 10339546.6 26.08.2003 г.), где наружная опалубка образована из двух получаш, а образующие внутреннюю опалубку сегменты имеют оболочку, выполненную предпочтительно из изогнутой жести, соединены деталями, кронштейнами, подкосами в рабочем положении. Однако данное техническое решение сложно по своему конструктивному выполнению, не удобно в эксплуатации, т.к. требует дополнительных перестановочных операций при ее использовании.
Технической задачей в части создания опалубки является создание такой опалубки, которая была простой по конструктивному выполнению, не требовала больших затрат для изготовления, была бы удобна в эксплуатации и обеспечивала получение криволинейных поверхностей различной конфигурации и различных типов.
Известно техническое решение по патенту РФ на изобретение №2160345, кл. Е04G 11/04, Е04В 1/12, 2000 г., "Способ изготовления напряженно-армированного купольного перекрытия", где используется пневматическая опалубка, образованная двумя оболочками из эластично-упругого материала, при этом при заливке используют арматуру, установленную выпуклостью вниз, а во внутрь купола по мере его образования заливают воду, обеспечивающую целенаправленное деформирование рабочей арматуры, а во внутреннее пространство между слоями арматуры размещают герметичные мешки из эластично упругого материала, в которые подают сжатый воздух для создания предварительного напряжения арматуры. Однако данное техническое решение является очень материалоемким, сложным в изготовлении и требует дополнительного оборудования и средств в процессе производства. Известны технические решения по патенту РФ №2213835, кл. Е04G 11/04, 2003 г. "Способ возведения купольных железобетонных сводов", и заявки на изобретение №96104315, кл. Е04G 11/04, "Способ возведения железобетонного свода с использованием пневмовкладыша", в которых используется пневматическая опалубка, посредством которой удерживают элементы каркаса, армирующую сетку, нанесенный бетон, выдержку купольного свода до набора прочности бетона, после чего производят демонтаж опалубки. Наиболее близким техническим решением в части способа является способ формирования литых элементов, описанный в заявке на изобретение №99127109, кл. Е 04 G 11/04, 2001 г. "Криволинейная опалубка Кваша, устройство, способ". Способ включает сборку и подготовку опалубки, установку закладных деталей и пустотообразователей, армирование опалубки, подачу формовочной смеси со стороны открытых сверху участков опалубки, наращивание опалубки ограждающими щитами в процессе литья, твердение литого элемента, распалубку его, перестановку части опалубки в новое положение, закрепление ее на изготовленном элементе. Далее происходят повторение циклов заливки, при этом опалубка и ограждающие щиты выполнены криволинейными в трех взаимно перпендикулярных плоскостях. Однако данный способ является трудоемким, так как в процессе литья необходимо производить наращивание опалубки до образования отдельного элемента сферического тела, а, кроме того, после изготовления одного элемента необходима полная разборка опалубки для перестановки ее на новое место формирования с закреплением ее к уже изготовленному элементу.
Технической задачей настоящего изобретения является разработка такого способа, который способствовал снижению материалоемкости процесса изготовления осесимметричных полых тел вращения, обеспечивал снижение трудоемкости изготовления, повышение качества изготовления, а следовательно, снижению стоимости изготовления полых тел вращения.
Известна "Опалубка для возведения сферического купола" по патенту РФ №2052050, кл. Е04G 11/04, 1992 г., включающая внутреннюю металлическую облицовку и щиты наружной облицовки, выполненные в виде равнобедренного треугольника, в связи с чем возведенный сферический купол имеет многогранную поверхность. Однако данная опалубка имеет очень сложную материалоемкую конструкцию, трудоемкую в изготовлении и сборке для окончательного ее использования.
Известно "Устройство сооружения полусферических оболочек" по заявке на изобретение №93008137, кл. Е04G 11/04, 1995 г., состоящее из вращающейся центральной опоры, на которой консольно шарнирно закреплены штанги, меняющие свое положение в вертикальной плоскости, а на конце штанг закреплены блоки, формирующие стенки сферы. При вращении опоры формируется обечайка сферы, по высоте равная высоте заливочного блока - формы, а при вертикальном подъеме штанги на уже сформированной обечайке наращивается куполообразность оболочки. Данное устройство обеспечивает получение только полусфер, является сложным агрегатом, трудоемким в изготовлении и эксплуатации. Наиболее близким техническим решением в части устройства является опалубка, описанная в заявке на изобретение №99127109, кл. Е04G 11/04, 2001 г., где опалубка выполнена из палубных листов, имеющих кривизну в трех взаимно перпендикулярных плоскостях, закрепленных на криволинейных поперечных и продольных ребрах жесткости. Однако данная опалубка является сложной по конструкции, неудобной в эксплуатации, так как требует постоянного ее наращивания по мере изготовления предыдущего элемента конструкции сферы и поэтапной разборки, сборки, для изготовления последующего элемента конструкции сферы.
Технической задачей настоящего изобретения, в части устройства, является разработка простого по конструкции технического решения, обеспечивающего снижение материалоемкости в изготовлении, снижения трудоемкости в эксплуатации, удешевление и обеспечение технологичности изготовления любых осесимметричных полых тел вращения.
Поставленная задача в части разработки такого технического решения, как опалубка, достигается тем, что опалубка для формирования тел выполнена в виде короба, боковые стороны которого выполнены в виде двуугольников. Выпуклость боковых сторон направлена либо в одну сторону, либо в разные, при этом полюсные вершины двуугольников соединены попарно, а нижний торец снабжен съемным днищем, а другой служит для заливки формовочной смеси. Внутренние углы в каждом двуугольнике равны между собой, внутренние углы в каждом двуугольнике могут быть выполнены разными. Вершины двуугольников соединены посредством перемычек, а стороны при этом установлены концентрично. Поставленная задача достигается тем, что, по крайней мере, одна из перемычек установлена в любом месте между боковыми сторонами. Перемычки установлены под разными углами к боковым сторонам и могут быть выполнены разной длины.
Поставленная задача в части способа достигается тем, что в предложенном способе формирования литых осесимметричных полых тел вращения используют объемную опалубку, боковые стороны которой выполняют из двуугольников, а вершины их соединяют попарно и устанавливают с возможностью вращения вокруг оси, соединяющей эти вершины, причем один двуугольник повторяет внутреннюю поверхность тела, а другой - его внешнюю и съемного дна, а открытый верх опалубки используют для заливки формовочной смеси, при этом изделие формируют поэтапно связывающимися элементами, первоначально заливают смесь в объемную опалубку до зоны открытого верха, с образованием поверхности в зоне открытого верха, выдерживают формовочную смесь до набора ею конструктивной прочности, снимают съемное дно, смещают либо сформированный элемент относительно опалубки, либо опалубку относительно сформированного элемента, при этом сохраняют их взаимодействие, после чего производят следующий залив последующего элемента тела формовочной смесью, причем в качестве дна используют ранее образованную в зоне открытого верха поверхность предыдущего элемента предыдущей заливки. Ось устанавливают либо горизонтально, либо вертикально. Поверхность элемента, образованную в зоне открытого верха опалубки, формируют либо плоской, либо с выступами и впадинами. Внутри опалубки устанавливают арматурные продольные и поперечные элементы, закладные детали, утеплитель, причем арматурные элементы могут выступают за открытый торец опалубки.
Поставленная задача в части устройства достигается тем, что устройство для формирования литых осесимметричных полых тел вращения включает рамную конструкцию с опорными элементами, в которых закреплена ось, на полюсах которой попарно установлены с возможностью поворота кронштейны, взаимодействующие с вершинами объемной опалубки, боковые стороны которой выполнены в виде двуугольников, причем один двуугольник повторяет внутреннюю поверхность тела, а другой - внешнюю, причем при установке оси горизонтально нижний обрез опалубки снабжен съемным дном, а при установке оси вертикально оба обреза опалубки снабжены днищами, а в верхней части внешнего двуугольника выполнено заливочное отверстие, при этом опалубка снабжена механизмом периодического поворота на оси и дополнительным механизмом поворота, взаимодействующим и выполненным с возможностью захвата элемента формируемого тела вращения и его периодического смещения относительно объемной опалубки, а внутри опалубки устанавливают съемную прокладку, выполненную из адгезивного материала и повторяющую конфигурацию боковых сторон опалубки и днища.
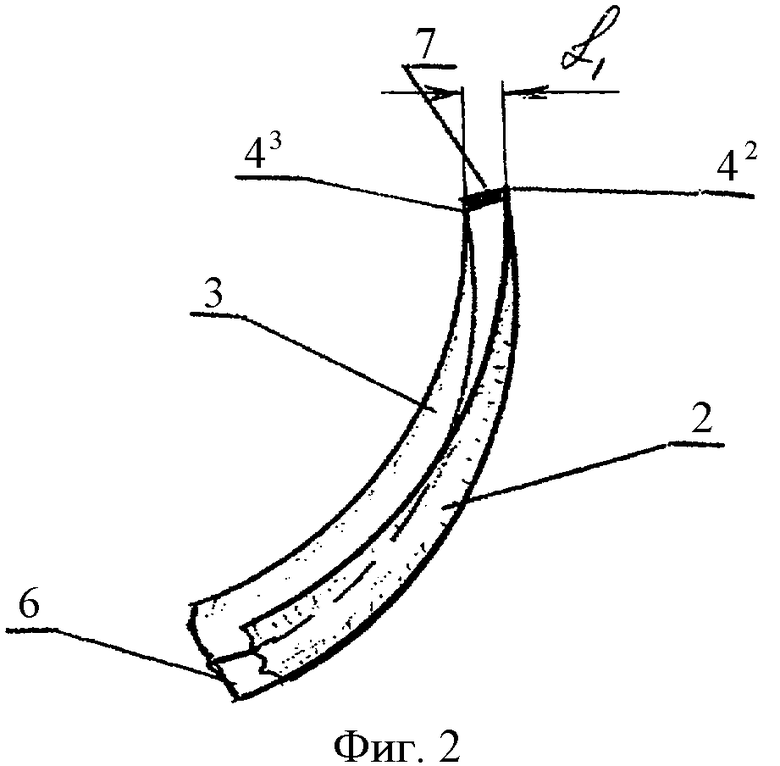
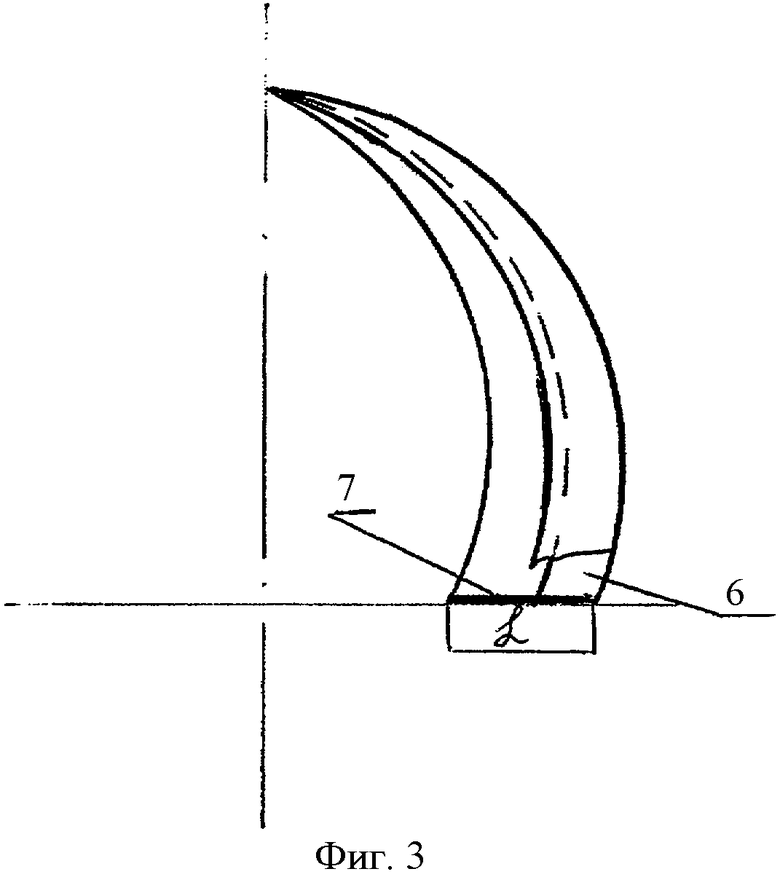
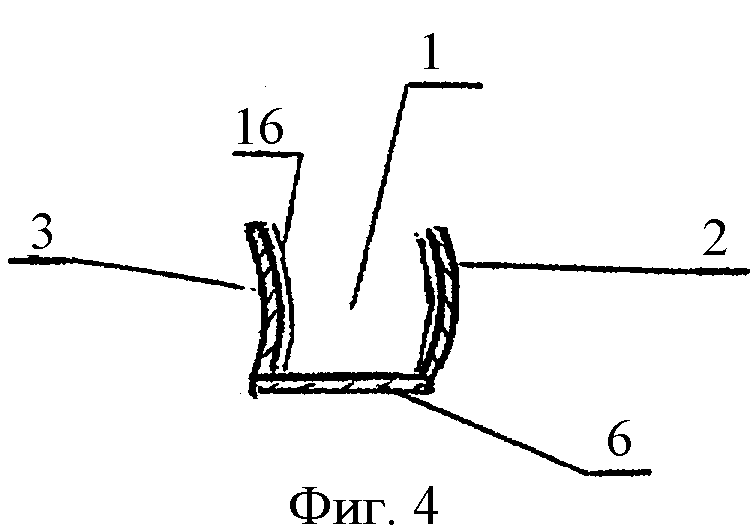
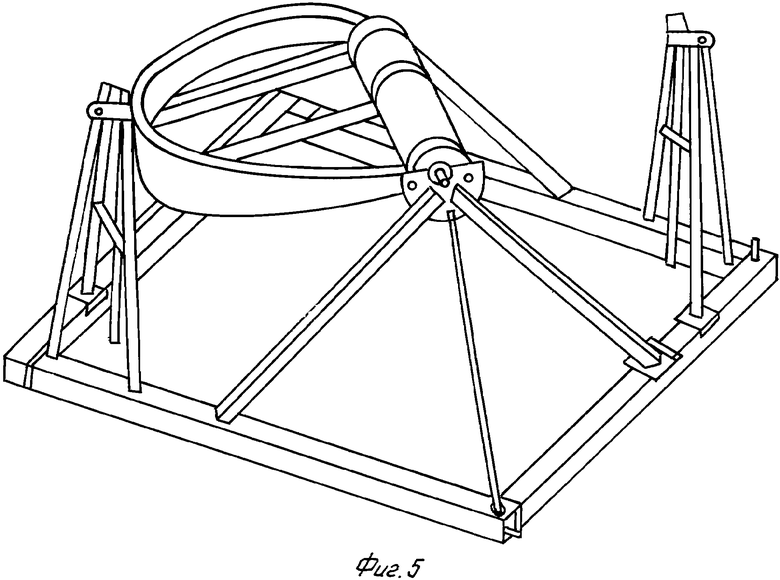
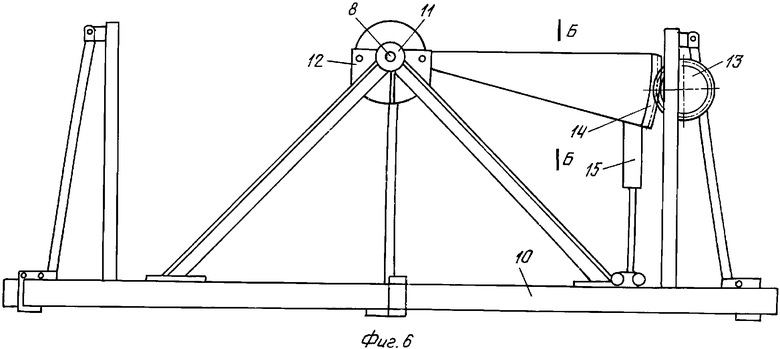
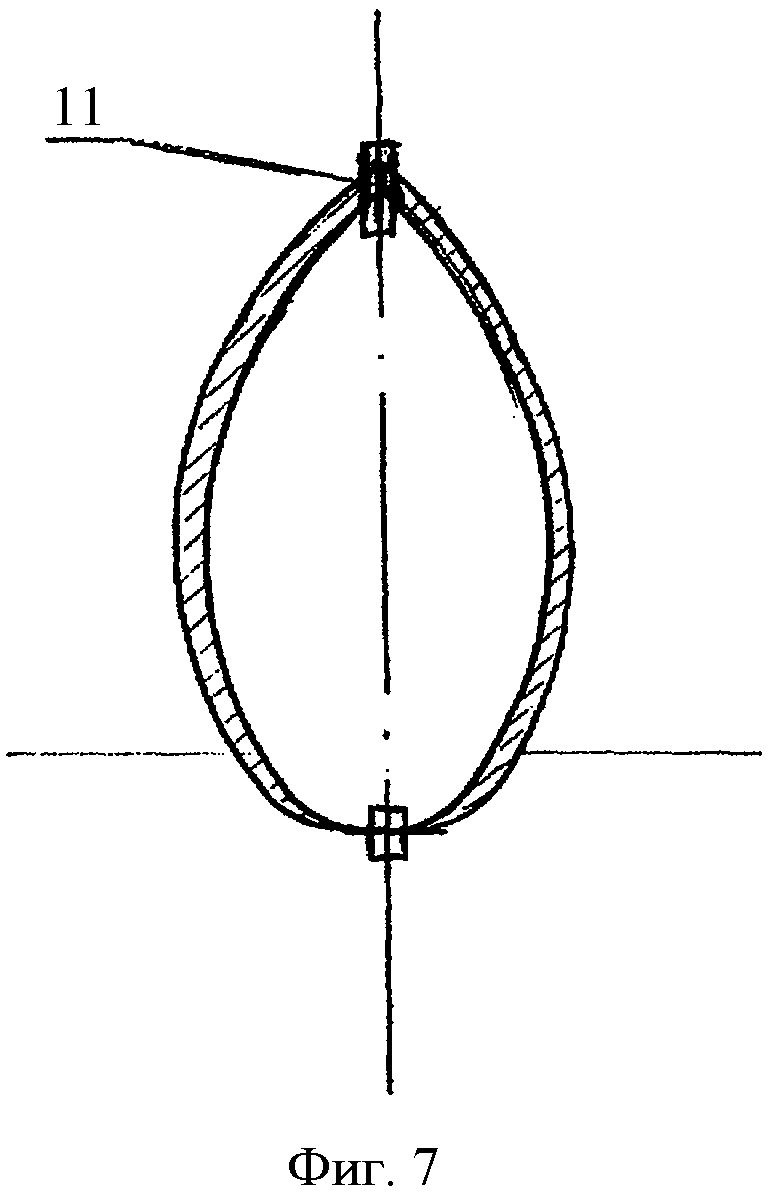
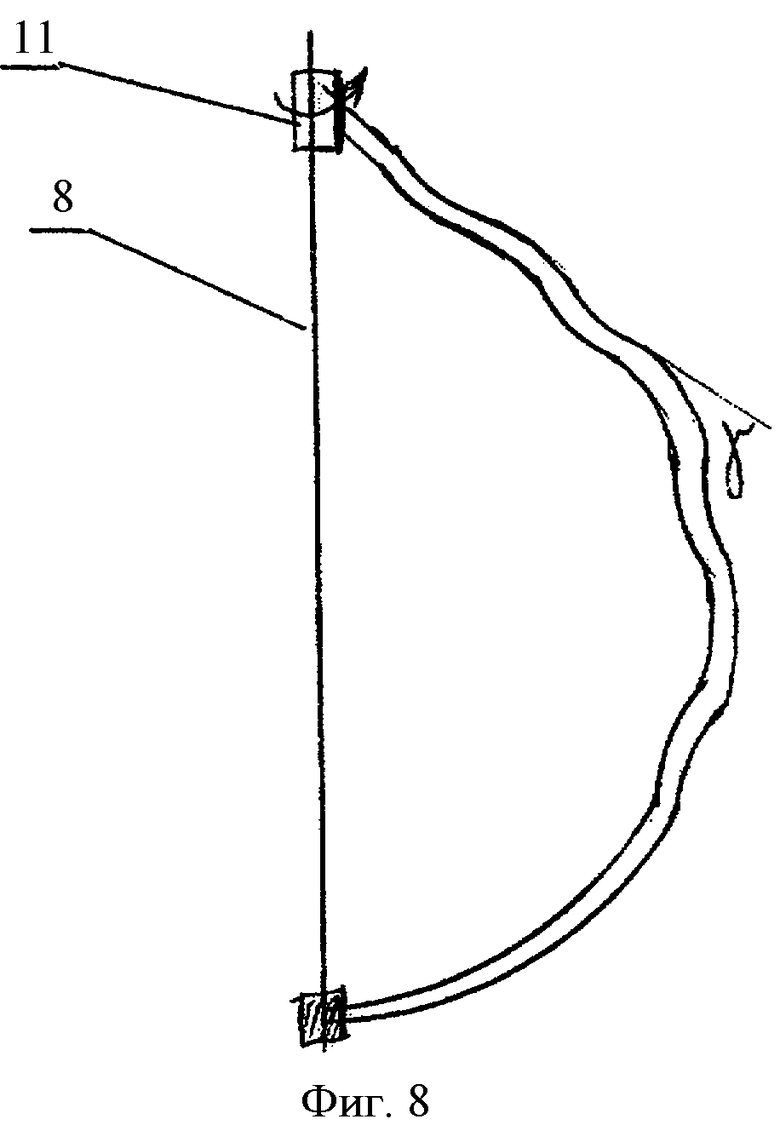
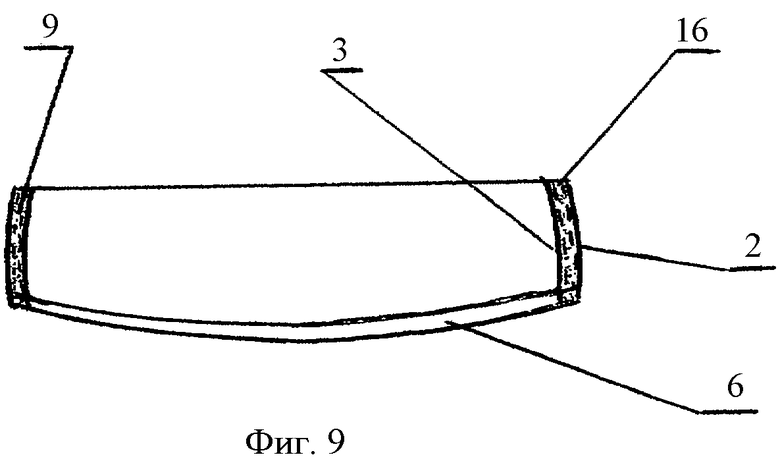
Предложенные опалубка, способ формирования литых осесимметричных полых тел вращения и устройство для его осуществления поясняются следующими чертежами. На фиг.1 представлен общий вид опалубки, в аксонометрии, на фиг.2, 3 - опалубка с перемычками, на фиг.4 представлено сечение А-А фиг.1, на фиг.5 представлено устройство по предложенному способу, в аксонометрии, на фиг.6 - устройство с горизонтальным расположением оси, на фиг.7, 8 - устройство с вертикальным расположением оси, на фиг.8 - выполнение двуугольника с волнистой поверхностью, на фиг.9 - разрез Б-Б фиг.6.
Предложенная опалубка для формирования изделий выполнена в виде короба 1, боковые стороны 2, 3 которого выполнены в виде двуугольников, при этом выпуклости направлены в одну сторону, при этом полюсные вершины 42, 43, 52, 53 двуугольников соединены попарно, см. фиг.1, а нижние торцы боковых сторон соединены днищем 6, а верхний другой торец служит для заливки формовочной смеси. Внешняя сторона 2 опалубки полностью повторяет и служит для формирования внешней стороны тела, а внутренняя сторона 3 опалубки служит для формирования внутренней стороны тела. Внутренние углы α, β двуугольников могут быть выполнены равными между собой, в этом случае при использовании такой опалубки сформированное тело принимает вид симметричной сферы, в частном случае шар. Внутренние углы двуугольников могут быть выполнены разными, в этом случае при использовании такой опалубки сформированное тело принимает вид ассиметричной неправильной сферы с вытянутой одной вершиной, например, одна вершина как у вытянутой дыни, см. фиг.7. Вершины 4, 5 двуугольников могут быть соединены как непосредственно друг с другом, так и посредством перемычек 7, при этом боковые стороны 2, 3 установливаются концентрично. Для получения усеченного тела, по крайней мере, одна из перемычек 7 может быть установлена в любом месте между боковыми сторонами 2, 3, см. фиг.3. Перемычки 7 могут быть установлены под разными углами к боковым сторонам в зависимости от необходимости получения опорной нижней торцевой поверхности сформированного осесимметричного тела вращения и верхней части этого тела, а так же их длина L, L1 может быть разной.
Для осуществления предложенного способа формирования литых осесимметричных полых тел сначала собирают опалубку. Для этого двуугольники 2, 3 своими вершинами 4, 5 попарно закрепляют с возможностью вращения на полюсах оси 8 симметрии, при этом двуугольник 2 повторяет внешнюю сторону тела вращения, а двуугольник 3 повторяет внутреннюю поверхность тела. Ось 8 может быть установлена как горизонтально, так и вертикально. При установке оси 8 горизонтально, см. фиг.3, в зоне парных вершин двуугольников устанавливают перемычки 7, на нижний обрез опалубки закрепляют съемное дно 6, а в открытый верх опалубки заливают формовочную смесь с образованием поверхности 9 заливаемого элемента тела. Поверхность 9 может быть выполнена либо плоской, либо с выступами и впадинами, кроме того, во внутрь опалубки может быть установлена арматура как в продольном, так и в поперечном направлении, причем поперечные элементы арматуры могут выступать за пределы верхнего обреза двуугольников и служить дополнительной связкой с последующим заливаемым элементом, выступы и впадины также служат для надежного соединения последовательно заливаемых элементов осесимметричного (сферического) тела вращения. Литые осесимметричные полые тела вращения формируют поэтапно. Сначала заливают первый элемент будущего тела. После заливки опалубки выдерживают формовочную смесь до набора ею конструктивной прочности, затем снимают съемное дно и производят смещение сформированного элемента относительно опалубки, либо путем поворота самой опалубки вокруг оси, либо смещением - выдвижением сформированного элемента относительно опалубки, а фактически тоже вращение сформированного элемента вокруг оси. С целью облегчения поворота опалубки и сформированного элемента полого тела относительно друг друга используют либо прокладочный элемент, либо смазывают внутренние стенки опалубки адгезивной смазкой. При смещении опалубки и сформированного элемента их взаимосвязь не нарушается, часть сформированного элемента продолжает находиться в опалубке, а верхняя поверхность 9 элемента является дном для последующей заливки смеси. Так, процесс продолжают до получения полого тела вращения заданной целостности. При изготовлении сферических полых тел вращения последний соединительный элемент заливают сквозь отверстие, выполненное в верхней части наружного двуугольника. Таким способом можно получать как замкнутые полые сферически выпуклые, так и вогнутые полые тела вращения, причем в этом случае используют отверстие для заливки, расположенное во внутреннем двуугольнике, так и полусферы, а при установке перемычек 7 на более близком расстоянии можно получить бочкообразные тела вращения. При установке оси 8 вертикально, см. фиг.7, в той же последовательности выполняют операции, можно получать полые тела вращения, при этом при формировании первого элемента съемные днища устанавливают на обоих торцах опалубки, а заливку осуществляют через отверстие, расположенное в верхней части внешнего двуугольника. После заливки первого элемента одно съемное дно убирают, а второе остается на весь период формирования тела вращения. Используя только часть двуугольника, как показано на фиг.3, при расположении одной из перемычек 7 в любом месте внутри опалубки можно получать любое тело вращения с одним открытым торцом. При использовании двуугольников с волнистой поверхностью, см. фиг.8, учитывают угол γ естественного откоса как формовочной смеси с целью исключения застойных мертвых зон, так и внешних осадков осаждаемых на купольной поверхности.
Предложенное устройство для формирования литых осесимметричных полых тел вращения включает рамную конструкцию 10 с опорными элементами 11, в которых закреплена ось 8. На противоположных полюсах оси закреплены кронштейны 12, взаимодействующие с вершинами объемной опалубки. Но вершины объемной опалубки могут быть закреплены не только на промежуточных кронштейнах, но и непосредственно на оси, такое конструктивное выполнение опалубки зависит от массы формируемого тела, при больших массах целесообразнее закрепление объемной опалубки на оси посредством кронштейнов. Боковые стороны объемной опалубки выполнены в виде двуугольников 2, 3, вершины которых закреплены на кронштейнах 12, а между вершинами могут быть закреплены перемычки 7. Нижний обрез опалубки снабжен съемным дном 6. Устройство снабжено механизмом привода 13 периодического включения для осуществления поворота опалубки на оси 8 относительно сформированного элемента полого тела. Кроме того, устройство снабжено ложементом 14, на который опирается и закрепляется первоначально сформированный элемент тела, при этом ложемент 14 может быть снабжен также дополнительным приводом 15, например гидроцилиндром для периодического перемещения элемента тела относительно объемной опалубки. Устройство снабжено съемной прокладкой 16, устанавливаемой внутри опалубки к боковым ее сторонам с целью облегчения смещения сформированного элемента и опалубки относительно друг друга.
Предложенные опалубка, способ и устройство формирования литых осесимметричных полых тел вращения позволяет получать тела вращения различной конфигурации и структур. Способ является простым, надежным, обеспечивающим качественное изготовление тел вращения. Устройство простое в изготовлении, удобное в эксплуатации, не требует больших материалозатрат и трудозатрат для его изготовления и обеспечивает получение осесимметричных полых тел вращения в любых условиях, на любых строительных площадках и любых формообразующих материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБЪЕМНОГО ТЕЛА | 1990 |
|
RU2018350C1 |
| Несъемная опалубка | 2023 |
|
RU2813287C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБЪЕМНОГО ТЕЛА | 1990 |
|
RU2018349C1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| Способ изготовления объемного модуля корпуса для трансформаторных распределительных подстанций | 2019 |
|
RU2691232C1 |
| Способ формирования узла для крепления кронштейна контактного рельса к бетонному основанию пути метрополитена | 2022 |
|
RU2791003C1 |
| Способ изготовления железобетонных корпусов для подстанций | 2021 |
|
RU2773897C1 |
| Способ строительства фундамента и его устройство | 2015 |
|
RU2645686C2 |
| Способ производства сборных бетонных изделий | 2020 |
|
RU2747282C1 |
Предложены опалубка, способ формирования литых осесимметричных полых тел вращения и устройство для его осуществления, характеризующиеся тем, что используется объемная опалубка, боковые стороны которой выполнены из двуугольников, а вершины их устанавливают с возможностью вращения, причем один двуугольник повторяет внутреннюю поверхность тела, а другой - его внешнюю и съемного дна, а открытый верх опалубки используют для заливки формовочной смеси. Изделие формируют поэтапно связывающимися элементами, первоначально заливают смесь в объемную опалубку до зоны открытого верха, с образованием поверхности в зоне открытого верха, выдерживают формовочную смесь до набора ею конструктивной прочности, снимают съемное дно, смещают либо сформированный элемент относительно опалубки, либо опалубку относительно сформированного элемента, при этом сохраняя их взаимодействие, после чего производят следующий залив последующего элемента тела формовочной смесью, причем в качестве дна используют ранее образованную в зоне открытого верха поверхность предыдущего элемента предыдущей заливки. Вершины двуугольников закрепляют посредством кронштейнов на полюсах либо горизонтальной, либо вертикальной оси симметрии полого тела вращения. Поверхность элемента, образованную в зоне открытого верха опалубки, формируют либо плоской, либо с выступами и впадинами. Устройство снабжено механизмами поворота опалубки и сформированного элемента осесимметричного полого тела вращения. 3 н. и 8 з.п. ф-лы, 9 ил.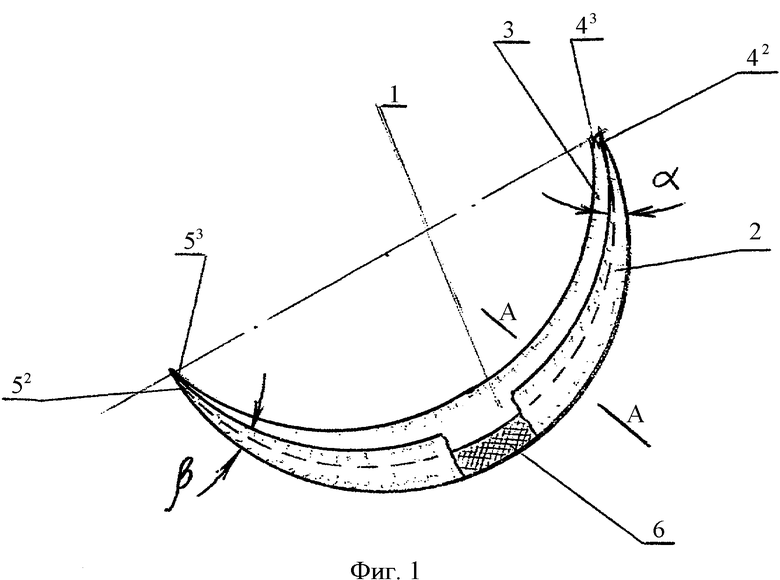
| ЕВДОКИМОВ Н.И | |||
| и др | |||
| Технология монолитного бетона и железобетона | |||
| - М.: Высшая школа, 1980, с.7, 30-31 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ФАСАДНЫХ ИЗДЕЛИЙ ИЗ АРХИТЕКТУРНОГО БЕТОНА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245784C2 |
| СПОСОБ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ СООРУЖЕНИЙ СФЕРИЧЕСКОЙ ФОРМЫ | 1992 |
|
RU2038452C1 |

