Настоящее изобретение относится к сфере производства бетонных изделий, содержащего этап изготовления бетонной плиты путем безопалубочного формования.
Сборные бетонные плиты, такие как многопустотные бетонные плиты и сплошные бетонные плиты, обычно изготавливаются путем безопалубочного формования на удлиненных формовочных стендах в процессе непрерывной укладки бетона. Длительность упомянутого процесса непрерывной укладки бетона определяется либо исходя из совокупной длины изготавливаемых элементов, либо исходя из максимальной длины формовочного стенда. Длина формовочных стендов, используемых при безопалубочном формовании, может достигать 150-200 м, в зависимости от размера предприятия по изготовлению бетонных изделий. После того, как при помощи оборудования для безопалубочного формования выполнена формовка непрерывной плиты на формовочном стенде, уложенную бетонную смесь оставляют на формовочном стенде для отверждения. Когда бетонная смесь затвердевает, однородную литую бетонную плиту распиливают на части заранее определенной длины в зависимости от целей использования конечных элементов, после чего распиленные бетонные элементы перемещают с формовочного стенда на участок для хранения, где они остаются до транспортировки в места их использования.
В устройствах для безопалубочного формования бетонная смесь подается в один или несколько этапов в формообразующий элемент, который перемещается вместе с устройством формования, причем упомянутая форма образована боковыми формообразующими стенками и вибробрусом, формирующим верхнюю поверхность изделия, наряду с формовочным стендом. Боковые стенки и вибробрус формообразующего элемента совершают вибрирующее и/или разглаживающее перемещение для уплотнения бетона в изделии. При формовании многопустотных плит устройство для безопалубочного формования оснащается элементами для формирования полостей. Как правило, для безопалубочного формования представляет собой формовочную машину, которая перемещается по неподвижному формовочному стенду, осуществляя процесс укладки бетона, но такое устройство для безопалубочного формования также может быть реализовано в виде стационарной станции укладки бетона, и в этом случае формовочный стенд перемещается относительно станции укладки бетона по мере процесса формования. Двумя наиболее распространенными способами безопалубочного формования являются использование экструдера и слипформера, при этом в экструдере бетонная смесь поступает в формообразующий элемент за одни этап подачи, а в слипформере бетонная смесь поступает в формообразующий элемент за два или более этапа подачи.
Обычно бетонные элементы, изготавливаемые способами безопалубочного формования, предварительно напряжены, то есть снабжены предварительно напряженными армирующими элементами. Кроме того, после безопалубочного формования литые бетонные элементы могут быть снабжены различными отверстиями или полостями, например, для вводов или установки других необходимых сборочных элементов после изготовления. Эти отверстия и/или полости обычно формируются путем удаления уложенной бетонной массы из свежего бетонного изделия, полученного способом безопалубочного формования, в предварительно определенных местах, и удаление бетонной массы обычно выполняется во время процесса безопалубочного формования в уже выполненном участке плиты.
Многопустотные или сплошные бетонные плиты, изготовленные способом безопалубочного формования, обычно используются в строительстве для обустройства межэтажных перекрытий. Однако, в настоящее время использование сборных литых бетонных плит, изготовленных способом безопалубочного формования, в строительстве зданий уменьшилось из-за большого количества рабочих операций, которые требуется выполнить после установки плит на строительном объекте.
Настоящее изобретение предусматривает дальнейшее развитие конструкции сборного железобетонного элемента, которая устраняет большинство дополнительных рабочих операций на строительной площадке по сравнению с обычными плитами, изготовленными способом безопалубочного формования.
По настоящему изобретению плита, изготовленная способом безопалубочного формования, представляет собой плиту, на верхней поверхности которой сформировано понижение или паз, и такое понижение или выемка в дальнейшем используются для установки требуемых каналов, трубопроводов и/или компонентов электрической проводки. После монтажа таких компонентов углубление в плите покрывается бетонной массой вместе с установленными компонентами. После отверждения части плиты, изготовленной способом безопалубочного формования, и уложенного позже бетона, плиту разрезают на части окончательных размеров, снимают с формовочного стенда и перемещают на строительную площадку или на участок для хранения, где они остаются до транспортировки на место строительства.
На строительной площадке сборные плиты устанавливают на свои места, выполняют присоединение каналов, трубопроводов и/или устройств электропроводки, уже установленных в сборной плите, после чего это сформированной перекрытие готово к выполнению отделочных операций.
По настоящему изобретению плите, изготовленной способом безопалубочного формования, для укладываемого бетона, который закрывает установленные каналы, трубопроводы и/или компоненты электрической проводки, не требуются какие-либо дополнительные формообразующие элементы, поскольку выступающие участки на краях плиты, изготовленной способом безопалубочного формования, являются боковыми стенками для углубления, и эти выступающие боковые участки определяют окончательную высоту готовой плиты.
В способе по данному изобретению для изготовления сборного бетонного изделия бетонную плиту перекрытия с углублением на ее верхней поверхности изготавливают способом безопалубочного формования на формовочном стенде, причем после изготовления плиты способом безопалубочного формования на верхней поверхности свежей плиты выполняется выемка, в которой устанавливаются каналы, трубопроводы и/или компоненты электропроводки, после чего такое углубление заполняется бетонной массой, а бетонное изделие оставляют для отверждения.
Применительно к настоящему изобретению выемка, формируемая на верхней поверхности плиты, изготовленной способом безопалубочного формования, продолжается вниз от верхней поверхности плиты по ее сечению, причем такая выемка ограничена ее нижней поверхностью и боковыми поверхностями. Боковые поверхности выемки сформированы выступающими участками вертикальных сторон сечения плиты, верхние поверхности выступающих участков ограничиваются на уровне верхней поверхности бетонной плиты, изготовленной способом безопалубочного формования, которая, предпочтительно, является также верхней поверхностью готового сборного изделия из бетона. А поскольку сечение бетонной плиты, изготовленной способом безопалубочного формования, ограничено формообразующим элементом, который используется при производстве, сформированная выемка единообразно продолжается по всей длине бетонной плиты, изготовленной способом безопалубочного формования.
Применительно к настоящему изобретению каналы, трубопроводы и/или компоненты электрической проводки означает воздуховоды системы кондиционирования, водопроводные трубы, канализационные трубы, трубы для обогрева пола, т.е. компоненты (отопление, водопроводно-канализационная сеть и кондиционирование воздуха) и/или, например, электрические кабели и кабели для передачи данных. Кроме того, к компонентам, установленным в такой выемке, могу быть добавлены датчики различных типов.
В способе по настоящему изобретению выемка занимает существенную часть верхней поверхности бетонной плиты, изготовленной способом безопалубочного формования. Соответственно, имеются только узкие участки верхней поверхности выступающих участков, ограничивающих боковые поверхности углубления в сечении бетонной плиты, изготовленной способом безопалубочного формования.
В варианте осуществления способа по настоящему изобретению неразрезанная плита, изготовленная способом безопалубочного формования, содержит множество длин бетонных изделий, а после отверждения плиты и заливки бетоном выемки в затвердевшей плите она разрезается на изделия окончательной длины, которые затем удаляются с формовочного стенда.
В варианте осуществления способа по настоящему изобретению бетонная плита, изготовленная способом безопалубочного формования, является сплошной плитой или многопустотной плитой. В варианте осуществления для многопустотной плиты, участок выемки формируется над полостями в сечении плиты, при этом выемка не распространяется на участок полостей.
В варианте осуществления способа по настоящему изобретению бетонная заливка, которая закрывает выемку в плите, изготовленной способом безопалубочного формования, выполняется из самоуплотняющейся бетонной смеси.
В варианте осуществления способа по настоящему изобретению в секции плиты, изготовленной способом безопалубочного формования, ограничивающие выемку боковые кромки удалены для формирования снижения профиля бетонного изделия.
Настоящее изобретение также предусматривает сборное бетонное изделие, при этом такое изделие содержит бетонную плиту, изготовленную способом безопалубочного формования, с выемкой на верхней поверхности плиты, при этом такая выемка непрерывно продолжается по всей длине плиты и занимает значительную часть верхней поверхности плиты, изготовленной способом безопалубочного формования, с узкими выступающими участками, ограничивающими боковые поверхности выемки, при этом такое изделие содержит каналы, трубопроводы и/или компоненты электрической проводки, установленные в выемке на месте изготовления плиты, а также слой бетонной заливки, заполняющей выемку и закрывающей упомянутые компоненты, установленные в ней.
В варианте осуществления сборного бетонного изделия, такое изделие содержит секцию с пониженной верхней поверхностью, при этом такая пониженная поверхность сформирована за счет удаления боковых кромок, ограничивающих выемку в верхней поверхности плиты.
В варианте осуществления сборного бетонного изделия, такое изделие является сплошной плитой или многопустотной плитой. В варианте осуществления для многопустотной плиты, участок выемки формируется над полостями в сечении плиты, при этом выемка не распространяется на участок полостей.
Более подробно признаки, определяющие способ согласно настоящему изобретению, представлены в пункте 1 формулы изобретения, а признаки, определяющие сборное бетонное изделие более подробно представлены в пункте 6 формулы изобретения. Зависимые пункты формулы изобретения представляют полезные признаки и варианты осуществления изобретения.
Примерные варианты осуществления данного изобретения и их преимущества более подробно поясняются ниже на примере и со ссылкой на прилагаемые чертежи, где
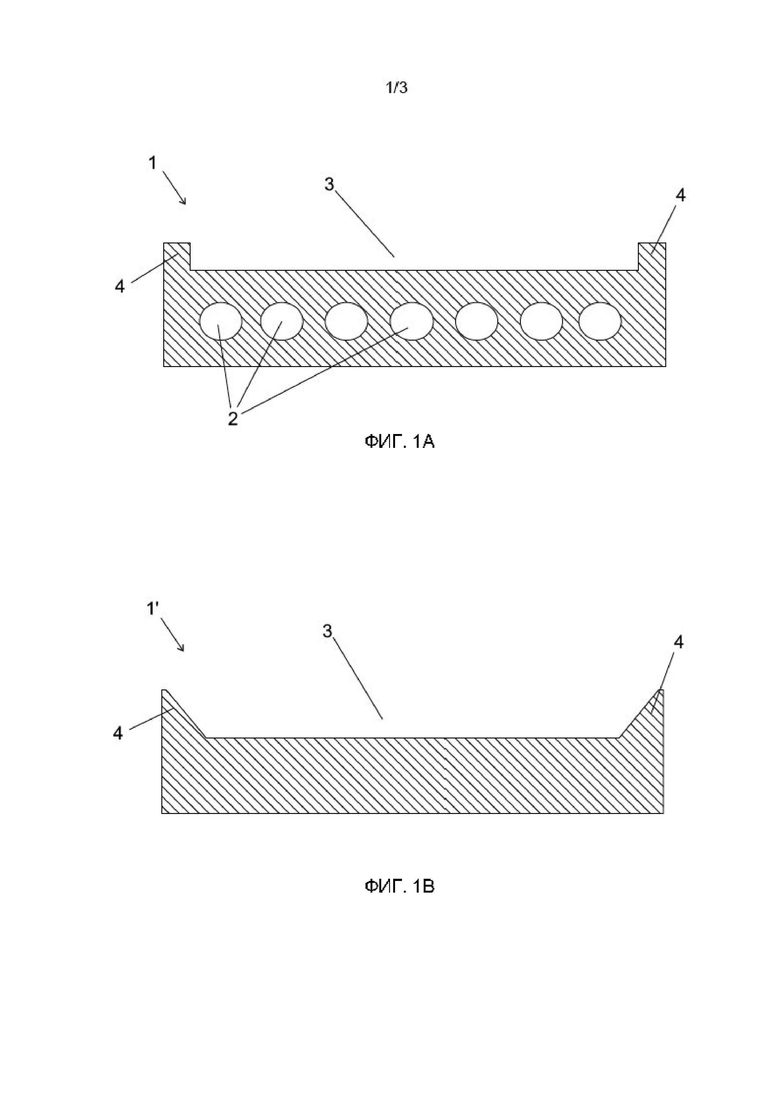
На Фиг. 1А и 1В схематически показаны варианты осуществления сечения плит, изготовленных способом безопалубочного формования, сборного бетонного изделия по настоящему изобретению,
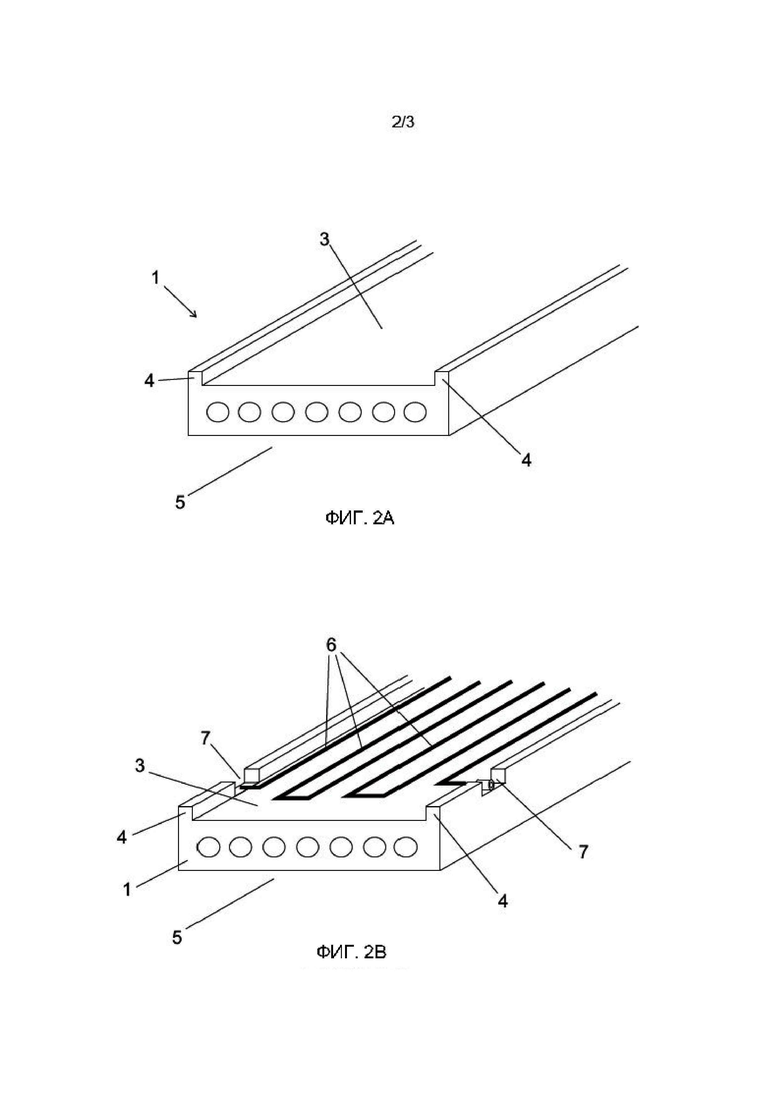
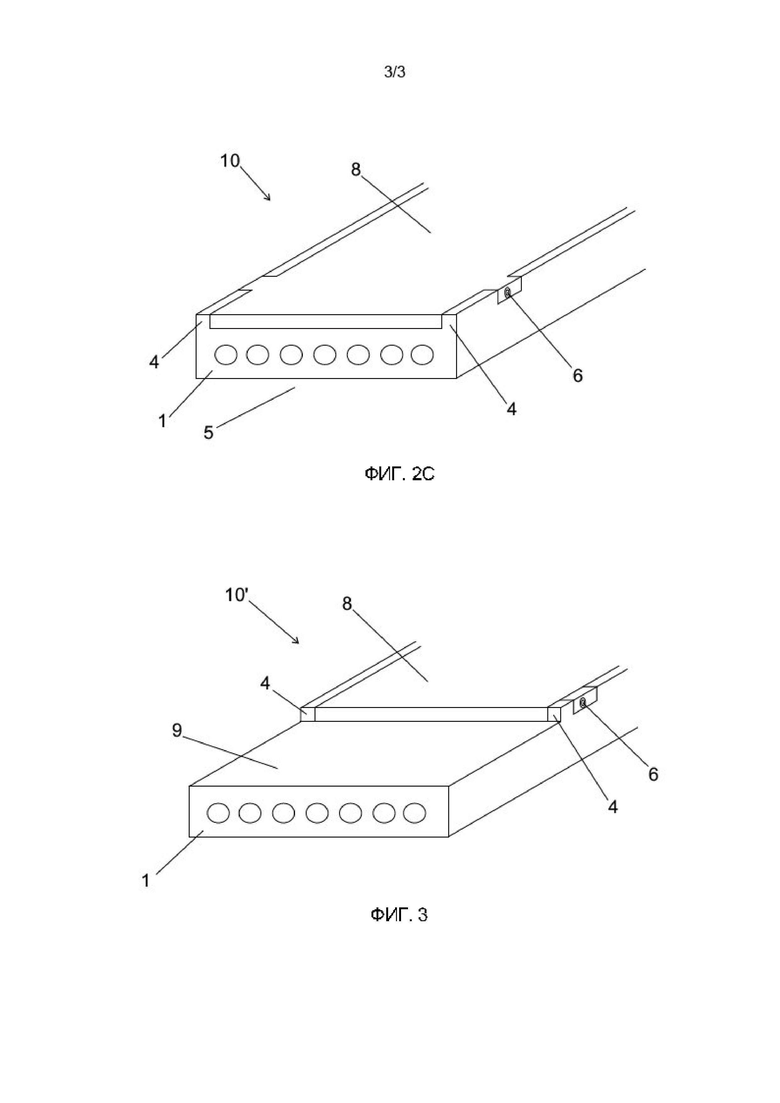
На Фиг. 2А-2С схематически показаны основные этапы изготовления сборного бетонного изделия по настоящему изобретению, и
На Фиг. 3 схематично показан альтернативный вариант осуществления сборного бетонного изделия по настоящему изобретению.
На Фиг. 1А и 1В схематически показаны сечения бетонных плит 1, изготовленных способом безопалубочного формования и используемых в сборном бетонном изделии по настоящему изобретению.
В варианте осуществления на Фиг. 1А бетонная плита 1 является многопустотной плитой, содержащей несколько полостей 2, которые продолжаются в продольном направлении внутри плиты. Бетонная плита 1 также является предварительно-напряженной, при этом такое предварительное напряжение обеспечивается при помощи арматурных проволок (не показана), которые продолжаются в продольном направлении внутри плиты.
На верхней поверхности бетонной плиты 1 добавлением выступающих крайних участков 4 сформирована выемка 3. В данном варианте осуществления полная высота плиты 1 составляет 270 мм, а глубина выемки 3 составляет 70 мм.
В варианте осуществления на Фиг. 1 В бетонная плита 1' является сплошной плитой, предпочтительно, также предварительно напряженной. В данном варианте осуществления выступающие крайние участки 4 ограничивают наклонные боковые поверхности выемки 3. Дополнительно, в данном варианте осуществления сформированная выемка 3 занимает значительную часть верхней поверхности плиты, изготовленной способом безопалубочного формования 1', поскольку в сечении остаются только очень малые части верхних поверхностей выступающих участков 4. Глубина выемки 3 в данном варианте осуществления больше, чем в варианте осуществления по Фиг. 1А, поскольку в этой плите отсутствуют полости, ограничивающие площадь выемки 3 в сечении.
Наружные поверхности бетонных плит 1, 1' в вариантах осуществления по Фиг. 1А и 1 В также ограничиваются сечениями формообразующих элементов, используемых при изготовлении плит способом безопалубочного формования. Например, в публикации ЕР 3056328 В1 описано одно техническое решение для верхней поверхности формообразующего элемента, который может быть использован для формирования выемки 3 на верхней поверхности плит 1,1', изготовленных способом безопалубочного формования.
На Фиг. 2А-2С схематично показан вариант осуществления основных этапов изготовления сборного бетонного изделия по настоящему изобретению.
На Фиг. 2А показана бетонная плита 1, имеющая в данном варианте осуществления сечение, показанное на Фиг. 1, и изготовленная способом безопалубочного формования на формовочном стенде 5. Бетонная плита 1 содержит выемку 3 на верхней поверхности, при этом такая выемка ограничена по бокам выступающими крайними участками 4.
Далее, как показано на Фиг. 2 В, пока плита 1 остается свежей и неотвержденной, в выемке 3 плиты 1 устанавливается трубопровод 6, который в данном варианте осуществления представляет собой водяную линию системы напольного панельного отопления. Для образования точек подключения трубопровода 6 удалены части 7 выступающих крайних участков 4 бетонной плиты 1. Через эти точки подключения на строительной площадке трубопровод 6 может быть соединен с трубопроводом смежного бетонного изделия и/или с остальной частью системы напольного панельного отопления.
После того, как трубопровод 6 был установлен в выемке 3, эта выемка закрывается путем заливки слоем бетона 8, как показано на Фиг. 2С и все бетонное изделие оставляют для отверждения. Заливка слоем бетона 8 предпочтительно заполняет выемку 3 до того же уровня, на котором расположены верхние поверхности выступающих крайних участков 4, то есть эти выступающие крайние участки 4 могут использоваться, как формообразующие элементы для слоя бетона 8. После отверждения укомплектованного сборного бетонного изделия 10 выполняется либо его порезка на части с окончательными длинами и удаление с формовочного стенда 5, либо, если изделие сформовано сразу с окончательной длиной, выполняется его удаление с формовочного стенда. Далее готовые сборные бетонные изделия 10 могут транспортироваться на строительную площадку для окончательного монтажа. Бетон, используемый для заливки слоя 8, предпочтительно должен представлять собой самоуплотняющуюся бетонную смесь.
На Фиг. 3 схематично показан альтернативный вариант осуществления сборного бетонного изделия 10' по настоящему изобретению. Данный вариант осуществления соответствует изделию, изготовленному согласно варианту осуществления по Фиг. 2А-2С, за исключением концевого участка бетонной плиты 1, сформированного секцией 9 с понижением уровня за счет удаления выступающих крайних участков 4 плиты 1. Такое удаление выступающих крайних участков 4 предпочтительно выполняется одновременно с обустройством других компонентов, таких как трубопровод на Фиг. 2В, устанавливаемый в оставшейся части выемки, пока отформованный бетон остается свежим.
Сформированная с понижением секция 9 сборного бетонного изделия 10' может использоваться на строительной площадке как монтажное пространство, например, для готового модуля ванной.
Конкретные примеры осуществления изобретения, показанные на рисунках и описанные выше, не следует рассматривать как ограничивающие. Специалист в данной области техники может дополнить и модифицировать описанные варианты осуществления многими очевидными способами в рамках объема прилагаемой формулы изобретения. Соответственно, изобретение не ограничивается только описанными выше вариантами осуществления.
Группа изобретений относится к сфере производства бетонных изделий, содержащего этап изготовления бетонной плиты путем безопалубочного формования. Способ заключается в изготовлении сборных бетонных изделий в виде бетонной плиты перекрытия с выемкой на верхней поверхности, изготовленной с помощью скользящей опалубки на формовочном стенде (5). При этом выемка ограничена формой скользящей опалубки и выполнена по всей длине формируемого изделия. Причем в бетонной плите с узкими выступающими участками (4) выемка выполнена по всей ширине верхней поверхности указанной плиты. Боковые поверхности выемки ограничены указанными участками (4). При этом после изготовления плиты в выемке свежесформованной плиты устанавливают каналы, трубопроводы и/или компоненты электрической проводки (6), после чего выемку заполняют бетонной массой (8) и готовое бетонное изделие оставляют для затвердевания. Техническим результатом является повышение эффективности изготовления сборных бетонных изделий в виде бетонной плиты перекрытия. 2 н. и 6 з.п. ф-лы, 6 ил.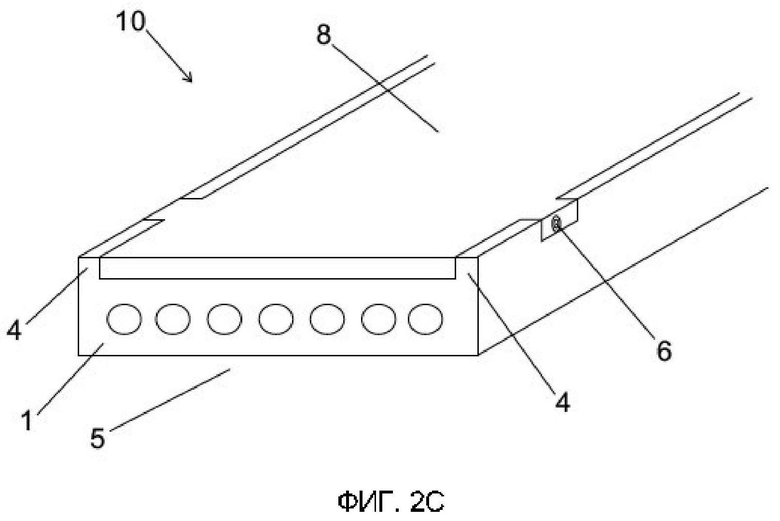
1. Способ изготовления сборных бетонных изделий в виде бетонной плиты перекрытия (1, 1', 10, 10') с выемкой (3) на верхней поверхности, изготовленной с помощью скользящей опалубки на формовочном стенде (5), при этом выемка (3) ограничена формой скользящей опалубки и выполнена по всей длине формируемого изделия, отличающийся тем, что в бетонной плите (1, 1', 10, 10') с узкими выступающими участками (4), изготовленной с помощью скользящей опалубки, выемка (3) выполнена по всей ширине верхней поверхности указанной плиты (1, 1', 10, 10'), причем боковые поверхности выемки (3) ограничены указанными участками (4), при этом после изготовления плиты (1, 1', 10, 10') с помощью скользящей опалубки в выемке (3) свежесформованной плиты устанавливают каналы, трубопроводы и/или компоненты электрической проводки (6), после чего выемку (3) заполняют бетонной массой (8) и готовое бетонное изделие оставляют для затвердевания.
2. Способ по п. 1, в котором неразрезанная плита (1, 1', 10, 10'), изготовленная с помощью скользящей опалубки, содержит множество бетонных изделий требуемой длины, а после затвердевания плиты и бетона (8), залитого в выемку (3), затвердевшая плита разрезается на изделия окончательной длины, которые затем удаляются с формовочного стенда (5).
3. Способ по п. 1 или 2, в котором бетонная плита (1, 1', 10, 10'), изготовленная с помощью скользящей опалубки, является сплошной плитой или многопустотной плитой.
4. Способ по п. 1, в котором бетон (8), заливаемый для заполнения выемки (3) в плите (1, 1', 10, 10'), изготовленной с помощью скользящей опалубки, представляет собой самоуплотняющуюся бетонную смесь.
5. Способ по п. 1, в котором секция (9) плиты (1, 1', 10, 10'), изготовленной с помощью скользящей опалубки, образована при удалении боковых кромок (4), ограничивающих выемку (3), с образованием ровной поверхности в бетонном изделии.
6. Сборное бетонное изделие в виде бетонной плиты перекрытия (1, 1', 10, 10'), изготовленной с помощью скользящей опалубки, с выемкой (3) на верхней поверхности плиты, выполненной по всей длине плиты, отличающееся тем, что в бетонной плите (1, 1', 10, 10') с узкими выступающими участками (4), изготовленной с помощью скользящей опалубки, выемка (3) выполнена по всей ширине верхней поверхности указанной плиты (1, 1', 10, 10'), причем боковые поверхности выемки (3) ограничены указанными участками (4), при этом в выемке (3) на месте изготовления плиты уложены каналы, трубопроводы и/или компоненты электрической проводки (6), а также в выемке (3) выполнен бетонной слой (8), отлитый для заполнения выемки (3) и покрытия упомянутых компонентов, установленных в ней.
7. Сборное бетонное изделие по п. 6, в котором изделие содержит секцию (9) с ровной верхней поверхностью, при этом указанная секция образована за счет удаления боковых кромок (4), ограничивающих выемку (3) в верхней поверхности плиты (1, 1', 10, 10').
8. Сборное бетонное изделие по п. 6 или 7, в котором такое изделие представляет собой сплошную плиту (1') или многопустотную плиту (1, 10, 10').
| Устройство для форсированного включения электромагнита | 1991 |
|
SU1835090A3 |
| МНОГОПУСТОТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА ПЕРЕКРЫТИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2024707C1 |
| Способ прицельной пункции сфеноидальной пазухи и приспособление для осуществления способа | 1958 |
|
SU121905A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КАНАЛАМИ ДЛЯ ЭЛЕКТРОПРОВОДКИ | 2001 |
|
RU2175287C1 |
| EP 1332851 А2, 06.08.2003. | |||

