Изобретение относится к заказной стельке, которая выполняется по индивидуальному заказу и которая состоит из синтетической ткани (верхнего слоя (20а)), пенообразующего слоя (среднего слоя (20b)) и слоя смешанной смолы (нижнего слоя (20с)). В данной заказной стельке к боковой чисти нижнего слоя (20с) стельки прикрепляется температурно-индуктивная пленка (30). Указанный нижний слой (20с), состоящий из термопластического слоя смешанной смолы, которая характеризуется отвердением трансформированной формы после охлаждения, изменяет свою форму под давлением при обеспечивающей трансформацию температуре. Благодаря прикреплению температурно-индуктивной пленки к боковой части нижнего слоя заказной стельки легко определять подходящую температуру трансформации стельки, поскольку индикаторный участок в температурно-индуктивной пленке при 71°С (подходящей температуре трансформации стельки) изменяет свой цвет с серебристого на черный.
Далее изобретение будет пояснено более подробно со ссылкой на прилагаемые чертежи, на которых
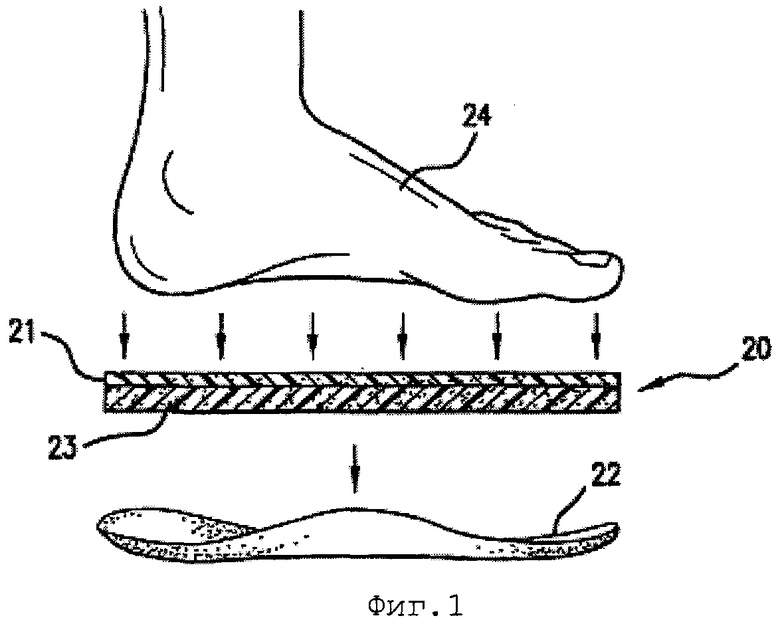
фиг.1 - схематичный вид заказной стельки известного типа;
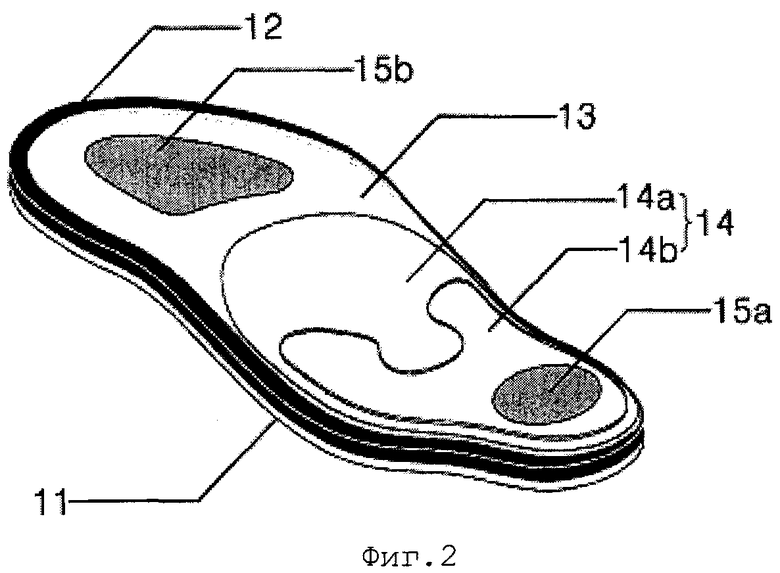
фиг.2 - схематичный вид другого варианта заказной стельки;
фиг.3 - схематичный вид заказной стельки согласно изобретению, в которой температурно-индуктивная пленка прикреплена к боковой части нижнего слоя стельки;
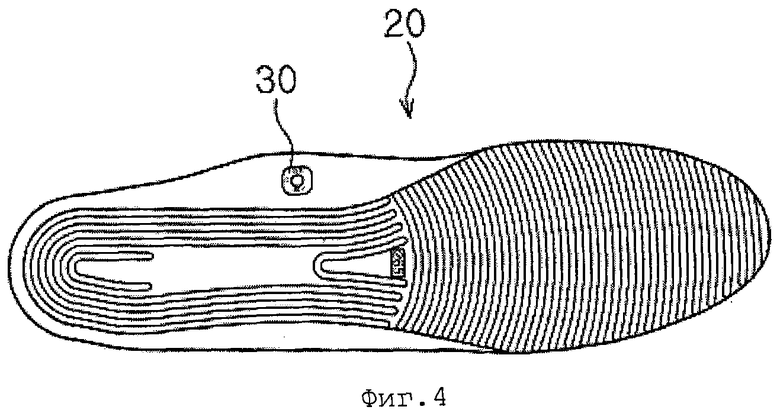
фиг.4 - схема нижней поверхности заказной стельки согласно изобретению, в которой температурно-индуктивная пленка прикреплена к боковой части нижнего слоя стельки;
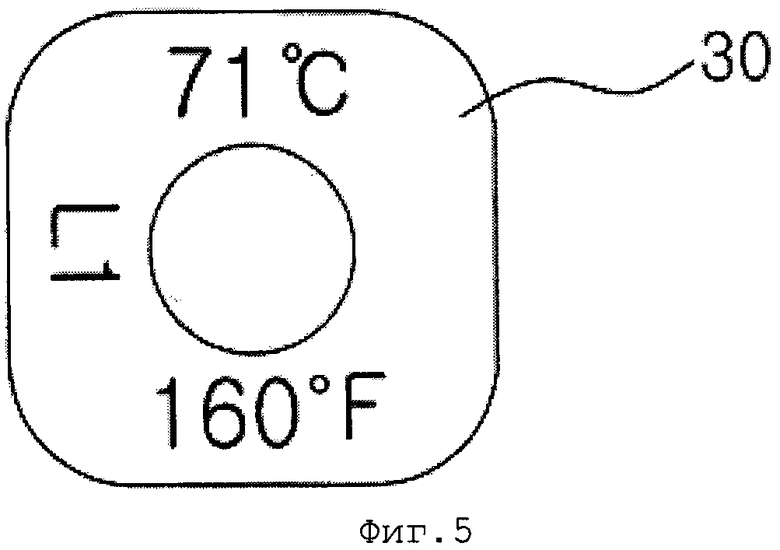
На фиг.5 - увеличенный вид температурно-индуктивной пленки, прикрепленной к боковой части нижнего слоя стельки.
На чертежах приведены следующие позиции:
20 - стелька,
20а - верхний слой стельки,
20b - средний слой стельки,
20 с - нижний слой стельки,
30 - температурно-индуктивная пленка.
Изобретение относится к заказной стельке. К боковой части нижнего слоя стельки прикрепляют температурно-индуктивную пленку, что позволяет легко определять подходящую температуру трансформации и потом легко формировать стельку, пригнанную к ступне любого клиента.
Обычно стелька состоит из верхнего, среднего и нижнего слоев. Несмотря на разнообразие форм и видов ступней каждого человека, все стельки имеют стереотипные структуру и форму. Поэтому часто бывают такие случаи, что неудобно носить новую обувь, потому что ступня не соответствует обуви или стельке.
Поэтому для решения таких проблем уже предлагались некоторые варианты решения. Так, согласно патенту США 6346210 В1, публ. 2002, проиллюстрированному на фиг.1, стелька (20) состоит из тонкой верхней оболочки (21) и слоистой пенообразующей пластмассы (ламината) (23). Как понятно из фиг.1, после нагрева стельки (20) в микроволновой печи и воздействия на нее ступни человека в направлении, указанном стрелкой, при охлаждении формируется заказная стелька. Согласно патенту Республики Корея 10-2004-047905, публ. 2005 и проиллюстрированному на фиг. 2, заказная стелька, соответствующая форме и особенности конкретной ступни, содержит соответственно слой (11), сотканный из ниток, с одной стороны тканевого слоя (11) пенообразующий слой (12), состоящий из пенообразующых материалов с открытыми клетками, на пенообразующем слое(12) слой нетканого материала (13), плавкий слой (14) термопластической смолы, поддерживающий пенообразующий слой (12), находящийся ниже слоя нетканого материала (13). Но в случае вышеупомянутых патентов для формирования стельки приходится неоднократно повторять операцию по ее нагреву в печи или феном (для сушки волос) из-за того, что трудно определить подходящую трансформационную температуру.
Для решения таких проблем к боковой части нижнего слоя данной стельки прикрепляют температурно-индуктивную пленку, что позволяет легко распознавать изменение цвета с серебристого в черный цвет при температуре трансформации заказной стельки (71°С). Основная цель изобретения заключается в производстве такой заказной стельки.
В такой стельке верхний слой - ткань, средний - пенообразующий слой и нижний - слой смешанной смолы. Нижний слой состоит из термопластической смешанной смолы, основными компонентами которой являются полиэтилен низкой плотности (LDPT), линейный полиэтилен низкой плотности (LLDPE) и этиленвинилацетат (EVA). Таким образом, стелька выполнена с возможностью трансформации при 71°С, а при комнатной температуре она охлаждается и затвердевает, сохраняя трансформированную форму.
Как показано на фиг. 3, 4 и 5, заказная стелька с такой структурой состоит из синтетической ткани (верхнего слоя (20а)), пенообразующего слоя (среднего слоя (20b)) и слоя смешанной смолы (нижнего слоя (20с)). В данной заказной стельке к боковой стороне нижнего слоя (20с) стельки прикрепляется температурно-индуктивная пленка (30). Указанный нижний слой (20с), состоящий из термопластического слоя смешанной смолы, которая характеризуется отвердением трансформированной формы после охлаждения, изменяет свою форму под давлением при температуре трансформации.
Здесь верхний слой (20а) образует обычная синтетическая ткань, а средний (20b) - пенообразующий слой, который поглощает механические удары. Желательно применять этиленвинилацетат (EVA) в качестве пенообразующего материала.
В заказной стельке нижний слой трансформируется, нагревая ее до 71°С и приводя верхнюю часть стельки в контакт со ступней, таким образом оказав на нее давление, формируют необходимую форму. При этом нижний слой (20с) стельки находится под давлением и формируется по форме ступни. Затем, при комнатной температуре, стелька охлаждается и затвердевает, сохраняя сформированный вид. Подходящую температуру трансформации легко определить благодаря индикативному участку (11) в температурно-индуктивной пленке. Т.е. при температуре 71°С его цвет изменяется с серебристого на черный. Если на момент изменения цвета индикативного участка повторно прикладывают нагрузку, то заказная стелька охлаждается и затвердевает в измененном состоянии. При неудачном формировании стельки возможно ее переформирование.
Используемая температурно-индуктивная пленка изменяет цвет по мере изменения температуры. Ее молекулярная структура изменяется в соответствии с температурой. Благодаря такому свойству цвет температурно-индуктивной пленки изменяется, если она находится определенное время при определенной температуре. Используя такое свойство, создали тонкопленочный термометр. Если его приложить ко лбу на 15˜20 секунд, то его цвет изменится в соответствии с температурой. Т.е. при красном цвете температура составляет 36˜37,5°С, при зеленном цвете 37,6˜38°С, при синем цвете выше 38°С.
Для того чтобы нагреть температурно-индуктивную пленку (30), необходимо повысить температуру печи до 90°С. Когда внутри печи стелька достигает температуры 71°С, то индикаторный участок (L1) в пленке изменяет свой цвет с серебристого на черный, что позволяет легко определить подходящую температуру трансформации невооруженным глазом.
В связи с данным изобретением подходящая температура, при которой цвет пленки изменяется, составляет 71°С. В это время действительная температура самой стельки (20) может отличаться от температуры трансформации, но в этом изобретении момент изменения цвета в пленке (30) считается моментом достижения подходящей температуры трансформации заказной стельки.
Если температура выше, чем указанная подходящая температура трансформации, то из-за горячего состояния стельки возникают трудности при ее контакте со ступней, что приводит к затруднению создания необходимой формы. А если температура ниже, чем указанная подходящая температура трансформации, то термопластическая смешанная смола в нижнем слое (20с) стельки не достигает достаточной температуры для создания необходимой формы, что создает возможность несовершенного формирования.
Основными компонентами термопластической смешанной смолы являются полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE) и этиленвинилацетат (EVA). Поэтому стелька имеет возможность трансформации при 71°С, а при комнатной температуре она охлаждается и затвердевает, сохраняя трансформационную форму.
Желательно следующее весовое соотношение компонентов при производстве данной смолы: полиэтилен низкой плотности (LDPE) - 38-42%, линейный полиэтилен низкой плотности (LLDPE) - 32-34%, этиленвинилацетат (EVA) - 6-7%, пенообразующий материал - 1,4-2,0%, оксид цинка - 2,0-2,4%, в качестве присадки моностеарат - 0,8-1,2%, материал поперечной связи - 0,8-1,2%, наполнитель - 10-12%, краситель - 5-7%.
Положительное весовое соотношение смешения компонентов данной смолы следующее: полиэтилен низкой плотности (LDPE) - 38-42%, линейный полиэтилен низкой плотности (LLDPE) - 32-34%, этиленвинилацетат (EVA) - 6-7%. Если весовое соотношение выходит за указанные пределы, то это приведет к изменению подходящей температуры трансформации, что затруднит определение момента трансформации стельки. Весовое соотношение смешения этиленвинилацетата (EVA) желательно 5-7%. В рамках указанного соотношения роль взаимного дополнения играют полиэтилен, имеющий хорошую механическую характеристику с поперечным соединением при низкой температуре, и этиленвинилацетат, обладающий слабыми механическими свойствами и устойчивостью к механическим ударам. Применение этиленвинилацетата способствует улучшению механической характеристики и улучшению взаимодействия с неполярной смолой, такой как полиэтилен низкой плотности, линейный полиэтилен низкой плотности и т.д. Пенообразующий материал, образованный термопластической смешанной смолой, улучшает ударостойкость, его желательно применять в весовом объеме 1,4-2,0%. Если добавляемое количество пенообразующего материала не достигает указанных пределов, то смешанная смола образует пену в недостаточном объеме. И наоборот, если количество пенообразующего материала превышает указанный предел, то смолы образуется так много, что ухудшается механическая характеристика. В качестве пенообразующего материала желательно использовать обычный пенообразующий материал типа Азо ди Карбонат Амид (ADCA). Температура разложения Азо ди Карбонат Амид сравнительно высока и составляет 210°С. Поэтому для снижения температуры разложения пенообразующего материала Азо ди Карбонат Амида требуется добавлять активирующие разложение средства (катализатор). В качестве активатора для снижения температуры разложения Азо ди Карбонат Амид употребляют оксид цинка, желательный объем добавления которого составляет 2,0-2,4%. Добавление оксида цинка в указанных пределах позволяет снизить слишком высокую температуру и одновременно разложить материал поперечной связи.
Для покрытия пенообразующего материала употребляется моностеарат в весовом объеме 0,8-1,2%. Из видов моностеарата можно применить стеарат цинка, стеарат кальция, стеарат магния и стеарат алюминия. Для поперечного уплотнения полиэтилена низкой плотности и линейного полиэтилена низкой плотности рекомендуется добавить материал для поперечной связи в весовом объеме 0,8-1,2%. Недостаточное количество материала для поперечной связи вызывает недостаточную поперечную связь смешанной смолы, а избыток вызывает увеличение плотности поперечной связи, что сокращает размер ячеек пенообразующего материала, тем самым снижая его эластичность. Для поперечной связи желательно применять дикумиловую перекись. В рамках 10-12% в весовом объеме для регулирования деградационной стойкости, жаростойкости, сжатия и т.д. добавляют наполнитель. Согласно данному изобретению можно использовать кальций карбонат, титан двуокись, глину. Вполне приемлемо добавить краситель в 5-7% в весовом объеме, выбрав его по требованию заказчика или нужде потребителя.
При 71°С температурно-индуктивная пленка изменяет свой цвет с серебристого на черный, но когда температура трансформации изменяется в результате регулирования в зависимости от соотношения смешения компонентов в термопластической смешанной смоле, то можно применить температурно-индуктивную пленку, индуктирующуюся при измененной температуре трансформации.
Далее более подробно описаны примеры для формирования заказной стельки (примеры 1 и 2).
1. Создание заказной стельки
Создание заказной стельки согласно таблице с использованием термопластической смешанной смолы.
2. Эксперимент по формированию заказной стельки
Ниже описан эксперимент по формированию заказной стельки, созданной согласно указанному соотношению смеси.
1) После предварительного нагрева печи до 90°С стельку помещают в печь на 2 минуты, когда температура стельки достигает 71°С, цвет температурно-индуктивной пленки изменяется с серебристого на черный. Если через 2 минуты цвет индикаторного участка в температурно-индуктивной пленке не изменяется, то стельку продолжают нагревать, при этом проверяя изменение цвета температурно-индуктивной пленки каждые 20 секунд.
2) Когда цвет индикаторного участка температурно-индуктивной пленки изменится с серебристого на черный, нагретую стельку вынимают из печи и вкладывают во внутреннее основание обуви.
3) Для осуществления полного контакта ступни со стелькой пяточная область должна соприкасаться с задней частью обуви, при этом необходимо завязать шнурки и стоять 2 минуты расставив ноги на ширине плеч.
4) В случае необходимости после 2-3-х дневной эксплуатации переформировать стельку в вышесказанном порядке.
3. Результат эксперимента заказной стельки
В результате проведенных экспериментов с образцами примеров 1 и 2 по методике 1)-3) на момент изменения цвета температурно-индуктивной пленки успешно сформированы заказные стельки. В случае заказной стельки, создаваемой по методике данного изобретения, возможно точно определить момент формирования стельки.
Заказная стелька с температурно-индуктивной пленкой используется не только при указанной температуре трансформации. Если изменяется температура трансформации смешанной смолы в зависимости от ее вида и соотношения компонентов смеси, то при измененной температуре трансформации можно применить пленку, обеспечивающую температурную индуктивность, при этом в зависимости от видов температурно-индуктивной пленки изменяемые цвета могут быть разными.
Прикрепляя температурно-индуктивную пленку к боковой части нижнего слоя заказной стельки, легко определить подходящую трансформационную температуру благодаря тому, что при подходящей температуре 71°С индикаторный участок температурно-индуктивной пленки изменяет свой цвет с серебристого на черный.
Изобретение относится к заказной стельке, которая содержит верхний слой из синтетической ткани, средний слой, являющийся пенообразующим слоем, и нижний слой из смеси смол. В такой заказной стельке к боковой части нижнего слоя прикрепляется температурно-индуктивная пленка. Нижний слой стельки, представляющий собой термопластический слой из смешанной смолы, которая отверждается при охлаждении в трансформированной форме, изменяет свою форму под давлением при обеспечивающей трансформацию температуре. Благодаря прикреплению температурно-индуктивной пленки к боковой части нижнего слоя заказной стельки легко определять подходящую температуру трансформации стельки, поскольку индикаторный участок в температурно-индуктивной пленке при 71°С (подходящей температуре трансформации стельки) изменяет свой цвет с серебристого на черный. Весовое соотношение компонентов смеси смол нижнего слоя составляет: полиэтилен низкой плотности - 38-42%, линейный полиэтилен низкой плотности - 32-34%, этиленвинилацетат - 6-7%, пенообразующий материал - 1,4-2,0%, оксид цинка - 2,0-2,4%, а в качестве присадки моностеарат - 0,8-1,2%, материал поперечной связи - 0,8-1,2%, наполнитель - 10-12% и краска - 5-7%. Технический результат, который достигается при использовании стельки по изобретению, заключается в изготовлении заказной стельки, в которой обеспечивается ее однократный нагрев для последующего формирования профиля, поскольку теперь не трудно определить подходящую трансформационную температуру. 1 з.п. ф-лы, 5 ил., 1 табл.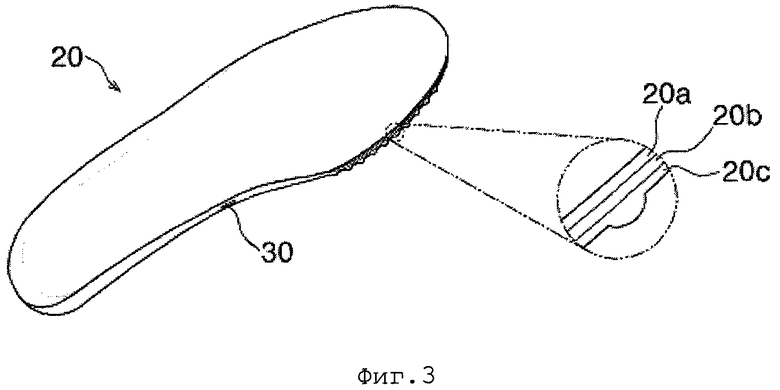
| US 6346210 B1, 12.02.2002 | |||
| JP 5023307 A, 02.02.1993 | |||
| Приспособление к чесальной машине для прекращения питания при тонком пропуске или обрыве нити | 1934 |
|
SU41402A1 |
| ОРТОПЕДИЧЕСКАЯ ПРОФИЛИРОВАННАЯ СТЕЛЬКА ДЛЯ ПРЕДУПРЕЖДЕНИЯ И ЛЕЧЕНИЯ БОЛЕЗНЕЙ СТОП И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2181562C2 |
| JP 5023201 A, 02.02.1993 | |||
| Способ изготовления индивидуальных стелек из полимерных материалов | 1981 |
|
SU986417A1 |

