Настоящее изобретение относится к способу улучшения температуры потери подвижности углеводородного сырья, получаемого в процессе Фишера-Тропша, в частности, для того чтобы превратить с хорошим выходом сырье, имеющее повышенные температуры потери подвижности, в по крайней мере одну фракцию, имеющую низкую температуру потери подвижности и высокий индекс вязкости для базовых масел, пропуская его над катализатором каталитической гидродепарафинизации, содержащим по крайней мере один цеолит (молекулярное сито) ZBM-30, синтезированный в присутствии особого структурирующего агента, такого как триэтилентетрамин, по крайней мере одну пористую неорганическую матрицу, по крайней мере один гидрирующий-дегидрирующий элемент, предпочтительно выбранный из элементов группы VIB и группы VIII Периодической системы элементов.
Предшествующий уровень техники
Смазочные материалы высокого качества имеют первостепенное значение для хорошей работы современных машин, автомобилей и грузовиков. Однако качество парафинов, получаемых непосредственно из нефти, необработанных и обладающих соответствующими свойствами для создания хороших смазочных материалов, очень низкое с точки зрения возрастающих требований в этой отрасли.
Чтобы получить базовые масла хорошего качества, необходима обработка тяжелых фракций нефти с большим содержанием линейных или слаборазветвленных парафинов, причем, с наилучшими выходами, с применением способа, имеющего целью удалить линейные или очень мало разветвленные парафины из сырья, которое будет потом использоваться в качестве базовых масел или в качестве керосина или топлива для реактивных двигателей (jet fuel).
Действительно, парафины с высокими молекулярными массами, которые линейны или очень слабо разветвлены и которые присутствуют в маслах, в керосине или реактивном топливе, ведут к высоким температурам потери подвижности и, таким образом, к явлениям загустевания при использовании при низкой температуре. Чтобы снизить значение температуры потери подвижности, эти линейные или очень мало разветвленные парафины должны быть полностью или частично удалены.
Эта операция может осуществляться экстракцией растворителями, такими, как пропан или метилэтилкетон (МЭК), тогда говорят о депарафинизации пропаном или метилэтилкетоном. Однако эти методы дорогостоящи, длительны и не всегда легко осуществимы.
Другим способом является селективный крекинг самых длинных линейных парафиновых цепей, который приводит к образованию соединений с более низкими молекулярными массами, часть которых может быть удалена перегонкой.
Учитывая селективность их формы, чаще других катализаторов используют цеолиты. Преобладающая причина их использования - это то, что существуют цеолитные структуры, у которых размеры пор таковы, что они позволяют войти в их микропоры длинным линейным или очень мало разветвленным парафинам, но исключают вход разветвленных, нафтеновых и ароматических парафинов. Таким образом, это явление ведет к избирательному крекингу линейных или очень малоразветвленных парафинов.
Применение в таких процессах катализаторов на основе цеолитов, имеющих промежуточный размер пор, таких, как ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35 и ZSM-38 описано, в частности, в патентах US 3894938; US 4176050; US 4181598; US 4222855; US 4229282 и US 4247388.
Смеси цеолитов с большими порами и этих же цеолитов с промежуточными порами, пригодные в процессе депарафинизации, описаны в патенте WO 02088279.
Кроме того, утверждается, что способы, использующие эти цеолиты (ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35 и ZSM-38), позволяют получить масла крекингом сырья, содержащего линейные или очень слаборазветвленные парафины в количестве менее 50 мас.%. Однако для сырья, содержащего большее количество этих соединений, оказалось, что их крекинг ведет к образованию большого количества продуктов с меньшими молекулярными массами, таких, как бутан, пропан, этан и метан, что значительно снижает выход искомых продуктов.
Чтобы исправить эти недостатки, авторы направили исследовательские усилия на разработку способа улучшения температуры потери подвижности углеводородного сырья, получаемого в процессе Фишера-Тропша, с использованием катализаторов, содержащих по крайней мере один цеолит ZBM-30, по крайней мере один гидрирующий-дегидрирующий элемент, предпочтительно выбранный из элементов группы VIB и группы VIII Периодической системы элементов. При этом авторы неожиданно обнаружили, что использование катализатора, содержащего по крайней мере один цеолит ZBM-30, синтезированный с особым структурирующим агентом, таким, как триэтилентетрамин, позволяет снизить температуру потери подвижности сырья, получая при этом высокий индекс вязкости (ИВ) и сохраняя хороший выход желаемых продуктов. Действительно, неожиданно оказалось, что катализатор, приготовленный с цеолитом ZBM-30, синтезированным в присутствии структурирующего агента - триэтилентетрамина, имеет активность и селективность по депарафинизации (улучшение температуры потери подвижности), большую, чем твердые вещества на основе ZBM-30, синтезированного с другими структурирующими агентами, и чем каталитические формы на основе цеолитов, известных из уровня техники.
Настоящее изобретение предлагает каталитический способ снижения температуры подвижности на основе таких катализаторов.
Объект изобретения
Более детально, изобретение относится к способу улучшения температуры потери подвижности парафинового сырья, полученного синтезом Фишера-Тропша, в котором обрабатываемое сырье приводится в контакт с катализатором, содержащим по крайней мере один цеолит ZBM-30, синтезированный с особым структурирующим агентом, таким, как триэтилентетрамин, по крайней мере один гидрирующий-дегидрирующий элемент, предпочтительно выбранный из элементов группы VIB и группы VIII Периодической системы элементов, по крайней мере одну неорганическую пористую матрицу. Этот способ депарафинизации проводится при температуре от 200 до 450°C, давлении от 0,1 до 25 МПа и удельном объемном часовом расходе от 0,05 до 30 ч-1 в присутствии водорода из расчета от 50 до 2000 нормальных литров водорода на литр сырья (нл/л).
Синтез цеолита ZBM-30 описан в патенте EP-A-46504.
Неожиданно оказалось, что указанный катализатор имеет более значительную активность и селективность в процессе депарафинизации (улучшение температуры потери подвижности сырья, получаемого в процессе Фишера-Тропша), чем каталитические формы на основе цеолитов (молекулярное сито), известных из уровня техники.
Благоприятно этот способ позволяет превратить сырье, имеющее высокую температуру потери подвижности, в продукт, обладающий более низкой температурой потери подвижности, и позволяет получить базовые масла, имеющие хорошие низкотемпературные свойства и высокий индекс вязкости, и газойли хорошего качества.
Сырье, которое может быть обработано согласно способу изобретения, благоприятно является фракциями, имеющими относительно высокие температуры потери подвижности, значения которых желательно снизить.
Типичное сырье, которое может быть благоприятно обработано согласно изобретению, имеет, как правило, температуру потери подвижности выше 0°C. Продукты, полученные в результате обработки согласно данному способу, имеют температуру потери подвижности ниже 0°C и предпочтительно ниже порядка -10°C.
Способ согласно изобретению в условиях, описанных выше, позволяет, в частности, получить с хорошими выходами продукты с низкой температурой потери подвижности и высоким индексом вязкости в случае самых тяжелых фракций, которые обработаны с целью получения базовых масел.
Детальное описание изобретения
Способ согласно изобретению применяет катализатор, который содержит по крайней мере один цеолит ZBM-30, синтезированный с особым структурирующим агентом, таким, как триэтилентетрамин, по крайней мере один гидрирующий-дегидрирующий элемент, предпочтительно выбранный из элементов группы VIB и группы VIII Периодической системы элементов, и по крайней мере одну неорганическую пористую матрицу.
Синтез цеолита ZBM-30 описан в патенте EP-A-46504.
Цеолит ZBM-30 синтезирован по методикам, описанным в патенте EP-A-46504, по способу, использующему структурирующий агент триэтилентетрамин.
Общее отношение Si/Al цеолитов, входящих в состав катализаторов согласно изобретению, а также химический состав образцов определены с помощью рентгеновской флуоресценции и атомно-абсорбционной спектроскопии.
Отношения Si/Al цеолитов, описанных выше, являются отношениями, полученными при синтезе согласно методикам, описанным в различных названных документах, или также полученными после синтеза путем удаления алюминия - обработками, хорошо известными специалисту в данной области, такими, как, без ограничения, гидротермообработкой с или без последующего травления кислотой или также прямым травлением растворами неорганических или органических кислот.
Цеолиты, входящие в состав катализаторов способа согласно изобретению, могут быть прокалены и подвергнуты ионному обмену посредством по крайней мере одной обработки раствором по крайней мере одной соли аммония, чтобы получить аммонийную форму цеолитов, что при прокаливании ведет к водородной форме указанных цеолитов.
Цеолиты, входящие в состав катализатора способа согласно изобретению, находятся, по крайней мере частично, а предпочтительно практически полностью, в кислотной форме, то есть в водородной форме (H+). Атомное отношение Na/T обычно ниже 10%, предпочтительно ниже 5% и еще более предпочтительно ниже 1%.
С другой стороны, катализатор содержит по крайней мере один гидрирующий-дегидрирующий элемент, предпочтительно выбранный из элементов группы VIB и группы VIII (то есть металл или соединение) Периодической системы элементов, и по крайней мере одну неорганическую пористую матрицу.
В случае, когда элемент является по крайней мере одним металлом VIII группы, предпочтительно имеется в виду по крайней мере один благородный металл и благоприятно благородный металл, выбранный из группы, образованной платиной и палладием, он может быть введен в цеолиты, например, «сухой» пропиткой, ионным обменом или любым другим способом, известным специалисту, или также он может быть введен в матрицу.
Согласно первому варианту перед формованием цеолита, описанного ранее, на него наносят по крайней мере один металл VIII группы, предпочтительно выбранный из группы, образованной платиной и палладием.
Затем цеолиту придают форму любым методом, известным специалисту в данной области. Он может, в частности, быть смешан с матрицей, обычно аморфной, например с влажным порошком геля оксида алюминия. Затем смеси придают форму, например, выдавливанием через фильеры.
Придание формы может быть осуществлено с другими матрицами, отличными от оксида алюминия, такими, как, например, оксид магния, аморфные алюмосиликаты, природные глины (каолин, бентонит, сепиолит, аттапульгит), оксид кремния, оксид титана, оксид бора, диоксид циркония, фосфаты алюминия, фосфаты титана, фосфаты циркония, уголь и их смеси. Предпочтительно использовать матрицы, содержащие оксид алюминия, во всех формах, известных специалисту, и еще более предпочтительно - оксид алюминия, например гамма-оксид алюминия. Также могут использоваться не только экструзия, но и другие способы, такие, как таблетирование или дражирование.
Можно также с выгодой использовать смеси оксида алюминия и оксида кремния, смеси оксида алюминия и алюмосиликата.
Полученные катализаторы формуют в виде зерен различной формы и размеров. Они обычно используются в виде цилиндрических или многодольных экструдатов, таких, как двудольные, трехдольные, многодольные в прямой или искривленной форме, но в известных случаях они могут быть произведены и использоваться в виде дробленых порошков, таблеток, колец, шариков, колес.
После стадии формовки полученный продукт подвергают стадии сушки, а затем стадии прокаливания.
В случае, когда гидрирующий металл принадлежит к VIII группе и предпочтительно является платиной и/или палладием, он может также благоприятно наноситься на подложку после формовки цеолита, не содержащего металлы, любым способом, известным специалисту в данной области и допускающим нанесение металла на молекулярное сито. В этом случае подложка получена способом, аналогичным описанному ранее.
Далее в тексте термином подложка обозначают цеолит (не содержащий металлов) плюс матрица после формования, сушки и прокаливания, например такой, как полученный ранее.
Чтобы осадить металл на цеолите, можно использовать метод конкурентного катионного обмена, в котором конкурентом является предпочтительно нитрат аммония, причем отношение конкуренции равно по крайней мере около 20 и благоприятно составляет от примерно 30 до 200. В случае платины или палладия обычно используют комплекс тетраамина платины или комплекс тетраамина палладия: эти последние практически полностью осаждаются на цеолите. Этот метод катионного обмена может также применяться для прямого осаждения металла на порошок молекулярного сита, перед его возможным смешением с матрицей.
За осаждением металла (или металлов) VIII группы следует обычно прокаливание на воздухе или в атмосфере кислорода, обычно при температуре от 300 до 600°C в течение от 0,5 до 10 часов, предпочтительно от 350 до 550°C в течение от 1 до 4 часов. Затем можно проводить восстановление в атмосфере водорода обычно при температуре от 300 до 600°C в течение от 1 до 10 часов, предпочтительно работают в интервале от 350 до 550°C в течение от 2 до 5 часов.
Можно также наносить платину и/или палладий не прямо на цеолит, а на матрицу (например, алюминиевое вяжущее) подложки, до или после стадии формовки, применяя анионный обмен с гексахлороплатиновой кислотой, гексахлоропалладиевой кислотой и/или хлоридом палладия в присутствии конкурирующего агента, например соляной кислоты. Обычно после осаждения платины и/или палладия катализатор, как и ранее, подвергают прокаливанию, затем восстанавливают в атмосфере водорода, как указано выше.
Подложка катализатора каталитической депарафинизации согласно настоящему изобретению содержит обычно следующие процентные количества матрицы и цеолитов:
- от 5 до 95 мас.%, предпочтительно от 10 до 90 мас.%, еще более предпочтительно от 15 до 85 мас.% и очень предпочтительно от 20 до 80 мас.% цеолита ZBM-30,
- от 5 до 95%, предпочтительно от 10 до 90%, еще более предпочтительно от 15 до 85% и очень предпочтительно от 20 до 80 мас.% по крайней мере одной неорганической пористой матрицы, аморфной или низкокристаллической, оксидного типа.
Содержание благородного металла(ов), возможно, также введенного(ых), выраженное в мас.% от общей массы катализатора, обычно ниже 5%, предпочтительно ниже 3%, еще более предпочтительно ниже 2% и обычно ниже 1 мас.%.
В случае, когда катализатор содержит гидрирующий металл VIII группы, предпочтительно благородный металл и благоприятно платину и/или палладий, катализатор обычно восстанавливают в реакторе в присутствии водорода в условиях, хорошо известных специалисту в данной области.
В случае, когда гидрирующий металл не является благородным металлом, элементы VIB и VIII групп, при необходимости введенные в катализатор согласно изобретению, могут присутствовать полностью или частично в виде металла и/или оксида, и/или сернистого соединения.
Из элементов VIB группы предпочтительны молибден и вольфрам.
Источники элементов VIB группы, которые могут быть использованы, хорошо известны специалисту. Например, как источники молибдена и вольфрама могут использоваться оксиды и гидроксиды, молибденовая и вольфрамовая кислоты и их соли, в частности соли аммония, такие, как молибдат аммония, гептамолибдат аммония, вольфрамат аммония, фосфоромолибденовая кислота, фосфоровольфрамовая кислота и их соли. Предпочтительно применяют оксиды и соли аммония, такие, как молибдат аммония, гептамолибдат аммония и вольфрамат аммония.
Катализатор депарафинизации согласно настоящему изобретению может содержать неблагородный металл VIII группы, предпочтительно кобальт и никель. Благоприятно, когда используют следующие сочетания неблагородных элементов VI и VIII групп: никель-молибден, кобальт-молибден, железо-молибден, железо-вольфрам, никель-вольфрам, кобальт-вольфрам, предпочтительны сочетания: никель-молибден, никель-вольфрам. Можно также использовать сочетания трех металлов, например никель-кобальт-молибден.
Источники элементов VIII группы, которые могут применяться, хорошо известны специалисту. Например, используют нитраты, сульфаты, фосфаты, галогениды, например хлориды, бромиды и фториды, карбоксилаты, например ацетаты и карбонаты.
Когда гидрирующая функция обеспечивается неблагородным металлом VIII группы или сочетанием неблагородного металла VIII группы и металла группы VIB,
- состав подложки, образованной из по крайней мере одной матрицы и цеолитов, описанных в изобретении, такой же, как состав, описанный ранее, и
- относительное массовое содержание по крайней мере одного элемента, выбранного из неблагородных элементов группы VIB и группы VIII, составляет от 0,1 до 60%, предпочтительно от 1 до 50% и еще более предпочтительно от 2 до 40%.
Обычно, чтобы завершить приготовление катализатора, влажный твердый материал выдерживают во влажной атмосфере при температуре от 10 до 80°C, затем сушат полученный влажный материал при температуре от 60 до 150°C и наконец обжигают полученное твердое тело при температуре от 150 до 800°C, обычно от 250 до 600°C.
Катализаторы способа настоящего изобретения могут при необходимости подвергаться сульфурации, позволяющей перевести, по крайней мере частично, металлические вещества в сернистые соединения перед тем, как привести их в контакт с обрабатываемым сырьем. Это активирование хорошо известно специалисту и может быть осуществлено любыми способами, уже описанными в литературе.
В случае неблагородных металлов классический метод сульфурации, хорошо известный специалисту, состоит в нагревании в присутствии или в потоке смеси водород/сероводород или также в чистом сероводороде при температуре от 150 до 800°C, предпочтительно от 250 до 600°C, обычно в реакционной зоне пронизывающего слоя.
Сырье
Углеводородное сырье, обработанное согласно способу изобретения, является продуктом синтеза Фишера-Тропша, благоприятно фракциями, имеющими относительно высокие температуры потери подвижности, величину которых желательно снизить.
Вообще говоря, по крайней мере часть соединений, имеющих температуру кипения, выше или равную 340°C, обрабатывается согласно изобретению.
В процессе Фишера-Тропша синтез-газ (CO+H2) каталитически превращают в кислородсодержащие продукты и практически линейные углеводороды в газообразной, жидкой или твердой форме. Эти продукты обычно не содержат гетероатомных примесей, таких, как, например, сера, азот или металлы. Они также практически не содержат или содержат очень мало ароматических соединений, нафтенов и вообще циклов, в частности, в случае кобальтовых катализаторов. Напротив, они могут содержать непренебрежимое количество кислородных продуктов, которое, будучи выражено в весе кислорода, обычно ниже 5 мас.%, а также непредельные соединения (обычно олефиновые продукты) в количестве обычно ниже 10 мас.%. Однако эти продукты, в основном состоящие из нормальных парафинов, не могут использоваться как есть, особенно из-за их низкотемпературных свойств, плохо совместимых с обычным использованием нефтяных фракций. Например, температура потери подвижности линейного углеводорода, содержащего 20 атомов углерода на молекулу (температура кипения около 340°C, который часто входит во фракцию средних дистиллятов), составляет около +37°C, что делает его использование невозможным, поскольку технические требования для газойля составляют -15°C. Углеводороды, получаемые способом Фишера-Тропша, в большинстве своем содержат н-парафины, которые нужно перевести в более ценные продукты, такие, как, например, газойль, керосин, которые получают, например, каталитическими реакциями гидроизомеризации.
Типичное сырье, которое может быть благоприятно обработано согласно изобретению, имеет обычно температуру потери подвижности выше 0°C. Продукты, получаемые после обработки согласно способу, имеют температуру потери подвижности ниже 0°C, предпочтительно ниже примерно -10°C.
В углеводородном сырье, вступающем в контакт с катализатором на основе ZBM-30 (с которым могут быть получены масла и, возможно, дистилляты высокого качества) предпочтительно по крайней мере 50 мас.% сырья имеет температуру кипения по крайней мере 340°C, еще более предпочтительно по крайней мере 60 мас.% и еще лучше по крайней мере 80 мас.% сырья имеет температуру кипения по крайней мере 340°C, предпочтительно выше по крайней мере 370°C и еще более предпочтительно выше по крайней мере 380°C. Это не означает, например, что температура кипения равна 380°C и более, но означает 380°C или более.
Таким образом, в большинстве своем сырье является нормальными парафинами.
Обычно сырье, подходящее для получения масел, имеет начальную температуру кипения выше по крайней мере 340°C, еще лучше выше по крайней мере 370°C и еще лучше выше по крайней мере 380°C.
Использование катализатора согласно изобретению в условиях, описанных ниже, позволяет, в частности, получить продукты с низкой температурой потери подвижности при хорошем выходе и с высоким индексом вязкости в случае наиболее тяжелых фракций, которые обработаны в целях получения базовых масел.
Рабочий режим
Рабочий режим, в котором проводят процесс каталитической депарафинизации согласно изобретению, следующий:
- температура реакции составляет от 200 до 450°C, предпочтительно от 200 до 420°C, благоприятно 250-410°C;
- давление составляет от 0,1 до 25 МПа, предпочтительно от около 0,1 до 20 МПа;
- удельный объемный часовой расход (об.об.ч, выраженный как объем сырья, прошедший через единицу объема катализатора в час) составляет от примерно 0,05 до примерно 30, предпочтительно от примерно 0,1 до примерно 20 ч-1 и еще более предпочтительно от примерно 0,1 до примерно 10 ч-1.
Контакт между сырьем и катализатором осуществляется в присутствии водорода. Доля используемого водорода, выраженная в литрах водорода на литр сырья, составляет от 50 до примерно 2000 литров водорода на литр сырья и предпочтительно от 100 до 1500 литров водорода на литр сырья.
Способы осуществления
В первом предпочтительном способе осуществления процессу каталитической депарафинизации согласно изобретению может предшествовать этап гидроизомеризации-гидроконверсии в присутствии катализатора, содержащего по крайней мере один благородный металл, нанесенный на кислотную аморфную подложку.
Этому этапу гидроизомеризации-гидроконверсии при необходимости предшествует этап гидроочистки для удаления гетероатомов (кислородных), причем этап гидроочистки может следовать за промежуточным разделением.
Этап гидроизомеризации-гидроконверсии проходит в присутствии водорода и в присутствии бифункционального катализатора, содержащего кислотную аморфную подложку (предпочтительно аморфный алюмосиликат), в котором функцию гидрирующего-дегидрирующего металла обеспечивает по крайней мере один благородный металл VIII группы.
Подложка, а также катализатор, называется аморфной, когда она не содержит молекулярных сит, и, в частности, цеолита. Кислотная аморфная подложка благоприятно является аморфным алюмосиликатом, но могут применяться и другие подложки. Когда говорится об алюмосиликате, катализатор обычно не содержит добавленных галогенов, кроме тех, что могли быть введены при пропитке, например, благородным металлом. Алюмосиликат может быть получен любыми способами, известными специалисту в данной области, такими, как методы совместного осаждения, совместного гелеобразования и т.д.
На этапе гидроизомеризации-гидроконверсии молекулы обрабатываемого сырья, например н-парафины, в присутствии бифункционального катализатора подвергаются изомеризации, затем при необходимости гидрокрекингу, чтобы привести к образованию соответственно изопарафинов и более легких продуктов крекинга, таких, как газойли и керосин. Конверсия продуктов, имеющих температуры кипения выше или равные начальной температуре кипения сырья, которая равна по крайней мере 340°C, даже 370°C или, еще лучше, по крайней мере 380°C, в продукты с температурами кипения ниже начальной температуры кипения сырья, составляет обычно от 5 до 90%, предпочтительно от 5 до 80%, но обычно предпочтительно ниже 80% и, еще лучше, ниже 60%.
Более детально, характеристики катализатора гидроизомеризации-гидроконверсии таковы.
Предпочтительная подложка, используемая для приготовления катализатора предварительной обработки гидроизомеризацией-гидроконверсией, описанная в рамках данной заявки, состоит из оксида кремния SiO2 и оксида алюминия Al2O3. Содержание оксида кремния в подложке, выраженное в массовых процентах, обычно составляет от 1 до 95%, благоприятно даже от 5 до 95%, предпочтительно от 10 до 80%, еще более предпочтительно от 20 до 70% и от 22 до 45%. Такое содержание оксида кремния прекрасно измеряется с помощью рентгеновской флуоресценции.
Для этого частного типа реакции роль металла играет благородный металл VIII группы Периодической системы элементов, более конкретно платина и/или палладий.
Содержание благородного металла в катализаторе, выраженное в мас.% металла, составляет от 0,05 до 10 и более предпочтительно от 0,1 до 5.
Распределение благородного металла представляет собой диспергирование металла внутри зерна катализатора, причем металл может быть хорошо или плохо диспергирован. Также возможно получить плохо распределенную платину (например, что обнаруживается по корочке, толщина которой заметно ниже в области зерна), но хорошо диспергированную, то есть все атомы платины, находящиеся в корочке, доступны для реагентов. В данном случае распределение платины хорошее, то есть профиль платины, измеренный методом микрозонда Кастеинга, имеет коэффициент распределения выше 0,1 и предпочтительно выше 0,2.
Удельная поверхность по БЭТ подложки составляет от 100 до 500 м2/г, предпочтительно от 250 до 450 м2/г, а для подложек на основе алюмосиликата еще более предпочтительно от 310 до 450 м2/г.
Приготовление и формование подложки, в частности, из алюмосиликата проводится обычными методами, хорошо известными специалисту в данной области. Благоприятно перед пропиткой металлом подвергнуть подложку прокаливанию, например термической обработке при 300-750°C (предпочтительно при 600°C) в течение 0,25-10 часов (предпочтительно 2 часов) при 0-30 об.% водяного пара (для алюмосиликата предпочтительно 7,5 %).
Соль благородного металла вводят обычными способами, используемыми для осаждения металла (предпочтительно платины и/или палладия, причем платина предпочтительнее) на поверхности подложки. Одним из предпочтительных методов является «сухая» пропитка, которая состоит во введении соли металла в объем раствора, равный объему пор массы пропитываемого катализатора. Перед восстановлением катализатор можно подвергать прокаливанию, например обработке в сухом воздухе при 300-750°C (предпочтительно 520°C) в течение 0,25-10 часов (предпочтительно 2 часов).
Перед использованием в реакции гидроизомеризации-гидроконверсии металл, содержащийся в катализаторе, должен быть восстановлен. Одним из предпочтительных методов проведения восстановления металла является обработка водородом при температуре от 150 до 650°C и полном давлении от 0,1 до 25 МПа. Например, восстановление проходит при плато 150°C в течение 2 часов, затем температура повышается до 450°C со скоростью 1°C/мин, затем плато в течение 2 часов при 450°C; в течение всего этого этапа восстановления расход водорода составляет 1000 литров водорода/литр катализатора. Отметим также, что пригодны все методы восстановления ex-situ.
Рабочий режим, в котором осуществляется этап гидроизомеризации-гидроконверсии, описан ниже.
Давление поддерживают на уровне от 2 до 25 МПа, предпочтительно от 3 до 20 МПа и благоприятно от 2 до 18 МПа, удельный объемный часовой расход составляет от 0,1 до 10 ч-1, предпочтительно от 0,2 до 10 ч-1 и благоприятно от 0,5 до 5,0 ч-1. Доля водорода составляет от 100 до 2000 литров водорода на литр сырья, предпочтительно от 150 до 1500 литров водорода на литр сырья.
Температура, используемая на этом этапе, составляет от 200 до 450°C, предпочтительно от 250 до 450°C, благоприятно от 300 до 450°C и еще более благоприятно выше 340°C, например 320-450°C.
В случае, когда этап гидроочистки предшествует этапу гидроизомеризации-гидроконверсии, оба эти этапа гидроочистки и гидроизомеризации-гидроконверсии могут быть осуществлены на двух типах катализаторов в различных (двух или более) реакторах и/или по крайней мере на двух каталитических слоях, установленных в одном и том же реакторе.
Использование катализатора, описанного выше, на этапе гидроизомеризации-гидроконверсии имеет целью увеличить долю изомеризации тяжелой фракции (340°C+ или еще 370°C+ и, еще лучше, 380°C+) и снизить ее температуру потери подвижности. Обычно утверждают, что обработка на этапе гидроизомеризации-гидроконверсии позволит затем получить лучшие выходы депарафинизированных масляных фракций, которые будут получены на этапе каталитической депарафинизации, и получить желательные вискозиметрические свойства (вязкость и индекс вязкости ИВ).
В одном варианте исполнения продукт, выходящий со стадии гидроизомеризации-гидроконверсии, может быть обработан целиком в процессе депарафинизации согласно изобретению. Этот вариант, вместе с подачей на каталитическую депарафинизацию всего продукта, полученного на этапе гидроконверсии-гидроизомеризации, представляет интерес с экономической точки зрения, потому что в конце процесса используется единственная установка перегонки. Более того, конечной перегонкой (после каталитической депарафинизации или последующих обработок) получают газойль с очень хорошими низкотемпературными свойствами.
В другом варианте поток, выходящий со стадии гидроизомеризации-гидроконверсии, может подвергаться разделению, по крайней мере части (а предпочтительно по крайней мере большей части) легких газов, которые содержат водород и возможно также углеводородные соединения с не более чем 4 атомами углерода. Водород может быть удален предварительно.
Благоприятно в другом варианте исполнения поток, выходящий из этапа гидроизомеризации-гидроконверсии, перегоняют, чтобы отделить легкие газы и также отделить по крайней мере одну остаточную фракцию, содержащую соединения с температурой кипения выше по крайней мере 340°C. Речь идет предпочтительно о перегонке при атмосферном давлении.
Можно благоприятно проводить перегонку, чтобы получить несколько фракций (например, бензин, керосин, газойль) с температурой кипения не более 340°C и одну фракцию (называемую остаточной) с начальной температурой кипения выше по крайней мере 340°C и лучше 350°C и предпочтительно по крайней мере 370°C или 380°C.
Эту фракцию (остаточную) затем обрабатывают на стадии каталитической депарафинизации, то есть без перегонки в вакууме. Но в другом варианте можно использовать перегонку в вакууме.
Вообще говоря, средними дистиллятами в данном тексте называют фракцию(и) с начальной температурой кипения по крайней мере 150°C и конечной, доходящей до температуры кипения остаточной фракции, то есть обычно до 340°C, 350°C или предпочтительно ниже 370°C или 380°C.
Поток, полученный на этапе гидроизомеризации-гидроконверсии может подвергаться, до или после перегонки, другим видам обработки, таким, например, как экстракция по крайней мере части ароматических соединений.
Вообще говоря, по крайней мере часть продукта, полученного на этапе гидроизомеризации-гидроконверсии, продукта, который возможно был подвергнут разделению или обработкам, описанным выше, подвергается затем процессу каталитической депарафинизации согласно изобретению.
Отметим, что соединения, кипящие выше по крайней мере 340°С, всегда подвергают каталитической депарафинизации.
По окончании процесса каталитической депарафинизации согласно изобретению поток благоприятно подают на перегонку, которая предпочтительно объединяет перегонку при атмосферном давлении и перегонку под вакуумом, цель которых разделить продукты конверсии с температурой кипения ниже 340°C, предпочтительно ниже 370°C (включая, в частности, те, что образованы на этапе каталитической гидродепарафинизации), и отделить фракцию, содержащую базовое масло, начальная температура кипения которой выше по крайней мере 340°C и предпочтительно выше или равна 370°C.
Кроме того, эта секция перегонки под вакуумом позволяет разделить масла различного качества.
Предпочтительно перед дистилляцией поток, выходящий с этапа каталитической депарафинизации, по крайней мере частично, а предпочтительно полностью, проводится на катализатор гидроочистки (hydrofinishing) в присутствии водорода, чтобы провести гидрирование под давлением ароматических соединений, возможно еще присутствующих, которые ухудшают стабильность масел и дистиллятов. Однако кислотность катализатора должна быть достаточно малой, чтобы не привести к образованию продукта крекинга с температурой кипения ниже 340°C, чтобы не снизить конечные выходы, в частности, по маслам.
Катализатор, используемый на этом этапе гидроочистки, содержит по крайней мере один металл VIII группы и/или по крайней мере один элемент группы VIB Периодической системы. Обладающие ценными свойствами металлы: платина и/или палладий, или комбинация никель-вольфрам, никель-молибден, будут благоприятно использованы для осуществления гидрирования ароматических соединений под давлением.
Эти металлы осаждают и распределяют на подложке из аморфного или кристаллического оксида, такого, как, например, окись алюминия, окись кремния, алюмосиликаты.
Катализатор гидроочистки (HDF) может также содержать по крайней мере один элемент группы VIIA Периодической системы элементов. Предпочтительно эти катализаторы содержат фтор и/или хлор.
Массовое содержание металлов составляет от 10 до 30% в случае неблагородных металлов и ниже 2%, предпочтительно от 0,1 до 1,5%, еще более предпочтительно от 0,1 до 1,0% в случае благородных металлов.
Полное количество галогена составляет от 0,02 до 30 мас.%, благоприятно от 0,01 до 15% или еще более благоприятно от 0,01 до 10%, предпочтительно от 0,01 до 5%.
Из катализаторов, которые могут применяться на этом этапе гидроочистки и которые приводят к превосходным характеристикам, в частности, для получения медицинских масел, можно назвать катализаторы, содержащие по крайней мере один благородный металл VIII группы (например, платина и палладий) и по крайней мере один галоген (хлор и/или фтор), причем предпочтительна комбинация хлора и фтора.
Рабочий режим, в котором осуществляется этап гидроочистки, следующий при необходимости за процессом каталитической депарафинизации, следующий:
- температура реакции составляет от 180 до 400°C и предпочтительно от 210 до 350°C, благоприятно 230-320°C;
- давление составляет от 0,1 до 25 МПа и предпочтительно от 1,0 до 20 МПа;
- удельный объемный часовой расход (об.об.ч, выраженный как объем сырья, прошедший через единицу объема катализатора в час) составляет от примерно 0,05 до примерно 100, предпочтительно от примерно 0,1 до примерно 30 ч-1.
Контактирование сырья и катализатора происходит в присутствии водорода. Доля применяемого водорода, выраженная в литрах водорода на литр сырья, составляет от 50 до примерно 2000 литров водорода на литр сырья, предпочтительно от 100 до 1500 литров водорода на литр сырья.
Благоприятно, когда температура этапа гидроочистки (HDF) ниже температуры этапа каталитической депарафинизации (HDPC). Разность THDPC-THDF составляет обычно от 20 до 200°C, предпочтительно от 30 до 100°C.
По окончании HDF поток проводится на стадию перегонки.
В первом предпочтительном варианте осуществления способа согласно изобретению, включающем этап предварительной гидроконверсии/гидроизомеризации, полученные базовые масла имеют температуру потери подвижности ниже -10°C, ИВ выше 95, предпочтительно выше 110 и еще более предпочтительно выше 120, вязкость по крайней мере 3,0 сСт при 100°C, цвет по ASTM ниже 1 и стабильность к УФ такую, что увеличение цвета по ASTM составляет от 0 до 4, предпочтительно от 0,5 до 2,5.
Другое достоинство этого варианта осуществления способа согласно изобретению состоит в том, что возможно получить очень низкое содержание ароматических соединений (ниже 2 мас.%, предпочтительно ниже 1 мас.% и лучше ниже 0,05 мас.%) и даже дойти до получения светлых масел медицинского качества, содержащих менее 0,01 мас.% ароматики. Эти масла имеют значения коэффициента поглощения ультрафиолета длиной волны 275, 295 и 300 нанометров соответственно ниже 0,8, 0,4 и 0,3 (метод ASTM D2008) и цвет по Сейболту от 0 до 30.
Таким образом, особенно интересный способ согласно изобретению позволяет также получить светлые медицинские масла. Светлые медицинские масла являются минеральными маслами, полученными очисткой под давлением нефти, их качество определяется различным регламентами, которые имеют целью гарантировать их безвредность для фармацевтических применений, они нетоксичны и отличаются по плотности и вязкости. Светлые медицинские масла содержат в основном насыщенные углеводороды, они химически инертны и содержание в них ароматики невелико. Особое внимание уделяется ароматическим соединениям и, в частности, 6 полициклическим ароматическим углеводородам (сокращенно P.A.H. от англ. polycyclic aromatic hydrocarbons), которые токсичны и присутствуют в светлых маслах в концентрациях одна массовая часть ароматических соединений на миллиард массовых частей светлого масла. Контроль полного содержания ароматических соединений может осуществляться по методу ASTM D 2008. Этот тест поглощения УФ при длине волны 275, 292 и 300 нанометров позволяет контролировать коэффициент поглощения ниже соответственно 0,8, 0,4 и 0,3 (то есть светлые масла содержат менее 0,01 мас.% ароматических соединений). Эти измерения проводятся при концентрациях 1 г масла на литр, в кювете 1 см. Имеющиеся в продаже светлые масла отличаются по вязкости, а также по их происхождению, которое может быть парафиновым или нафтеновым, эти два параметра указывают разницу одновременно физико-химических свойств рассмотренных светлых масел, а также их химического состава.
Во втором варианте предпочтительного осуществления способ депарафинизации настоящего изобретения благоприятно проводится в последовательности следующих этапов:
- обрабатываемое сырье разделяют (D1) по крайней мере на одну легкую фракцию 3 с температурой кипения ниже 380°0 и по крайней мере одну тяжелую фракцию 4 (остаточную);
- указанную легкую фракцию 3, при необходимости гидрированную на этапе гидрообработки (HDT), подвергают гидроизомеризации (HISM);
- указанную тяжелую фракцию 4 подвергают стадии гидрокрекинга (HCK) в присутствии водорода, затем подвергают перегонке (D2) для получения по крайней мере одной легкой фракции (13) и по крайней мере одной тяжелой фракции (10);
- смесь, полученную после гидроизомеризации (HISM), фракционируют (D3) вместе с по крайней мере частью легкой фракции 13, полученной при перегонке D2, чтобы получить средние дистилляты, имеющие превосходные низкотемпературные свойства и/или высокое цетановое число, и/или пониженное выделение загрязняющих примесей;
- тяжелую фракцию со стадии D2 подвергают стадии депарафинизации (DWX), чтобы после отделения образовавшихся летучих продуктов получить жидкие изомеризованные продукты, пригодные в качестве базовых масел высокого качества;
и способ депарафинизации является способом согласно изобретению.
Эта особенно предпочтительная форма последовательности, составляющая способ согласно настоящему изобретению, схематически показана на чертеже.
Жидкий поток 1, состоящий из смеси линейных углеводородов, полученных в процессе синтеза Фишера-Тропша, содержащий также ненасыщенные продукты (линейные олефины), в количестве, доходящем до 10 мас.%, предпочтительно от 2 до 5 мас.%, и кислородные соединения (прежде всего спирты) в количестве, доходящем до 10 мас.%, предпочтительно от 2 до 7 мас.%, разделяют в колонне перегонки D1 на одну легкую фракцию 3 с температурой кипения ниже 380°C, предпочтительно составляющей от 260 до 360°C, и одну тяжелую фракцию 4, образующую остаток от перегонки. Перегонка на D1 предпочтительно проводится в один этап (flash) и может предваряться дифференциальным отбором двух фракций сразу после реактора синтеза Фишера-Тропша.
Предпочтительно массовое отношение двух фракций 3 и 4 лежит в интервале от 0,5 до 2,0, еще более предпочтительно от 0,8 до 1,5.
Легкая фракция 3 идет на питание установки гидроизомеризации (HISM). Однако, особенно в случае, когда присутствуют гетероатомы или ненасыщенные группы, в частности, кислородные соединения, которые могут представлять неудобство для правильной работы катализатора этой стадии, указанная фракция 3 идет на питание предпочтительно установки гидрирования (HDT), в которой она вступает в контакт с водородом (линия 2) в присутствии подходящего катализатора, в условиях, способных минимизировать и даже привести к отсутствию реакции гидрокрекинга.
Установка гидрирования (HDT) может быть выполнена обычными методами и включает предпочтительно реактор под давлением, содержащий неподвижный слой катализатора, выбранного так, чтобы удовлетворить указанным выше условиям. Типичные катализаторы гидрирования, адаптированные к указанным выше условиям, содержат один гидрирующий металл, такой, как никель, платина или палладий, нанесенный на твердую инертную подложку, такую, как оксид алюминия, оксид кремния, алюмосиликат, цеолит или молекулярное сито. Не исключено, что при гидрировании протекает также реакция гидроизомеризации и частичный гидрокрекинг, обычно ограниченные конверсиями ниже 15% от полного веса подаваемой фракции. Незначительная фракция летучих соединений (150°C-) и вода, возможно образовавшаяся, могут при необходимости разделяться с помощью перегонки.
Легкая фракция, гидрированная или нет, во вторую очередь, подается затем на стадию гидроизомеризации (HISM) по линии 6, в которой вступает в реакцию еще в присутствии водорода, в обычных условиях, позволяющих провести изомеризацию под давлением и частичный разрыв линейных углеводородных цепей. Условия, подобранные для изомеризации, широко цитируются в уровне техники, как и обширный список пригодных катализаторов.
Часть, обычно ниже 50%, предпочтительно от 0 до 25%, указанной легкой фракции может при необходимости отбираться через линию 7 до стадии изомеризации и смешиваться снова с указанной тяжелой фракцией из линии 4 для передачи на гидрокрекинг.
В указанном этапе изомеризации обычно смесь углеводородов дополняют водородом (линия 5) в количестве от 150 до 1500 нормальных литров на литр жидкой фазы и пропускают над неподвижным слоем подходящего катализатора, предпочтительно на основе благородного металла, с удельным объемным расходом от 0,1 до 10 ч-1 и температурой от 300 до 450°C при давлении от 1 до 10 МПа.
Изомеризованную смесь вводят по линии 14 в колонну фракционирования D3 вместе с легкой фракцией 13 из колонны D2 перегонки тяжелой фракции, прошедшей гидрокрекинг. По выходе из колонны D3 в соответствии с данным вариантом исполнения получают средний дистиллят, при необходимости отобранный на двух разных уровнях, чтобы отделить керосин (линия 17) от газойля (линия 18), имеющего превосходные низкотемпературные свойства, высокое цетановое число, предпочтительно выше 50, и пониженное выделение загрязняющих примесей.
По выходе из перегонной колонны и колонны фракционирования D3 получают также пониженные количества низкомолекулярных продуктов, в частности, посредством линии 15 - газообразную фракцию C1-C5, относительно незначительную, обычно по линии 16 - фракцию легких углеводородов, имеющих предпочтительно температуру кипения ниже 150°C (нафта).
Согласно одному особенно выгодному аспекту этого варианта осуществления настоящего изобретения, количество таких летучих фракций значительно меньше, чем в аналогичных способах предшествующего уровня, предпочтительно менее 20%, еще более предпочтительно менее 15 мас.% от начальной подачи по линии 1.
К фракции (линия 4) углеводородов с высокой температурой кипения и низким содержанием кислородных и ненасыщенных соединений добавляют необходимое количество водорода (линия 8) и питают установку гидрокрекинга (HCK), выполненную обычным образом. Полученный продукт идет на питание, по линии 9, установки перегонки и фракционирования, которая действует предпочтительно, чтобы разделить углеводородную смесь в основном на две фракции. Легкая фракция, имеющая температуру кипения ниже 380°C, предпочтительно ниже 350°C, и содержащая менее 10 мас.% летучих соединений (150°C-), образует продукт, имеющий повышенную концентрацию изопарафинов, которые поступают по линии 13 на питание этапа фракционирования легкой фракции, изомеризованной на этапе HISM. Такое объединение двух полученных на разных этапах в различных, но дополняющих условиях потоков в один питающий поток позволяет благоприятно получить фракции керосина и газойлей с превосходными свойствами, упомянутыми ранее. В данном случае часть, предпочтительно менее 50 мас.%, смеси, полученной на этапе перегонки D2, вводят по линии 19 на вход этапа изомеризации (HISM), чтобы еще больше улучшить качество и состав изомеризованных фракций и контролировать относительное количество полученных газойля и керосина.
Остаточная фракция перегонки D2 состоит из смеси углеводородов с высокой температурой кипения, имеющих удивительно низкое содержание восков по сравнению с продуктами, полученными с другими катализаторами предшествующего уровня в аналогичных условиях. Такая остаточная фракция может также применяться как таковая в особых видах применения, но предпочтительно она идет на питание (линия 10) этапа каталитической депарафинизации, или деваксинга (DWX), перед использованием как базовая смазка. Согласно предпочтительному варианту она частично возвращается на этап гидрокрекинга (HCK) по линии 12 для регулирования производительности процесса или изменения степени изомеризации в зависимости от потребности производства.
Согласно способу настоящего изобретения указанный этап деваксинга (DWX) проводят в присутствии катализатора, пригодного для искомой цели. Частично изомеризованная смесь реагирует еще дополнительно в присутствии водорода и подходящего твердого катализатора, такого, как описанный ранее, в условиях способа согласно изобретению.
Благоприятно, когда количество линейных парафинов понижено, этап депарафинизации по процессу данного варианта осуществления может быть проведен в особенно благоприятных условиях с точки зрения времени контакта и выхода базовой смазки.
В конце этого этапа депарафинизации разделяют образовавшиеся летучие продукты (обычно ниже 3 мас.%), извлекают (линия 11) жидкий изомеризованный продукт с превосходными низкотемпературными свойствами и повышенной вязкостью, имеющий начальную температуру кипения выше 350°C, предпочтительно выше 360°C, который имеет оптимальный состав для использования в качестве базовой смазки высокого качества.
Следующие примеры иллюстрируют изобретение, однако не ограничивают его.
Пример 1: приготовление катализатора C1 депарафинизации, соответствующего изобретению
Катализатор C1 содержит цеолит ZBM-30. Этот катализатор получен по методике, описанной ниже.
Цеолит ZBM-30 синтезирован согласно патенту BASF EP-A-46504 с органическим структурирующим агентом триэтилентетрамином.
Необработанный цеолит ZBM-30 синтеза подвергают прокаливанию при 550°C в потоке сухого воздуха в течение 12 часов.
Полученный так цеолит H-ZBM-30 (кислотная форма) имеет отношение Si/Al, равное 45. Цеолит размешивают с гелем оксида алюминия типа SB3, поставленным обществом Condéa. Размешанную пасту продавливают затем через фильеру диаметром 1,4 мм. Так полученные экструдаты прокаливают при 500°C в течение 2 часов на воздухе. Весовая доля H-ZBM-30 равна 80 мас.%.
Затем экструдированную подложку подвергают «сухой» пропитке водным раствором соли платины Pt(NH3)42+,2OH-. Весовая доля платины в полученном так катализаторе C1 равна 0,52%.
Пример 2: приготовление катализатора депарафинизации C2, не соответствующего изобретению
Катализатор C2 содержит цеолит ZBM-30. Этот катализатор получен по методике, описанной далее.
Цеолит ZBM-30 синтезирован согласно патенту BASF EP-A-46504 с органическим структурирующим агентом триэтилентетрамином.
Необработанный цеолит ZBM-30 синтеза подвергают прокаливанию при 550°C в потоке сухого воздуха в течение 12 часов.
Полученный так цеолит H-ZBM-30 (кислотная форма) имеет отношение Si/Al, равное 54. Цеолит размешивают с гелем оксида алюминия типа SB3, поставленного обществом Condéa. Перемешанную пасту затем продавливают через фильеру диаметром 1,4 мм. Полученные так экструдаты прокаливают при 500°C в течение 2 часов на воздухе. Весовая доля H-ZBM-30 равна 80 мас.%.
Затем экструдированную подложку подвергают «сухой» пропитке водным раствором соли платины Pt(NH3)42+,2OH-. Массовая доля платины в так полученном катализаторе C2 равна 0,53%.
Пример 3: применение катализаторов C1 и C2 для улучшения температуры потери подвижности сырья, полученного в процессе синтеза Фишера-Тропша
Катализаторы C1 и С2, приготовление которых описано в примерах 1 и 2, применяются для улучшения температуры потери подвижности сырья, представляющего собой парафины, полученные синтезом Фишера-Тропша, в целях получения масел. С этой целью и без ограничения рамками данного примера парафины Фишера-Тропша, полученные в установке производства парафинов, перегоняют, чтобы получить фракцию 370°C+. Основные характеристики полученного таким образом сырья следующие:
Испытательная каталитическая установка состоит из реактора с неподвижным слоем, с восходящей циркуляцией сырья ("up-flow"), в который введено 80 мл катализатора C1 или С2. Катализатор помещают в атмосферу чистого водорода при давлении 10 МПа для обеспечения восстановления оксида платины в металлическую платину, затем подают сырье. Полное давление равно 10 МПа, расход водорода 1000 литров газа водорода на литр введенного сырья, удельный объемный часовой расход 1,1 ч-1, а температура реакции 340°C. После реакции выходящий поток фракционируют на легкие продукты (бензин HT-150°C), средние дистилляты (150-370°C) и остаточную фракцию (370°C).
В таблице 1 указаны выходы для различных фракций и характеристики масел, полученные прямо из сырья и из продуктов, гидроизомеризованных на катализаторе C1 (соответствующем изобретению) и прошедших затем через каталитическую депарафинизацию.
Отметим, очевидно, что сырье, обработанное катализатором (C1) согласно изобретению ведет к масляной фракции (370°C+) лучшего качества; более низкая температура потери подвижности и более высокий индекс вязкости, чем у катализатора (C2), не соответствующего изобретению, при близких значениях конверсии сырья в продукты, имеющие температуры кипения ниже 370°C.
Пример 4: приготовление катализатора C3 предварительной обработки с помощью гидроизомеризации сырья, полученного процессом ФТ и подвергаемого депарафинизации
Катализатор C3 предварительной обработки посредством гидроконверсии-гидроизомеризации готовят, исходя из алюмосиликатной подложки, применяемой в виде экструдатов. Она содержит 40 мас.% оксида кремния SiO2 и 60 мас.% оксида алюминия Al2O3. Алюмосиликат, к которому добавлен благородный металл, имеет поверхность 332 м2/г и полный объем пор 0,82 мл/г.
Катализатор C3 получен пропиткой подложки благородным металлом. Соль платины H2PtCl6 растворяют в объеме раствора, соответствующего полному объему пор, которые пропитывают. Твердый материал затем прокаливают в течение 2 часов на воздухе при 500°C. Содержание платины равно 0,48 мас.%. Измеренная удельная поверхность по БЭТ катализатора равна 310 м2/г. Распределение платины, измеренное титрованием H2/O2, равно 75%.
Пример 5: применение катализатора C1 (соответствующего изобретению) для улучшения температуры потери подвижности парафинового сырья процесса Фишера-Тропша, предварительно обработанного на катализаторе C3 (гидроизомеризации-гидроконверсии)
Катализатор (C3), приготовление которого описано в примере 4, используют для гидроизомеризации парафинового сырья, полученного синтезом Фишера-Тропша, в целях получения масел. Парафиновое сырье, используемое в данном примере, то же, что и использованное и описанное в примере 3.
Испытательная каталитическая установка состоит из реактора с неподвижным слоем с восходящей циркуляцией сырья ("up-flow"), в который введено 80 мл катализатора C3. Катализатор помещают в атмосферу чистого водорода при давлении 10 МПа для обеспечения восстановления оксида платины в металлическую платину, затем подают сырье. Полное давление равно 10 МПа, расход водорода 1000 литров газа водорода на литр введенного сырья, удельный объемный часовой расход равен 1,0 ч-1, а температура реакции 350°C. После реакции выходящий поток фракционируют на легкие продукты (бензин HT-150°C), средние дистилляты (150-370°C) и остаточную фракцию (370°C).
Остаточную фракцию (370+°C) затем обрабатывают, чтобы снизить ее температуру потери подвижности, во втором реакторе с восходящей циркуляцией сырья ("up-flow"), в который введено 80 мл катализатора C3. Катализатор затем вводят в атмосферу чистого водорода при давлении 10 МПа для обеспечения восстановления оксида платины в металлическую платину, затем подают сырье. Полное давление равно 10 МПа, расход водорода составляет 1000 литров газа водорода на литр поданного сырья, удельный объемный часовой расход равен 1,1 ч-1 и температура реакции равна 335°C. После реакции выходящие потоки фракционируют в легкие продукты (бензин НТ-150°C), средние дистилляты (150-370°C) и фракции масла (370+°C).
Измерены характеристики полученного масла.
В таблице 2 указаны выходы различных фракций и характеристики масел, полученные непосредственно из сырья и из продуктов, предварительно обработанных на катализаторе C3, а затем прошедших депарафинизацию на катализаторе С1, соответствующем изобретению.
*Выходы на этапе каталитической депарафинизации.
Отметим, очевидно, что предварительная обработка сырья на катализаторе гидроизомеризации-гидроконверсии C3 с последующей обработкой на катализаторе C1 (соответствующем изобретению) позволяет достичь температур потери подвижности заметно ниже тех, что получены при использовании только катализатора предварительной обработки (C3) или только катализатора C1 (см. таблицу 1). С другой стороны, можно также видеть, что применение этапа предварительной обработки до катализатора C1, соответствующего изобретению, позволяет получить фракцию масла 370°C+, имеющую температуру потери подвижности -21°C, с выходом 40,4% по массе, тогда как применение катализатора C1 (соответствующего изобретению) не позволяет получить масляную фракцию с такой низкой температурой потери подвижности (она равна всего -9°C), и выход масляной фракции более низкий, 36,1% (ср. таблицу 1). Наконец, индекс вязкости ИВ масляной фракции, полученной с применением этапа предварительной обработки и с катализатором C1, соответствующим изобретению, больше, чем в отсутствие этапа предварительной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛУЧШЕНИЯ ТЕМПЕРАТУРЫ ПОТЕРИ ПОДВИЖНОСТИ УГЛЕВОДОРОДНОГО СЫРЬЯ, ПОЛУЧЕННОГО В ПРОЦЕССЕ ФИШЕРА-ТРОПША, ИСПОЛЬЗУЮЩИЙ КАТАЛИЗАТОР НА ОСНОВЕ СМЕСИ ЦЕОЛИТОВ | 2004 |
|
RU2346977C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФРАКЦИИ ГАЗОЙЛЯ И ОСТАТОЧНОГО БАЗОВОГО МАСЛА | 2013 |
|
RU2662825C2 |
| СПОСОБ КОНВЕРСИИ ПАРАФИНОВОГО СЫРЬЯ | 2010 |
|
RU2542366C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ГИДРОКОНВЕРСИИ, СОДЕРЖАЩЕГО ПО МЕНЬШЕЙ МЕРЕ ОДИН ЦЕОЛИТ NU-86 | 2012 |
|
RU2617987C2 |
| Способ получения смазочных масел | 1987 |
|
SU1676456A3 |
| СПОСОБ ГИДРООБРАБОТКИ В КИСЛОЙ СРЕДЕ ДЛЯ ПРОИЗВОДСТВА БАЗОВЫХ СМАЗОЧНЫХ МАСЕЛ | 2009 |
|
RU2513105C2 |
| СПОСОБ ГИДРОКРЕКИНГА ПАРАФИНА | 2007 |
|
RU2428458C2 |
| Способ депарафинизации фракции средних дистиллятов с использованием катализатора на основе цеолита IZM-2 и цеолита типа MFI | 2021 |
|
RU2833317C2 |
| СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО СМАЗОЧНОГО МАСЛА (ВАРИАНТЫ) | 2000 |
|
RU2228947C2 |
| СПОСОБ ПОЛУЧЕНИЯ СРЕДНИХ ДИСТИЛЛЯТОВ ГИДРОКРЕКИНГОМ СЫРЬЯ, ПОЛУЧЕННОГО В ПРОЦЕССЕ ФИШЕРА-ТРОПША, В ПРИСУТСТВИИ КАТАЛИЗАТОРА, СОДЕРЖАЩЕГО ТВЕРДЫЙ IZM-2 | 2009 |
|
RU2501736C2 |
Настоящее изобретение относится к способу депарафинизации сырья, полученного способом Фишера-Тропша, в котором обрабатываемое сырье приводится в контакт с катализатором, содержащим по крайней мере один цеолит ZBM-30, синтезированный в присутствии триэтилентетрамина, по крайней мере один гидрирующий-дегидрирующий элемент, предпочтительно выбранный из элементов группы VIB и группы VIII Периодической системы элементов, и по крайней мере одну неорганическую пористую матрицу. Изобретение позволяет осуществлять превращения с хорошим выходом сырья, имеющего повышенные температуры потери подвижности, по крайней мере в одну фракцию, имеющую низкую температуру потери подвижности и высокий индекс вязкости для базовых масел. 12 з.п. ф-лы, 1 ил., 2 табл.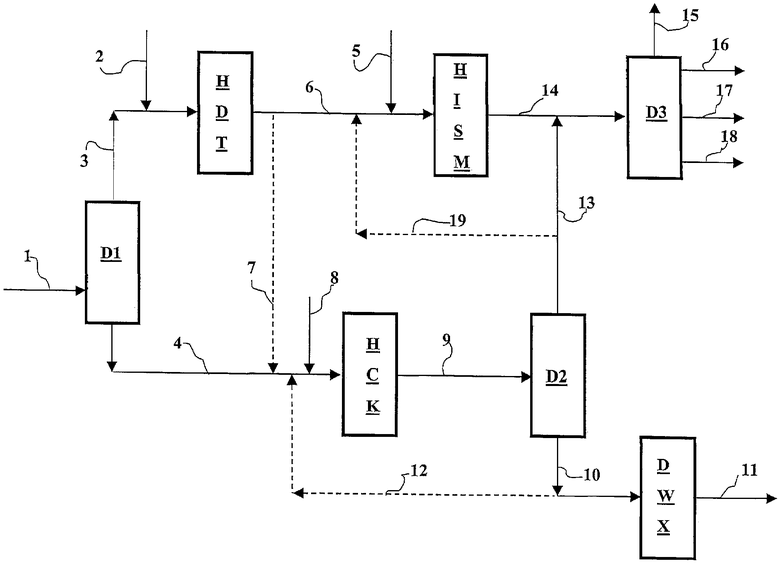
температура реакции от 200 до 450°С,
давление от 0,1 до 25 МПа,
удельный объемный часовой расход (об.об.ч, выраженный как объем сырья, проходящий через единицу объема катализатора в час) составляет от примерно 0,05 до примерно 30 ч-1.
обрабатываемое сырье разделяют (D1) по крайней мере на одну легкую фракцию 3 с температурой кипения ниже 380°С и по крайней мере одну тяжелую фракцию 4 (остаточную фракцию);
указанная легкая фракция 3, при необходимости гидрированная на этапе гидрообработки (HDT), подвергается гидроизомеризации (HISM);
указанная тяжелая фракция 4 подвергается этапу гидрокрекинга (НСК) в присутствии водорода, затем подвергается перегонке (D2) для получения по крайней мере одной легкой фракции (13) и по крайней мере одной тяжелой фракции (10);
смесь, полученную в результате гидроизомеризации (HISM), фракционируют (D3) вместе с по крайней мере частью легкой фракции 13, полученной на стадии перегонки D2, для получения средних дистиллятов, имеющих превосходные низкотемпературные качества, и/или высокое цетановое число, и/или пониженное выделение загрязняющих примесей;
тяжелую фракцию, выходящую с этапа D2, подвергают этапу депарафинизации (DWX) для получения, после отделения образовавшихся летучих продуктов, жидких изомеризованных продуктов, пригодных в качестве базовых смазок высокого качества.
| US 2002189972 A1, 19.12.2002 | |||
| К ТЕМПЕРАТУРЫ | 0 |
|
SU248289A1 |
| ДАТЧИК ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВОЗДУХА В НАЗЕМНЫХ УСЛОВИЯХ | 0 |
|
SU248290A1 |
| Спасательный костюм | 1934 |
|
SU46504A1 |
| RU 94037956 A1, 10.09.1996 | |||
| RU 1512115 A1, 11.10.1996. | |||

