ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к бумажному производству. Более конкретно, настоящее изобретение относится к формовочным тканям для формовочной части бумагоделательной машины.
УРОВЕНЬ ТЕХНИКИ
Одним из процессов в технологии бумажного производства является процесс формирования волокнистого целлюлозного полотна путем осаждения волокнистой массы, то есть водной дисперсии волокон целлюлозы, на движущуюся формовочную ткань в формовочной части бумагоделательной машины. При этом большое количество воды отводится из волокнистой массы через формовочную ткань, так, что на поверхности формовочной ткани остается волокнистое целлюлозное полотно.
Сформированное таким образом волокнистое целлюлозное полотно поступает из формовочной части в прессовую часть, включающую ряд прессующих валков. В прессовой части волокнистое полотно, поддерживаемое прессовой тканью, проходит между прессующими валками или, чаще - между двумя такими прессовыми тканями. В зазоре между прессующими валками волокнистое полотно подвергается сжатию, в результате чего вода из него отжимается, а волокна в полотне соединяются друг с другом, превращая волокнистое полотно в бумажный лист. Вода, отжатая из волокнистого полотна, поглощается прессовой тканью или тканями и, в идеальном случае, не возвращается в бумажное полотно.
На последнем этапе бумажный лист поступает в сушильную часть, включающую по меньшей мере один ряд вращающихся сушильных барабанов или цилиндров, нагреваемых изнутри паром. В сушильной части сформированный бумажный лист двигается по волнообразной траектории последовательно вокруг каждого из барабанов с помощью сушильной ткани, которая прижимает бумажное полотно к поверхности барабанов. При этом нагретые барабаны уменьшают содержание воды в бумажном листе до желаемого уровня путем ее испарения.
Необходимо отметить, что формовочная, прессовая и сушильная ткани, используемые в бумагоделательной машине, имеют вид бесконечных (т.е. замкнутых в кольцо) лент и действуют по принципу конвейера. Кроме того, следует отметить, что изготовление бумаги - это непрерывный процесс, который идет со значительной скоростью, т.е. в формовочной части волокнистую массу непрерывно осаждают на формовочную ткань, а полученный бумажный лист после выхода из сушильной части непрерывно сматывают в рулоны.
Существуют различные виды текстильных полотен. Например, могут быть получены кольцевые полотна, или плоские полотна с последующим образованием при помощи шва бесконечной ленты.
Настоящее изобретение относится, в частности, к формовочным тканям, используемым в формовочной части бумагоделательных машин. Формовочные ткани играют важную роль в процессе изготовления бумаги. При этом одна из их функций, как было указано выше, заключается в формировании бумажного изделия и перемещении его в прессовую часть.
Однако известные формовочные ткани нуждаются в улучшении их функций по формированию бумажного листа и удалению из него воды. Для решения указанных проблем, формовочные ткани выполняют таким образом, чтобы обеспечить прохождение через них воды (например, управляя скоростью дренажа) с одновременным предотвращением прохождения волокон и другого сухого остатка вместе с водой через ткань. При этом, если дренаж происходит слишком быстро или слишком медленно, то страдает качество бумажного листа и производительность машины, поэтому, для управления скоростью дренажа внутри формовочной ткани должны быть соответствующим образом выполнены полости для отводимой воды, известные как объемы пустот.
В настоящее время производят формовочные ткани различного вида, что позволяет использовать их на бумагоделательных машинах для изготовления различных сортов бумаги. Как правило, формовочные ткани включают в свой состав ткань-основу, сотканную обычно из моноволокна и выполненную однослойной или многослойной. Применяемые при производстве формовочных тканей нити обычно экструдируют из синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, использование которых для этой цели известно специалистам в области бумагоделательных машин.
Кроме того, конструкция формовочных тканей должна обеспечивать требуемое соотношение между поддерживающей способностью ткани и ее прочностью. Известно, что структура мелкоячеистых тканей позволяет обеспечить желаемые свойства поверхности формируемого бумажного полотна, однако не обеспечивает желаемую прочность ткани, в результате чего сокращается срок ее службы. С другой стороны, структура крупноячеистых тканей обеспечивает прочность ткани и длительный срок службы в ущерб функции поддержки волокна. Для выбора оптимального соотношения между рассматриваемыми свойствами ткани были разработаны многослойные ткани. Например, известны двухслойные и трехслойные ткани, у которых формовочная сторона предназначена для выполнения функции поддержки волокна, в то время как сторона износа предназначена для выполнения дренажной функции и обладает повышенной прочностью.
Кроме того, использование трехслойной конструкции ткани позволяет ткать формовочную поверхность ткани отдельно от поверхности износа, что позволяет обеспечить как высокий уровень поддерживающей способности ткани, так и оптимальный внутренний объем пустот, что, в свою очередь, улучшает дренажную способность трехслойных тканей по сравнению с однослойными и двухслойными тканями.
Большинство трехслойных тканей состоит из двух слоев, формовочного слоя и слоя износа, соединенных вместе при помощи соединительных нитей. Соединение указанных слоев ткани между собой чрезвычайно важно для обеспечения общей целостности ткани. Однако существует ряд проблем, возникающих при использовании подобных тканей. Во-первых, в процессе эксплуатации ткани возникает смещение ее слоев относительно друг друга, что, с течением времени, приводит к разрушению ткани. Во-вторых, используемые в структуре ткани соединительные нити могут разрушать структуру формовочного слоя, что приводит к появлению на бумаге отпечатков. Возможные подходы к решению указанных проблем были описаны в патенте US 4501303, содержание которого приведено в настоящем описании путем ссылки. Создание трехслойных тканей с использованием пар соединительных нитей позволило одновременно улучшить как целостность структуры получаемой ткани, так и ее поддерживающую способность. Указанные пары соединительных нитей включают в структуру ткани, используя различные ткацкие переплетения и последовательности прохождения уточной нити. Подобное техническое решение было описано в патентах US 5826627 и US 5967195, содержание которых приведено в настоящем описании путем ссылки.
Как указывалось выше, ткань устанавливается на бумагоделательной машине в виде бесконечной ленты, вращающейся со значительной скоростью. Следовательно, необходимо, чтобы формовочная ткань имела высокую прочность в поперечном направлении для обеспечения приемлемого профиля поверхности бумажного листа при увеличении рабочих скоростей машин. Это условие было выполнено в уровне технике с использованием принципа тройной укладки уточных нитей (TSS - triple stacked shute). В ткани, выполненные с использованием TSS, добавляют нити, проходящие в направлении, перпендикулярном к направлению движения ткани в машине, и уложенные между уточными нитями формовочной стороны и уточными нитями стороны износа. При этом указанные дополнительные нити действуют как поперечный стабилизатор. Существует ряд близких технических решений, использующих TSS, например, патенты Японии №6-4953, США №4379735, №4941514, №5164249, №5169709, №5366798, содержание которых включено в настоящее описание путем ссылки.
Однако формовочные ткани, полученные с использованием тройной укладки уточных нитей, имеют увеличенную толщину и объем пустот, которые оказывают негативное влияние на эффективность работы вакуумных элементов бумагоделательной машины. Это происходит в результате того, что вакуумные элементы должны освобождать пустоты ткани от воды еще до того, как они начнут обезвоживать бумажный лист. Следовательно, существует потребность в создании формовочных тканей, имеющих уменьшенный объем пустот при неизменной толщине ткани.
Кроме того, желательно, чтобы многослойные ткани имели большую поперечную прочность и жесткость для предотвращения поперечного сжатия ткани, а также для улучшения формообразования листа и его внешнего вида.
Настоящее изобретение представляет собой многослойную формующую ткань, имеющую уплотнительные нити, которые вплетены на стороне износа ткани и проходят в направлении, перпендикулярном направлению движения ткани в машине. Указанные уплотнительные нити усиливают поперечную прочность ткани и значительно уменьшают объем ее пустот без увеличения толщины ткани при незначительном нарушении ее воздухопроницаемости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, настоящее изобретение представляет собой формовочную ткань, которая может найти применение в формовочной, прессовой и сушильной частях бумагоделательных машин.
Многослойная формовочная ткань согласно настоящему изобретению имеет верхний слой уточных нитей и нижний слой уточных нитей, проходящих в направлении, перпендикулярном направлению движения ткани в машине. В случае двухслойных тканей основные нити, расположенные в направлении движения ткани в машине, вплетаются между верхним и нижним слоем уточных нитей. В случае трехслойных тканей верхние основные нити переплетаются с уточными нитями верхнего слоя, а нижние основные нити переплетаются с уточными нитями нижнего слоя, при этом слои соединяются между собой при помощи уточных соединительных нитей или основных соединительных нитей. Нижний слой ткани имеет уплотнительные нити, расположенные в направлении, перпендикулярном направлению движения ткани в машине, которые вплетены между смежными уточными нитями, расположенными в направлении, перпендикулярном направлению движения ткани в машине. Указанные уплотнительные нити уменьшают объем пустот ткани без значительного нарушения воздухопроницаемости ткани или увеличения ее толщины. При этом верхний слой является формовочной стороной ткани, а нижний слой является стороной износа ткани.
Согласно другим аспектам настоящего изобретения уплотнительные нити увеличивают поперечную прочность ткани и прочность ее шва, а также уменьшают боковое смещение уточных нитей на стороне износа.
Далее следует подробное описание изобретения со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного понимания изобретения в следующем далее описании сделаны ссылки на чертежи, на которых:
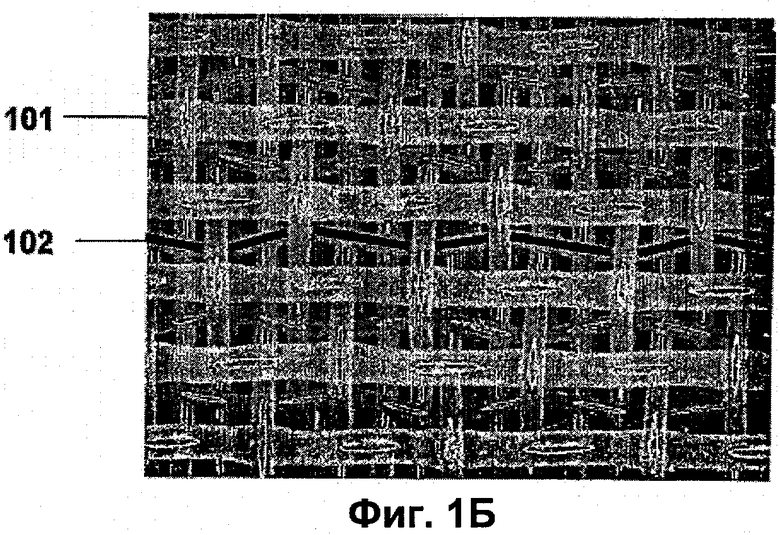
на фиг.1А и 1Б показан а) вид формовочной стороны и б) вид стороны износа многослойной ткани, сотканной в соответствии с настоящим изобретением;
на фиг.2 показан в поперечном сечении пример выполнения многослойной ткани, известной из уровня техники и имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 1:1;
на фиг.3А и 3Б показан в поперечном сечении отдельный пример выполнения а) известной из уровня техники многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 2:1, и б) выполненной в соответствии с настоящим изобретением многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 2:1;
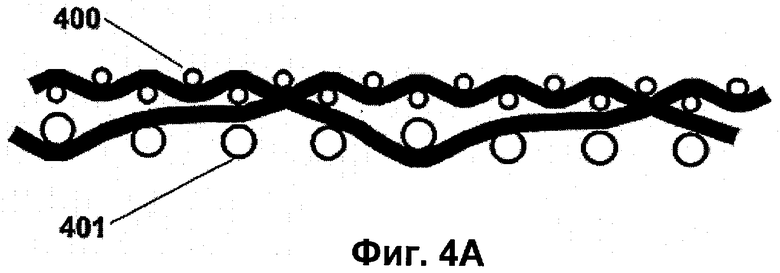
на фиг.4А и 4Б показан в поперечном сечении второй пример выполнения а) многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 2:1, выполненной в соответствии с уровнем техники, и б) многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 2:1, выполненной в соответствии с настоящим изобретением;
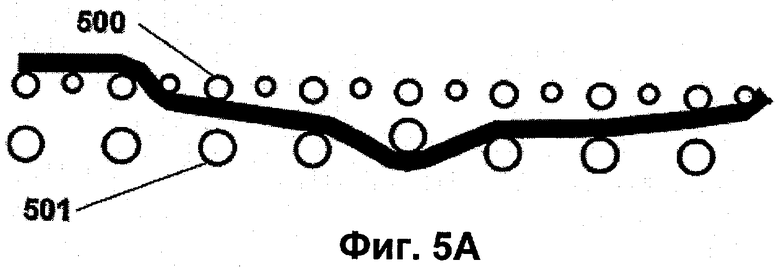
на фиг.5А и 5Б показан в поперечном сечении третий пример выполнения а) многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 2:1, выполненной в соответствии с уровнем техники, и б) многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 2:1, выполненной в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Предлагаемая в настоящем изобретении многослойная ткань, используемая в формовочной части бумагоделательной машины, имеет верхний слой уточных нитей и нижний слой уточных нитей, расположенных в направлении, перпендикулярном направлению движения ткани в машине. Верхний (формовочный) слой и нижний (сторона износа) слой переплетаются с формированием многослойной ткани. При этом между смежными уточными нитями стороны износа размещаются уплотнительные нити, проходящие в направлении, перпендикулярном к направлению движения ткани в машине. Указанные уплотнительные нити эффективно уменьшают полный объем пустот ткани при незначительном влиянии на дренажные свойства ткани. Значительным преимуществом рассматриваемой ткани является увеличение вакуумной производительности во влажной зоне бумагоделательной машины. Указанное преимущество достигается за счет заполнения некоторых пустот на стороне износа ткани уплотнительными нитями без значительного нарушения воздухопроницаемости ткани или увеличения ее толщины. Использование в структуре ткани уплотнительных нитей дополнительно позволяет усилить поперечную прочность ткани и прочность ее шва, а также уменьшить боковое смещение уточных нитей на стороне износа.
Существуют различные виды многослойных формовочных тканей. Одно из преимуществ многослойных формовочных тканей по сравнению с однослойными тканями заключается в возможности использовать на формовочной стороне ткани уточные нити небольшого диаметра для получения оптимальных характеристик формируемого бумажного полотна, а на стороне износа ткани - использовать уточные нити большого диаметра для обеспечения прочности и долговечности ткани. На фиг.2 показан в поперечном сечении пример выполнения известной из уровня техники многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 1:1. Согласно фиг.2 на каждую уточную нить большего диаметра 201 на стороне износа приходится одна уточная нить меньшего диаметра 200 на формовочной стороне. Получаемая таким образом ткань имеет очень плотную структуру с небольшим объемом пустот. К сожалению, в результате того, что диаметр уточных нитей на стороне износа больше, чем диаметр уточных нитей на формовочной стороне, сторона износа ткани "заполняется" уточными нитями до того, как заполнится формовочная сторона, следовательно, невозможно получить оптимальное количество уточных нитей на формовочной стороне, позволяющих формировать бумажный лист с необходимыми свойствами.
На фиг.3А показан в поперечном сечении пример выполнения в соответствии с уровнем техники многослойной ткани, имеющей соотношение количества уточных нитей в верхнем и нижнем слое, равное 2:1. Согласно фиг.3А на одну уточную нить большего диаметра 301 на стороне износа приходится две уточные нити меньшего диаметра 300 на формовочной стороне. Преимущество указанной ткани по сравнению с тканью, представленной на фиг.2, заключается в возможности добавлять большее количество уточных нитей на формовочную сторону ткани и, следовательно, заполнять указанную сторону ткани необходимым количеством уточных нитей, достаточным для получения оптимальных характеристик формируемого при помощи указанной ткани бумажного листа. Нити, имеющие больший диаметр, могут быть использованы на стороне износа для увеличения прочности и долговечности ткани. Однако указанные уточные нити стороны износа увеличивают толщину ткани и объем пустот. Ткань, представленная на фиг.3Б, отличается от ткани, представленной на фиг.3А, использованием дополнительных уплотнительных нитей диаметра 302, меньшего, чем диаметр уточных нитей стороны износа, которые добавляют между смежными уточными нитями стороны износа. Указанные уплотнительные нити заполняют некоторые объемы пустот между уточными нитями на стороне износа и, следовательно, уменьшают объем пустот ткани. Добавление уплотнительных нитей между смежными уточными нитями на стороне износа не приводит к увеличению толщины ткани.
В соответствии с настоящим изобретением был произведен образец ткани. На фиг.1 показан а) вид формовочной стороны, б) вид стороны износа ткани, сотканной в соответствии с настоящим изобретением. На фиг.1А и 1Б ткань показана таким образом, что направление движения ткани в машине является вертикальным направлением, и, следовательно, нити, проходящие в направлении, перпендикулярном направлению движения ткани в машине, располагаются на фиг.1 горизонтально. В образце ткани поверхность формовочной стороны, показанной на фиг.1А, имеет простое полотняное переплетение. Уточные нити 100 формовочной стороны используются для поддержки волокна и формирования бумажного листа. Сторона износа ткани содержит уплотняющие нити 102, проходящие в направлении, перпендикулярном направлению движения ткани в машине, которые вплетены между соседними уточными нитями 101 стороны износа, проходящими в направлении, перпендикулярном направлению движения ткани в машине. Уплотнительные нити 102 выделены на фиг.1.
Ткацкое переплетение, показанное на фиг.1А и 1Б, представляет собой один пример осуществления настоящего изобретения. Однако настоящее изобретение не ограничивается указанным переплетением и по сути включает много ткацких переплетений.
На фиг.4А и 5А показаны в поперечном сечении дополнительные примеры выполнения известной из уровня техники многослойной ткани, имеющей соотношение количества уточных нитей, равное 2:1. В данных примерах на каждую уточную нить большего диаметра 401 и 501 на стороне износа приходится две уточные нити меньшего диаметра 400 и 500 на формовочной стороне. Ткани, представленные на фиг.4Б и 5Б, сходны с тканями, представленными на фиг.4А и 4Б, однако дополнительно содержат уплотнительные нити 402 и 502, которые добавлены между смежными уточными нитями на стороне износа. Указанные уплотнительные нити частично заполняют объемы пустот между уточными нитями на стороне износа и, следовательно, уменьшают общий объем пустот рассматриваемой ткани. При этом добавление уплотнительных нитей между смежными уточными нитями на стороне износа не приводит к увеличению толщины ткани.
Ткань в соответствии с настоящим изобретением предпочтительно содержит только моноволоконные нити, предпочтительно из полиэфира, полиамида, или другого полимера, такого как полибутилентерефталат или полиэтиленнафталат.
Для производства тканей также применяют двухкомпонентные нити или нити, содержащие нить-сердцевину, окруженную оболочкой. Специалисту в данной области техники понятно, что могут быть использованы любые комбинации полимеров для любых типов нитей. Продольные и поперечные нити могут иметь круглую форму поперечного сечения с одним или более различными диаметрами. Дополнительно к круглой форме поперечного сечения, одна или более нитей может иметь другую форму поперечного сечения, например, прямоугольную или некруглую форму. Также могут быть использованы многоволоконные или витые нити.
Специалисту в данной области техники понятно, что возможны модификации изобретения без выхода за пределы его объема. Следующая далее формула изобретения охватывает такие модификации.





Изобретение относится к формовочным тканям для формовочной части бумагоделательной машины. Ткань имеет верхний слой уточных нитей и нижний слой уточных нитей, проходящих в направлении, перпендикулярном направлению движения ткани в машине. Верхний (формовочный) слой и нижний (стороны износа) слой соединяются вместе с формированием многослойной ткани. Уплотняющие нити, проходящие в направлении, перпендикулярном направлению движения ткани в машине, вставлены между смежными уточными нитями стороны износа. Уплотняющие нити уменьшают объем пустот на стороне износа ткани без значительного нарушения воздухопроницаемости и увеличения толщины ткани. Данное размещение уплотняющих нитей также приводит к увеличению поперечной прочности ткани и прочности шва и уменьшает поперечное смещение уточных нитей стороны износа. 11 з.п. ф-лы, 9 ил.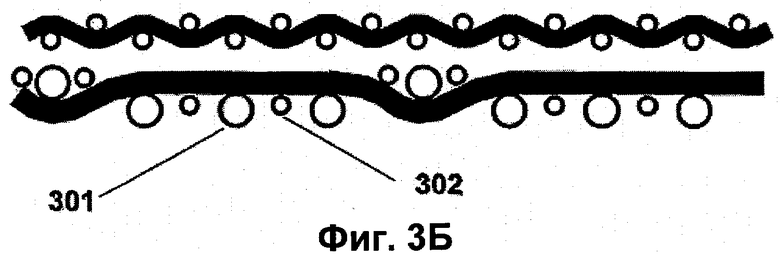
| US 5158117 A, 27.10.1992 | |||
| US 4501303 A, 26.02.1985 | |||
| Устройство для определения наличия пузырьков воздуха в крови | 1978 |
|
SU728865A1 |
| ТЕХНИЧЕСКОЕ СУКНО ДЛЯ БУМАГОДЕЛАТЕЛЬНЫХМАШИН | 0 |
|
SU297738A1 |
| МНОГОСЛОЙНОЕ ТКАНОЕ ПОЛОТНО | 1998 |
|
RU2144578C1 |
| Сшитое прессовое сукно для обезвоживания целлюлозной массы в сушильной машине | 1990 |
|
SU1836506A3 |

