Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей и агломерата.
Известен способ подготовки шихты к спеканию, включающий подачу влажной шихты в окомкователь двумя потоками, зародышеобразование, доокомкование зародышей до кондиционных окатышей (см. Ручкин И.Е. Производство железорудных окатышей, М.: Металлургия, 1976, с.82-92). Недостатком известного способа является низкая производительность технологического устройства.
Наиболее близким по технической сущности и достигаемому результату является способ подготовки шихты к спеканию, включающий подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа с формированием газовлагошихтовой струи, напыление шихты с образованием напыленного слоя на бесконечной движущейся со скоростью 0,05-1,5 м/с эластичной или тканевой ленте, намотанной на вращающиеся барабаны, через пластинчатые делители, установленные между собой с зазорами неподвижно на поверхности ленты, формирование зародышей разрезанием напыленного слоя пластинчатыми делителями, изгибом ленты, изменением ее направления движения, очисткой поверхности ленты от напыленного слоя, доокомкование зародышей шихтой второго потока до окатышей (см. патент №2297461, Россия, МПК 7 С22В 1/24).
Недостатком известного решения является низкая производительность способа по причине забивания шихтой пластинчатых делителей, установленных между собой с зазорами постоянного размера, и трудности схода напыленного слоя с эластичной ленты из-за несогласованного расхода шихты в струе и скорости ленты. Поэтому затруднены процессы зародышеобразования и доокомковывания зародышей до кондиционных окатышей, получаемых из высоковлажных шихт, что снижает выход годного.
Задачей изобретения является повышение производительности способа подготовки шихты к спеканию.
Поставленная задача достигается в способе подготовки шихты к спеканию, включающем подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа с формированием газовлагошихтовой струи, напыление шихты с образованием напыленного слоя на бесконечной движущейся со скоростью 0,05-1,5 м/с эластичной или тканевой ленте, намотанной на вращающиеся барабаны, через пластинчатые делители, установленные между собой с зазорами неподвижно на поверхности ленты, формирование зародышей разрезанием напыленного слоя пластинчатыми делителями, изгибом ленты, изменением ее направления движения, очисткой поверхности ленты от напыленного слоя, доокомкование зародышей шихтой второго потока до окатышей, при этом для указанного интервала скоростей ленты расход шихты в газошихтовой струе составляет 0,5-8,0 кг/с, причем с увеличением расхода шихты в струе на каждый 1,0 кг/с скорость ленты увеличивают на 0,08-0,24 м/с, а зазоры между делителями выполнены увеличивающимися по ходу движения ленты на 5 -30%, при этом делители выполняют из антифрикционных материалов.
Сущность изобретения заключается в следующем. Расход шихты в газошихтовой струе и скорость ленты оптимизированы друг с другом. В интервале скоростей ленты, равных 0,05-1,5 м/с, расход шихты должен быть равным 0,5-8,0 кг/с. Причем с увеличением расхода шихты в струе на каждый 1,0 кг/с скорость ленты увеличивают на 0,08-0,24 м/с. Эти параметры способа необходимы для формирования напылением зародышей, вертикальный размер (высота) которых должен быть равен 3-13 мм. С увеличением расхода шихты, связанного с производственной необходимостью, для получения зародышей этого размера необходимо увеличить скорость ленты. Если скорость ленты при увеличении расхода шихты на каждый 1,0 кг/с будет менее 0,08 м/с, то размер зародышей будет превышать диаметр кондиционных окатышей, равный 14-16 мм. Это противоречит задаче изобретения. Если скорость ленты при увеличении расхода шихты на каждый 1,0 кг/с будет более 0,24 м/с, то напыленный слой будет иметь минимальную высоту (менее 2 мм) и низкую прочность. В результате этого процесс зародышеобразования нарушается, а производительность способа падает.
Горизонтальный размер зародышей (ширина брикетов) регулируется расстоянием (зазорами) между пластинчатыми делителями. Экспериментально установили, что, если зазоры между делителями установлены постоянными по всей длине делителей, то при движении напыленного слоя зародыши истираются с образованием шихтовой мелочи. В результате горизонтальный размер зародышей уменьшается и затрудняется сход зародышей с ленты. Чтобы исключить истирание зародышей пластинчатыми делителями и сохранить их заданный размер при движении напыленного слоя вместе с лентой, необходимо пластинчатые делители устанавливать с зазорами между ними, увеличивающимися по ходу движения ленты и выполненными увеличенными на 5-30% в конце делителей по сравнению с зазорами, установленными в начале делителей. Если зазор будет увеличен менее чем на 5%, то задача изобретения не будет решена. Если зазор будет увеличен более чем на 30%, то размер зародышей будет превышать диаметр кондиционных окатышей, что противоречит задаче изобретения. Чтобы обеспечить задачу изобретения пластинчатые делители необходимо выполнять из антифрикционных материалов, обладающих минимальным коэффициентом трения, которые в наименьшей степени истирают зародыши при движении ленты, а напыляемый материал не налипает на стенки делителей. К антифрикционным материалам относятся полированные нержавеющие стали, стекловолокно, некоторые виды пластмассы.
За счет отличительных признаков заявленный способ приобретает новые свойства: регулирование заданных горизонтальных и вертикальных размеров зародышей, устанавливаемых в зависимости от расхода шихты в струе и скорости ленты; уменьшение истирания зародышей о антифрикционные делители при движении напыленного слоя и ленты; устранение налипания влажной шихты на пластинчатые делители при напылении, что обеспечивает стабильный фракционный состав зародышей и их максимальный выход, что позволяет повысить производительность способа подготовки шихты к спеканию на 6,4-14,2% и решить задачу изобретения.
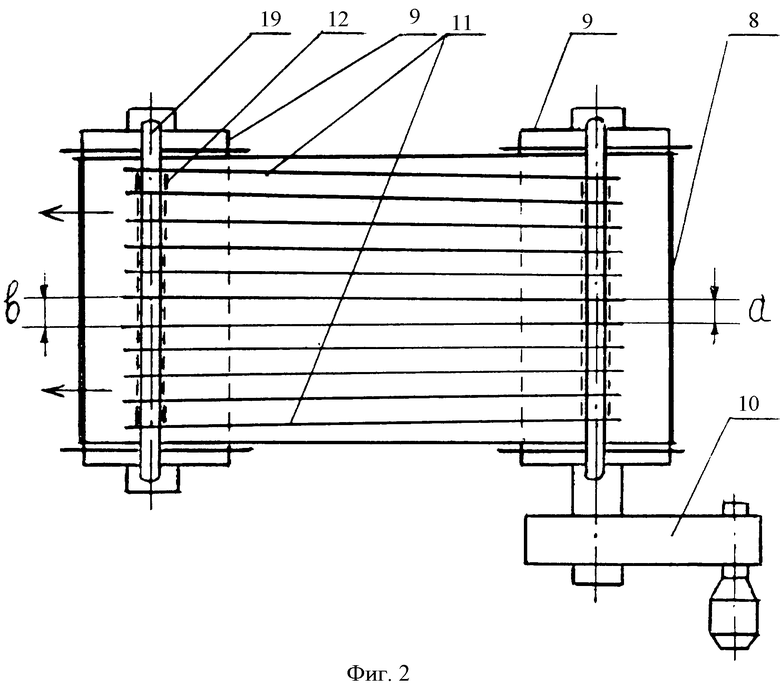
Способ подготовки шихты к спеканию реализуется с помощью устройства, показанного на фиг.1 и 2. На фиг.1 показан фронтальный вид устройства, на фиг.2 показан вид сверху на ленту и пластинчатые делители со стороны атаки струи.
Устройство содержит окомкователь 1, транспортер 2, который подает влажную шихту потоком 3 и потоком 4, шибер 5. Для формирования газовлагошихтовой струи 6 в рабочем пространстве окомкователя установлен струйный аппарат 7. Между струйным аппаратом и днищем тарели установлена бесконечная эластичная лента 8, надетая на барабаны 9. Один из барабанов снабжен приводом 10. На поверхности ленты установлены делители 11. Для регулирования зазора между пластинчатыми делителями установлены регулирующие шайбы 12, надетые на ось 13 (см. фиг.2). При напылении шихты на ленте формируются шихтовые жгутики 14, из которых образуются брикеты 15, являющиеся зародышами для окатышей.
Способ подготовки шихты к спеканию реализуется следующим образом. Шихта подается в окомкователь 1 с помощью транспортера 2 потоком 3 и потоком 4. Расход шихты в потоках 3 и 4 регулируется шибером 5. Поток 4 предназначен для формирования газовлагошихтовой струи 6. При необходимости изменения технологических параметров окомкователя или массы загружаемой шихты расход шихты в потоке 4 регулируют шибером 5 в пределах 0,5-8,0 кг/с. Шихта потока 4 поступает в струйный аппарат 7 и напыляется струей 6 на эластичную ленту 8, надетую на барабаны 9. В зависимости от расхода шихты в потоке 4 и в газовлагошихтовой струе 6 устанавливается определенная скорость ленты с помощью привода 10. Частота вращения привода регулируется частотным преобразователем скорости. Причем на каждый 1,0 кг/с увеличения расхода шихты в струе 6 требуется увеличение скорости ленты на 0,08-0,24 м/с. На поверхности ленты 8 установлены пластинчатые делители 11 с зазором "а" между ними (см. фиг.2), увеличивающимся по ходу движения ленты в конце делителей до размера "в" на 5-30%. Регулирование зазора между пластинчатыми делителями осуществляется съемными регулирующими шайбами 12, надетыми на ось 13. Это необходимо для уменьшения истираемости шихтовых жгутиков 14 и брикетов 15 и лучшего схода их с ленты. После поступления брикетов 15 в рабочее пространство окомкователя 1 они доокомковываются шихтой потока 3 до кондиционных окатышей.
Пример. Отработку способа подготовки шихты к спеканию проводили на тарельчатом окомкователе диаметром 1,0 м, в рабочее пространство которого загружали 10 кг влажной шихты, содержащей железорудный концентрат Тейского месторождения и 1% бентонита. Шихту подавали двумя потоками, один из которых загружали в струйный аппарат типа "труба в трубе". Расход шихты, подаваемой в струйный аппарат и газовлагошихтовую струю, регулировали шибером, установленным на устройстве согласно технологической схеме, представленной на фиг.1. Шихту напыляли на резинотканевую ленту, намотанную на стальные цилиндрические барабаны диаметром 100 мм и длиной 200 мм, один из которых снабжен приводом с частотным преобразователем скорости. Пластинчатые делители были выполнены из 15 стальных пластин толщиной 0,5 мм. Пластины были выполнены из нержавеющей полированной стали. Для изменения зазоров между пластинами использовали пластмассовые регулировочные шайбы различной толщины. В экспериментах исследовали влияние отношения размеров "в" и "а" ("в/а", фиг.2) на производительность окомкователя. Производительность оценивали по выходу окатышей, имеющих диаметр 10-15 мм. Результаты экспериментов представлены в таблице.
Как видно из приведенных в таблице данных, способ подготовки шихты к спеканию, основанный на дозированном расходе шихты в струе, оптимизированном со скоростью эластичной ленты, и на регулируемом зазоре между пластинчатыми делителями, позволяет повысить производительность способа на 6,4-14,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2008 |
|
RU2387720C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2005 |
|
RU2297461C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2005 |
|
RU2278172C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2008 |
|
RU2377323C1 |
| Способ получения окатышей | 2023 |
|
RU2804975C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2019 |
|
RU2717749C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2006 |
|
RU2327750C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2010 |
|
RU2430167C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2005 |
|
RU2280085C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2019 |
|
RU2698000C1 |
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей. Влажную шихту подают в окомкователь двумя потоками с регулируемым расходом. Первый поток вводят в поток сжатого газа с формированием газовлагошихтовой струи, напыляют шихту с образованием напыленного слоя на бесконечной движущейся эластичной или тканевой ленте, намотанной на вращающиеся барабаны, через пластинчатые делители, установленные между собой с зазорами неподвижно на поверхности ленты. Формируют зародыши разрезанием напыленного слоя пластинчатыми делителями, изгибом ленты, изменением ее направления движения, очисткой поверхности ленты от напыленного слоя. Зародыши доокомковывают шихтой второго потока до окатышей. Расход шихты в газовлагошихтовой струе составляет 0,5-8,0 кг/с для интервала скоростей ленты 0,05-1,5 м/с, причем с увеличением расхода шихты в струе на каждый 1,0 кг/с скорость ленты увеличивают на 0,08-0,24 м/с. Зазоры между делителями выполнены увеличивающимися по ходу движения ленты на 5-30%, при этом делители выполняют из антифрикционных материалов. Изобретение позволит повысить производительность. 2 ил., 1 табл.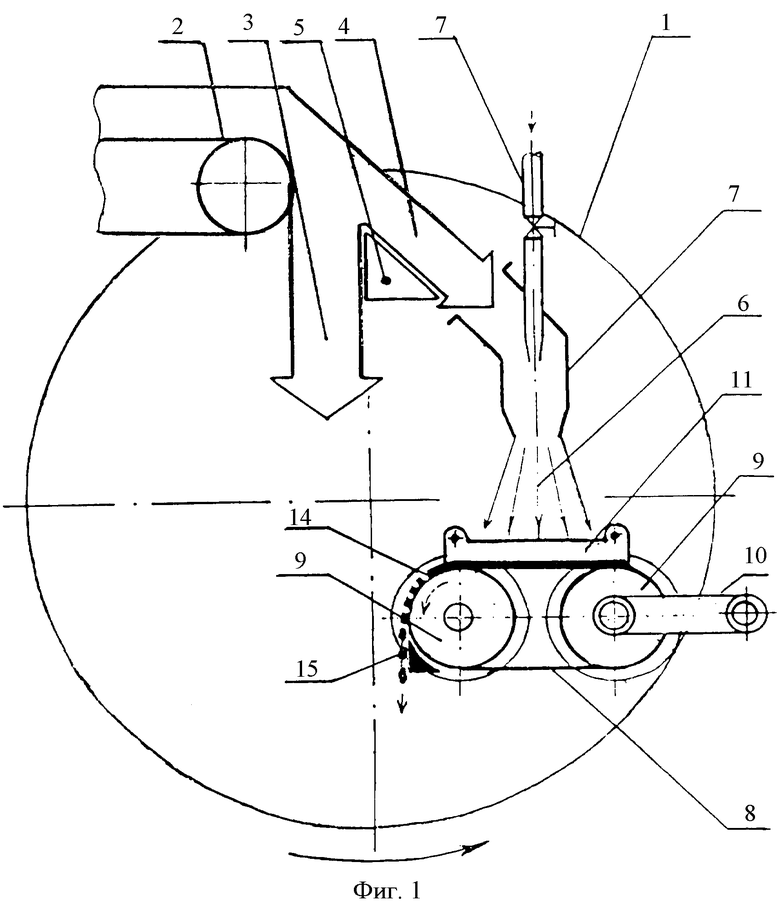
Способ подготовки шихты к спеканию, включающий подачу влажной шихты в окомкователь двумя потоками с регулируемым расходом, введение первого из них в поток сжатого газа с формированием газовлагошихтовой струи, напыление шихты с образованием напыленного слоя на бесконечной движущейся эластичной или тканевой ленте, намотанной на вращающиеся барабаны, через пластинчатые делители, установленные между собой с зазорами неподвижно на поверхности ленты, формирование зародышей разрезанием напыленного слоя пластинчатыми делителями, изгибом ленты, изменением ее направления движения, очисткой поверхности ленты от напыленного слоя, доокомкование зародышей шихтой второго потока до окатышей, отличающийся тем, что расход шихты в газовлагошихтовой струе составляет 0,5-8,0 кг/с для интервала скоростей ленты 0,05-1,5 м/с, причем с увеличением расхода шихты в струе на каждый 1,0 кг/с скорость ленты увеличивают на 0,08-0,24 м/с, а зазоры между делителями выполнены увеличивающимися по ходу движения ленты на 5-30%, при этом делители выполняют из антифрикционных материалов.
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2005 |
|
RU2297461C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2002 |
|
RU2225888C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2001 |
|
RU2183683C1 |
| RU 2004111076 А, 20.10.2005 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |

