Изобретение относится к специальной электрометаллургии, в частности к кристаллизаторам вакуумных дуговых и плазменно-дуговых печей.
Известен кристаллизатор вакуумной дуговой печи, включающий водоохлаждаемые медный поддон, медную гильзу и соленоид, создающий в рабочем пространстве гильзы постоянное магнитное поле («Плавка и литье титановых сплавов», отв. редактор В.И.Добаткин, М.: Металлургия, 1978 г., стр.34-36).
При выплавке титановых слитков из прессованных и литых электродов магнитное поле соленоида ориентирует горение дуги только на поверхность ванны жидкого металла, перемешивает металл в ванне, вызывая ее вращение относительно вертикальной оси, и предотвращает горение дуги непосредственно на рабочую поверхность гильзы.
При рафинирующем переплаве расходуемого электрода из губчатого титана с добавкой других компонентов в таком кристаллизаторе, принимаемом в качестве прототипа, происходит нежелательное загрязнение рабочей поверхности кристаллизатора конденсирующимися на его холодных стенках магнием и хлоридом магния, являющимися неизбежной примесью магнийтермического губчатого титана. В состав образующейся при этом пленки могут входить также мелкодисперсные окислы титана («Плавка и литье титановых сплавов», отв. редактор В.И.Добаткин, М.: Металлургия, 1978 г., стр.132-134, рис.32).
Пленка конденсата из таких примесей на рабочей поверхности кристаллизатора имеет большое электросопротивление. Это значительно ухудшает электрический контакт между наплавляемой частью слитка и рабочей поверхностью кристаллизатора, что создает опасные условия для дугового пробоя пленки конденсата.
Дуговые пробои трудно заметить потому, что они происходят в малых зазорах между боковой поверхностью слитка и кристаллизатором, а также потому что такие дуги закрыты от наблюдения зеркалом расплавленного металла.
Такие пробои стенки гильзы создают аварийную ситуацию. При проплавлении гильзы вода попадает в зону горения дуги с образованием взрывоопасных газовых смесей.
Известно устройство для чистки кристаллизатора для плавки металла, содержащее приводные шарнирные рычаги с укрепляемыми на них инструментами чистки в виде абразивных кругов, щеток и металлических резцов (Авторское свидетельство СССР 435895, B22D 7/12; С21С 5/56).
Известен также рабочий орган устройства для чистки кристаллизаторов, содержащий соосно расположенные приводные головки с поворотными в горизонтальной плоскости рычагами, на концах которых закреплены инструменты чистки (Авторское свидетельство СССР 499031, B22D 7/12; С21С 5/56).
Недостатками таких устройств для чистки кристаллизаторов являются загрязнение многочисленных сложных деталей электродвигателей возгонами плавки при удалении их с рабочей поверхности кристаллизатора. Из-за загрязнения возникают перегрузки устройств, сгорают электродвигатели и ломаются многие детали. При этом сами установки нуждаются в чистке, ремонте, что делать очень сложно.
Из-за таких недостатков пришлось отказаться от дальнейшего использования таких устройств.
В качестве базового объекта, применяемого для чистки кристаллизаторов, используется круглая щетка из стального каната, совершающая возвратно-поступательное движение по рабочей поверхности кристаллизатора посредством грузоподъемного механизма мостового крана.
Недостатками такого способа чистки кристаллизаторов являются:
- низкая производительность и эффективность чистки из-за малой скорости движения щетки, отсутствия у нее абразивных свойств и из-за ее слабого силового воздействия на поверхность гильзы;
- на контактной поверхности кристаллизатора остается пленка конденсата, обладающего большим электросопротивлением, что ухудшает контакт выплавляемого слитка с кристаллизатором;
- нерациональное использование мостового крана.
Целью изобретения является обеспечение эффективной чистки рабочей поверхности кристаллизатора от возгонов плавки при подготовке его к очередной плавке, а также повышение качества очистки контактной поверхности поддона.
Поставленная цель достигается тем, что в предлагаемом кристаллизаторе вакуумной дуговой печи, содержащем соленоид и водоохлаждаемые медный поддон, гильзу и соленоид, соленоид выполнен в виде последовательно соединенных обмоток, снабжен токораспределительным коллектором с подвижными электроконтактными щетками и механизмом возвратно-поступательного движения щеток по контактной поверхности коллектора, а гильза кристаллизатора снабжена сменными ферромагнитными инструментами чистки, взаимодействующими с рабочей поверхностью гильзы посредством магнитного поля, поочередного создаваемого обмотками соленоида. Ферромагнитный инструмент чистки выполнен в виде щетки из гибкой ферромагнитной ленты с лепестками на верхней и нижней кромках. Для чистки рабочей поверхности гильзы в качестве инструмента чистки используется абразивная сыпучая ферромагнитная среда. На токоподводе верхней обмотки соленоида установлен конечный выключатель, взаимодействующий с механизмом возвратно-поступательного движения щеток. Для возвратно-поступательного движения электроконтактных щеток используется штурвал. В качестве инструментов чистки используются ферромагнитные стержни с закрепленными на них наждачными или полировальными шкурками. В качестве инструментов чистки используются стальные напильники с закругленными обрабатывающими поверхностями. Кристаллизатор снабжен магнитопроводом, размещенным на наружной поверхности соленоида.
На фиг.1 показан в разрезе предлагаемый кристаллизатор и принципиальная схема подвода тока к обмоткам его соленоида; на фиг.2 - кристаллизатор в разрезе с кольцевой ферромагнитной щеткой; на фиг.3 - то же, вид сверху на фиг.2; фиг.4 - гильза кристаллизатора с размещенными стержнями; фиг.5 - то же, вид сверху на фиг.4.
Кристаллизатор состоит из медных поддона 1, гильзы 2, соленоида 3, выполненного из восьми последовательно соединенных обмоток. Поддон охлаждается водой посредством подводящего патрубка поддона 4 и отводящего патрубка поддона 5. Гильза охлаждается посредством водоохлаждающей рубашки 6, подводящего патрубка кристаллизатора 7 и отводящего патрубка кристаллизатора 8, концы обмоток соленоида подсоединены соответственно к контактным пластинам 9, 10 (всего 9) токораспределительного коллектора. С пластинами коллектора поочередно контактируют электроконтактные щетки 11, 12, закрепленные на контактных дисках 13, 14, к которым присоединены гибкие проводники 15, 16 для постоянного тока. К ступице, образованной дисками 13, 14, прикреплен рычаг 17 механизма возвратно-поступательного движения щеток, включающего кривошип 18 и шатун 19.
Соленоид 3 намотан на наружную поверхность охлаждающей рубашки 6 диаметром 800 мм, длиной 4000 мм. Каждая из восьми обмоток имеет по 250 витков провода сечением 5×2 мм, намотанных в 3 ряда.
В качестве инструмента чистки используется ферромагнитная сыпучая среда 20: дробь дробеметных установок, а также материал для магнитно-абразивной обработки, содержащий железа 70-30%, ферромарганца 20-30%. Такой материал обладает высокой твердостью и позволяет обрабатывать поверхность металла по 11-12 классу чистоты (Авторское свидетельство СССР 500975, B24D 3/34).
Для предотвращения при чистке выхода из рабочего пространства кристаллизатора пылевидных продуктов плавки и возможного выброса сыпучих ферромагнитных частиц кристаллизатор закрывается крышкой 21.
Чистка гильзы кристаллизатора производится следующим образом.
На рабочую поверхность поддона 1 засыпается сыпучая ферромагнитная абразивная среда 20. Кристаллизатор закрывается крышкой 21. К обмоткам соленоида 3 посредством разъемного контактного устройства (на чертеже не показано) присоединяются все девять пластин коллектора 9,10.
При вращении приводного кривошипа 18 в указанном направлении шатун 19 передает рычагу 17, контактным дискам 13, 14 и закрепленным на дисках щеткам 11, 12 качательное возвратно-поступательное движение, а щетки поочередно контактируют со всеми пластинами коллектора 9, 10. Напряжение от источника постоянного тока к контактным дискам 13, 14 поступает через гибкие проводники 15,16.
Возвратно-поступательное движение щеток 11, 12 по поверхности коллектора сопровождается возвратно-поступательным движением магнитного поля соленоида снизу вверх и обратно. Под воздействием подвижного магнитного поля сыпучая ферромагнитная абразивная среда 20 прижимается к рабочей поверхности гильзы 2, очищает ее от возгонов плавки, двигаясь в направлении движения магнитного поля.
Очистку рабочей поверхности гильзы 2 можно совместить с очисткой поддона 1. Для этого выключают выключателем 22 подачу тока в верхнюю обмотку соленоида. Конечный выключатель 23 при этом остается включенным. Когда абразивная сыпучая среда 20, под воздействием подвижного магнитного поля, поднимется до высоты верхней обмотки соленоида, кривошип 18 нажмет на конечный выключатель 23. При отключении тока от верхней обмотки соленоида ее магнитное поле исчезает, сыпучая абразивная среда падает с высоты 4 м на поддон и производит чистку его рабочей поверхности.
В качестве инструмента чистки рабочей поверхности гильзы кристаллизатора может использоваться также ферромагнитная щетка, содержащая кольцеобразный корпус 24, закрепленную на нем посредством заклепок 25 гибкую ленту 26 с лепестками 27 на верхней и нижней кромках.
Чистка гильзы производится в такой же последовательности: магнитное поле обмоток соленоида 3 притягивает гибкие лепестки 27 к рабочей поверхности гильзы 2 и увлекает щетку снизу вверх и обратно. Лепестки щетки чистят рабочую поверхность гильзы.
В верхней части рабочего пространства гильзы 2 расположена гирлянда из восьми ферромагнитных стержней 28. Наружная поверхность стержней соответствует внутреннему диаметру гильзы 2. Положение стержней в рабочем положении фиксируется посредством корпуса 29, верхних шарниров 30 и нижних шарниров 31. Нижние створки верхних шарниров 30 и верхние створки нижних шарниров 31 соединены посредством сварки стержнями 32, наклоненными под углом α к горизонтали. Для придания ферромагнитным стержням абразивных свойств на наружной поверхности стержней посредством монтажного клея закрепляются наждачные или полировальные шкурки. Для транспортировки гирлянды стержней 28 корпус 29 снабжен дужкой 33 для зацепления крюком мостового крана или чалочного устройства.
Посредством грузоподъемного механизма мостового крана гирлянда стержней 28 поднимается за дужку 33, при этом стержни провисают благодаря шарнирному креплению их к корпусу 29. При этом стержни сближаются в радиальном направлении, что способствует свободному опусканию стержней в рабочее пространство гильзы 2 до соприкосновения их нижних концов с поддоном 1.
При подаче тока магнитное поле обмоток соленоида намагничивает стержни 28 одноименными полюсами: верхние концы N, нижние S. Такое намагничивание сопровождается взаимным отталкиванием стержней в круговом и радиальном направлениях, в результате чего стержни равномерно размещаются и прижимаются к рабочей поверхности гильзы. При возвратно-поступательном движении стержней приклеенные к ним наждачные или полировальные шкурки чистят рабочую поверхность гильзы.
В качестве ферромагнитных инструментов чистки используются круглые стальные напильники с закругленными обрабатывающими поверхностями. Напильники преимущественно с малой площадью поперечного сечения измельчаются любым способом на длины от 30 до 200 мм. В магнитном поле катушек соленоида напильники намагничиваются и совершают возвратно-поступательное движение по зачищаемой поверхности гильзы кристаллизатора.
Предлагаемый кристаллизатор обеспечивает возможность использования магнитного поля соленоида для чистки рабочей поверхности гильзы и поддона от возгонов плавки, а также для удаления электроизоляционной пленки с контактной поверхности гильзы и поддона, при условии соблюдения п.4 формулы изобретения.
Улучшением этих контактов предотвращается угроза горения взрывоопасных микродуг между пояском жидкого металла в верхней части выплавляемого слитка и гильзой кристаллизатора. Улучшается качество металла и поверхности выплавляемого слитка.
Освобождается мостовой кран от нерациональной чистки кристаллизатора посредством круглой щетки из стального каната.
Подачу ферромагнитных инструментов чистки в кристаллизатор и удаление их следует производить посредством магнитной шайбы. Для удаления из кристаллизатора измельченных и пылевидных загрязнений следует использовать пылесос вместо обдувания кристаллизатора сжатым воздухом. Это предотвратит запыление атмосферы литейного пролета вредными для здоровья пылевидными хлоридами.
С целью упрощения привода электроконтактных щеток коллектора, а также обеспечения выборочной чистки наиболее загрязненных участков рабочей поверхности гильзы кристаллизатора для возвратно-поступательного движения щеток используется штурвал, закрепленный соосно на ступице щеток. При этом штурвал обеспечивает механизированную чистку гильзы вручную и перемещение ферромагнитных инструментов чистки посредством магнитного поля по высоте гильзы в любых пределах. Для усиления магнитного поля соленоида и взаимодействия ферромагнитных инструментов чистки с рабочей поверхностью гильзы на наружной поверхности соленоида установлен магнитопровод.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2009 |
|
RU2418871C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТКИ КРИСТАЛЛИЗАТОРА | 1973 |
|
SU435895A1 |
| ГОЛОВКА УСТРОЙСТВА ДЛЯ чистки КРИСТАЛЛИЗАТОРА | 1971 |
|
SU299286A1 |
| Электросталеплавильная печь для переплава сложнолегированных сталей и сплавов | 1976 |
|
SU606882A1 |
| ДВИГАТЕЛЬ АВТОТРАНСПОРТНЫХ СРЕДСТВ | 2009 |
|
RU2435965C2 |
| СПОСОБ КОНТРОЛЯ И СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА | 2009 |
|
RU2425156C2 |
| СПОСОБ ПЕРЕПЛАВА МЕТАЛЛА В ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2012 |
|
RU2516325C2 |
| Линейный электрический двигательпОСТОяННОгО TOKA | 1979 |
|
SU853752A1 |
| ЭЛЕКТРОДВИГАТЕЛЬ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО НИЗКОЧАСТОТНОГО ДВИЖЕНИЯ | 1991 |
|
RU2076438C1 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |




Изобретение относится к специальной электрометаллургии, в частности к кристаллизаторам вакуумных дуговых и плазменно-дуговых печей. Кристаллизатор содержит соленоид, который выполнен в виде последовательно соединенных обмоток, и снабжен токораспределительными коллектором с подвижными электроконтакными щетками и механизмом возвратно-поступательного движения щеток по контактной поверхности пластин коллектора и сменными ферромагнитными инструментами чистки, взаимодействующими с рабочей поверхностью гильзы под воздействием магнитного поля, поочередно создаваемого обмотками соленоида. Кристаллизатор обеспечивает возможность использования магнитного поля соленоида для чистки рабочей поверхности гильзы и поддона от возгонов плавки, а также для удаления электроизоляционной пленки с контактной поверхности гильзы и поддона. 7 з.п. ф-лы, 5 ил.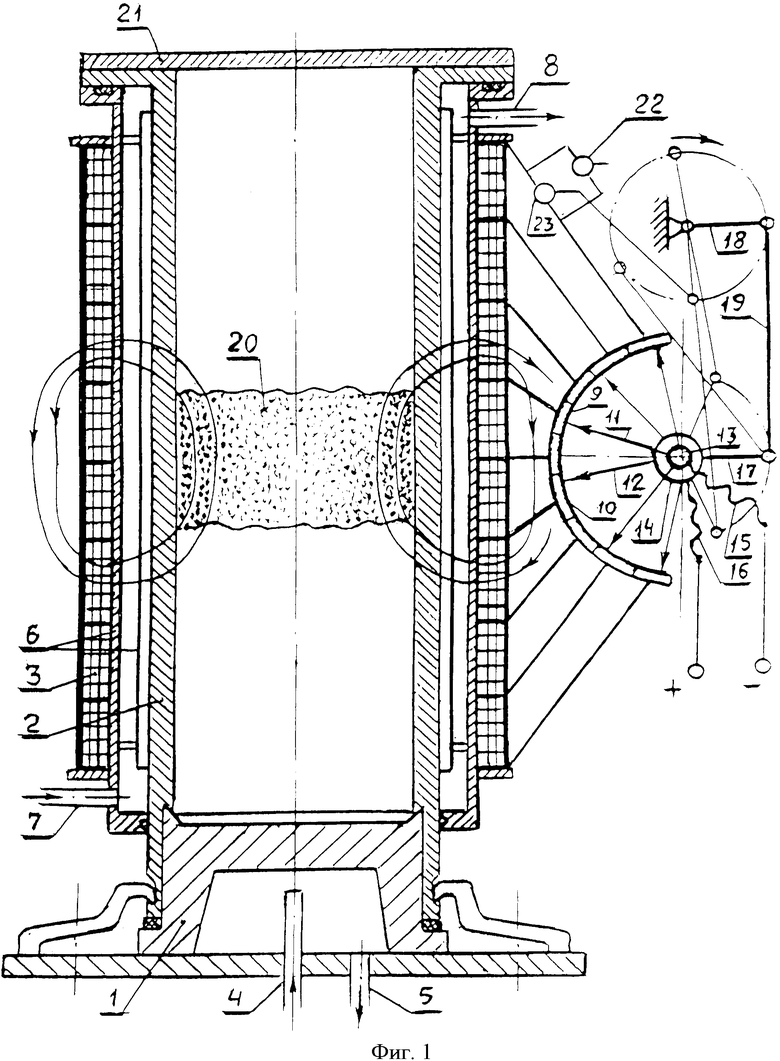
| Плавка и литье титановых сплавов | |||
| Под редакцией Добаткина В.И | |||
| - М.: Металлургия, 1978, с.132-134, рис.32 | |||
| УСТРОЙСТВО ДЛЯ ЧИСТКИ КРИСТАЛЛИЗАТОРА | 1973 |
|
SU435895A1 |
| Рабочий орган устройства для чистки кристаллизаторов | 1974 |
|
SU499031A1 |

