мере печи рабочее разрежение 10 - 10 мм. рт. ст. Для отключения и включения отдельных участков вакуумной системы применены вакуумные электромагнитные или электропневматические вентили. Подача рабочего газа в зазор между слитком и кристаллизатором осуществляется через специальные трубки, вваренные в боковую стенку кристаллизатора.
Недостатком этой печи, также как и всех перечисленных выше, является невозможность создания в ней проточной газовой атмосферы - переплав металлов и сплавов в этих печах проводят в застойной атмосфере газа. Вследствие этого пары и вредные примеси, удаляемые из металла в процессе плавки, остаются в камере печи. При повышении давления газа до 40-60 мм. рт. ст. резко ухудшается видимость в печи и затрудняется визуальный контроль за процессом ВДП. Кроме того, в камере печи образуется большое количество конденсата, засоряющего печь. Пары высокореакционных металлов, таких как магний, марганец и другие, конденсируясь на стенке кристаллизатора и в камере печи, могут вызвать возгорание и даже взрыв конденсата при выгрузке слитка. Поэтому при переплаве сложнолегированных сталей и сплавов, содержащих титан, магний, марганец и другие высокореакционные легирующие элементы, в известных вакуумных дуговых печах 8 давление газа поддерживают на уровне, не превышающем 50 мм. рт. ст.
Однако, для интенсивного охлаждения слитка и повышения производительности печи, подавления испарения элементов с высокой упругостью пара и азотирования металла давление рабочего газа в зазоре между слитком и кристаллизатором и в камере печи необходимо поддерживать на уровне 60-760 мм рт. ст. Такое давление в печи допустимо лишь при услсвии непрерывной очистки газа от вредных и взрывоопасных примесей, В известных конструкциях ваккумных дуговых печей это требование не выполняется.
При промышленном опробовании на заводе «Электросталь известных устройств для подачи охлаждающего газа в зазор между слитком и кристаллизатором, например через отверстия в стенке кристаллизатора, расположенные выше уровня поддона 6, была обнаружена невысокая надежность: непосредственное воздействие жидкого металла, а также столба дуги, приводит к быстрому разрушению отверстий в стенке кристаллизатора. Жидкий металл, затекая в отверстия и застывая в них, вызывает заклинивание слитка в кристаллизаторе. Эта система практически не позволяет осуществить механическую чистку кристаллизатора, так как рабочие органы станка забивают отверстия в стенке кристаллизатора. Применяемая в известных устройствах система подачи охлаждающего газа через одно-два отверстия в стенке кристаллизатора приводит к неравномерному охлаждению поверхности слитка и изменению условий кристаллизации металла.
Целью изобретения является увеличение производительности и подавление испарения легирующих элементов с высокой упругостью пара и повышение качества выплавляемого металла за счет интенсивного принудительного охлаждения слитка путем создания контролируемой проточной газовой атмосферы в зазоре между слитком и кристаллизатором и в камере печи при давлении до 760 мм рт. ст. с непрерывной очисткой рабочего газа в процессе плавки.
Для этого электросталеплавильная печь дополнительно снабжена коллектором, установленным в поддоне кристаллизатора, служащим для подачи и принудительной циркуляции рабочего газа в зазоре между слитком и кристалЛизатором и в камере печи, причем камера печи через, систему затворов и фильтры соединена со входом электромагнитного клапана и с приемным патрубком насоса, создающего циркуляцию газа в печи, выходной патрубок
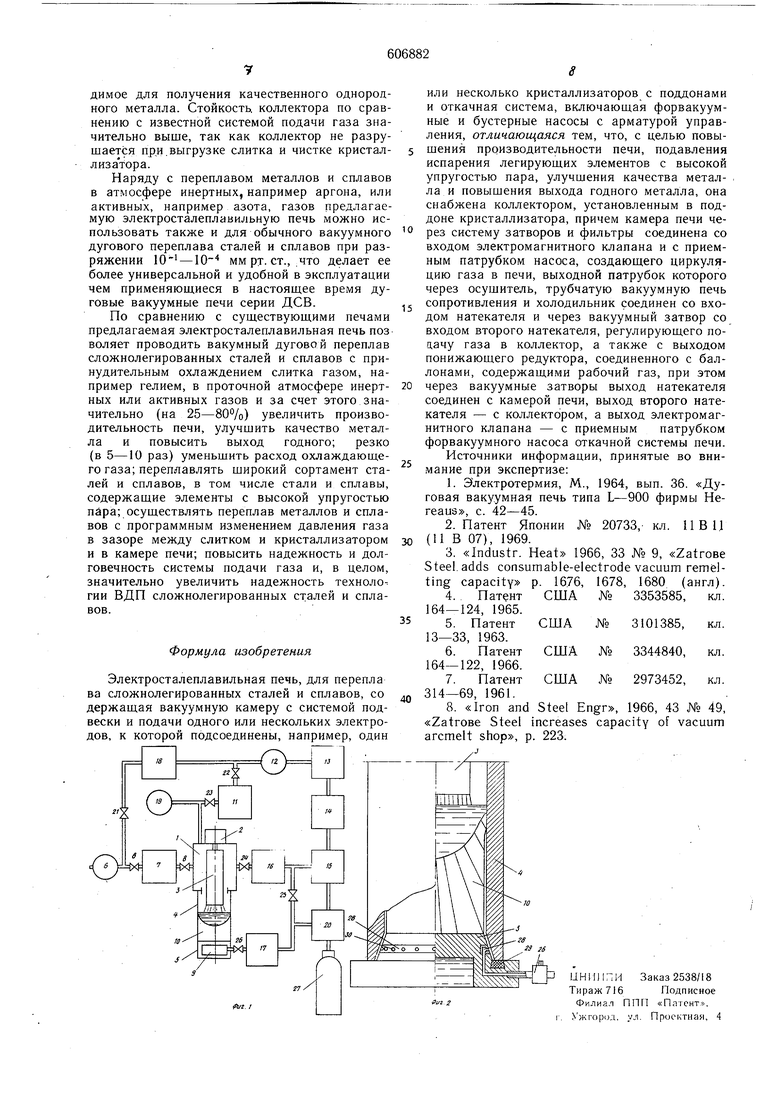
которого через осушитель, трубчатую вакуумную печь сопротивления и холодильник соединен со входом натекателя и через вакуумный затвор со входом второго натекателя, регулирующего подачу газа в коллектор, а также с выходом понижающего редуктора, соединенного с баллонами, содержащими рабочий газ, при этом через вакуумные затворы выход натекателя соединен с камерой печи, выход второго натекателя - с коллектором, установленным в поддоне кристаллизатора, а выход электромагнитного клапана - с приемным патрубком форвакуумного насоса откачной системы печи. На фиг. 1 показана функциональная схема элёктросталеплавильной печи; на фиг. 2 - конструкция коллектора, предназначенного для подачи и принудительной циркуляции газа в зазоре между слитком и кристаллизатором.
Электросталеплавильная печь содержит вакуумную камеру 1 с системой 2 подвески и подачи одного или нескольких электродов 3, к которой подсоединен, например, один или несколько кристаллизаторов 4 с поддонами 5, откачную систему, имеющую форвакуумный 6 и бустерные 7 насосы с соответствующей арматурой 8 управления, а также устройство для подачи, регенерации и циркуляции газа
в зазоре между слитком и кристаллизатором и в камере печи.
Это устройство включает в себя коллектор 9, предназначенный для подачи рабочего газа в зазор между слитком 10 и кристаллизатором, сменные фильтры 11 для очистки газа, маломощный форвакуумный насос (газодувку) 12 создающий циркуляцию газа в печи, осущитель 13, трубчатую печь сопротивления 14, холодильник 15, два регулирующих клапана-натекателя 16, 17, электромагнитный клапан 18, управляемый манометром 19, измеряющим давление в камере печи, понижающий редуктор 20, систему вакуумных затворов 21-26, а также один или несколько баллонов 27, содержащих рабочий газ. Коллектор 9 представляет собой полость 28, заключенную в поддоне 5 выше
уровня вакуумного уплотнения 29, и имеющую отверстия 30 по всему периметру поддона. Коллектор подключают к системе подачи газа через вакуумный затвор 26, например ДУ-25. В зависимости от химического состава переплавляемого металла возможны два режима работы печи. При переплаве сложнолегированных сталей и сплавов, содержаш,их элементы с высокой упругостью пара, после откатки печи и зажигания дуги закрывают вакуумный затвор 25, при помощи вакуумной арматуры 8, имеющейся на печи, отключают бустерные насосы 7 и в камеру 1 подают через коллектор 9 рабочий газ до требуемого давления (60- 760 ммрт. ст.)- Давление газа в зазоре между слитком и кристаллизатором регулируют при помощи редуктора 20 и натекателя 17 и поддерживают на уровне 35-150 мм рт. ст., превыщающем давление газа в камере печи. В этом случае газ практически не проходит через контактный поясок между слитком и кристаллизатором и его расход не превышает 0,05-1,0м./ч. В процессе плавки газ, находящийся в камере печи, подвергают постоянной очистке в замкнутой системе, состоящей из сменных фильтров 11, форвакуумного насоса 12, осушителя 13, трубчатой печи сопротивления 14, холодильника 15 и натекателя 16. Необходимая циркуляция газа создается вакуумным насосом 12, мощность которого может быть значительно меньще мощности основного форвакуумного насоса 6, предназначенного для откачки печи. Под действием перепада давлений, создаваемого этим насосом, газ поступает из вакуумной камеры 1 в фильтры 11, задерживающие частицы конденсата и мелкие брызги металла, образующиеся в процессе плавки. Очищенный газ проходит через насос 12 и поступает в осущитель. После осущителя 13, в котором задерживаются пары и капельки масла, газ поступает в трубчатую печь сопротивления 14, наполненную активным реагентом, например медной, титановой или железной стружкой. Здесь задерживаются химически активные вещества, например кислород, азот и др., выделяющиеся при переплаве расходуемого электрода. Очищенный газ охлаждают в холодильнике 15 и подают в натекатель 16, предназначенный для регулирования скорости циркуляции газа в печи. В процессе плавки рабочая газовая атмосфера постепенно обновляется за счет медленного прохождения газа из зазора между слитком и кристаллизатором в камеру печи. Заданный уровень давления газа в печи поддерживают при помощи электромагнитного клапана 18, соединенного через фильтр 11 с камерой 1 и через вакуумный затвор 21 с форвакуумным насосом 6 откачной системы. Для автоматического управления магнитным клапаном в цепь его питания включают контакты электроконтактного манометра 19, измеряющего давление в камере печи. При повыщении газа сверх заданного уровня излищек газа через электромагнитный клапан 18 откачивается форвакуумным насосом 6 в атмосферу. В рассматриваемом режиме работы печи существуют два контура циркуляции газа: один контур, образованный цепью коллектора, служит для подачи газа в зазор между слитком и кристаллизатором и для повыщения интенсивности охлаждения слитка, другой - обеспечивает удаление конденсата, очистку и регенерацию газа в камере печи в процессе плавки, а также поддержание давления газа на заданном уровне. Повышенное давление газа в печи позволяет уменьшить испарение летучих компонентов, а интенсивное охлаждение слитка способствует их фиксации в металле. Другой режим работы печи применяют при переплаве сплавов, склонных к образованию локальной сегрегации, например сплавов на никелевой и железоникелевой основе. В этом случае после откачки печи и зажигания дуги с помощью арматуры 8 отключают бустерные насосы 7, закрывают вакуумный затвор 24 и открывают затвор 25. Из баллона 27 через понижающий редуктор 20 и натекатель 17 газ подают в распределительный коллектор 9. Систему, состоящую из фильтров 11, насоса 12, осушителя 13, печи сопротивления 14 и холодильника 15, также как и в первом случае, используют для создания циркуляции и очистки газа в печи. Однако, в отличие от первого случая, рабочий газ поступает не в камеру печи, а через вакуумный затвор 25, натекатель 17 и вакуумный затвор 26 вновь подается в распределительный коллектор при давлении 60-760 ммрт. ст. При этом значительно возрастает скорость кристаллизации металла, так как вследствие термической усадки слиток отходит от стенки кристаллизатора и охлаждающий газ свободно проходит в камеру печи. Интенсификация охлаждения слитка в этом случае достигается не только за счет увеличения коэффициента теплоотдачи от слитка к кристаллизатору, но также и за счет переноса аккумулированного газом тепла из зазора в камеру печи. В существующих вакуумных дуговых печах этот режим нельзя осуществить из-за быстрого падения производительности насосов и выхода из строя откачной системы печи и значительного расхода охлаждающего газа. Значительное увеличение скорости охлаждения слитка позволяет на 25-80% увеличить производительность вакуумных дуговых печей при сохранении высокого качества металла. В отличие от известных устройств подачи охлаждающего газа в зазор между слитком и кристаллизатором через отверстия в стенке кристаллизатора, расположенные выше поддона применяемый в данной элёктросталеплавильной печи распределительный коллектор, установленный в поддоне, имеет ряд преимуществ; он не подвержен непосредственному воздействию жидкого металла, полностью исключается вероятность заклинивания слитка в кристаллизаторе или затекание жидкого металла в отверстия коллектора. При этом обеспечивается равномерное распределение газа в . озоре между слитком и кристаллизатором, необхо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления кристаллизацией металла в переплавной установке | 1975 |
|
SU554295A1 |
| Способ производства стали | 1977 |
|
SU665009A1 |
| Смотровое устройство для вакуумных печей | 1983 |
|
SU1116288A1 |
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| Способ получения тонкой проволоки из сплава TiNiTa | 2020 |
|
RU2759624C1 |
| Способ вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля | 2019 |
|
RU2703317C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ОКОНЧАТЕЛЬНОГО ПЕРЕПЛАВА СЛИТКОВ ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ3-1 | 2020 |
|
RU2749010C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАСЛОСОДЕРЖАЩИХ БРИКЕТОВ СТРУЖКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234547C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2024 |
|
RU2837322C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ ИЗ ТИТАНОВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ МАРГАНЦЕМ | 2020 |
|
RU2763827C1 |
