Изобретение относится к области специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков титановых сплавов.
Вакуумная дуговая плавка расходуемого электрода включает процесс управления кристаллизацией слитка. Управление осуществляется непосредственным изменением вводимой в расплав энергии, причем распределение этой энергии влияет на скорость плавления, на потоки в очаге расплава и, соответственно, на объем жидкой ванны. Одним из основных параметров, влияющих на распределение энергии, является межэлектродный промежуток (дуговой зазор) - расстояние между плоским торцом расходуемого электрода и жидкой ванной верхней части наплавляемого слитка, измерение которого непосредственно произвести невозможно. С увеличением межэлектродного промежутка энергия дуги, которая могла быть использована на плавление, будет рассеиваться за счет непосредственного излучения на стенку охлаждаемого медного кристаллизатора. Поэтому особо важным фактором является возможность регулирования величины межэлектродного промежутка для обеспечения эффективности вакуумной дуговой плавки расходуемого электрода, которая должна быть в пределах 40-80 мм.
Для исключения взрывоопасной ситуации во время плавления расходуемого электрода из титана и его сплавов, а также управления электрической дугой, во время плавки на электрическую дугу и расплав воздействуют аксиальным (соосным) магнитным полем величиной 60-80 эрстед, которое вносит значительную ошибку при расчете межэлектродного промежутка.
Для уменьшения ликвационных процессов во время кристаллизации слитка на расплав воздействуют знакопеременным магнитным полем с частотой 0,1-0,5 Гц.
В процессе вакуумного дугового переплава наблюдаются резкие скачки напряжения на дуге, которые имеют различную физическую основу. Доминируют следующие процессы:
- во-первых, так называемые «шумы» - горение части электрических дуг на стенку кристаллизатора (боковое горение дуги), которые вносят значительную ошибку при измерении и регулировании межэлектродного промежутка, т.к. частично учитывается и кольцевой зазор между стенкой кристаллизатора и боковой поверхностью электрода;
- во-вторых, «ионизация» - тлеющий объемный разряд при величине межэлектродного промежутка более 80 мм, сопровождающийся падением напряжения и вакуума.
Таким образом, магнитное поле, с одной стороны, «гасит» ионизацию во время плавки, с другой стороны, чрезмерное увеличение силы тока соленоида (а, значит, и магнитного поля) приводит к ликвации легирующих элементов в титановых сплавах. Вследствие этого величину магнитного поля поддерживают в пределах 40-60 эрстед.
Известен способ вакуумного дугового переплава слитков титановых сплавов, в котором перед началом плавления расходуемого электрода устанавливают оптимальную величину межэлектродного промежутка и поддерживают ее путем одновременного измерения напряжения на дуге, давления в печи и корректировкой значений этих величин с учетом скорости перемещения сплавляемого электрода вниз (патент РФ №2164957, опубл. 10.04.2001, бюл. №10).
В известном способе скачок напряжения на дуге и давление в печи тесно связаны с процессами, протекающими в дуговом разряде, а именно с изменением вида разряда. Данный способ не позволяет точно контролировать межэлектродный промежуток, особенно при небольших значениях тока, когда нет изменения вида разряда, и, следовательно, нет и скачков напряжения и давления.
Наиболее близким к заявляемому изобретению является способ контроля и регулирования межэлектродного промежутка в процессе вакуумной дуговой плавки, включающий измерение напряжения на дуге с получением контролируемого сигнала напряжения, анализ его изменения и регулирование положения расходуемого электрода относительно выплавляемого слитка. Патент РФ №2227167, опубл. 20.04.2004 - прототип.
Недостатком известного способа является невозможность его использования на дуговых зазорах более 25 мм из-за невозможности выделения сигналов капельных замыканий
Задачей, на решение которой направлено данное изобретение, является повышение воспроизводимости процесса получения слитков с хорошо проплавленной поверхностью и минимально возможной ликвацией легирующих компонентов сплава за счет максимально точного определения необходимой длины межэлектродного промежутка.
Поставленная задача решается тем, что в способе контроля межэлектродного промежутка в процессе вакуумной дуговой плавки, включающем измерение напряжения на дуге с получением контролируемого сигнала напряжения, определение по нему фактической величины межэлектродного промежутка и установку необходимого значения этой величины, согласно изобретению измерение напряжения на дуге производят в момент нахождения ее в центральной части торцевой поверхности электрода во время воздействия на электрическую дугу и расплав аксиальным (соосным) магнитным полем, при его максимальном значении. При этом воздействие на электрическую дугу и расплав осуществляют знакопеременным синусоидальным магнитным полем частотой 10-25 Гц периодом 10-50 сек, а межэлектродный промежуток между плоским торцом электрода и расплавом жидкой ванны наплавляемого слитка поддерживают в пределах 40-80 мм. Кроме того, дополнительно проводят корректировку межэлектродного промежутка по магнитному полю соленоида с учетом времени его отключения (паузы).
Предлагается измерение межэлектродного промежутка между расплавом и плоским торцом электрода производить только тогда, когда электрическая дуга находится в центральной части электрода. Для этого управление током соленоида производят в интервале времени 5-10 сек с частотой переключения 5-25 Гц и с максимально возможным током для данного соленоида. Это позволяет более точно измерять дуговой зазор, исключив утечку тока дуги на стенку кристаллизатора и ионизацию. Кроме того, частота переключения соленоида 5-25 Гц из-за инерции расплава исключает его вращение и, следовательно, уменьшает ликвацию. С другой стороны, воздействие на столб электрической дуги магнитного поля такой частоты позволяет создать вибрацию поверхности расплава наплавляемого слитка, способствующую уменьшению толщины гарниссажа на границе раздела между стенкой кристаллизатора и жидким расплавом, тем самым увеличить теплопередачу от слитка к кристаллизатору.
Для уточнения величины дугового зазора ток соленоида отключают на 0,1-1,0 сек через каждые 20-30 измерений.
Наряду с измерением межэлектродного промежутка осуществляют управление магнитным полем соленоида для получения более плоского торца сплавляемого электрода. Для этого выбирают величину тока соленоида и его частоту переключения так, чтобы электрическая дуга горела под торцом электрода и магнитное поле соленоида не влияло на движение расплава наплавляемого слитка. Для выполнения этих условий силу тока соленоида задают в пределах 15-20 А; частоту переключений 0,1-2,0 Гц; величину паузы между переключениями от 0,1 до 3 сек (в это время дуга горит без воздействия магнитного поля под торцом электрода хаотично).
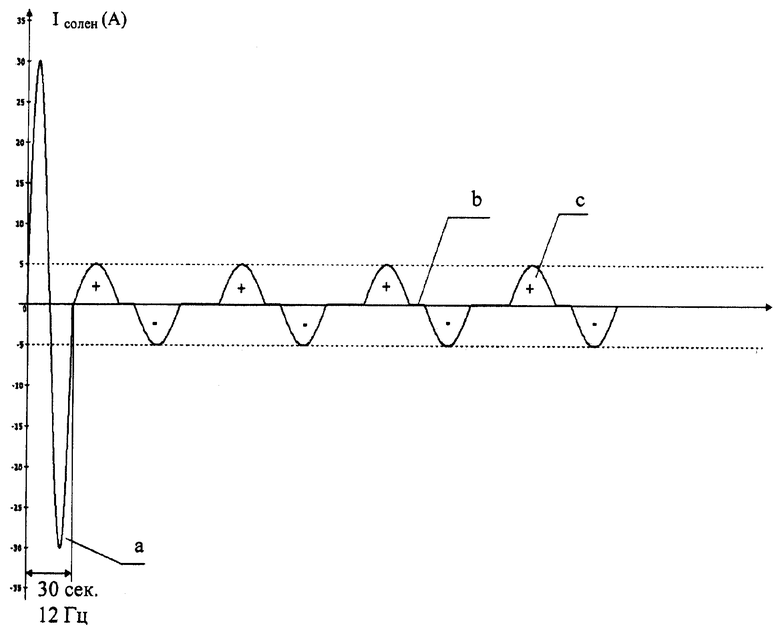
Сущность изобретения поясняется чертежом, на котором изображен график тока соленоида (Iсолен, А) вакуумно-дуговой электропечи, где а - максимальный ток соленоида 30 А, 12 Гц - измерительный период, где происходит измерение напряжения на электрической дуге для определения межэлектродного промежутка, когда дуга находится в центре сплавляемого электрода;
b - пауза. Здесь происходит измерение напряжения на дуге, когда дуга горит хаотично без воздействия магнитного поля;
с - ток соленоида во время сплавления электрода (рабочий ток соленоида), необходимый для управления положением горения электрической дуги в пространстве печи для получения слитка с хорошо проплавленной поверхностью.
Примеры осуществления способа.
Пример 1. Производили выплавку слитка титанового сплава Вт1-0 диаметром 670 мм, массой 8750 кг в вакуумной дуговой электрической печи ДВС-5М. Прессованный электрод диаметром 550 мм помещали на поддон кристаллизатора диаметром 670 мм. После вакуумирования возбуждали электрическую дугу между медным поддоном кристаллизатора и нижним торцом прессованного электрода и установили дуговой зазор величиной 40 мм путем поднятия штока вверх при силе тока дуги 5 кА (напряжение 25 В). Затем плавно, в течение 15 минут, установили рабочий ток дуги 22 кА (напряжение 39-40 В) и осуществляли сплавление электрода в течение 160 мин. Для исключения усадочной раковины в верхней части наплавляемого слитка ток плавно снижали в течение 30 мин до 5 кА. Во время плавки производили контроль межэлектродного промежутка путем измерения напряжения на дуге с определением фактической величины межэлектродного промежутка и устанавливали по нему необходимый дуговой зазор 80±10 мм. Измерение дугового зазора производили в центральной части прессованного электрода путем воздействия на электрическую дугу и расплав магнитным полем соленоида, максимальным по величине для данной печи (ток соленоида 30 А, знакопеременный, синусоидальный) в течение 2 сек (20 измерений напряжения на дуге). Период измерения между максимальной величиной магнитного поля 30 сек. Рабочий ток соленоида во время плавки 5 А. Таким образом, исключается ошибка при определении межэлектродного промежутка, вносимая ионизацией и горением электрической дуги на стенку кристаллизатора.
Пример 2. Выплавляли слиток титанового сплава 6A14V массой 2750 кг и диаметром 770 мм на вакуумной дуговой печи ДВС-5М. Литой электрод сплава 6A14V помещали на поддон кристаллизатора диаметром 770 мм. Возбуждали электрическую дугу между поддоном кристаллизатора и литниковой частью литого электрода и устанавливали дуговой зазор 40 мм. Производили прогрев нижнего торца литого расходуемого электрода на 5 кА в течение 10 мин. Затем плавно в течение 15 мин ток дуги поднимали до рабочей величины 32 кА и плавили в течение 150 мин. В завершение плавления электрода проводили выведение усадочной раковины по известной технологии в течение 210 мин. Контроль межэлектродного промежутка в процессе плавки осуществляли также, как описано в примере 1. Отличие заключается в том, что дополнительно производили корректировку дугового зазора во время отключения (в паузах) магнитного поля соленоида. Для этого, в процессе плавки знакопеременный ток соленоида (5А) кратковременно на 1-3 сек отключали и производили дополнительные измерения напряжения дуги на межэлектродном промежутке. Таким образом, была достигнута точность величины межэлектродного промежутка 60±5 мм.
Предлагаемый способ контроля межэлектродного промежутка в процессе вакуумной дуговой плавки по сравнению с известными позволяет проводить фиксированное сплавление электрода, поддерживать необходимый межэлектродный промежуток 40-80 мм, величина которого подбирается в зависимости от силы тока дуги и химического состава выплавляемого сплава, а также позволяет поддерживать квазистационарный режим плавления сложнолегированных сплавов за счет более точного поддержания межэлектродного промежутка и получать слитки с хорошо проплавленной поверхностью и минимально возможной ликвацией легирующих компонентов сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА | 2009 |
|
RU2425156C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
| Способ вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля | 2019 |
|
RU2703317C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ ПРИ ВАКУУМНОМ ДУГОВОМ ПЕРЕПЛАВЕ | 2013 |
|
RU2536561C1 |
| СПОСОБ ПЕРЕПЛАВА МЕТАЛЛА В ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2012 |
|
RU2516325C2 |
| Способ управления электрической дугой при вакуумном дуговом переплаве расходуемого электрода из высокореакционных металлов и сплавов в глухом кристаллизаторе | 2021 |
|
RU2762307C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2009 |
|
RU2418871C1 |
| СПОСОБ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ СЛИТКОВ | 2009 |
|
RU2425157C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА ПРЕССОВАННЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2024 |
|
RU2833304C1 |
| Способ вакуумного дугового переплава | 1973 |
|
SU456000A1 |
Изобретение относится к области специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов. Способ включает измерение напряжения на дуге в момент нахождения ее в центральной части торцевой поверхности переплавляемого электрода во время воздействия на электрическую дугу и расплав аксиальным магнитным полем, при максимальном значении силы тока, с получением контролируемого сигнала напряжения, определения по нему фактической величины межэлектродного промежутка и установку необходимого значения этой величины. Воздействие на электрическую дугу и расплав осуществляют знакопеременным синусоидальным магнитным полем частотой 10-25 Гц периодом 10-50 сек, а межэлектродный промежуток поддерживают в пределах 40-80 мм. Использование изобретения позволяет проводить фиксированное сплавление электрода, поддерживать необходимый межэлектродный промежуток. 3 з.п. ф-лы, 1 ил.
1. Способ контроля межэлектродного промежутка в процессе вакуумной дуговой плавки, включающий измерение напряжения на электрической дуге с получением контролируемого сигнала напряжения, определение по нему фактической величины межэлектродного промежутка между плоским торцом электрода и расплавом и установку необходимого значения этой величины, отличающийся тем, что измерение напряжения на электрической дуге производят в момент нахождения ее в центральной части торцевой поверхности электрода во время воздействия на электрическую дугу и расплав аксиальным магнитным полем при максимальном значении силы тока.
2. Способ по п.1, отличающийся тем, что воздействие на электрическую дугу и расплав осуществляют знакопеременным синусоидальным магнитным полем частотой 10-25 Гц периодом 10-50 с.
3. Способ по п.1, отличающийся тем, что межэлектродный промежуток между плоским торцом электрода и расплавом жидкой ванны поддерживают в пределах 40-80 мм.
4. Способ по п.1, отличающийся тем, что дополнительно проводят корректировку межэлектродного промежутка по магнитному полю соленоида с учетом паузы его отключения.
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227167C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2001 |
|
RU2215959C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| Регулятор межэлектродного промежутка электроимпульсной установки | 1981 |
|
SU1027699A1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ РЕЖИМАМИ РАБОТЫ ВАКУУМНЫХ ДУГОВЫХ ПЕЧЕЙ | 2002 |
|
RU2218432C2 |

