Область изобретения
Настоящее изобретение относится к экологически безвредной пачке для сигарет, которая может удовлетворительно защищать содержимое от влаги и сохранять аромат. Настоящее изобретение также относится к оберточной бумаге, обладающей высокой способностью к биологическому разложению и пригодной для использования в такой пачке для сигарет, а к способу и устройству для производства такой оберточной бумаги.
Предпосылки создания изобретения
Сигаретная пачка содержит внешнюю коробку и внутреннюю упаковку, расположенную во внешней коробке, при этом внутренняя упаковка содержит группу курительных изделий, таких как сигареты или сигареты с фильтром, а также внутреннюю обертку, то есть оберточную бумагу, закрывающую группу курительных изделий.
Для такой внутренней обертки обычно используют бумагу с вакуумным напылением алюминия. Бумага с вакуумным напылением алюминия имеет бумажный слой и алюминиевую пленку, нанесенную вакуумным напылением на поверхность бумажного слоя. Такая алюминиевая пленка очень тонка, поэтому бумага с вакуумным напылением алюминия недостаточна для блокирования проникновения влаги и воздуха. Таким образом, в отношении влагостойкости, т.е. способности защищать группу курительных изделий от влаги, и в отношении сохранения аромата, т.е. способности сохранения аромата курительных изделий, бумага с вакуумным напылением алюминия не способна исключить проникновение влаги и сохранять аромат в течение длительного времени.
Поэтому обычно сигаретная пачка далее содержит пленку, охватывающую внешнюю коробку, и эта пленка содержит отрывную ленту. Такая пленка не только защищает группу курительных изделий от влаги и сохраняет их аромат, но также помогает предотвратить мошенничество с группой курительных изделий.
Вышеописанная упаковка для группы курительных изделий имеет, однако, тройную структуру, состоящую их алюминизированной бумаги, внешней коробки и пленки, что является фактором, обусловливающим увеличение стоимости пачки сигарет.
Далее, в отличие от алюминизированной бумаги и внешней коробки, пленка утилизируется как негорючее вещество. Поэтому использование такой пленки является фактором, увеличивающим экологическую нагрузку, связанную с утилизацией.
По этим причинам желательно создать сигаретную пачку без пленки. В такой сигаретной пачке внутренняя обертка, покрывающая группу курительных изделий, сама должна обладать влагонепроницаемостью и способностью сохранять аромат курительных изделий.
Оберточная бумага, обладающая такими свойствами, раскрыта, например, в не прошедшей экспертизу японской патентной публикации № Hei 10-183498. Ламинированная бумага, раскрытая в этой публикации, имеет два слоя бумаги и расположенный между этими слоями бумаги влагостойкий слой.
Однако влагостойкий слой, расположенный между двумя слоями бумаги, как указано в этой публикации, содержит полимер. Поэтому, когда такая ламинированная бумага используется для внутренней обертки пачки сигарет, запах полимера может распространиться из ламинированной бумаги на курительные изделия и ухудшить аромат и вкус этих курительных изделий.
Далее, поскольку полимер, являющийся основной составляющей влагостойкого слоя, обладает низкой способностью к биологическому разложению, утилизация ламинированной бумаги увеличивает нагрузку на окружающую среду.
Краткое описание изобретения
Целью настоящего изобретения является создание сигаретной пачки, которая удовлетворительно препятствует проникновению влаги и сохраняет аромат, и которая способна уменьшить нагрузку на окружающую среду, связанную с ее утилизацией. Другой целью настоящего изобретения является создание оберточной бумаги, пригодной для использования в такой сигаретной пачке и способа и машины для производства такой оберточной бумаги.
Для достижения указанной выше цели сигаретная пачка согласно настоящему изобретению содержит открывающуюся и закрывающуюся внешнюю коробку, внутреннюю упаковку, расположенную внутри внешней коробки, при этом внутренняя упаковка содержит группу стержнеобразных курительных изделий и внутреннюю обертку, покрывающую эту группу, при этом внутренняя обертка содержит первый бумажный слой, образующий одну поверхность бумажной обертки, второй бумажный слой, содержащий другую поверхность бумажной обертки, и влагонепроницаемый слой, размещенный между первым и вторым бумажными слоями, при этом влагонепроницаемый слой в качестве основной составляющей содержит твердый парафин и имеет толщину, достаточную для осуществления функции склеивающего агента для соединения первого и второго бумажных слоев.
Поскольку внутренняя обертка имеет влагонепроницаемый слой, расположенный внутри, эта внутренняя обертка способна защитить стержнеобразные курительные изделия от влаги и сохранить их аромат в течение длительного времени. Также, поскольку основной составляющей влагонепроницаемого слоя является твердый парафин, внутренняя обертка обладает высокой способностью к биологическому разложению. Поэтому нагрузка на окружающую среду, связанная с утилизацией внутренней обертки, значительно снижается. Кроме того, поскольку твердый парафин не имеет запаха, влагонепроницаемый слой не оказывает вредного влияния на аромат курительных изделий.
Более конкретно, влагонепроницаемый слой состоит только из твердого парафина и в отношении первого и второго бумажных слоев имеет силу адгезии приблизительно 15 мН/см или более. Такой влагонепроницаемый слой имеет толщину, создаваемую при нанесении твердого парафина в количестве приблизительно 6 г/м2 или более.
В то же время первый и второй бумажные слои выполнены из пергамина и каждый из них имеет плотность, например, 20-40 г/м2.
Способ изготовления оберточной бумаги для получения вышеописанной внутренней обертки содержит шаги, при которых: наносят влагонепроницаемый материал, содержащий в качестве основной составляющей твердый парафин, на первую бумажную полосу, тем самым формируя влагонепроницаемый слой с толщиной, больше или равной заданной толщине, помещают вторую бумажную полосу на влагонепроницаемый слой первой бумажной полосы, тем самым формируя многослойную полосу, в которой влагонепроницаемый слой помещен между первой и второй бумажными полосами, и к многослойной полосе прилагают давление в заданном диапазоне давлений, поддерживая температуру многослойной полосы, которая выше температуры плавления влагонепроницаемого материала, в заданном температурном диапазоне, тем самым связывая первую и вторую бумажные полосы посредством влагонепроницаемого слоя, который действует как склеивающий агент.
В этом случае желательно, чтобы заданный диапазон температур составлял 10-50°С, а заданный диапазон давлений составлял 0,20-0,40 мПа.
Далее, машина для изготовления вышеописанной оберточной бумаги содержит первый канал подачи для подачи первой бумажной полосы, устройство для нанесения покрытия, расположенное в первом канале подачи и предназначенное для нанесения влагонепроницаемого материала, содержащего в качестве основной составляющей твердый парафин, на первую бумажную полосу, тем самым формируя влагонепроницаемый слой толщиной, большей или равной заданной толщине; второй канал подачи для подачи второй бумажной полосы в первый канал подачи; валковое устройство, расположенное между концом второго канала подачи и первым каналом подачи для приема первой и второй бумажных полос из первого и второго каналов подачи, образуя многослойную полосу, в которой влагонепроницаемый слой расположен между первой и второй бумажными полосами, и для вывода многослойной полосы; и соединяющее устройство для приложения давления к многослойной полосе в заданном диапазоне давлений, одновременно поддерживая температуру многослойной полосы, которая выше температуры плавления влагонепроницаемого материала, в заданном диапазоне температур, тем самым соединяя первую и вторую бумажные полосы посредством влагонепроницаемого слоя, действующего как склеивающий агент.
Вышеописанные способ и машина производят оберточную бумагу, пригодную для внутренней обертки пачки сигаретной пачки. Другие цели, преимущества и т.п. настоящего изобретения будут очевидны из нижеследующего описания.
Краткое описание чертежей
Фиг.1 - сечение варианта оберточной бумаги.
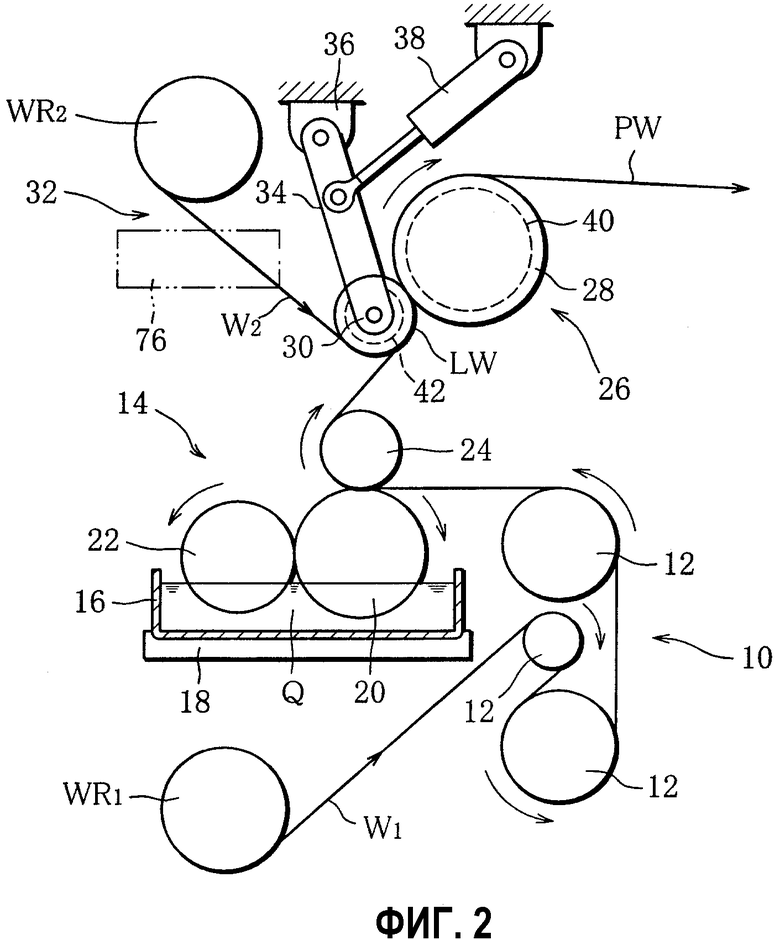
Фиг.2 - схема конструкции машины для производства оберточной бумаги, показанной на фиг.1.
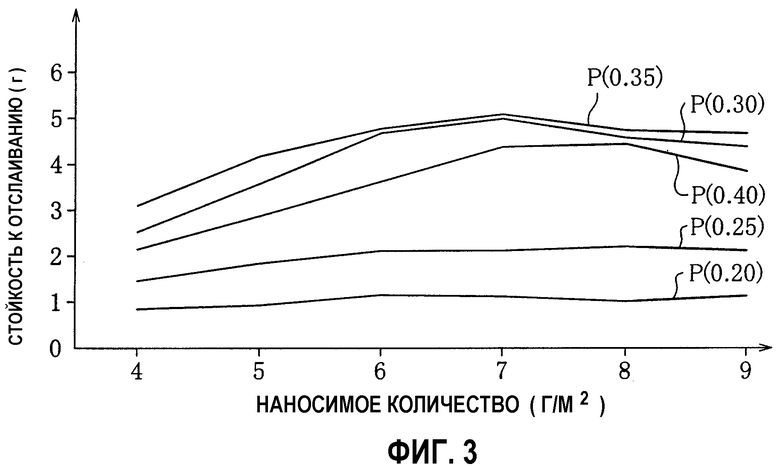
Фиг.3 - график, показывающий отношения между наносимым количеством и стойкостью к отслаиванию при изменении давления, приложенного к многослойной полосе.
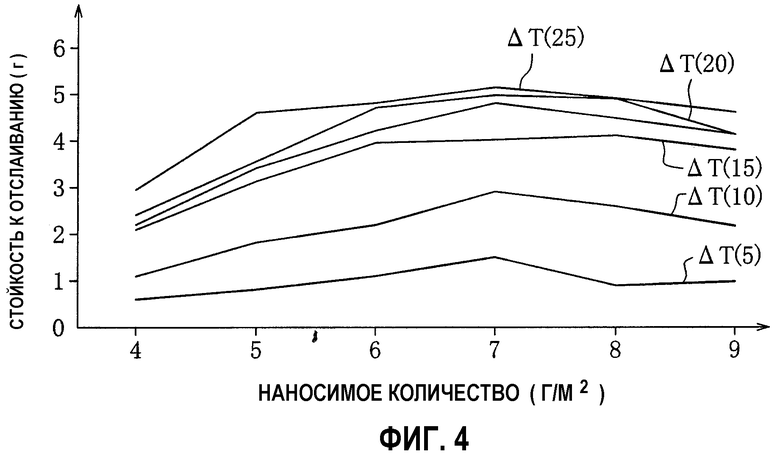
Фиг.4 - график, показывающий отношение между наносимым количеством и стойкостью к отслаиванию при изменении температуры относительно температуры плавления твердого парафина.
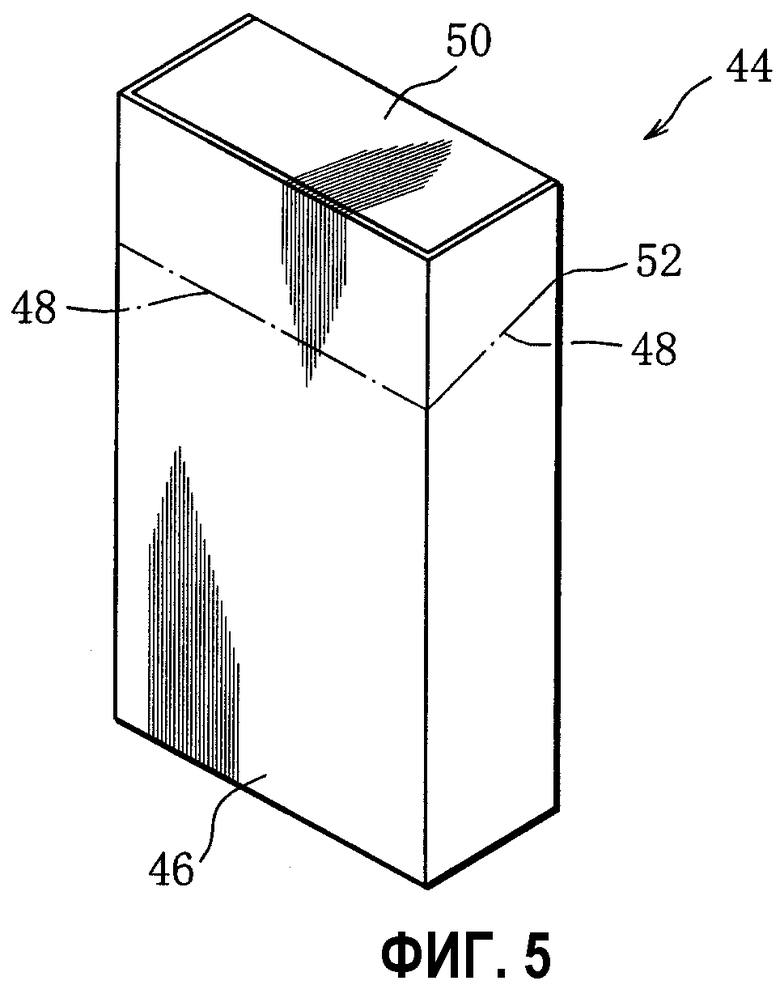
Фиг.5 - вид в перспективе сигаретной пачки, в которой для внутренней обертки используется оберточная бумага, показанная на фиг.1.
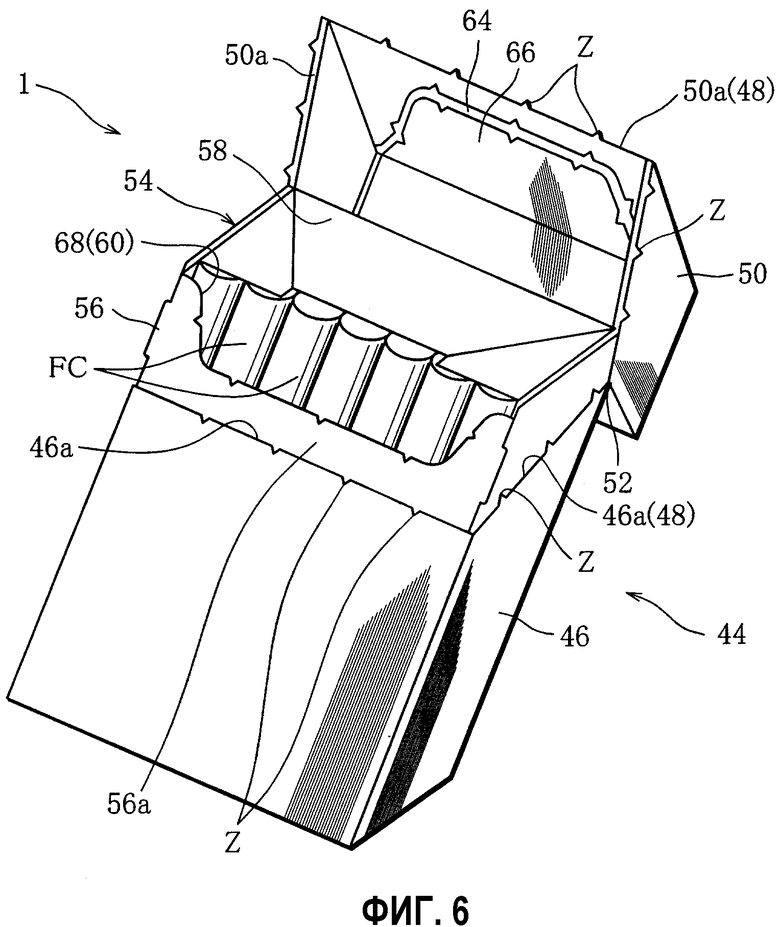
Фиг.6 - вид в перспективе, иллюстрирующий сигаретную пачку по фиг.5 в открытом состоянии.
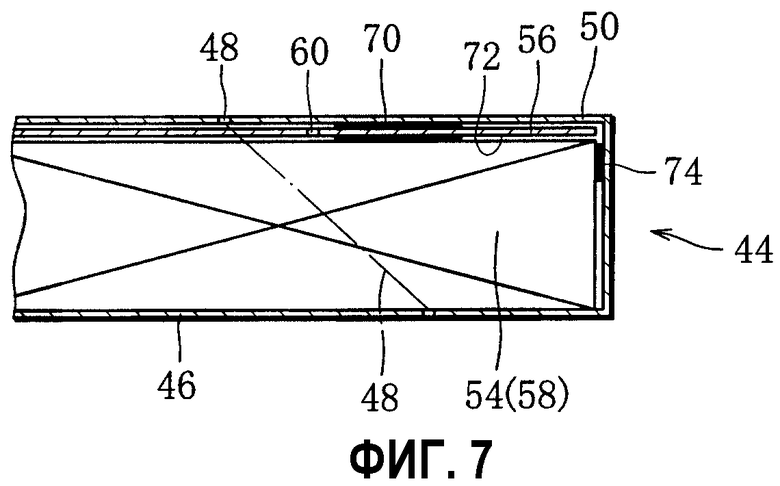
Фиг.7 - сечение, иллюстрирующее как соединены друг с другом внутренняя обертка, внутренняя рамка и внешняя коробка, когда сигаретная пачка по п. 5 еще не вскрыта.
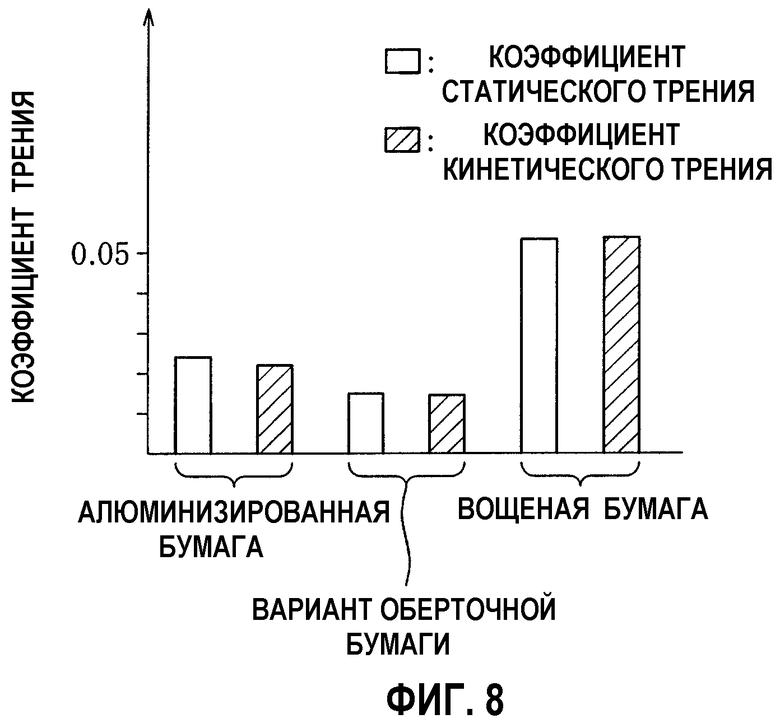
Фиг.8 - график, сравнивающий коэффициенты трения для алюминизированной бумаги, внутренней обертки и вощеной бумаги.
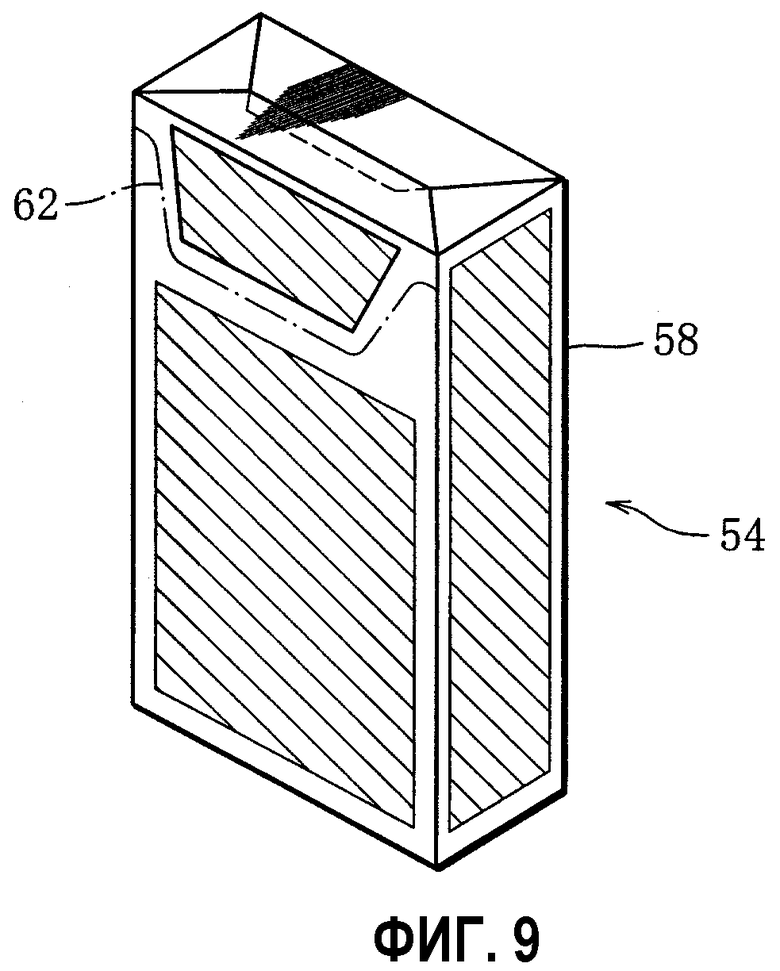
Фиг.9 - вид в перспективе внутренней упаковки, содержащейся в сигаретной пачке по фиг.5.
Описание предпочтительных вариантов изобретения
Оберточная бумага
Как ясно из фиг.1, вариант оберточной бумаги 2 имеет тройную структуру. Оберточная бумага 2 содержит полупрозрачные первый и второй бумажные слои 4, 6, которые образуют противоположные поверхности оберточной бумаги 2. Желательно изготавливать первый и второй бумажные слои 4, 6, например, из пергамина. Плотность пергамина выбирают в диапазоне 20-40 г/м2, более желательно, 25-35 г/м2. В приведенном примере плотность и первого, и второго бумажных слоев 4, 6 составляет 30,5 г/м2.
Оберточная бумага 2 далее содержит влагонепроницаемый слой 8, расположенный между первым и вторым бумажными слоями 4, 6, где влагонепроницаемый слой выполнен практически из твердого парафина. В данном описании слово "практически" означает, что во влагонепроницаемом слое 8 допускается содержание других веществ, если они не оказывают вредное влияние на способность влагонепроницаемого слоя 8 к биологическому разложению.
Однако для того, чтобы придать влагонепроницаемому слою 8 высокую способность к биологическому разложению, желательно изготавливать этот слой только из твердого парафина. Более желательно, чтобы твердый парафин, образующий влагонепроницаемый слой 8, содержал приблизительно 10 вес.% или более изопарафина.
Влагонепроницаемый слой 8, в дополнение к исходной функции блокирования прохода воздуха, аромата и влаги, приникших в первый или второй слой 4, 6, работает как склеивающий агент для соединения первого и второго бумажных слоев 4, 6. Здесь влагонепроницаемый слой 8 обладает силой адгезии приблизительно 15 мН/см или выше, более желательно, 20 мН/см или выше, относительно первого и второго бумажных слоев 4, 6.
Для того чтобы получить такую указанную выше силу адгезии, влагонепроницаемый слой 8 формируют путем нанесения твердого парафина на первый или на второй бумажный слой 4, 6 в количестве 6 г/м2 или более. Когда к первому и второму бумажным слоям 4, 6 с обеих сторон прилагают давление, а твердый парафин находится в состоянии расплава низкой вязкости, помещенного между первым и вторым бумажными слоями 4, 6, часть твердого парафина может растекаться между волокнами пергамина, образующего первый и второй бумажные слои 4, 6, поскольку твердый парафин, как указано выше, имеет большую толщину. Твердый парафин, растекшийся в таких условиях. действует склеивающим агентом, соединяя первый и второй бумажные слои 4, 6. Таким образом, первый и второй бумажные слои 4, 6 соединены влагонепроницаемым слоем 8, расположенным между ними так, что образуется оберточная бумага 2, имеющая вышеупомянутую тройную структуру.
Поскольку оберточная бумага 2 имеет влагонепроницаемый слой 8, то есть слой твердого парафина, расположенный внутри, даже если воздух, влага или аромат проникнут в первый или второй бумажный слой 4, 6, их дальнейшее проникновение будет заблокировано слоем твердого парафина. Поэтому оберточная бумага 2 обладает свойствами влагонепроницаемости и удержания аромата и особенно подходит для использования для обертывания изделий, которым противопоказана влага или которые имеют характерный аромат и т.п.
Далее, поскольку влагонепроницаемый слой 8 сформирован практически из твердого парафина, он не имеет запаха, и, следовательно, передача запаха от влагонепроницаемого слоя к изделиям не происходит.
Далее, если влагонепроницаемый слой 8 выполнен только из твердого парафина, этот слой, а также первый и второй бумажные слои 4, 6 обладают высокой способностью к биологическому разложению. Поэтому утилизация оберточной бумаги 2 не повышает нагрузку на окружающую среду.
Машина и способ производства оберточной бумаги
Вышеописанная тройная оберточная бумага 2 производится на машине, показанной на фиг.2. Ниже следует описание этой машины и способа производства оберточной бумаги 2.
Машина содержит первый рулон WR1 и первую бумажную полосу W1, которая образует первый бумажный слой 4, разматываясь с первого рулона WR1. Первый канал 10 подачи проходит от первого рулона и в первом канале 10 подачи установлен подающий валок (не показан). Когда подающий валок вращается, первая бумажная полоса W1 подается с первого рулона WR1 по первому каналу 10 подачи.
Первый канал 10 подачи содержит множество направляющих валков 12, за которыми установлено устройство 14 нанесения покрытия. Устройство 14 нанесения покрытия содержит ванну 16, в которой находится парафин Q.
Устройство 14 нанесения покрытия содержит нагреватель 18, расположенный на дне ванны 16 и нагревающий твердый парафин Q до температуры 90-120оС. Эта температура выше точки плавления твердого парафина, которая составляет 40-70°С. Поэтому твердый парафин в ванне 16 находится в состоянии расплава и имеет низкую вязкость.
В ванне 16 с парафином с возможностью вращения установлен наносящий валок 20, цилиндрическая поверхность которого частично погружена в парафин Q. Рядом с наносящим валком 20 в ванне 16 также с возможностью вращения установлен регулировочный валок 22, цилиндрическая поверхность которого частично погружена в парафин Q. Регулировочный валок 22 вращается в направлении, противоположном направлению вращения наносящего валка 20, и зазор между валками 20, 22 определяет толщину пленки твердого парафина Q, формируемой на цилиндрической поверхности наносящего валка. Поэтому толщину пленки твердого парафина Q, формируемой на наносящем валке 20, можно менять, меняя зазор между валками 20, 22.
Далее, рядом с наносящим валком 20 с возможностью вращения установлен прижимной валок 24. Прижимной валок 24 и наносящий валок 20 расположены на противоположных сторонах первого канала 10 подачи. Когда первая бумажная полоса W1 проходит между прижимным валком 24 и наносящим валком 20, пленка твердого парафина Q наносится наносящим валком 20 на одну сторону первой бумажной полосы W1. Количество наносимого твердого парафина Q больше или равно приблизительно 6 г/м2, и нанесенный твердый парафин Q образует влагонепроницаемый слой на одной стороне первой бумажной полосы W1.
В первом канале 10 подачи, после устройства 14 для нанесения покрытия, установлен валковый узел 26. Валковый узел 26 содержит приемный валок 28 и расположенный рядом с ним прижимной валок 30.
Прижимной валок 30 может принимать вторую бумажную полосу W2, которая образует второй бумажный слой 6, дополняющий первую бумажную полосу W1. Вторая бумажная полоса W2 подается на прижимной валок 30 со второго рулона WR2 по второму каналу 32 подачи. Первая и вторая бумажные полосы W1 и W2 расположены слоями на цилиндрической поверхности прижимного валка 30, и между этими слоями расположен вышеописанный влагонепроницаемый слой. Таким образом, на прижимном валке 30 формируется имеющая трехслойную структуру многослойная полоса LW.
Затем, когда многослойная полоса LW проходит между приемным валком 28 и прижимным валком 30, этот прижимной валок 20 прилагает давление к многослойной полосе LW. Более конкретно, к многослойной полосе LW прилагается давление 0,2-0,4 мПа, например, давление 0,30 мПа. В этом случае температура твердого парафина на 10-50°С выше его точки плавления, например, на 30°С выше точки плавления.
Как ясно из фиг.2, для приложения давления к многослойной полосе LW, прижимной валок установлен с возможностью вращения на нижнем конце поворотного рычага 34, при этом верхний конец поворотного рычага 34 шарнирно установлен в кронштейне 36, закрепленном на раме. Поворотный рычаг 34 и рама соединены пневматическим цилиндром 38, который притягивает поворотный рычаг 34 к приемному валку 28. Поэтому прижимной валок 30 прижат к приемному валку 28, тем самым, прилагая давление в указанном диапазоне к проходящей между этими валками многослойной полосе LW.
В приемный валок 28 и в прижимной валок 30 встроены нагреватели 40, 42 соответственно. Нагреватели 40, 42 нагревают многослойную полосу LW через валки 28, 30, тем самым удерживая влагонепроницаемый слой, т.е. твердый парафин Q при температуре, превышающей его точку плавления в указанном диапазоне перепада температур.
Таким образом, даже если температура нанесенного расплава твердого парафина Q упадет за время с момента нанесения пленки на первую бумажную полосу W1 и до момента, когда эта часть первой бумажной ленты W1 достигнет валкового устройства 26, многослойная полоса LW подогревается теплотой валков 28, 30, проходя между приемным валком 28 и прижимным валком 30, поэтому твердый парафин Q сохраняет температуру, существенно превышающую его точку плавления, и, следовательно, его вязкость остается низкой. В этих условиях прижимной валок 30 прилагает давление к многослойной полосе LW и часть имеющего низкую вязкость твердого парафина Q растекается между волокнами первой и второй бумажных полос W1 и W2.
Затем, когда многослойная полоса LW проходит через валковое устройство 26 и подается далее по первому каналу 10 подачи, твердый парафин Q охлаждается окружающим воздухом до температуры ниже точки плавления и твердеет. Отвердевший парафин Q, т.е. влагонепроницаемый слой, работает как склеивающий агент для соединения первой и второй бумажных полос W1 и W2 для получения тройной оберточной полосы PW, в которой между первым и вторым бумажными слоями W1 и W1 расположен влагонепроницаемый слой. Затем оберточную полосу PW режут на участки нужного размера так, чтобы получить упомянутую выше оберточную бумагу.
Как явствует из вышеприведенного описания машины, способ производства оберточной бумаги 2 содержит шаги, при которых сначала наносят твердый парафин Q в состоянии расплава на одну сторону первой бумажной полосы W1, тем самым формируя на первой бумажной полосе W1 влагонепроницаемый слой; затем наносят вторую бумажную полосу W2 на первую бумажную полосу W1 так, чтобы влагонепроницаемый слой оказался между бумажными полосами, тем самым формируя многослойную полосу LW; и прилагают к многослойной полосе LW заранее определенное давление, поддерживая температуру твердого парафина Q на 30°С выше его точки плавления.
Варианты оберточной бумаги
Были произведены разные виды оберточной бумаги А, В с разным количеством нанесенного твердого парафина Q. В бумагах А, В измерялись сила адгезии влагонепроницаемого слоя 8 и влагопроницаемость оберточной бумаги. Результаты измерений показаны в Таблице 1 ниже.
Что касается концентрации изопарафина, то твердый парафин Q, образующий влагонепроницаемый слой 8 оберточной бумаги А, содержал 10 вес.% или менее (конкретно 2,1 вес.%) изопарафина, а твердый парафин Q, образующий влагонепроницаемый слой 8 оберточной бумаги В, содержал 10 вес.% или более (конкретно 13,5 вес.%) изопарафина.
Сила адгезии влагонепроницаемого слоя 8 измерялась по методике испытаний, установленной стандартом JIS К6854-3 (при температуре 25°С), а влагопроницаемость измерялась по методике испытаний, установленной стандартом JIS Z0208 (при температуре 40°С и относительной влажности 90%).
(г/м2/24 ч)
бумаги А
Как явствует из табл. 1, когда влагонепроницаемый слой 8 в оберточной бумаге А, В сформирован из твердого парафина Q, нанесенного в количестве 6 г/м2 и более, этот влагонепроницаемый слой 8 имеет толщину, достаточную, чтобы работать как клеящий слой или, другими словами, давать силу адгезии приблизительно 15 мН/см и более, и оберточные бумаги А, В обладают влагопроницаемость приблизительно 45 г/м2/24 ч или менее.
Далее были изготовлены оберточные бумаги С и F с использованием твердых парафинов Q с другим содержанием изопарафина (вес.%). В бумагах C и F также измерялась сила адгезии влагонепроницаемого слоя по той же методике, что и выше (JIS K6954-3). Результаты измерений приведены в Таблице 2.
ная
бумага С
ная
бумага D
ная
бумага E
ная
бумага F
(вес.%)
количество (г/м2)
при
каждой температуре измерения
(мН/см)
Как явствует из Таблицы 2, в любой из оберточных бумаг C-F влагонепроницаемый слой 8 сформирован из твердого парафина Q, наносимого в количестве 6 г/м2 или более, и, поэтому дает достаточную силу адгезии. Далее Таблица 2 показывает, что, когда концентрация изопарафина в твердом парафине Q составляет 10 вес.% и более, влагонепроницаемый слой 8 имеет увеличенную силу адгезии.
На фиг.3 показано соотношение между количеством наносимого твердого парафина Q и стойкостью к отслаиванию первого и второго бумажных слоев 4, 6, когда переменной является давление Р, прилагаемое к многослойной полосе LW. В то же время на фиг.4 показано соотношение между количеством наносимого твердого парафина Q и стойкостью к отслаиванию первого и второго бумажных слоев 4, 6, когда переменной является перепад температур ΔТ(y) между точкой плавления твердого парафина и температурой нагрева многослойной полосы LW. На фиг.3 "х" в выражении Р(х) - величина давления в мПа, а на фиг.4 "у" в выражении ΔТ(у) - температура в °С.
Как явствует из фиг.3, по мере роста давления Р, прилагаемого к многослойной полосе LW, растет стойкость к отслаиванию. Однако стойкость к отслаиванию снижается, когда давление Р составляет 0,40 мПа по сравнению со стойкостью при давлении 0,35 мПа. Предполагается, что причиной этому является то, что слишком высокое давление, приложенное к многослойной полосе LW, создает морщины на первой и второй бумажных слоях 4, 6, которые уменьшают стойкость к отслаиванию. Поэтому для того, чтобы влагонепроницаемый слой 8 создавал требуемую стойкость к отслаиванию, или другими словами, для получения указанной выше силы адгезии желательно ограничить давление Р, прилагаемое к многослойной полосе LW, диапазоном 0,20-0,40 мПа.
В то же время, что касается перепада температур ΔТ, как явствует из фиг.4, с увеличением перепада температур растет стойкость к отслаиванию. Однако слишком большой перепад температур ΔТ может привести к изменению свойств твердого парафина Q за счет окисления и, тем самым, к появлению неприятного запаха. Такой неприятный запах распространяется в первый и второй бумажные слои 4,6. Поэтому, с учетом стойкости к отслаивании первого и второго бумажных слоев 4, 6, т.е. силы адгезии влагонепроницаемого слоя 8, желательно ограничить перепад температур ΔТ диапазоном 10-50°С.
Сигаретная пачка
На фиг.5 и 6 показана сигаретная пачка, использующая вышеописанный вариант оберточной бумаги 2.
Сигаретная пачка содержит внешнюю коробку 44, а внешняя коробка 44 содержит корпус 46 коробки и откидную крышку 50, соединенную с корпусом 46 разделительной линией 48. После отделения от корпуса 46 коробки по разделительной линии 48 откидная крышка 50 может поворачиваться вокруг шарнира 52. Таким образом, внешняя коробка 44 открывается, как показано на фиг.6. После того как коробка будет открыта, разделение по линии 48 оставляет следы Z вскрытия на разделительной кромке 46а корпуса 46 коробки и на разделительной кромке откидной крышки 50, т.е. на кромке 50а, которая определяет отверстие. Следует отметить, что внешняя коробка 44 образована путем фальцевания заготовки.
Внутри внешней коробки 44 содержится внутренняя упаковка 54 с внутренней рамкой 56. Внутренняя упаковка 54 содержит группу сигарет, состоящую из 20 сигарет с фильтром FC и внутренней обертки 58, закрывающей группу сигарет. Внутренняя обертка 58 выполнена из вышеописанной оберточной бумаги.
Внутренняя рамка 56 имеет U-образное сечение и частично покрывает переднюю поверхность и боковые поверхности внутренней упаковки 54. Как явствует из фиг.6, когда откидная крышка 50 открыта, часть внутренней рамки, не закрытая корпусом 46 коробки, обнажается, и кромка внутренней рамки 56 определяет отверстие корпуса 46 коробки. В то же время, когда откидная крышка 50 закрыта, она закрывает часть внутренней рамки 56, не закрытую корпусом 46 коробки, когда кромка 50а, определяющая отверстие, смыкается с разделительной кромкой 46а корпуса 46 коробки.
Внутренняя рамка 56 содержит часть 56а передней стенки, не закрытую передней стенкой корпуса 46 коробки, при этом часть 56а передней стенки имеет U-образную разделительную линию 60. Кроме того, внутренняя обертка 25 внутренней упаковки 54 имеет U-образную разделительную линию 62 (см. фиг.9), соответствующую разделительной линии 60.
Когда внешнюю коробку 44 впервые вскрывают, поворачивая откидную крышку 50 в направлении открывания, внутренняя рамка 56 и внутренняя обертка 58 разделяются по разделительным линиям 60, 62 соответственно, так, что часть внутренней рамки 56 и часть внутренней обертки 58 отрываются от других частей внутренней рамки 56 и внутренней обертки 58 и образуют отрывные детали 64, 66 соответственно.
Затем, как показано на фиг.6, во внутренней рамке 56 формируется U-образное отверстие так, что группа сигарет во внутренней упаковке 54 частично обнажается в отверстии 68. Отрывные детали 64, 65, отделенные от внутренней рамки 56 и внутренней обертки 58, остаются приклеенными к внутренней поверхности откидной крышки 50.
Как показано на фиг.7, чтобы отрывные детали 64, 66 могли отрываться по разделительным линиям 60, 62, часть внутренней рамки 56, окруженная разделительной линией 60, соединена с внутренней поверхностью передней стенки откидной крышки 50 клеем, нанесенным на участок 70, а часть внутренней обертки 58, окруженная разделительной линией 62, соединена с внутренней поверхностью внутренней рамки 56 клеем, нанесенным на участок 72. Вышеуказанная часть внутренней обертки 58 также соединена с поверхностью потолка откидной крышки 50 клеем, нанесенным на участок 74.
Когда для внутренней упаковки 58 используется вышеописанная оберточная бумага 2, влагонепроницаемый слой, имеющийся во внутренней обертке 58, удовлетворительно защищает группу сигарет, т.е. отдельные сигареты FC от влаги, имеющейся вне внешней коробки 44, и удовлетворительно предотвращает выходу аромата сигарет с фильтром FC из внешней коробки 44, пока она не будет вскрыта. Таким образом, внутренняя обертка стабильно сохраняет качество группы сигарет в течение длительного времени.
После того как внешняя коробка 44 вскрыта, на разделительной кромке 46а корпуса 46 коробки и на определяющей отверстие кромке 50а крышки 50 остаются следы Z вскрытия. Создание таких следов или меток Z полезно, чтобы воспрепятствовать мошенничеству с группой сигарет. Поэтому сигаретная пачка нуждается только во внешней коробке 44, которая покрывает внутреннюю упаковку 56 и не нуждается в пленке, покрывающей внешнюю коробку 44. Соответственно, таким образом можно не только избежать избыточной упаковки группы сигарет, но и устранить необходимость в утилизации пленки. Поэтому сигаретная пачка по настоящему изобретению способствует значительному сокращению нагрузки на окружающую среду.
Влагонепроницаемый слой 8 внутренней обертки 58 не входит в непосредственный контакт с сигаретами FC и, кроме того, влагонепроницаемый слой 8 не имеет запаха. Поэтому влагонепроницаемый слой 8 не оказывает вредного влияния на аромат сигарет FC.
Далее первый и второй бумажные слои 4, 6 внутренней обертки 58 выполнены из пергамина. Поэтому, как показано на фиг.8, коэффициенты статического и кинетического трения для первого и второго бумажных слоев 4, 6 меньше, чем у бумажного слоя, выполненного из алюминизированной бумаги, обычно используемой для внутренней обертки, и у бумажного слоя, выполненного из вощеной бумаги, используемой как оберточная бумага для блока пачек сигарет.
Далее, поскольку пергамин очень тонок, упругость внутренней обертки 58, сопротивляющейся фальцовке, невелика, хотя внутренняя обертка 58 имеет вышеописанную трехслойную структуру. Соответственно, внутренняя обертка 58 может легко фальцеваться вокруг группы сигарет и после фальцовки внутренняя обертка 58 не разворачивается. Поэтому внутреннюю обертки 58 можно стабильно фальцевать вокруг группы сигарет и, следовательно, оберточная бумага 2 особенно пригодна для внутренней обертки внутренней упаковки 56.
Как указано выше, первый и второй бумажные слои 4, 6 внутренней обертки 58 являются полупрозрачными, но в качестве исключения они могут не обладать полупрозрачностью. Однако, если один из этих бумажных слоев 4, 6 является полупрозрачным, одну поверхность полупрозрачного бумажного слоя можно использовать для печати желаемой текстовой информации, орнаментов и т.п.
Более конкретно, если первый бумажный слой 4 внутренней обертки 58 находится в прямом контакте с группой сигарет, а второй бумажный слой 6, находящийся в контакте с влагонепроницаемым слоем 8, является полупрозрачным, поверхность второго бумажного слоя 6, контактирующую с влагонепроницаемым слоем, можно использовать как поверхность для печати. В этом случае информацию и пр. можно печатать на этой поверхности для печати в желаемых положениях, например, на передней грани и на боковых гранях внутренней упаковки 56, как показано штрихами на фиг.9.
Даже, если информация и пр. напечатана на втором бумажном слое 6, краска или ее запах не проходят через влагонепроницаемый слой 8. Поэтому краска не загрязняет сигареты FC, и сигареты FC не впитывают запах краски.
Для того чтобы печатать информацию и пр. на внутренней обертке 58 на линии по производству этой внутренней обертки 58, во втором канале 32 подачи второй бумажной полосы W2 можно установить печатающее устройство 76, как показано на фиг.2. Альтернативно, информацию и пр. можно печатать на второй бумажной полосе W2 заранее.
Оберточная бумага по настоящему изобретению пригодна не только для внутренней обертки 58 внутренней упаковки 56, но может использоваться для упаковки различных изделий, которым противопоказана влага.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРОМАТИЗИРОВАННАЯ СИГАРЕТНАЯ ПАЧКА И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАЧКИ | 2009 |
|
RU2531726C2 |
| СИГАРЕТНАЯ ПАЧКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2375279C1 |
| СИГАРЕТНАЯ ПАЧКА | 2011 |
|
RU2569250C1 |
| СИГАРЕТНАЯ УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2357906C2 |
| ОБЕРТОЧНАЯ БУМАГА С НИЗКОЙ ВОСПЛАМЕНЯЕМОСТЬЮ И СПОСОБ И МАШИНА ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2506364C1 |
| СИГАРЕТНАЯ ПАЧКА | 1992 |
|
RU2091283C1 |
| СИГАРЕТНАЯ ОБЕРТОЧНАЯ БУМАГА И ОБЕРНУТАЯ БУМАГОЙ СИГАРЕТА С ИСПОЛЬЗОВАНИЕМ УКАЗАННОЙ СИГАРЕТНОЙ ОБЕРТОЧНОЙ БУМАГИ | 2014 |
|
RU2666667C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВНУТРЕННЕЙ ОБЕРТКИ ДЛЯ ЗАВЕРТЫВАНИЯ СИГАРЕТНЫХ СВЯЗОК | 2004 |
|
RU2314977C2 |
| СИГАРЕТНАЯ ПАЧКА | 2002 |
|
RU2277063C2 |
| СПОСОБ УПАКОВКИ СИГАРЕТ В МЯГКИЕ ПАЧКИ И МЯГКАЯ ПАЧКА | 2000 |
|
RU2235667C2 |
Изобретение относится к области создания экологически безвредных упаковок и касается сигаретной пачки, содержащей открываемую и закрываемую внешнюю коробку, и внутреннюю упаковку, расположенную внутри внешней коробки, при этом внутренняя упаковка содержит группу стержнеобразных курительных изделий и внутреннюю обертку, покрывающую эту группу, при этом внутренняя обертка содержит: первый бумажный слой, образующий одну поверхность внутренней обертки; второй бумажный слой, образующий другую поверхность внутренней обертки, и влагонепроницаемый слой, расположенный между первым и вторым бумажными слоями, при этом влагонепроницаемый слой в качестве основного компонента содержит твердый парафин и имеет толщину, достаточную для осуществления функции склеивающего агента для соединения первого и второго бумажных слоев. Данная пачка имеет повышенную влагонепроницаемость, сохраняет аромат и имеет повышенную способность к биологическому разложению. Предложена оберточная бумага, способ и машина для ее изготовления. 4 н.и 16 з.п. ф-лы, 9 ил.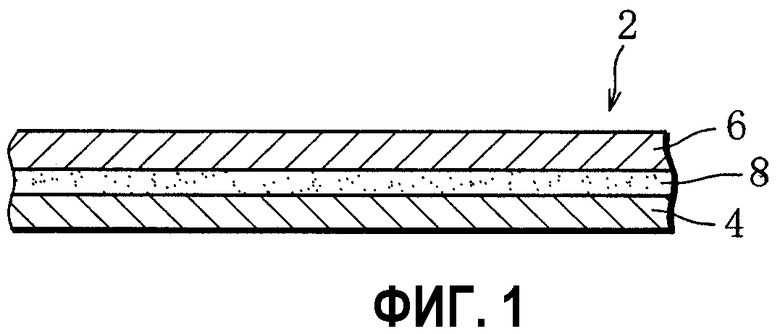
открываемую и закрываемую внешнюю коробку, и
внутреннюю упаковку, расположенную внутри внешней коробки, при этом внутренняя упаковка содержит группу стержнеобразных курительных изделий и внутреннюю обертку, покрывающую эту группу,
при этом внутренняя обертка содержит:
первый бумажный слой, образующий одну поверхность внутренней обертки;
второй бумажный слой, образующий другую поверхность внутренней обертки, и
влагонепроницаемый слой, расположенный между первым и вторым бумажными слоями, при этом влагонепроницаемый слой в качестве основного компонента содержит твердый парафин и имеет толщину, достаточную для осуществления функции склеивающего агента для соединения первого и второго бумажных слоев.
при этом оберточная бумага содержит:
первый бумажный слой, образующий одну поверхность оберточной бумаги;
второй бумажный слой, образующий другую поверхность оберточной бумаги, и
влагонепроницаемый слой, размещенный между первым и вторым бумажными слоями, при этом влагонепроницаемый слой в качестве основной составляющей содержит твердый парафин и имеет толщину, достаточную для работы в качестве склеивающего агента для соединения первого и второго бумажных слоев.
наносят влагонепроницаемый материал, содержащий в качестве основной составляющей твердый парафин на первую бумажную полосу, тем самым формируя влагонепроницаемый слой, толщина которого равна заранее определенной толщине или превышает заранее определенную толщину;
помещают вторую бумажную полосу на влагонепроницаемый слой первой бумажной полосы, тем самым формируя многослойную полосу, содержащую влагонепроницаемый слой, расположенный между первой и второй бумажными полосами, и
прикладывают давление к многослойной полосе в заданном диапазоне давлений, поддерживая многослойную полосу при температуре выше точки плавления влагонепроницаемого материала в заданном диапазоне перепадов температур, тем самым связывая первый и второй бумажные слои посредством влагонепроницаемого слоя, действующего как склеивающий агент.
первый канал, для подачи первой бумажной полосы,
устройство, наносящее покрытие, установленное в первом канале подачи для нанесения влагонепроницаемого материала, содержащего в качестве основной составляющей твердый парафин, на первую бумажную полосу, тем самым формируя влагонепроницаемый слой толщиной, равной заданной толщине или больше заданной толщины;
второй канал, для подачи второй бумажной полосы в первый канал,
валковое устройство, расположенное между концом второго канала подачи и первым каналом подачи для приема первой и второй бумажных полос из первого и второго каналов подачи, формирования многослойной полосы с влагонепроницаемым слоем, расположенным между первой и второй бумажными полосами, и для выдачи многослойной полосы, и
соединяющее устройство для приложения давления к многослойной полосе в заданном диапазоне давлений, поддерживая температуру многослойной полосы выше точки плавления влагонепроницаемого материала в заданном диапазоне перепадов температур, тем самым соединяя первую и вторую бумажные полосы посредством влагонепроницаемого слоя, который действует как склеивающий агент.
соединяющее устройство далее содержит второй нагреватель, встроенный в приемный валок для нагревания приемного валка, поворотный рычаг, поддерживающий с возможностью вращения прижимной валок, пневматический цилиндр для поворота рычага к приемному валку, тем самым прикладывая давление к многослойной полосе.
валки, расположенные парой, каждый из которых установлен с возможностью вращения в ванне так, что цилиндрические поверхности частично погружены во влагонепроницаемый материал таким образом, что зазор, имеющийся между валками, выполнен с возможностью регулировки, и
выполненный с возможностью вращения прижимной валок, расположенный напротив одного из валков пары, при этом между одним из валков пары и прижимным валком проходит первый канал подачи.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИГАРЕТНЫХ ПАЧЕК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2228286C2 |

