Изобретение относится к машиностроению и может быть использовано при обработке наружных и внутренних шпоночных пазов деталей машин.
Известны способы обработки шпоночных пазов на деталях, формируемых методами резания, с последующими способами термической или химико-термической обработки [Поляк М.С. Технология упрочнения. - М.: Машиностроение, Л.В.М.-СКРИПТ, 1995].
Однако при объемных способах термической или химико-термической обработки термическому воздействию подвергается вся поверхность шпоночного паза, в том числе и зона концентрации напряжений у основания. Это приводит к появлению или развитию микротрещин, что снижает качество деталей в условиях эксплуатации.
Известен способ электроконтактной обработки (SU 361207 A, C21D 1/06, 07.12.1972) поверхности отверстия детали.
Однако указанный способ не позволяют повысить качество деталей со шпоночным пазом, что в условиях эксплуатации приводит к износу его боковых поверхностей и усталостным разрушениям валов.
Задачей изобретения является повышение качества деталей со шпоночным пазом с закалкой поверхностей электроконтактным способом.
На чертеже показана схема электроконтактной обработки шпоночного паза детали по предлагаемому способу.
Поставленная задача достигается способом обработки детали со шпоночным пазом, включающим сборку шпонки и шпоночного паза, упрочняющую электроконтактную обработку с нагревом детали при перемещении инструмента-электрода вдоль боковых поверхностей шпоночного паза и шпонки по верхней части детали с обеспечением эффекта закалки поверхности детали без воздействия на зону концентраторов напряжения у основания шпоночного паза и боковой поверхности шпонки, при этом радиус инструмента-электрода равен диаметру обрабатываемой детали, а ширина контактной поверхности инструмента-электрода составляет 0,1 от ширины шпоночного паза.
Изобретение иллюстрируется следующими примерами.
На валах и втулках, изготовленных из стали 45 ГОСТ 1050-88, методом резания (фрезерованием или протягиванием) изготовлены шпоночные пазы. Сопряжение вал-втулка работает в условиях знакопеременных нагрузок. Требования по твердости деталей установлены в пределах 42...48 HRC, что предусматривает закалку и последующий средний отпуск.
При фрезеровании паза на валу, в силу технологических факторов, возможно образование микротрещин в зоне основания, особенно в радиусной части. Закалка и последующий отпуск приводят к появлению в опасных сечениях паза микротрещин термического характера, а также способствуют развитию микротрещин, полученных на стадии фрезерования. В сочетании с постоянно присущими явлениями окисления и обезуглероживания поверхностного слоя это может привести к аварийному разрушению вала в зоне шпоночного паза (что периодически и происходит в условиях эксплуатации). Кроме того, ввиду недостаточной прочности паза происходит его износ по боковым поверхностям, особенно в верхней части. Условия эксплуатации нарушаются, и требуется остановка машины на ремонтные воздействия.
Для повышения качества шпоночных пазов произведена их электроконтактная обработка с обеспечением эффекта закалки исполнительных поверхностей, без воздействия на зону концентраторов напряжения у основания. На чертеже показана схема обработки по предлагаемому способу.
Электроконтактной обработке по предлагаемому способу подвергаются шпоночные пазы деталей как цилиндрической, так и других форм поверхностей. Обработка шпоночных пазов производится на деталях из конструкционных, легированных, инструментальных сталей и чугунов.
В качестве инструмента-электрода используются ролики и пластины из бронзы. При выборе материала инструмента учитывались два основных условия: электропроводность и высокая красностойкость. При использовании в качестве инструмента-электрода роликов обеспечивалось его вращение относительно неподвижной оси. Обработка пластинами выполнялась при их линейном перемешивании вдоль обрабатываемого шпоночного паза детали.
От источника 1 электрического тока промышленной частоты 50 Гц, через токоподводящие шины 2, один конец вторичной обмотки установки подводится к детали 5 со шпоночным пазом и шпонкой 4, а второй - к инструменту-электроду 3. Обеспечив надежный контакт в соединении инструмент-электрод 3 с поверхностью шпоночного паза детали 5 производится включение электрического тока и задается перемещение инструменту-электроду 3. Зона электроконтактного воздействия распространяется на боковую поверхность шпоночного паза и на прилегающие к нему диаметральные участки детали, без термического воздействия на зону основания. Нагрев контактной зоны производится до температуры фазовых превращений металла детали 900-1000°С. Быстрое охлаждение разогретого металла в тело холодной детали и шпонку позволяет получить закаленный слой глубиной 2-4 мм. Ширина закаленной зоны составляет 0,1 от ширины шпоночного паза.
Электроконтактной обработке по предлагаемому способу подвергались наружные и внутренние шпоночные пазы деталей (быстроходные и тихоходные валы силовых редукторов типа РМ, РЦД, Ц2У, 1Ц3У, винты металлорежущих станков, шестерни силовых редукторов, шкивы вариаторов и т.д.). В результате обработки твердость поверхностей шпоночного паза возрастает до 56...60 HRC (сталь 45, 40Х). Структура поверхностного слоя представляет мелкодисперсный мартенсит при наличии аустенита остаточного.
Получение закаленного поверхностного слоя при сохранении структуры и свойств нижележащих слоев металла позволяет повысить качество изготовления деталей со шпоночными пазами и продлить срок службы машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2363738C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНОЧНЫХ ПАЗОВ | 2003 |
|
RU2243070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2350440C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2021 |
|
RU2766097C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2021 |
|
RU2766098C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2019 |
|
RU2713887C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2019 |
|
RU2713890C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2020 |
|
RU2749704C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2021 |
|
RU2772341C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2020 |
|
RU2749648C1 |
Изобретение относится к машиностроению и может быть использовано для повышения качества деталей машин при изготовлении шпоночных пазов на наружных и внутренних поверхностях. Способ включает сборку шпонки и шпоночного паза, упрочняющую электроконтактную обработку с нагревом детали при перемещении инструмента-электрода вдоль боковых поверхностей шпоночного паза и шпонки по верхней части детали с обеспечением эффекта закалки поверхности детали без воздействия на зону концентраторов напряжения у основания шпоночного паза и боковой поверхности шпонки, при этом радиус инструмента-электрода равен диаметру обрабатываемой детали, а ширина контактной поверхности инструмента-электрода составляет 0,1 от ширины шпоночного паза. 1 ил.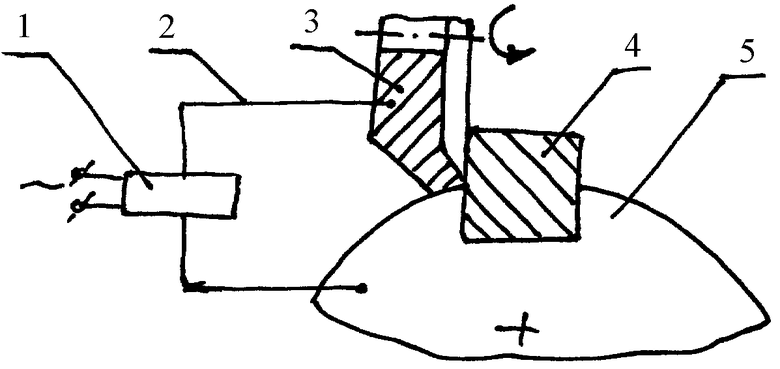
Способ обработки детали со шпоночным пазом, включающий сборку шпонки и шпоночного паза детали, упрочняющую электроконтактную обработку с нагревом детали при перемещении инструмента-электрода вдоль боковых поверхностей шпоночного паза и шпонки по верхней части детали с обеспечением эффекта закалки поверхности детали без воздействия на зону концентраторов напряжения у основания шпоночного паза и боковой поверхности шпонки, при этом радиус инструмента-электрода равен диаметру обрабатываемой детали, а ширина контактной поверхности инструмента-электрода составляет 0,1 от ширины шпоночного паза.
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2004 |
|
RU2285728C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ОТВЕРСТИЙ ДЕТАЛЕЙ | 0 |
|
SU361207A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНОЧНЫХ ПАЗОВ | 2003 |
|
RU2243070C2 |
| JP 53071610 A, 26.06.1978. | |||

