Изобретение относится к машиностроению и может быть использовано при изготовлении резьбы на деталях, работающих при знакопеременных нагрузках и в условиях абразивного износа.
Известны способы изготовления резьбы, позволяющие повысить износостойкость, прочность и усталостную долговечность резьбовых соединений /Якушев А.И., Мустаев Р.Х.., Мавлютов P.P. Повышение прочности и надежности резьбовых соединений. - М.: Машиностроение, 1979-215 с./
Указанные способы изготовления резьбы не позволяют комплексно производить упрочняющую и отделочно-упрочняющую обработку с закалкой профиля резьбы по всему периметру при одновременном благоприятном расположении волокон металла.
Известен способ изготовления резьбы (GB 798609, В23 G1/00, 23.07.1958), включающий установку заготовки детали с возможностью вращения, поверхностную электроконтактную закалку и формирование полного профиля резьбы резьбообразующим инструментом, перемещающимся по винтовой линии.
Однако данный способ не позволяет производить обработку полного профиля резьбы, подвод электрического тока производится через деталь и инструмент, что создает технологические сложности процесса и не позволяет повышать производительность процесса.
Задачей изобретения является повышение производительности и качества винтовых поверхностей за счет поверхностной электроконтактной закалки поверхностного слоя заготовки детали и последующего финишного формирования резьбы резьбообразующим инструментом, перемещающимся по винтовой линии.
Использование предлагаемого способа изготовления резьбы позволяет снизить время обработки, повысить износостойкость и усталостную прочность винтовых поверхностей после формирования геометрии.
Поставленная цель достигается тем, что в способе изготовления резьбы на детали, перед нарезанием резьбы производят электроконтактную закалку поверхности гладкой цилиндрической заготовки вращающимся токопроводящим инструментом, с подачей меньше ширины контактной поверхности токопроводящего инструмента и равной шагу нарезаемой резьбы с обеспечением перекрытия закаленных участков, а резьбу формируют способами резания, при этом вершину резьбообразующего инструмента настраивают по серединам участков зон перекрытия.
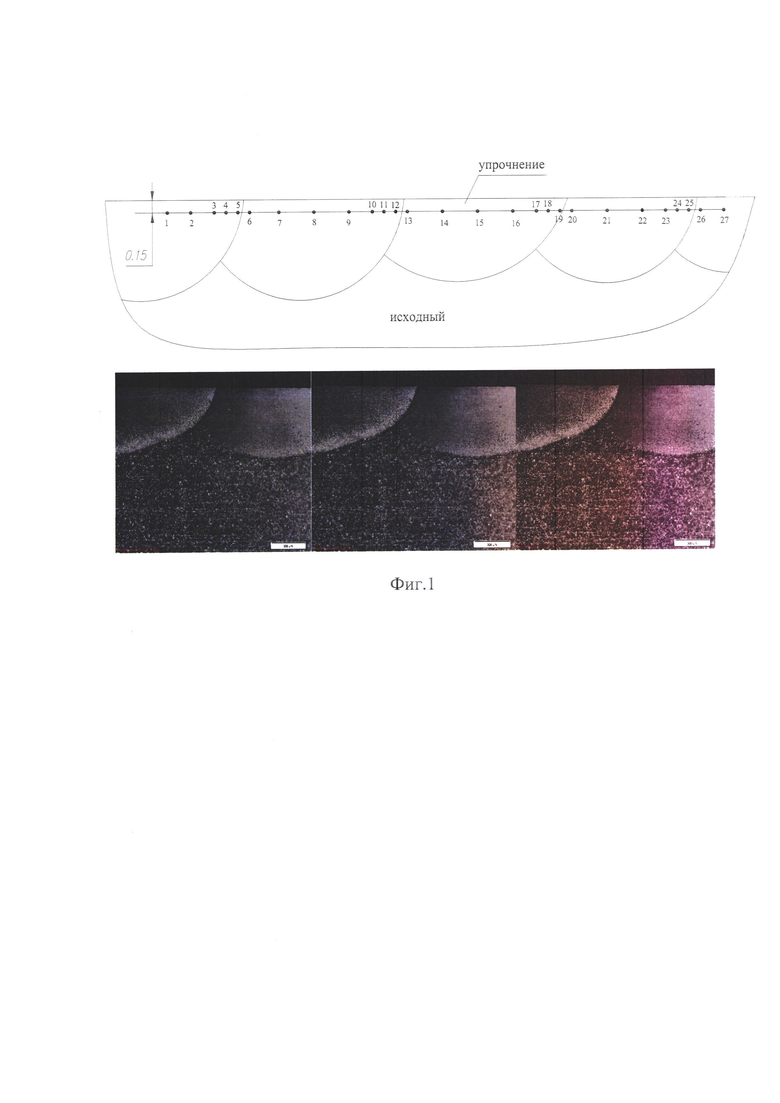
На фигуре 1 показаны результаты электроконтактной закалки гладкой цилиндрической поверхности по предлагаемому способу.
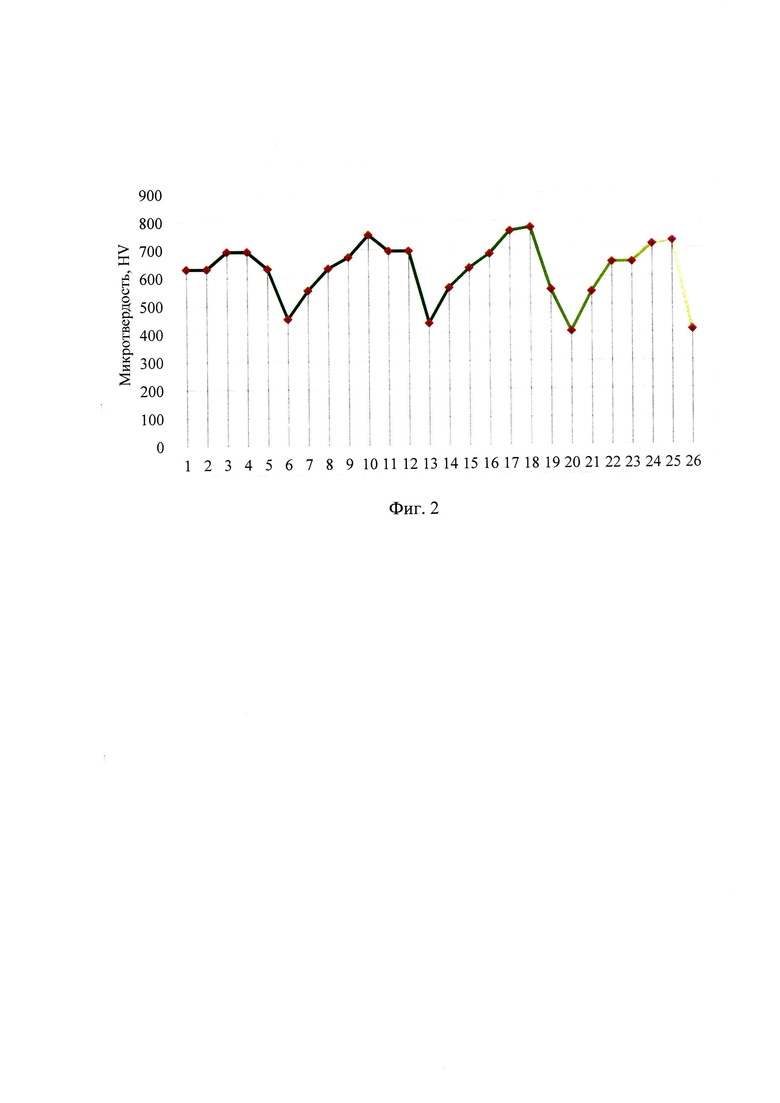
На фигуре 2 показан график распределения твердости после электроконтактной закалки гладкой цилиндрической поверхности по предлагаемому способу.
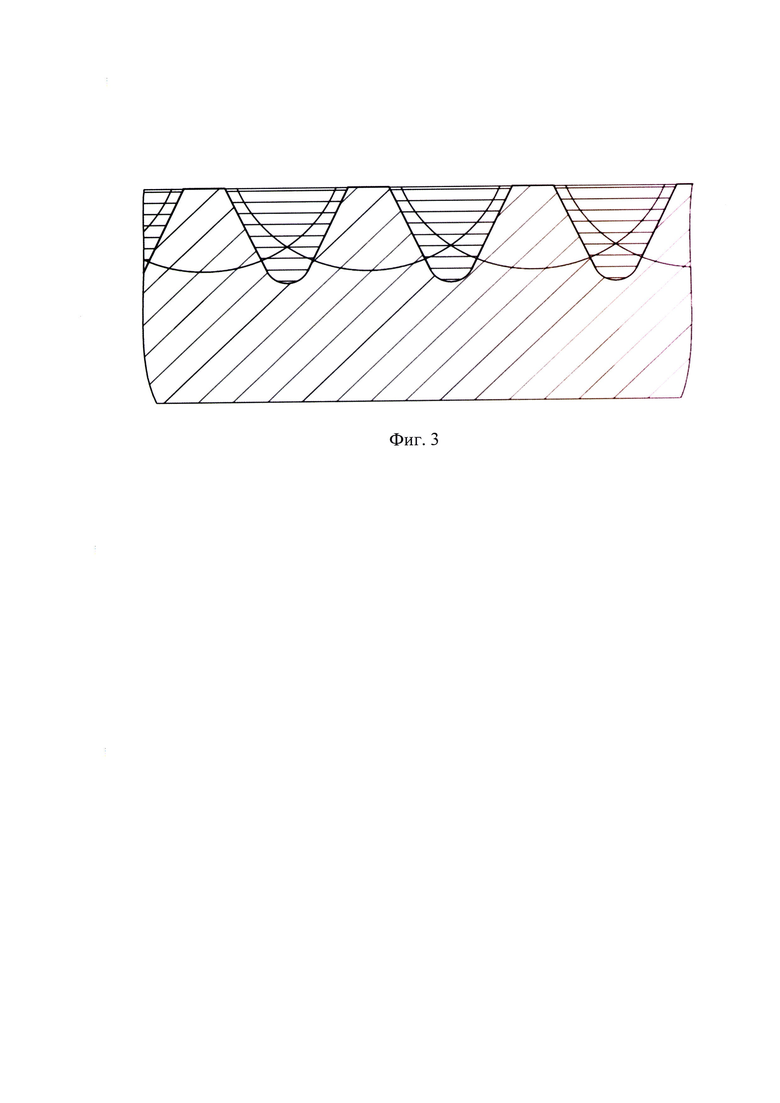
На фигуре 3 показана схема формирования резьбы, способами резания по предлагаемому способу.
Изобретение иллюстрируется следующими примерами.
На станке модели 16К20 производили изготовление резьбы M18×1,5 по предлагаемому способу. Материал заготовки детали сталь 20.
Технологически обработка резьбы по предлагаемому способу производится следующим образом.
На первом этапе. При электроконтактной закалке цилиндрических поверхностей заготовку из стали 20 устанавливают в патрон токарно-винторезного станка, и ей сообщается главное движение вращения. Инструментальный ролик поджимаются к поверхности заготовки с фиксированной силой, и ей сообщается движение подачи по винтовой линии. При прохождении через зону локального контакта инструментального ролика с обрабатываемой поверхностью электрического тока происходит местный нагрев заготовки до температуры 1000…1200°С и быстрое охлаждение поверхности нижележащими слоями заготовки. В результате повышается твердость поверхностного слоя до 38…42 HRC. При ширине контактной поверхности инструментального ролика 2 мм и подаче с шагом 1,5 мм происходит наложение зон перекрытия. При повторных проходах, в зонах термомеханического перекрытия, происходит снижение твердости до 28…32 HRC. Результаты электроконтактной закалки гладкой цилиндрической поверхности по предлагаемому способу показаны на фигуре 1, а график распределения твердости после электроконтактной закалки - на фигуре 2.
На втором этапе реализации способа производится изготовление резьбы M18×1,5 способами резания. Токарно-винторезный станок 16К20 настраивают с шагом нарезаемой резьбы 1,5 мм/об. Вершину резьбообразующего инструмента настраивают по серединам участков зон перекрытия, имеющих меньшую твердость, чем закаленная и не отпущенная поверхность детали. В результате многопроходного нарезания резьбы формируется профиль, представленный на фигуре 3.
Аналогична последовательность выполнения операций при изготовлении резьбы на детали по предлагаемому способу на более качественных сталях, с твердостью после электроконтактной закалки свыше 50HRC. Только на втором этапе окончательным способом формирования резьбы будет резьбошлифование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЗОТИРОВАНИЯ ЗАГОТОВОК ИЗ СТАЛЕЙ | 2022 |
|
RU2801624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2344906C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2011 |
|
RU2486994C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2001 |
|
RU2199421C2 |
| ИНСТРУМЕНТ ДЛЯ ЗАКАЛКИ РЕЗЬБЫ | 2003 |
|
RU2265065C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 2004 |
|
RU2254381C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2011 |
|
RU2482942C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2350439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2001 |
|
RU2199422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2350440C2 |
Изобретение относится к области машиностроения, изготовлению резьбы на деталях, работающих при знакопеременных нагрузках и в условиях абразивного износа. Способ включает поверхностную электроконтактную закалку и формирование полного профиля резьбы резьбообразующим инструментом, перемещающимся по винтовой линии, с электронагревом заготовки, установленной с возможностью вращения. При этом перед нарезанием резьбы производят электроконтактную закалку поверхности гладкой цилиндрической заготовки вращающимся токопроводящим инструментом с подачей меньше ширины контактной поверхности инструмента, что обеспечивает перекрытие закаленных участков, и с последующим формированием резьбы способами резания. При этом вершину резьбообразующего инструмента настраивают по серединам участков зон перекрытия. Достигается улучшение качества резьбы за счет повышения износостойкости и прочности и увеличение производительности обработки. 3 ил.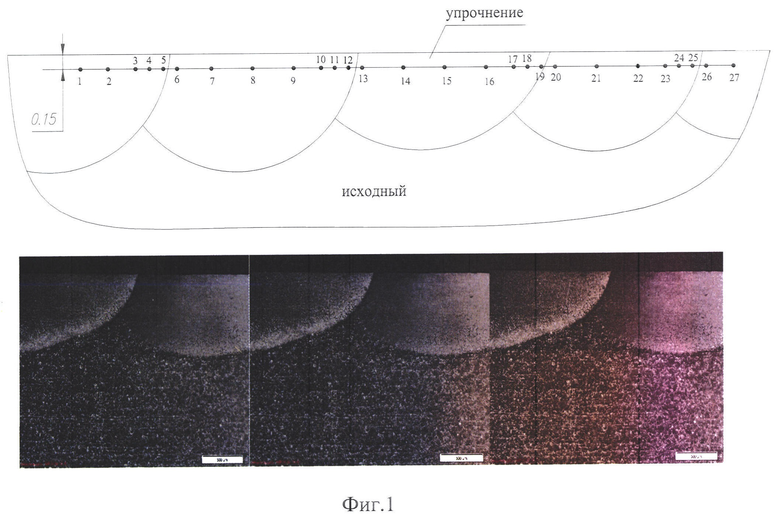
Способ изготовления резьбы на детали, включающий установку заготовки детали с возможностью вращения, поверхностную электроконтактную закалку и формирование полного профиля резьбы резьбообразующим инструментом, перемещающимся по винтовой линии, отличающийся тем, что производят электроконтактную закалку поверхности гладкой цилиндрической заготовки вращающимся токопроводящим инструментом с подачей меньше ширины контактной поверхности инструмента и равной шагу нарезаемой резьбы с обеспечением перекрытия закаленных участков, а резьбу формируют способами резания, при этом вершину резьбообразующего инструмента настраивают по серединам участков зон перекрытия.
| Цифровой измеритель напряжений | 1979 |
|
SU798609A1 |
| Способ поверхностной электроконтактной закалки деталей | 1989 |
|
SU1713943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2003 |
|
RU2252113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2011 |
|
RU2486994C2 |

