Изобретение относится к машиностроению и может быть использовано при изготовлении шпоночных пазов на наружных и внутренних поверхностях деталей машин.
Известны способы изготовления шпоночных пазов на деталях, формируемых методами резания, с последующими способами термической или химико-термической обработки [Поляк М.С. Технология упрочнения. - М.: Машиностроение, Л.В.М.-СКРИПТ, 1995].
Однако при объемных способах термической или химико-термической обработки термическому воздействию подвергается вся поверхность шпоночного паза, в том числе и зона концентрации напряжений у основания. Это приводит к появлению или развитию микротрещин, что снижает качество деталей в условиях эксплуатации.
Известен способ электроконтактной обработки (SU 361207 A, C 21 D 1/06, 07.12.1972) поверхности отверстия детали.
Однако указанный способ не позволяет повысить качество шпоночного паза, что в условиях эксплуатации приводит к износу его боковых поверхностей и усталостным разрушениям валов.
Задачей изобретения является повышение качества шпоночных пазов при их изготовлении с закалкой боковых поверхностей электроконтактным способом.
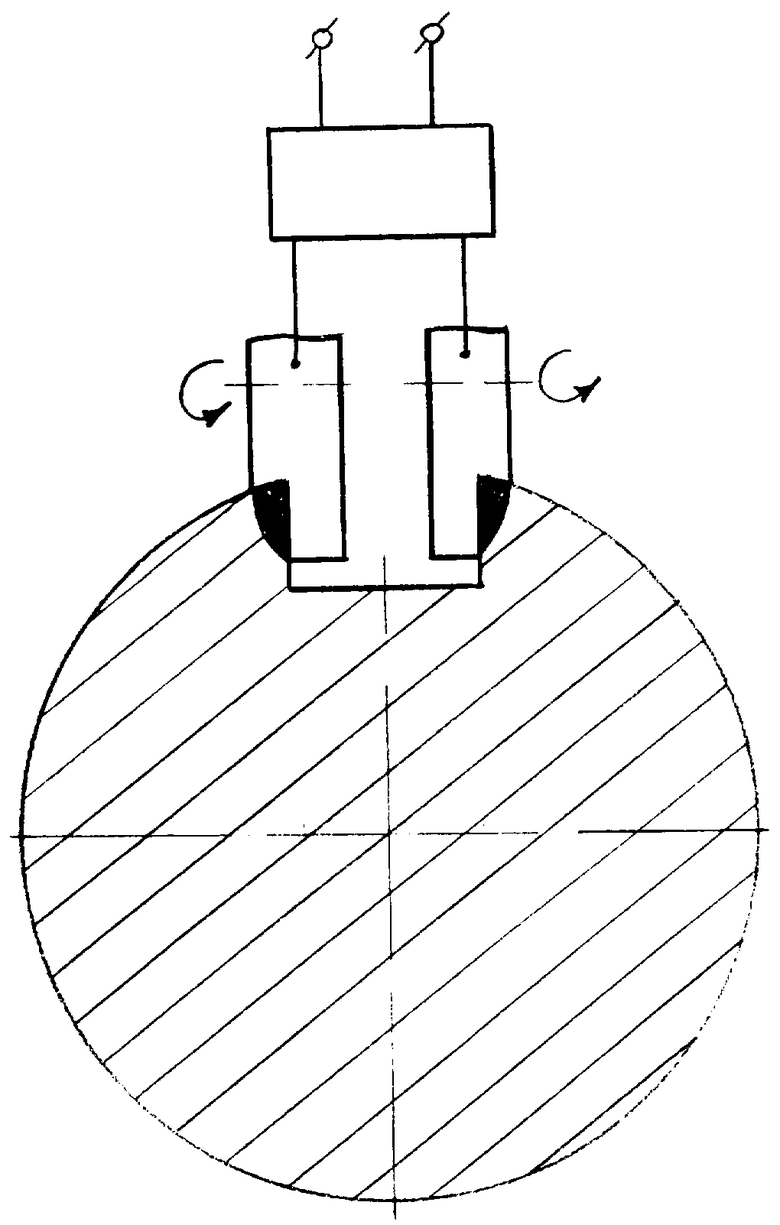
На фигуре показана схема электроконтактной обработки шпоночного паза по предлагаемому способу.
Поставленная задача достигается тем, что перед упрочняющей операцией производится образование паза, а обработку ведут двумя инструментами-электродами по боковым внутренним поверхностям паза с обеспечением эффекта закалки исполнительных поверхностей, причем первый инструмент-электрод воздействует на одну сторону поверхности паза, а второй - на вторую сторону поверхности без воздействия на зону концентраторов напряжения у основания паза.
Изобретение иллюстрируется следующими примерами.
На валах и втулках, изготовленных из стали 45 ГОСТ 1050-88 методом резания (фрезерованием или протягиванием), изготовлены шпоночные пазы. Сопряжение вал - втулка работает в условиях знакопеременных нагрузок. Требования по твердости деталей установлены в пределах 42...48 HRC, что предусматривает закалку и последующий средний отпуск.
При фрезеровании паза на валу в силу технологических факторов возможно образование микротрещин в зоне основания, особенно в радиусной части. Закалка и последующий отпуск приводят к появлению в опасных сечения паза микротрещин термического характера, а также способствуют развитию микротрещин, полученных на стадии фрезерования. В сочетании с постоянно присущими явлениями окисления и обезуглероживания поверхностного слоя это может привести к аварийному разрушению вала в зоне шпоночного паза (что периодически и происходит в условиях эксплуатации). Кроме того, ввиду недостаточной прочности паза происходит его износ по боковым поверхностям, особенно в верхней части. Условия эксплуатации нарушаются, и требуется остановка машины на ремонтные воздействия.
Для повышения качества шпоночных пазов произведена их электроконтактная обработка с обеспечением эффекта закалки исполнительных поверхностей без воздействия на зону концентраторов напряжения у основания.
На фигуре показана схема обработки по предлагаемому способу. От источника электрического тока промышленной частоты 50 Гц через токоподводящие шины ток подводится к двум инструментам - электродам. Обеспечив надежный контакт "инструмент-поверхность" производится включение электрического тока и задается перемещение инструментам или детали. Зона электроконтактного воздействия распространяется на боковые поверхности шпоночного паза и на прилегающие к нему диаметральные участки вала (втулки) без термического воздействия на зону основания. В результате обработки твердость поверхностей шпоночного паза возрастает до 56...60 (сталь 45, 40Х) при глубине у вершины до 3 мм. Структура поверхностного слоя представляет мелкодисперсный мартенсит при наличии аустенита остаточного.
Получение закаленного поверхностного слоя при сохранении структуры и свойств нижележащих слоев металла позволяет повысит качество изготовления деталей со шпоночными пазами и продлить срок службы машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2350439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2350440C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2363738C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2003 |
|
RU2254967C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2002 |
|
RU2239524C2 |
| ИНСТРУМЕНТ ДЛЯ ЗАКАЛКИ РЕЗЬБЫ | 2003 |
|
RU2265065C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2021 |
|
RU2766097C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2021 |
|
RU2766098C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2001 |
|
RU2199421C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2019 |
|
RU2713887C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении шпоночных пазов на наружных и внутренних поверхностях деталей машин. Способ включает образование шпоночного паза и последующую упрочняющую обработку с электронагревом детали. Обработку ведут двумя электродами-инструментами по боковым внутренним поверхностям паза с обеспечением эффекта закалки исполнительных поверхностей. Первый инструмент-электрод воздействует на одну сторону поверхности паза, а второй – на вторую сторону поверхности без воздействия на зону концентраторов напряжения у основания паза. Это позволяет повысить качество шпоночных пазов при их изготовлении за счет обеспечения эффекта закалки исполнительных поверхностей электроконтактным способом. 1 ил.
Способ изготовления шпоночных пазов, включающий образование паза и последующую упрочняющую обработку с электронагревом детали, отличающийся тем, что обработку ведут двумя инструментами–электродами по боковым внутренним поверхностям паза с обеспечением эффекта закалки исполнительных поверхностей, причем первый инструмент–электрод воздействует на одну сторону поверхности паза, а второй – на вторую сторону поверхности, без воздействия на зону концентраторов напряжения у основания паза.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ОТВЕРСТИЙ ДЕТАЛЕЙ | 0 |
|
SU361207A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2009804C1 |
| Способ электроконтактной обработкидЕТАлЕй | 1978 |
|
SU797863A1 |
| Способ получения профильных глухих отверстий | 1979 |
|
SU863288A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| АРТАМОНОВ Б.А | |||
| И ДР | |||
| Размерная электрическая обработка металлов | |||
| - М.: Высшая школа, 1978 г., с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |

