Настоящее изобретение относится к машине I.S., преобразующей каплю расплавленного стекла в бутылку.
УРОВЕНЬ ТЕХНИКИ
Стеклянные бутылки формуются на машине I.S. с использованием двухэтапного процесса. Сначала капля расплавленного стекла формуется в "заготовку" на исходном участке. Наружный слой заготовки охлаждается для придания заготовке достаточной жесткости, чтобы ее можно было транспортировать инвертным устройством на участок выдувания. На участке выдувания формы для выдувания должны быть закрыты, и заготовка будет выдуваться в бутылку. Наружный слой бутылки должен быть достаточно охлажден, чтобы с помощью забирающего устройства она могла быть транспортирована на приемный стол. На приемном столе бутылки будут дополнительно охлаждаться и затем выталкиваться на конвейер устройством толкателя. Каждое из этих перемещений может иметь очень трудные сегменты, где очень малые отклонения могут обладать существенным значением.
Например, когда бутылки производятся на машине I.S. со скоростью более 600 штук в минуту, очень трудно координировать перемещение бутылок на конвейере, не допуская их падения. Бутылки помещаются на приемный стол, где они должны быть охлаждены в течение короткого периода времени, и затем выталкиваются толкателем под углом приблизительно 90 градусов на движущийся конвейер. Толкатель имеет пальчиковый сборный узел, который образует ячейку для каждой бутылки, помещенной на приемный стол. Пальчиковый сборный узел помещается на приемный стол до того, как на него поступают бутылки. Пара серводвигателей перемещает толкатель в соответствии с определенными профилями кулачков, и многочисленные данные для кулачков хранятся в запоминающем устройстве, чтобы использовать их при различных скоростях бутылок и машины. Для изменения такого перемещения должен меняться профиль кулачка. По мере возрастания скорости работы таких машин увеличиваются трудности, связанные с управлением бутылками при их перемещении. Одним из наиболее трудных сегментов линии перемещения толкателя является перемещение бутылок на конвейер и немедленный отход толкателя от конвейера, как только бутылки должным образом установлены на конвейере.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, задача настоящего изобретения состоит в обеспечении управления механизмом перемещения, который должен позволить оператору делать очень точные изменения в профиле перемещения.
Другие задачи и преимущества настоящего изобретения станут очевидны из последующей части настоящего подробного описания и сопровождающих его чертежей, которые в соответствии с обязательными требованиями патентного законодательства поясняют предпочтительный настоящий вариант осуществления, включающий принципы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схематическое изображение устройства толкателя для толкания бутылок, сформованных в машине I. S., с приемного стола под углом 90 градусов на движущийся конвейер;
Фиг.2 - схематическое изображение прототипа устройства толкателя, имеющего две оси движения;
Фиг.3 - два типичных кулачка для двух движений, показанных на фиг.2;
Фиг.4 - кривая Безье;
Фиг.5 - логическая блок-схема, показывающая, как входные сигналы Безье преобразуются в контрольные точки Безье и затем в промежуточные точки сегментов;
Фиг.6 - таблица, показывающая параметры Безье для шести кулачковых сегментов движения рычага толкателя в соответствии с принципами настоящего изобретения;
Фиг.7 - таблица, показывающая параметры Безье для трех кулачковых сегментов движения пальца толкателя в соответствии с настоящим изобретением;
Фиг.8 - логическая блок-схема, показывающая преобразование входных данных, поступающих от оператора, во входные данные Безье;
Фиг.9 - таблица, показывающая связь объединенного движения пальчикового кулачка и движения рычажного кулачка;
Фиг.10 - логическая блок-схема, показывающая связь параметров рычага и пальца.
КРАТКОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ИЗОБРЕТЕНИЯ
Устройство толкателя PM/10 схематично показано на фиг.1 и содержит корпус толкателя или рычаг 12, который может вращаться вокруг первой оси 14 первым серводвигателем 16, SM1, и пальчиковый сборный узел 18, который помещен в корпус толкателя и может вращаться вокруг второй оси 20 вторым серводвигателем 22, SM2. Каждый двигатель управляется соответствующим контроллером 24 движения с помощью запомненных данных кулачка, которые могут изменяться входными данными от оператора, вводимыми через ручной терминал 26, HHT (или через консоль пользователя). С подробностями такого устройства можно ознакомиться в находящейся на рассмотрении патентной заявке США № 11/351,556, зарегистрированной 10 февраля 2006 г.
Полное движение пальчикового сборного узла определяется путем указания угловых положений рычага и пальца, как функции времени Φ(t) и Θ(t) для каждого из кулачков соответственно (фиг.2). Типичные пальчиковый и рычажный кулачки показаны на фиг.3.
Кривая Безье используется для представления конкретных сегментов кулачка. Типичное представление сегмента кулачка, использующее кривую Безье, показано на фиг.4. Сегмент Безье определяется расположением (координатами) двух конечных точек P1 и P2 и двух контрольных точек C1 и C2. Сегмент кривой описывается формулой:
P(Z) = (1-Z) 3 P 1 + 3 (1-Z) 2 ZC 1 + 3(1-Z)Z 2 C 2 +Z 3 P 2 ,
где 0 ≤ Z ≤ 1.
В этом уравнении P, P1, C1, C2 и P2 являются длинами двух векторов, для которых первой составляющей является время (горизонтальная ось) и второй составляющей - положение кулачка. Для заданных конечных точек форма кривой C, соединяющей P1 и P2, может изменяться путем изменения мест расположения контрольных точек C1 и C2. Результирующая кривая всегда касательна к линии P1-C1 в конечной точке P1 и касательна к линии P2-C2 в конечной точке P2. По мере того как длина линии P1-C1 увеличивается, кривая будет иметь тенденцию сохранять свою начальную крутизну, "привязанную" к более длинной линии P1-C1. Аналогично, по мере того как длина линии P2-C2 увеличивается, кривая будет становиться приблизительно касательной больше к линии P2-C2, "привязываясь" к линии P2-C2 с большей длиной. Чтобы определить сегмент кривой Безье для толкателя, указываются конечные точки P1 и P2, крутизна кулачка M1 и M2 в конечных точках и длины L1, L2 линий P1-C1 и P2-C2. Координаты контрольных точек C1 и C2 могут быть вычислены, используя следующие выражения:

Местоположение точек C1 и C2 ограничивается внутренней частью прямоугольника 28, углами которого являются P1 и P2, как показано на фиг.4. Это делает сегмент Безье монотонным. Поскольку контрольные точки лежат внутри прямоугольника, определенного концевыми точками P1 и P2, указанные длины L1 и L2 нормализуются в диапазоне от 0 до 1, где максимальная длина, равная 1, соответствует контрольным точкам на границе допустимого прямоугольника. Эти нормализованные величины расстояния до контрольной точки будут упоминаться, как коэффициенты Безье, и обозначаются как альфа 1 (α1) и альфа 2 (α2). Полное движение кулачка определяется множеством кривых Безье. Для каждого сегмента полного движения кулачка конечные точки P1 и P2, конечные крутизны M1 и M2 и коэффициенты Безье альфа 1 (α1) и альфа 2 (α2) должны быть определены. Позиционное значение положения P1(i) i-го сегмента равно позиционному значению положения P2(i-1) конечной точки предыдущего сегмента и M1(i) для i-го сегмента равно крутизне M2(i-1) предыдущего сегмента. Для полного движения кулачка, составленного из N сегментов, N+1 позиционных значений, N+1 значений крутизны, и 2N (оба конца каждого сегмента) значений коэффициентов Безье должны быть определены.
На фиг.5 показана логическая блок-схема генератора 29 сегментов для определения необходимых промежуточных точек сегмента Безье. Требуемыми входными величинами Безье являются P1, P2, α1, α2, М1, М2. P1, P2, M1, M2 предоставляются, чтобы согласно операции 30 "Вычислить максимальные допустимые длины C1-P1 и C2-P2, чтобы оставаться в пределах прямоугольника", а максимальные длины Lmax1 и Lmax2 вычисляются и передаются вместе с α1, α2 для выполнения операции 31 "Вычислить фактические длины C1-P1, C2-P2". Эти фактические длины L1, L2 передаются вместе с P1, P2, M1, M2 для выполнения операции 32 "Вычислить контрольные точки", которая определяет контрольные точки C1, C2. Эти контрольные точки передаются вместе с желаемым числом промежуточных установочных точек (которые могут быть входными данными, вводимыми оператором) для выполнения операции 34 "Вычислить промежуточные точки сегмента, используя формулу Безье", чтобы определить сегмент. Этот процесс, результатом которого являются точки сегмента (как конечные точки, так и вычисленные промежуточные точки, то есть пары значений времени и положения t 1 (x 1 ) … t n (x n )) вдоль сегмента кривой Безье для каждого сегмента Безье.
Отдельные точки (пары значений времени и положения) обеспечиваются решением уравнения 1 для последовательности значений аргумента z, принимающего значения в диапазоне от 0 до 1. В целом, даже если для z дается приращение с равномерным распределением, последовательность значений времени, получаемых в результате решения уравнения 1, не будет иметь равномерного распределения. Это является проблемой, поскольку типовое программное обеспечение управления движением требует, чтобы точки вдоль кулачка распределялись равномерно. Для решения этой проблемы точки сначала вычисляются вдоль каждого сегмента движения полного кулачка, используя уравнение 1. Затем точки конкатенируются для отдельных сегментов, чтобы сформировать общую таблицу значений времени и положения, представляющих кулачок. Наконец, новые пары значений времени и положения интерполируются с равными приращениями времени. Для этой цели использовалась кубическая сплайновая интерполяция. Она дает дополнительное преимущество при непрерывном создании вторых производных интерполированной кривой с сохранением при этом первоначальных свойств непрерывности (непрерывные положение и скорость).
Каждый рычажный кулачок и пальчиковый кулачок разбиваются на множество сегментов Безье. Рычажный кулачок, который управляет перемещением рычага от положения захвата бутылки до исходного положения (положение, предшествующее месту установки бутылки), разбивается на 6 сегментов Безье следующим образом.
Сегмент рычага 1. Угловое положение рычага остается постоянным.
Сегмент рычага 2. Рычаг поворачивается в обратном направлении (угловое положение рычага уменьшается).
Сегмент рычага 3. Рычаг вращается медленно вперед, перемещая контейнеры поперек приемного стола.
Сегмент рычага 4. Рычаг ускоряет движение вперед, доводя скорость контейнеров до скорости ленты конвейера.
Сегмент рычага 5. Рычаг замедляет скорость по мере того, как пальцы отводятся назад.
Сегмент рычага 6. Рычаги складываются обратно в исходное положение.
Параметры Безье, назначенные для каждого сегмента рычажного кулачка для поддержания основных качественных особенностей дающего хорошие результаты кулачка, показаны на фиг.6.
Пальчиковый кулачок, который управляет перемещением рычага от положения захвата бутылки до исходного положения (положение, предшествующее месту установки бутылки), разбивается на 3 сегмента Безье следующим образом.
Сегмент пальца 1. Пальцы захватывают контейнеры и полностью осуществляют начальное вращение.
Сегмент пальца 2. Пальцы ускоряют движение по мере того, как контейнеры выталкиваются на ленту конвейера.
Сегмент пальца 3. Пальцы складываются обратно в исходное положение.
Параметры Безье для каждого рычажного кулачка назначаются, как показано на фиг.7.
Когда оператор наблюдает за характеристиками толкателя, он должен соблюдать связанные с конструкцией переменные. Как показано на фиг.8, некоторыми из переменных, которые могут наблюдаться в устройстве толкателя, являются: 1. "Скорость отведения рычага" (от S1 к S2), то есть насколько быстро рычаг толкателя движется обратно после того, как бутылки отпущены на конвейере; 2. "Угловое положение пальца при отпускании" (от β1 до β2), то есть желательно, чтобы бутылки были выстроены по прямой линии; 3. "Процент времени пребывания бутылки в удерживаемом состоянии" (от 1% до 2%), то есть насколько может быть уменьшено время толкания, чтобы увеличить время пребывания на приемном столе; 4. «Время толкания» (от PT1 до РТ2), то есть время, в течение которого бутылки движутся на конвейере до отпускания; 5. «Время отведения» (от 1% до 2%), то есть время "обратного движения" до приемного стола; 6. "Коэффициент опережения ленты конвейера" (от Крутизны 1 до Крутизны 2). Путем наблюдения может быть определен диапазон, в котором эти переменные могут изменяться.
Эти входные данные подаются на устройство 58 преобразования данных. Когда входные данные, поступающие от оператора, принимаются преобразователем 66, преобразователь преобразует эти входные данные оператора, используя заранее определенное преобразование (каждая характеристика связана с входными данными по всему их конкретному диапазону), во входные данные Безье P1, P2, M1, M2, α1, α2, которые будут обрабатываться для вычисления новых контрольных и конечных точек.
Было найдено, что связь коэффициентов Безье и скорости отведения рычага в сегменте Безье может быть выгодной. Соответственно, при выполнении операции 60 "Скорость отведения рычага изменена" желательна связь между коэффициентами Безье и "Скоростью отведения рычага". Устройство преобразования будет, соответственно, выполнять операцию 64 "Выравнивать и вводить коэффициенты α1 и α2 для скорости" (поддерживать эти коэффициенты равными при изменении их парой, предпочтительно, как функция скорости). Например, если скорость отведения рычага изменена (от 20 до 80), коэффициенты Безье α1 и α2 должны сохраняться равными и изменяться во всем их диапазоне (от 0,2 до 0,8) с той же самой скоростью, с которой меняется скорость отведения рычага. Например, если скорость рычага изменилась до 30, оба коэффициента должны измениться до 0,3.
Может быть также желательна связь между кулачками. Например, движение пальчикового кулачка может быть связано с движением рычажного кулачка так, что они будут продолжать двигаться скоординированным способом по мере того, как форма одной из кривых меняется. Параметры, которые были связаны между собой, показаны на фиг.9.
Как показано на фиг.10, два кулачка, которые будут соединены, в дальнейшем упоминаются как независимый и зависимый кулачки. Когда, например, желательно осуществлять требование, чтобы, когда независимый кулачок достигает значения X1, конечной точки P2, зависимый кулачок имел значение X2, это может осуществляться, выполняя следующие этапы, показанные на фиг.8, на которых:
1. Указывают совпадающие позиционные значения x1 и x2 для независимого и зависимого кулачка (соответственно), этап 40;
2. Вычисляют промежуточные значения времени и позиций для участка движения независимого кулачка, содержащего x1, этап 42;
3. Используют инверсную таблицу преобразования для данных независимого кулачка, чтобы интерполировать значение времени t1, связанное с положением x1, этап 44;
4. Присваивают значение t2 = t1, и x2 как время и положение соответственно конечной точки P2 зависимого кулачка, этап 46;
5. Повторяют этапы 1-4 для всех остальных пар, если нужно, для связанных позиционных значений, этап 48;
6. Вычисляют промежуточные значения для независимого кулачка для любых остающихся сегментов, этап 50, которые еще не были вычислены на предыдущих этапах обычным способом;
7. Вычисляют промежуточные значения для всех сегментов зависимого кулачка f, этап 52. Такая структура может быть удобно размещена в пределах операции 34 "Вычислить точки промежуточных сегментов, используя формулу Безье" генератора 29 сегментов.
Хотя в качестве предпочтительного варианта осуществления было описано двухосное устройство, эта технология может использоваться с одно- или двухосными устройствами, такими как инвертное устройство или забирающее устройство машины I.S.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТРАОКУЛЯРНАЯ ЛИНЗА И СПОСОБ ЛЕЧЕНИЯ ГЛАЗА | 2020 |
|
RU2815293C2 |
| КАНАТНАЯ ТРАНСПОРТНАЯ УСТАНОВКА | 2017 |
|
RU2707975C1 |
| Устройство для контроля бутылок с жидкостью | 1952 |
|
SU100675A1 |
| РАЗГРУЗОЧНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2186041C2 |
| ПРОХОДНОЙ ЗАПОРНЫЙ КЛАПАН, САМОЗАКРЫВАЮЩИЙСЯ ПРИ ОТСУТСТВИИ ДАВЛЕНИЯ НА ЕГО ВХОДЕ | 2003 |
|
RU2258167C1 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2198143C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ (ВАРИАНТЫ), СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2187468C2 |
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2205803C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2187469C2 |
| СЕКЦИОННАЯ МАШИНА | 2001 |
|
RU2245306C2 |
Устройство предназначено для выталкивания бутылок, сформованных из расплавленного стекла, с приемного стола на конвейер. Толкатель (10) содержит пальчиковый сборный узел (18), который поддерживается корпусом (12) и может перемещаться вокруг оси опоры и вокруг параллельной оси вращения корпуса. Пара серводвигателей (16, 22) осуществляет вращение по двум осям согласно профилям кулачков, каждый из которых имеет сегмент кривой Безье. Обеспечивается возможность делать точные изменения в профиле перемещения толкателя. 2 н. и 10 з.п. ф-лы, 10 ил.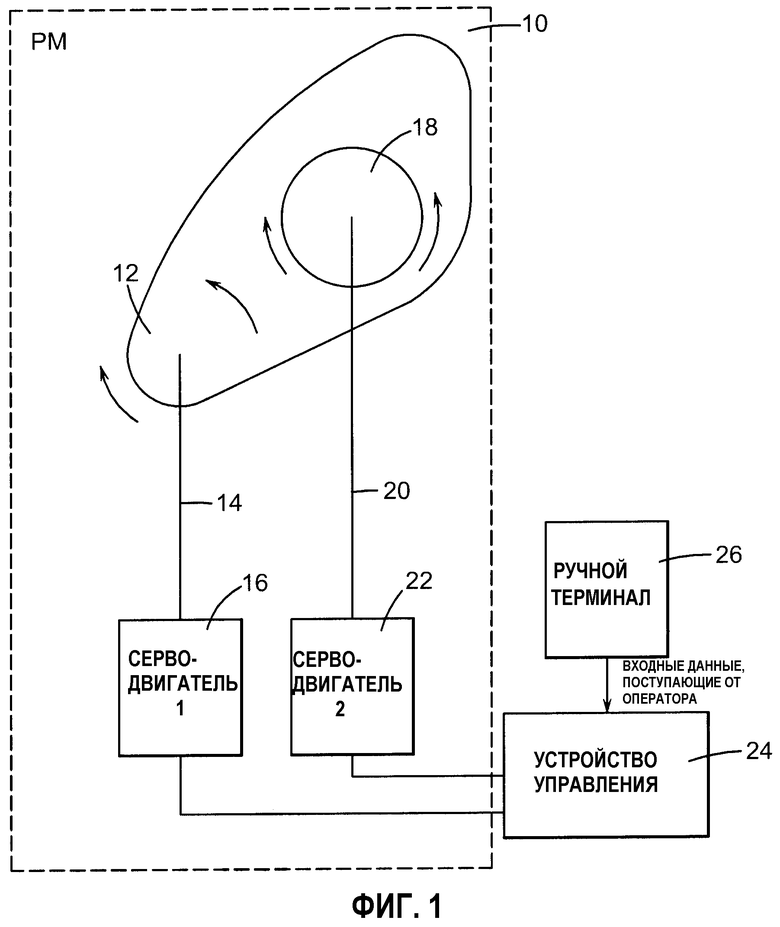
1. Устройство транспортирования изделия, содержащее,
по меньшей мере, один элемент с сервоприводом,
первый серводвигатель для приведения в действие упомянутого элемента в соответствии с профилем кулачка,
упомянутый профиль кулачка, имеющий множество сегментов непрерывной кривой Безье, каждый из которых определяется входными данными сегмента кривой Безье,
устройство ввода данных от оператора для ввода, по меньшей мере, одной переменной для характеристики, имеющей заранее определенный диапазон,
устройство преобразования данных для приема упомянутой переменной для характеристики и определения для принятой переменной для характеристики входных данных сегмента кривой Безье и
генератор сегмента для приема упомянутых входных данных сегмента кривой Безье и для вычисления промежуточных точек сегмента для сегмента кривой Безье.
2. Устройство транспортирования изделия по п.1, в котором входные данные для кривой Безье включают конечные и контрольные точки сегмента и коэффициенты Безье для сегмента, и
упомянутое устройство преобразования данных дополнительно содержит средство изменения пары коэффициентов Безье, предпочтительно как функцию изменения переменной для характеристики.
3. Устройство по п.1, в котором сегмент кривой Безье определяется входными данными сегмента кривой Безье, включающими конечные точки P1, Р2, и упомянутый генератор сегментов содержит средство для ограничения сегмента кривой Безье внутренней частью прямоугольника, определенного упомянутыми конечными точками.
4. Устройство транспортирования изделия по п.1,
в котором, по меньшей мере, один элемент, приводимый в движение серводвигателем, дополнительно содержит второй элемент, приводимый в движение серводвигателем,
второй серводвигатель для приведения в движение упомянутого второго элемента, приводимого в движение серводвигателем, в соответствии с профилем второго кулачка,
упомянутый профиль второго кулачка, имеющий множество сегментов непрерывной кривой Безье, каждый из которых определяется входными данными сегмента кривой Безье.
5. Устройство транспортирования изделия по п.4, в котором упомянутый генератор сегментов содержит средство для связи параметра одного из сегментов Безье для одного из упомянутых профилей кулачка с параметром одного из сегментов Безье для второго из упомянутых профилей кулачка.
6. Устройство транспортирования изделия по п.4, в котором ось является устройством толкателя для выталкивания бутылок, сформованных на машине I.S., под углом приблизительно 90° с приемного стола на движущийся конвейер, причем устройство толкателя содержит рычажный элемент, который может вращаться вокруг первой оси, и пальчиковый элемент, который может вращаться вокруг второй оси и поддерживается упомянутым рычажным элементом, и в котором элемент, приводимый в движение первым серводвигателем, является рычагом устройства толкателя.
7. Устройство транспортирования изделия по п.6, в котором второй элемент, приводимый в движение серводвигателем, содержит упомянутый пальчиковый элемент.
8. Устройство транспортирования изделия, содержащее пальчиковый элемент, способный вращаться вокруг оси,
первый серводвигатель для вращения упомянутого пальчикового элемента в соответствии с профилем первого кулачка,
упомянутый профиль первого кулачка, имеющий множество сегментов непрерывной кривой Безье, каждый из которых определяется входными данными сегментов кривой Безье,
рычажный элемент, способный вращаться вокруг второй оси и поддерживать упомянутый пальчиковый элемент,
второй серводвигатель для вращения упомянутого рычажного элемента в соответствии с профилем второго кулачка,
упомянутый профиль второго кулачка, имеющий множество сегментов непрерывной кривой Безье, каждый из которых определяется входными данными сегментов кривой Безье,
устройство ввода данных от оператора для ввода, по меньшей мере, одной переменной для характеристики, имеющей заранее определенный диапазон,
устройство преобразования данных для приема введенной переменной для характеристики и определения для принятой переменной для характеристики входных данных сегмента кривой Безье и
генератор сегментов для приема упомянутых входных данных сегмента кривой Безье и вычисления промежуточных точек сегмента для сегмента кривой Безье упомянутых первого и второго профилей кулачка.
9. Устройство транспортирования изделия по п.8, в котором устройство является устройством толкателя для выталкивания бутылок, сформованных в машине I.S., под углом приблизительно 90° с приемного стола на движущийся конвейер, и каждый из сегментов кривой Безье определяется следующими входными данными сегментов кривой Безье: конечные точки P1, Р2, крутизны M1, M2 и коэффициенты Безье α1, α2.
10. Устройство транспортирования изделия по п.8, в котором сегмент кривой Безье определяется входными данными сегмента кривой Безье, включая конечные точки P1, P2, и упомянутый генератор сегментов содержит средство для ограничения сегмента кривой Безье прямоугольником, определяемым конечными точками P1, P2.
11. Устройство транспортирования изделия по п.9, в котором упомянутое устройство отображения дополнительно содержит средство для изменения пары коэффициентов Безье, предпочтительно в ответ на изменение переменной для характеристики.
12. Устройство транспортирования изделия по п.8, в котором упомянутый генератор сегментов содержит средство для связи параметра одного из сегментов Безье для одного из упомянутых профилей кулачка с параметром сегмента Безье для другого из упомянутых профилей кулачка.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2241689C1 |
| RU 2002132632 А, 10.06.2004 | |||
| US 6701210 В2, 02.03.2004. | |||

