Изобретение относится к электротехнической промышленности и может быть использовано для получения электронагревательных блоков и панелей в жилищном строительстве и промышленности.
Известны способ изготовления токопроводящих листовых изделий и сырьевые суспензии для их получения, включающие, мас.%: метасиликат натрия 28-30, графит 11-15,5, оксид алюминия 3,5-3,7, оксид железа (III) 3,5-3,7, карбонат стронция 3,5-3,7, титанат калия 4,2-4,5, оксид бария 1,2-1,5, соляную кислоту 4,9-5,1, воду - остальное. Сырьевую суспензию, полученную путем смешивания компонентов, наносят кистью на поверхность слюдяных пластин пленкой толщиной 0,2-0,4 мм и прокаливают при температуре 300°С в течение 5-7 часов [Патент РФ №2277733, кл. Н01В 1/00, 2004].
Недостатками способа и сырьевой суспензии являются низкая удельная мощность и недостаточная надежность пленочных нагревательных элементов при повышенных тепловых нагрузках. Эти недостатки ухудшают технические и эксплуатационные характеристики пленочных токопроводящих изделий.
Наиболее близкими к предлагаемому решению являются способ изготовления токопроводящих панелей и сырьевая шихта, включающая, мас.%: каменноугольный кокс с размером частиц 0,2-1,5 мм - 81…94, эпоксидную смолу - 5,5…16,5 и отвердитель - 0,5…2,5. Способ заключается в смешивании эпоксидной смолы с отвердителем и последующим введением дробленого кокса. Из перемешанной массы формуют изделия, которые отверждают при температуре 80°С в течение 4-6 часов [Авторское свидетельство СССР №355756, кл. H05B 3/10, 1970].
Недостатками прототипа являются то, что токопроводящие панели из материала на органической основе имеет низкую удельную мощность и невысокую температуру эксплуатации.
Предлагаемое изобретение решает задачу расширения арсенала технических средств и сырьевой базы для производства экологически чистых токопроводящих изделий панельного типа с расширенным диапазоном потребительских свойств: высокими температурой эксплуатации и удельной мощностью, а также отсутствием деформаций при обжиге и эксплуатации за счет низкой термической усадки.
Технический результат достигается тем, что в способе изготовления токопроводящих панелей, включающем смешивание токопроводящего материала - каменноугольного кокса с размером частиц 0,2-1,5 мм со связующим компонентом, формование изделий и их последующую термообработку согласно предлагаемому решению в качестве связующего компонента используют молотый глинистый компонент, в составе токопроводящего материала дополнительно используют молотые графит, карбид кремния и токопроводящий заполнитель в виде гранул размером 0,1-1,0 мм, полученных из смеси, мас.%: карбоната кальция - 1,0-5,6, графита - 8,0-10,4, карбида кремния - 6,0-9,1, порошка стекла - 7,0-9,1, 8-12%-ного водного раствора жидкого стекла - 1,0-2,8 и природных цеолитсодержащих эффузивно-осадочных пепловых отложений - 63,0-77,0; при следующем соотношении компонентов шихты токопроводящего материала, мас.%: графит - 7-9, карбид кремния - 3-5, глинистый компонент - 15-35, токопроводящий заполнитель в виде гранул - 4,5-10,5, каменноугольный кокс с размером частиц 0,2-1,5 мм - остальное; при этом перед формованием увлажняют сырьевую шихту до влажности 4-7%, формование осуществляют способом полусухого прессования, а термообработку ведут в слабоокислительной газовой среде при температуре 970-1000°С.
Технический результат достигается тем, что сырьевая шихта для изготовления токопроводящих панелей, включающая токопроводящий компонент - каменноугольный кокс с размером частиц 0,2-1,5 мм и связующий компонент согласно предлагаемому решению в качестве связующего компонента содержит молотый глинистый компонент, в составе токопроводящего материала дополнительно содержит молотые графит, карбид кремния и токопроводящий заполнитель в виде гранул размером 0,1-1,0 мм, состоящих из смеси, мас.%: карбоната кальция - 1,0-5,6, графита - 8,0-10,4, карбида кремния - 6,0-9,1, порошка стекла - 7,0-9,1, 8-12%-ного водного раствора жидкого стекла - 1,0-2,8 и природных цеолитсодержащих эффузивно-осадочных пепловых отложений - 63,0-77,0, при следующем соотношении компонентов шихты, мас.%: графит -7-9, карбид кремния - 3-5, глинистый компонент - 15-35, токопроводящий заполнитель в виде гранул - 4,5-10,5, воду - 4-7, каменноугольный кокс с размером частиц 0,2-1,5 мм - остальное.
Результат достигается с помощью токопроводящего заполнителя для токопроводящих панелей в виде гранул размером 0,1-1,0 мм, состоящих из компонентов, мас.%: карбоната кальция - 1,0-5,6, графита - 8,0-10,4, карбида кремния - 6,0-9,1, порошка стекла - 7,0-9,1, 8-12%-ного водного раствора жидкого стекла - 1,0-2,8 и природных цеолитсодержащих эффузивно-осадочных пепловых отложений - 63,0-77,0.
Характеристика шихты токопроводящего материала:
1. Кокс каменноугольный по ГОСТ 27044-86.
2. В качестве глинистого компонента использовали:
а) глину Лукошкинского месторождения (Белгородская обл., Старооскольский район) по ТУ 21-4434-84. Огнеупорность 1430…1570°С. Пластичность 9-12. Цвет после обжига красный.
б) тугоплавкую глину Латненского месторождения (Воронежская область). Сорт ЛТ-2, огнеупорность 1670…1690°С. Пластичность 18-22. Цвет после обжига светло-розовый.
3. В качестве порошка стекла использовали молотый бой зеленого тарного стекла, г.Воронеж.
4. В качестве природных цеолитсодержащих эффузивно-осадочных пепловых отложений использовали породы раннего диагенеза и эпигенеза эффузивно-осадочных пепловатых отложений Таузского месторождения (Армения): цеолит и клиноптилолит.
Природные цеолитсодержащие эффузивно-осадочные пепловые отложения и стеклобой дробили в молотковой дробилке и хранили в накопительных бункерах.
5. Графит по ГОСТ 5279.
6. Карбид кремния марки М 7 по ГОСТ 3647-80.
4. В качестве карбонатов кальция использовали:
- мел технический дисперсный МТД-2 по ТУ - 21-020350-06-92, ОАО «Стройматериалы», г.Белгород;
- известняк Яшкинского месторождения.
Химический состав сырьевых компонентов приведен в табл.1.
7. Для получения токопроводящего заполнителя дробленые природные цеолитсодержащие эффузивно-осадочные пепловые отложения дозировали с порошком стекла, карбонатом кальция, графитом и карбидом кремния весовым методом. Полученную шихту загружали в шаровую мельницу и производили помол до достижения удельной поверхности 300…500 м2/кг. При гранулировании полученного порошка на тарельчатом грануляторе в качестве связующего компонента использовали 8-12%-ный водный раствор силикатного клея (жидкое стекло) по ТУ 2385-001-54824507-2000.
Токопроводящий материал готовили следующим образом.
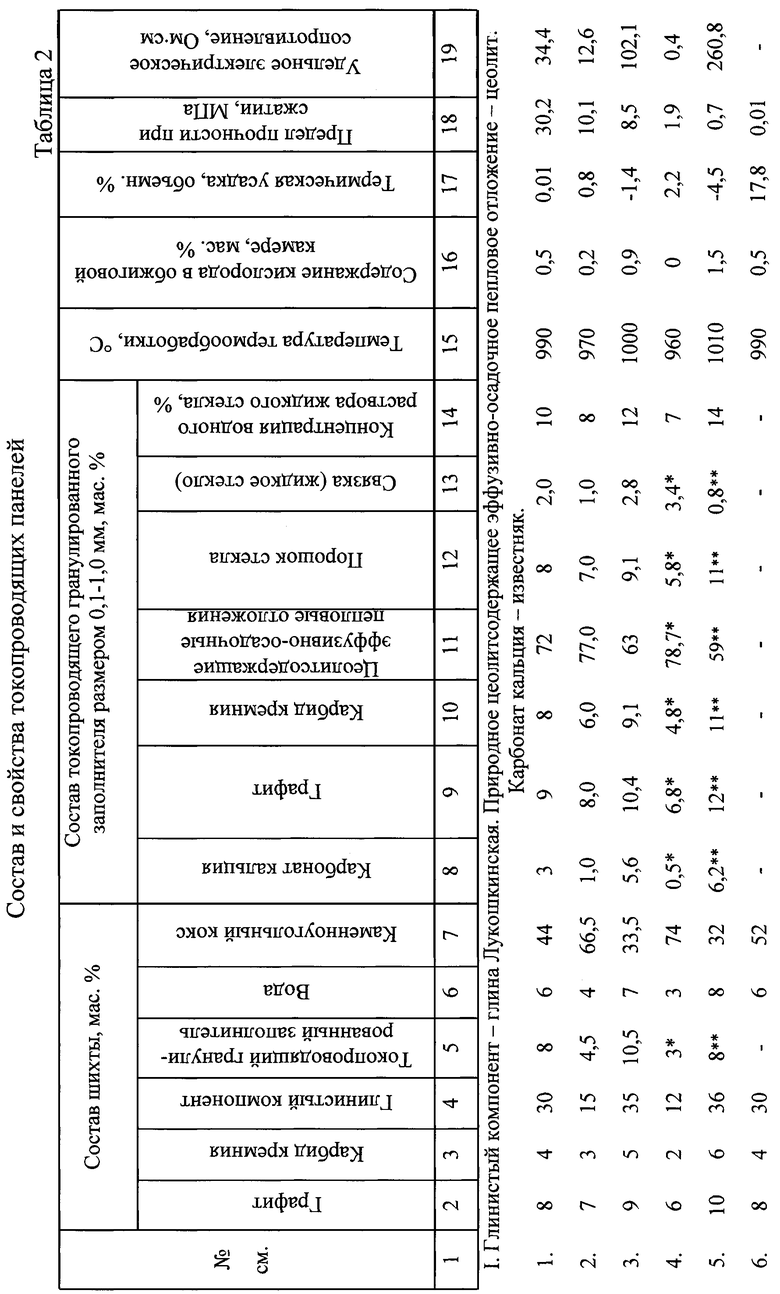
Пример 1. Взвесили предварительно дробленый кокс с размером частиц 0,2-1,5 мм в количестве 44 кг (44%, см. табл.2, смесь 1), добавили предварительно молотые и просеянные через сито с размером отверстий 0,1 мм следующие компоненты шихты: графит - 8 кг (8%), карбид кремния - 4 кг (4%), глины Лукошкинской - 30 кг (30%), а также 8 кг (8%) заполнителя в виде гранул, полученного из совместно молотых компонентов: 5,76 кг (72%) цеолита, 0,24 кг (3%) известняка, 0,72 кг (9%) графита, 0,64 кг (8%) порошка стекла и 0,64 кг (8%) карбида кремния, гранулированных с использованием 0,16 кг 10%-ного раствора жидкого стекла (2% по отношению к массе заполнителя), просеянного через сито с размером диаметра ячеек 1,0 мм и оставшегося на сите 0,1 мм, см. табл.2, смесь 1.
Смесь сухих компонентов (кокс, графит, карбид кремния, глину и заполнитель) перемешивали до равномерного распределения, увлажняли водой до формовочной влажности (6 мас.%, см. табл.2, смесь 1). Образцы сырцовых изделий из полученной смеси формовали способом полусухого прессования на прессе при давлении 6 МПа, а затем обжигали при температуре 990°С в печи камерного типа с регулируемым составом газовой среды при содержании 0,5 мас.% кислорода в газовой среде обжиговой камеры. После охлаждения образцы изделий испытывали на прочность, определяли термическую усадку и электропроводность.
Пример 2. Взвесили предварительно дробленый кокс с размером частиц 0,2-1,5 мм в количестве 44 кг (44%, см. табл.2, смесь 7), добавили предварительно молотые и просеянные через сито с размером отверстий 0,1 мм следующие компоненты шихты: графит - 8 кг (8%), карбид кремния - 4 кг (4%), глину Латненскую - 30 кг (30%), а также 8 кг (8%) заполнителя в виде гранул, полученного из совместно молотых компонентов: 5,76 кг (72%) клиноптилолита, 0,24 кг (3%) мела, 0,72 кг (9%) графита, 0,64 кг (8%) порошка стекла и 0,64 кг (8%) карбида кремния, гранулированных с использованием 0,16 кг 10%-ного раствора жидкого стекла (2% по отношению к массе заполнителя), просеянного через сито с размером диаметра ячеек 1,0 мм и оставшегося на сите 0,1 мм, см. табл.2, смесь 7.
Смесь сухих компонентов (кокс, графит, карбид кремния, глину и заполнитель) перемешивали до равномерного распределения, увлажняли водой до формовочной влажности (6 мас.%, см. табл.2, смесь 7). Образцы сырцовых изделий из полученной смеси формовали способом полусухого прессования на прессе при давлении 6 МПа, а затем обжигали при температуре 980°С в печи камерного типа с регулируемым составом газовой среды при содержании 0,5 мас.% кислорода в газовой среде обжиговой камеры. После охлаждения образцы изделий испытывали на прочность, определяли термическую усадку и электропроводность.
Смеси составов 2, 3, 8 и 9 (табл.2) готовили аналогичным образом.
Смеси составов 19-24 (табл.2) готовили с использованием токопроводящего гранулированного заполнителя, приготовленного из смеси природных цеолитсодержащих эффузивно-осадочных пепловых отложений - цеолита и клиноптилолита.
Смеси составов 4, 10 и 16 (табл.2) содержали токопроводящий гранулированный заполнитель с размером гранул 0,06-0,08 мм, т.е. менее 0,1 мм. Смеси составов 5, 11 и 17 (табл.2) содержали токопроводящий гранулированный заполнитель с размером гранул 1,2-1,6 мм, т.е. более 1,0 мм. Смеси составов 6, 12 и 18 (табл.2) приготовлены без использования токопроводящего гранулированного заполнителя.
Известный состав массы 19 (табл.2) изготавливали согласно прототипу (Авторское свидетельство СССР №355756, кл. H05B 3/10, 1970, табл., состав 4).

Совместный помол компонентов заполнителя (природных цеолитсодержащих эффузивно-осадочных пепловых отложений, порошка стекла, мела, графита и карбида кремния) предпочтительно производить в предложенных авторами соотношениях до достижения удельной поверхности 300…500 м2/кг, при этом размер его гранул должен составлять 0,1-1,0 мм.
Результаты испытаний приведены в табл.2.
Анализ данных табл.2 результатов испытаний образцов токопроводящих панелей показывает следующее.
1. Введение в состав токопроводящей массы гранулированного заполнителя из молотых совместно с порошком стекла, карбонатом кальция, графитом и карбидом кремния в заявляемых количествах и размером зерен 0,1…1,0 мм, а также последующий обжиг при температуре 970-1000°С в слабоокислительной среде позволяет получать прочные высококачественные панели с хорошими электропроводящими характеристиками.
2. Уменьшать количество токопроводящего гранулированного заполнителя менее 4,5 мас.%, количество в нем жидкого стекла менее 1,0 мас.% и концентрацию его в воде менее 8%, графита менее 8,0 мас.%, порошка стекла менее 7,0 мас.%, карбида кремния менее 6,0 мас.% (табл.2, смеси 2, 8 и 14), температуру обжига менее 970°С, при этом увеличивать количество природных цеолитсодержащих эффузивно-осадочных пепловых отложений более 77,0 мас.% нецелесообразно, т.к. при этом снижается прочность получаемых токопроводящих панелей, уменьшается удельное электрическое сопротивление, термическая усадка приводит к появлению мелких трещин, поэтому данный состав смеси и условия обжига принят как граничный. Дальнейшее уменьшение названных количественных значений (смеси 4, 10 и 16) приводит к резкому ухудшению потребительских свойств, что является неприемлемым при производстве токопроводящих панелей.
3. Термообработанные токопроводящие панели, полученные из сырьевых смесей 3, 9 и 15, имеют отрицательную усадку, т.е. наблюдается равномерное увеличение линейных и объемных размеров с допустимыми поверхностными дефектами обожженных панелей по сравнению с размерами исходных сырцовых изделий, панели из смесей 5, 11 и 17 имеют трещины, что существенно снижает их прочность и повышает электрическое сопротивление за счет нарушения электроконтактирующих элементов.
4. Увеличивать количество токопроводящего гранулированного заполнителя более 10,5 мас.%, количество в нем жидкого стекла более 2,8 мас.% и концентрацию его более 12%, графита более 10,4 мас.%, порошка стекла более 9,1 мас.%, карбида кремния более 9,1 мас.% (табл.2, смеси 3, 9 и 15), температуру обжига более 1000°С, при этом уменьшать количество природных цеолитсодержащих эффузивно-осадочных пепловых отложений менее 63 мас.% также нецелесообразно, т.к. наблюдается увеличение удельного электрического сопротивления получаемых панелей из-за появления трещин расширения на гранях изделий, частичного выгорания токопроводящих углеродсодержащих компонентов, что приводит также к снижению прочностных показателей, поэтому данный состав также принят как граничный.
Исключение из состава сырьевой смеси токопроводящего гранулированного заполнителя (смеси 6, 12 и 18) не позволяет получить токопроводящие изделия, т.к. после обжига фиксируются большие усадочные явления, которые приводят к объемным дефектам структуры, вплоть до разрушения самих панелей и потере их электропроводящих свойств.
Заявляемый способ изготовления токопроводящих панелей позволяет получать экологически чистые электронагревательные изделия с широким диапазоном потребительских свойств, надежно работающие в широком интервале температур вплоть до 790-850°С, они имеют прочную структуру, надежны в эксплуатации.
Физико-химическая сущность технического решения достижения задачи заключается в следующем: заполнитель в виде заявляемых токопроводящих гранул содержит в порошкообразном состоянии природные цеолитсодержащие эффузивно-осадочные пепловые отложения, стекло, карбид кремния и карбонат кальция; при достижении 960…965°С природные цеолитсодержащие эффузивно-осадочные пепловые отложения и стекло размягчаются, а из карбоната кальция и карбида кремния выделяются газы, которые поризуют массу гранулы. Этот процесс создает равномерный распирающий эффект, который активно препятствует возникновению и развитию огневой усадки токопроводящих панелей в процессе термообработки. При повышении температуры до 970-1000°С природные цеолитсодержащие эффузивно-осадочные пепловые отложения и стекло переходят в жидкую фазу и активно взаимодействуют со всеми частицами шихты по всей поверхности расширенной гранулы, смачивая и упрочняя получаемый композиционный электропроводный материал. Присутствие глинистого компонента обеспечивает образование армирующих кристаллических структур в изделии, которые формируют объемную прочную кристаллическую структуру. Рентгенофазовые исследования показывают, что эта структура сформирована из кристаллов волластонита, анортита и муллита. Отличительной особенностью стеклофазы, образующейся при обжиге заявляемых электропроводящих панелей, находящейся на стенках формируемых объемных структур и состоящей из расплава стеклофазы, насыщенного оксидами, входящими в состав глины, дополненными токопроводящими компонентами является то, что формируемые в ее среде кристаллические структуры имеют преимущественно призматически-игольчатое строение. Авторами установлено, что повышенная плотность остеклованных стенок заполнителя, сформированных при обжиге изделия при температуре 970-1000°С и взаимодействия глинистых частиц, примыкающих к заполнителю, с расплавленной стеклофазой из материала гранулята и токопроводящими компонентами, определяет высокие эксплуатационные характеристики получаемых токопроводящих панелей. При охлаждении обожженного изделия эти упрочненные участки, равномерно распределенные по объему полученных токопроводящих панелей, препятствуют трещинообразованию, этим объясняется высокая прочность изделий.
Обеспечение слабоокислительной среды в обжиговой камере при термообработке сырцовых изделий способствует полной сохранности углеродных токопроводящих компонентов в массиве панелей и поверхностному выгоранию на глубину 0,1-0,3 мм в зависимости от режима сгорания топлива. Такой газовый режим термообработки позволяет регулировать удельное электрическое сопротивление, удельную мощность и дополнительно повысить потребительские свойства получаемых нагревательных панелей.
Сырьевая шихта для получения токопроводящих панелей по прототипу, включающая в качестве связующего органические компоненты - эпоксидную смолу и отвердитель для нее, не позволяет достичь высокого результата, реализованного в заявляемом способе, т.к. в процессе их эксплуатации выделяются вредные для человека газы, при этом, разрушаясь, панели ухудшают электропроводящие и прочностные характеристики.
Таким образом, использование заявляемого способа, сырьевой шихты, включающей токопроводящий заполнитель, позволяет решить задачу расширения арсенала технических средств при изготовлении прочных токопроводящих экологически чистых панелей, расширить сырьевую базу за счет применения в качестве сырья глины, стекла, природных цеолитсодержащих эффузивно-осадочных пепловых отложений и техногенных отходов, ранее для производства токопроводящих панелей не использовавшихся, причем данная технология не требовательна к чистоте исходных материалов.
Изобретение относится к электротехнической промышленности и может быть использовано для получения электронагревательных блоков и панелей в жилищном строительстве и промышленности. Способ изготовления токопроводящих панелей, в котором используются заявляемые шихта и заполнитель, включает смешивание компонентов: графита 7-9%, карбида кремния 3-5%, глинистого компонента 15-35, токопроводящего заполнителя в виде гранул 4,5-10,5% и каменноугольного кокса с размером частиц 0,2-1,5 мм - остальное. Токопроводящий заполнитель представляет из себя гранулы размером 0,1-1,0 мм, состоящие из совместно молотой смеси, мас.%: карбоната кальция - 1-5,6, графита - 8-10,4, карбида кремния - 6-9,1, порошка стекла - 7-9,1, природных цеолитсодержащих эффузивно-осадочных пепловых отложений - 63-78 и 8-12%-ного водного раствора жидкого стекла - 1,0-2,8 и природных цеолитсодержащих эффузивно-осадочных пепловых отложений - 63,0-77,0. Далее следует увлажнение, формование сырцовых изделий способом полусухого прессования и термообработка их в слабоокислительной газовой среде при температуре 970-1000°С. Сырьевая шихта включает каменноугольный кокс, в качестве связующего компонента содержит молотый глинистый компонент, состав токопроводящего материала дополнительно содержит молотые графит, карбид кремния и токопроводящий заполнитель в виде гранул размером 0,1-1,0 мм. Токопроводящий заполнитель состоит из компонентов: карбонат кальция, графит, карбид кремния, порошок стекла, 8-12% водный раствор жидкого стекла, природные цеолитсодержащие эффузивно-осадочные пепловые отложения. Предлагаемая группа изобретений позволяет расширить арсенал технических средств и сырьевой базы для производства экологически чистых токопроводящих изделий панельного типа с расширенным диапазоном потребительских свойств: высокой температурой эксплуатации, удельной мощностью и отсутствием деформаций при обжиге и эксплуатации за счет низкой термической усадки. 3 н.п. ф-лы, 2 табл.
1. Способ изготовления токопроводящих панелей, включающий смешивание токопроводящего материала - каменноугольного кокса с размером частиц 0,2-1,5 мм со связующим компонентом, формование изделий и их последующую термообработку, отличающийся тем, что в качестве связующего компонента используют молотый глинистый компонент, в составе токопроводящего материала дополнительно используют молотые графит, карбид кремния и токопроводящий заполнитель в виде гранул размером 0,1-1,0 мм, полученных из смеси, мас.%: карбонат кальция - 1,0-5,6, графит - 8,0-10,4, карбид кремния - 6,0-9,1, порошок стекла - 7,0-9,1, 8-12%-ный водный раствор жидкого стекла - 1,0-2,8 и природные цеолитсодержащие эффузивно-осадочные пепловые отложения - 63,0-77,0, при следующем соотношении компонентов шихты токопроводящего материала, мас.%: графит - 7-9, карбид кремния - 3-5, глинистый компонент - 15-35, токопроводящий заполнитель в виде гранул - 4,5-10,5, каменноугольный кокс с размером частиц 0,2-1,5 мм - остальное; при этом перед формованием увлажняют сырьевую шихту до влажности 4-7%, формование осуществляют способом полусухого прессования, а термообработку ведут в слабоокислительной газовой среде при температуре 970-1000°С.
2. Сырьевая шихта для изготовления токопроводящих панелей, включающая токопроводящий материал - каменноугольный кокс с размером частиц 0,2-1,5 мм и связующий компонент, отличающаяся тем, что шихта в качестве связующего компонента содержит молотый глинистый компонент, в составе токопроводящего материала дополнительно содержит молотые графит, карбид кремния и токопроводящий заполнитель в виде гранул размером 0,1-1,0 мм, состоящих из смеси, мас.%: карбонат кальция - 1,0-5,6, графит - 8,0-10,4, карбид кремния - 6,0-9,1, порошок стекла - 7,0-9,1, 8-12%-ный водный раствор жидкого стекла - 1,0-2,8 и природные цеолитсодержащие эффузивно-осадочные пепловые отложения - 63,0-77,0, при следующем соотношении компонентов шихты, мас.%:
3. Токопроводящий заполнитель для изготовления токопроводящих панелей в виде гранул размером 0,1-1,0 мм, состоящий из компонентов, мас.%:
| ТО КО ПРО ВОДЯ ЩИ И МАТЕРИАЛ | 0 |
|
SU355756A1 |
| СУСПЕНЗИЯ ДЛЯ ПОЛУЧЕНИЯ ТОКОПРОВОДЯЩЕГО ПОКРЫТИЯ | 2004 |
|
RU2277733C1 |
| US 2002024040 A, 28.02.2002 | |||
| US 5286415 A, 15.05.1994. | |||

