Область изобретения
Изобретение относится к получению алюминия электролизом в солевом расплаве. Более точно, оно относится к анодам, применяемым для такого получения, и к электрическому подсоединению этих анодов к токоподводящим проводникам.
Уровень техники
Металлический алюминий в промышленности производят электролизом в солевом расплаве, а именно электролизом глинозема, растворенного в ванне на основе расплавленного криолита, называемой ванной электролита, в частности, согласно хорошо известному способу Холла-Эру. Электролиз осуществляют в электролизерах, включающих в себя емкость из огнеупорного материала, способную содержать электролит, по меньшей мере, один катод и, по меньшей мере, один анод.
Ток электролиза, который циркулирует в электролите благодаря анодам и катодам, вызывает реакции восстановления алюминия и позволяет также поддерживать за счет эффекта Джоуля ванну электролита при намеченной рабочей температуре, которая обычно составляет примерно 950°C. Электролизер регулярно подпитывают глиноземом с тем, чтобы компенсировать его расходование в результате реакций электролиза.
Согласно стандартной технологии, аноды выполнены из углеродистого материала и расходуются в ходе реакций восстановления алюминия. При расходовании углеродистого материала высвобождается большое количество диоксида углерода.
Экологические ограничения и затраты, связанные с изготовлением и использованием анодов из углеродистого материала, через много десятилетий привели производителей алюминия к необходимости поиска анодов из не расходуемых материалов, так называемых «инертных анодов». Для этой цели было предложено множество материалов, в частности керамические материалы (такие как SnO2 и ферриты), металлические материалы и композиционные материалы, такие как материалы, известные под названием «кермет» (металлокерамика), содержащие керамическую фазу и металлическую фазу (в частности, ферриты никеля, содержащие металлическую фазу на основе меди).
Проблемы, встречающиеся при разработке инертных анодов для получения алюминия электролизом, заключаются не только в выборе и получении составляющего анод материала, но также и в электрическом подсоединении каждого анода к проводнику или проводникам, предназначенным для снабжения электролизера электрическим током. Для инертных анодов было предложено множество способов и устройств такого подсоединения.
В патенте США № US 4500406 предлагается использовать анод, имеющий активную часть, металлическую часть, пригодную для подсоединения, и градиент состава между активной частью и металлической частью. В патенте США № US 4541912 раскрыта сборка, образованная путем горячего изостатического припрессовывания металлокерамического материала к проводящей металлической подложке. Эти решения делают производство анода более сложным и накладывают ограничения на параметры обжига активной части анода.
В американском патенте № US 4623555 раскрыто формирование соединения с помощью градиента состава, образованного путем плазменного распыления. Это решение требует идеального владения процессом формирования промежуточного слоя и предполагает наличие сложного дополнительного этапа.
В патентах США №№ US 4468298, US 4468299 и US 4468300 раскрыты соединения (швы), образованные путем диффузионной сварки, сварки трением или сварки другого типа. Патент США № US 4457811 раскрывает соединение, включающее в себя одну или несколько упругих пластин, приваренных к внутренней или внешней поверхности анода. Эти решения требуют химического восстановления поверхности контакта перед формированием швов, что существенно усложняет изготовление анодов. Эти решения также представляют неудобство из-за усложненной сборки электрических соединений.
В американских патентах №№ US 4357226 и US 4840718 описаны механические соединения, применяемые ко всей совокупности анодов. Эти способы соединения являются сложными.
В американских патентах №№ US 4456517, US 4450061, US 4609249 и US 6264810 описаны механические соединения, применяемые к анодам, имеющим центральные полости. Эти соединения чувствительны к изменению механических свойств образующих их элементов во время использования анодов и вызывают механические напряжения между анодом и металлическими деталями. Кроме того, эти решения чувствительны к коррозионной атмосфере, окружающей электролизеры. Чтобы частично преодолеть данное затруднение, некоторые из этих патентов предлагают также вводить экраны и/или инертные материалы-наполнители. Эти дополнительные средства защиты усложняют выполнение соединений и приводят к удорожанию. Решение, предложенное патентом № US 6264810, имеет тот дополнительный недостаток, что требует большого числа различных деталей, которые должны сохранять свои механические характеристики в течение длительного периода времени.
Поэтому заявитель искал решения, которые не имели бы недостатков предшествующего уровня техники.
Раскрытие изобретения
Объектом изобретения является анодная сборка, содержащая, по меньшей мере, один инертный анод и, по меньшей мере, один соединительный проводник, предназначенный для подвода к аноду электричества, отличающаяся тем, что:
- анод является полым и принимает чашеобразную форму,
- поверхность контакта между проводником и анодом расположена вблизи (и обычно по периметру) отверстия в аноде,
- электрическое и механическое соединение между проводником и анодом содержит металлический шов, полученный пайкой или способный образовываться путем полного или частичного припаивания во время использования.
В одном преимущественном варианте осуществления изобретения этот паяный шов способен затвердевать (упрочняться) во время использования упомянутой сборки в электролизере для получения алюминия электролизом. С этой целью он предпочтительно содержит, по меньшей мере, один элемент, выбранный из алюминия, серебра, меди, магния, марганца, титана и цинка.
Анод обычно принимает цилиндрическую чашеобразную форму или форму «пальца перчатки», наружная поверхность которого на закрытом конце закруглена, или четырехугольную закругленную форму, при которой углы наружной поверхности у закрытого конца закруглены. Такие формы позволяют избежать неоднородности локальной плотности тока во время использования, когда закрытый конец погружен в ванну электролита на основе расплавленной соли.
Заявитель заметил, что известные способы соединения, которые обеспечивают подвод электрического тока непосредственно к центру или близко к части, погруженной в ванну, приводят к плохому распределению линий тока, в частности, в анодах, имеющих чашеобразную форму. Заявитель также заметил, что такое распределение линий тока может привести к слишком низким плотностям тока в определенных местах (то есть обычно ниже примерно 0,5 А/см2), что локально благоприятствует коррозии, и слишком высоким - в других местах (то есть обычно выше 1,5 А/см2, даже выше 2,5 А/см2), что локально ускоряет разрушение за счет электрохимического растворения.
У заявителя возникла идея использовать паяный шов, который затвердевает во время термической обработки, причем либо (полностью или частично) перед использованием анодной сборки в электролизере, либо (полностью или частично) на месте (in situ) при использовании в электролизере. Паяный шов позволяет избежать приложения механического напряжения к той части инертного анода, которая служит для механического соединения. Паяный шов позволяет получить простое и эффективное механическое и электрическое соединение, что существенно упрощает способ изготовления. Этот вариант также выгоден тем, что он позволяет использовать механическое крепление, размеры которого рассчитаны так, чтобы быть достаточными для обеспечения удовлетворительной временной механической поддержки анода до затвердевания паяного шва, но не обязательно достаточными для обеспечения всех механических требований к соединению, необходимых во время использования, так как затвердевание паяного шва приводит к увеличению механической прочности, необходимой при использовании.
Объектом изобретения является также способ изготовления анодных сборок согласно изобретению.
Кроме того, объектом изобретение является применение по меньшей мере одной анодной сборки, выполненной согласно изобретению или полученной способом изготовления согласно изобретению, для получения алюминия электролизом в солевом расплаве.
Еще одним объектом изобретения является электролизер для получения алюминия электролизом в солевом расплаве, содержащий по меньшей мере одну анодную сборку, выполненную согласно изобретению или полученную способом изготовления согласно изобретению.
Изобретение станет более понятным при изучении подробного описания конкретных вариантов его осуществления и приложенных фигур.
Фиг.1-7 относятся к изобретению. Фиг.1 и 3-6 показывают анодные сборки согласно изобретению в продольном разрезе. На фиг.2 показаны два элемента анодной сборки по фиг.1. На фиг.7 показана морфологическая эволюция припоя в ходе пайки.
Анодная сборка (1) согласно изобретению содержит, по меньшей мере, один полый инертный анод (2), по меньшей мере, один соединительный проводник (3, 4, 4', 5) и, по меньшей мере, один паяный или способный образоваться путем пайки металлический шов (31), способный обеспечить механическое и электрическое соединение (30) между проводником и анодом.
Полая форма анода позволяет ограничить стоимость его изготовления и освободить внутри него полезное пространство (21). Это пространство или полость (21) может быть использовано(а), например, для того, чтобы ввести туда один или несколько нагревательных элементов (9), предназначенных для нагрева анода перед его погружением в ванну жидкого электролита.
Анод имеет внутреннюю поверхность (210) и наружную поверхность (230). Толщина E стенки (23) анода может быть разной в разных местах анода. Толщина боковой части (23') стенки (23) анода может быть одинаковой или неодинаковой.
В конкретном варианте осуществления изобретения аноды и соединительные проводники имеют осевую симметрию относительно центральной оси A.
Закрытый конец (24) анода (2) имеет называемую «активной» поверхность (240), предназначенную для погружения в ванну электролита на основе расплавленной соли. Активная поверхность (240) анода предпочтительно не имеет острых углов с тем, чтобы предотвратить эффекты пиков в распределении электрического тока при использовании; она может иметь форму полусферы или содержать многоугольники с закругленными углами.
Согласно изобретению открытый конец (22) анода (2), который противоположен закрытому концу (24), используется для осуществления механического и электрического соединения с по меньшей мере одним соединительным проводником (3, 4, 4', 5). Шов (31) расположен на уровне зоны (25) соединения анода.
Более точно, анодная сборка (1) согласно изобретению, предназначенная для электролизера для получения алюминия электролизом в солевом расплаве, содержит:
- по меньшей мере, один чашеобразный, инертный анод (2) длиной L, имеющий полость (21), открытый конец (22) с отверстием (200), стенку (23), окружающую полость (21), закрытый конец (24) и, по меньшей мере, одно средство (26, 27, 28, 29) механического соединения;
- по меньшей мере, один соединительный проводник (3, 4, 4', 5), имеющий соединительный конец (42), и, по меньшей мере, одно средство (44, 45, 46) механического соединения, способное взаимодействовать со средством или средствами (26, 27, 28, 29) механического соединения анода (2) таким образом, чтобы установить механическую связь между проводником и анодом;
- по меньшей мере, один паяный металлический шов (31) или, по меньшей мере, один припой (материал для пайки), способный формировать паяный металлический шов (31) путем полного или частичного припаивания в ходе использования, причем упомянутый шов (31) расположен между всей или частью, по меньшей мере, одной поверхности (20, 20', 20") открытого конца (22) анода (2) и всей или частью, по меньшей мере, одной поверхности (40, 40', 40") соединительного конца (42) проводника (3, 4, 4', 5).
Предпочтительным образом, элементы анодной сборки согласно изобретению, в частности, упомянутые средства (26, 27, 28, 29, 44, 45, 46) механического соединения, могут иметь такие размеры, чтобы быть достаточными для обеспечения только удовлетворительной временной механической поддержки (опоры) анода до затвердевания паяного шва перед использованием или во время использования в электролизере.
Упомянутый шов (31) расположен между всей или частью, по меньшей мере, одной поверхности (20, 20', 20") открытого конца (22) анода (2) и всей или частью, по меньшей мере, одной поверхности (40, 40', 40") соединительного конца (42) проводника (3, 4, 4', 5).
Соединительный проводник (3, 4, 4', 5) предназначен для питания анода (2) электрическим током. Он может иметь центральную полость (8). Соединительный проводник (3, 4, 4', 5), который может быть образован из нескольких деталей, предпочтительно содержит, по меньшей мере, один элемент (4) из сплава на основе никеля (то есть содержащего более 50 мас.% никеля), причем соединительный конец (42) предпочтительно находится на этом элементе (4). Сплав на основе никеля предпочтительно представляет собой сплав UNS N06625, называемым «сплавом 625», а более предпочтительно - сплав UNS N06025, называемым «сплавом 602», повышенное содержание в котором алюминия придает ему лучшее сопротивление коррозии в горячем состоянии.
Как показано на фиг.1, 3 и 4, соединительный проводник (3, 4, 4', 5) может содержать промежуточный проводник (4), обычно из сплава на основе никеля, предназначенный для установления механического и электрического соединения с анодом, и «внешний» проводник (5), предназначенный для механической поддержки анодной сборки и для электрического подключения к внешним устройствам электролизера, обычно с помощью внешнего соединительного средства (6). Как показано на фиг.5, соединительный проводник (3, 4, 4', 5) может содержать два или более промежуточных проводника (4, 4'). Детали (3, 4, 4', 5) скреплены между собой с помощью одного или нескольких промежуточных соединений (7).
Соединительный проводник (3, 4, 4', 5) обычно имеет продолговатую форму, необязательно - трубчатую форму.
Средство или средства (26, 27, 28, 29) механического соединения анода (2) расположено(ы) вблизи открытого конца (22). Они покрывают некоторую часть открытого конца (22) анода, составляющую обычно менее 10%, даже менее 5%, от общей длины L анода.
Чтобы обеспечить достаточный электрический контакт, общая площадь соединяемой(ых) поверхности или поверхностей (20, 20', 20") анода такова, что при номинальной силе тока во время использования поверхностная плотность тока предпочтительно составляет от 1 до 50 А/см2, предпочтительнее - от 2 до 20 А/см2, а еще более предпочтительно - от 5 до 15 А/см2. Это дает значения площади поверхности, составляющие обычно от 1 до 20%, и даже от 5% до 15%, от общей площади наружной поверхности (230) анода.
Средство или средства (26, 27, 28, 29) механического соединения анода (2) обычно содержит(ат), по меньшей мере, один элемент, выбранный из ободков (26), кольцевых выемок (27), кольцевых канавок (28) и кольцевых буртиков (29). Эти формы легко получить на инертных анодах с осевой симметрией.
Средство или средства (44, 45, 46) механического соединения проводника (3, 4, 4', 5) предпочтительно расположено(ы) вблизи соединительного конца (42).
Средство или средства (44, 45, 46) механического соединения проводника (3, 4, 4', 5) содержит(ат) обычно, по меньшей мере, один элемент, выбранный из кольцевых канавок (44), юбок (45) и кольцевых буртиков (46). Эти формы легко получить (обычно путем обработки на токарном автомате) на металлических деталях с осевой симметрией.
Средства (26, 27, 28, 29) соединения анода и средства (44, 45, 46) соединения проводника взаимодействуют предпочтительно с помощью, по меньшей мере, одного из средств, выбранных из навинчивания, защёлкивания, трения, вставки или насаживания. Вставка и насаживание могут быть осуществлены после нагрева анода и/или соединительного проводника.
Анодная сборка (1) может содержать одну или несколько дополнительных сборочных (крепежных) деталей (34, 340, 36), таких как одно или несколько зажимных колец (34, 340) и одно или несколько открытых или закрытых хомутов (36).
Соединяемые поверхности (20), расположенные вблизи отверстия (200) анода (2), предпочтительно являются наклонными (обычно относительно оси A сборки) для того, чтобы предотвратить вытекание припоя (31') в полость (21) во время пайки и/или использования анодной сборки. Для этой цели соединяемая(ые) поверхность или поверхности (20, 20', 20") анода (2) обычно содержит(ат), по меньшей мере, один плоский элемент поверхности (20), касательная к которому образует с главной осью А анода угол α, составляющий от 45° до 90°, и даже от 60° до 90°.
Соединяемые поверхности (20, 20', 20") обычно находятся, по меньшей мере, частично на наружной поверхности (230) анода (2) в том случае, когда составляющий анод материал имеет меньший коэффициент расширения, чем у материала, составляющего соединительный проводник; в противоположном случае они обычно находятся, по меньшей мере, частично на внутренней поверхности (210) анода.
Анодная сборка (1) может также содержать, по меньшей мере, одно дополнительное уплотнение (33), предназначенное для сдерживания распространения паяного шва (31) обычно за счет ограничения вытекания припоя. Такое вытекание может произойти при термической обработке или во время использования. Дополнительное уплотнение (33) обычно выбирают из колец и открытых или закрытых хомутов. Дополнительное уплотнение (33) может быть металлическим или неметаллическим.
Предпочтительно, для того чтобы ограничить развитие механических напряжений перед пайкой или во время нее, сборка из проводника (3, 4, 4', 5) и анода (2) не имеет ни сдавливания, ни напряжений между проводником и анодом.
Средства (26, 27, 28, 29, 44, 45, 46) соединения при использовании предпочтительно находятся в части электролизера, по меньшей мере, частично изолированными от агрессивных газов и при температуре заметно меньшей, чем температура ванны (и предпочтительно - ниже 850°C), что реализуется путем подгонки длины L инертного анода.
В вариантах осуществления, показанных на фиг.1, 3 и 5, по периметру отверстия (200) анода (2) имеется ободок (26), обращенный наружу относительно анода, и кольцевая выемка (27), также обращенная наружу относительно анода. Соединительный проводник (3, 4, 5) имеет юбку (45) с внутренней резьбой. Средства соединения содержат, кроме того, зажимное кольцо (34) с наружной резьбой, способное навинчиваться внутри юбки (45).
В варианте осуществления по фиг.1 металлический шов (31) образован из припоя в форме тонкой и плоской кольцевой шайбы, расположенной в пространстве (32) между соединяемыми поверхностями (20, 20") и (40, 40"). Средства соединения могут содержать уплотнительное кольцо (33) для ограничения вытекания припоя. Перед операцией пайки зажимное кольцо (34) с резьбой навинчивают внутрь юбки (45) с тем, чтобы сблизить кольцевую шайбу (31) припоя с соединяемыми поверхностями (20, 20") и (40, 40"). Соединяемые поверхности необязательно могут быть приведены в контакт с кольцевой шайбой припоя или опираться на нее.
Как показано на фиг.3-5, металлический шов (31) может быть образован из припоя, поступающего, полностью или частично, из, по меньшей мере, одного резервуара (35). Пространство (32, 32') предназначено для накапливания припоя и образования шва (31) во время пайки. Поверхность (20) вблизи отверстия (200) является предпочтительно наклонной с тем, чтобы препятствовать вытеканию припоя в полость (21) анода.
В варианте осуществления по фиг.3 перед операцией пайки зажимное кольцо (34) с резьбой навинчивают внутрь юбки (45) с тем, чтобы сблизить друг с другом соединяемые поверхности (20, 20') и (40, 40'), оставляя пространство (32, 32'), предназначенное для накапливания припоя и образования шва (31) во время пайки.
В варианте осуществления, показанном на фиг.4, по периметру отверстия (200) анода (2) имеется кольцевая канавка (28), обращенная наружу относительно анода. Соединительный проводник (3, 4, 5) содержит юбку (45), снабженную обращенной внутрь кольцевой канавкой (44). Средства соединения содержат, кроме того, стопорное кольцо (36), способное взаимодействовать с кольцевыми канавками (28) и (44) таким образом, чтобы установить механическую связь между проводником (4) и анодом (2). В этих вариантах осуществления анод (2) перед операцией пайки вставляют внутрь юбки (45) до стопорного механизма канавок (28) и (44). Соединяемые поверхности (20, 20') и (40, 40') образуют пространство (32).
В варианте осуществления, показанном на фиг.5, по периметру отверстия (200) анода (2) имеется ободок (26), обращенный наружу относительно анода, и кольцевая выемка (27), также обращенная наружу относительно анода. Соединительный проводник (3, 4, 4', 5) имеет юбку (45), на которой может быть закреплено зажимное кольцо (340), обычно с помощью средств (37) крепления, таких как болты. Перед операцией пайки зажимное кольцо (340) прикрепляют к юбке (45) таким образом, чтобы прижать к ободку (26), оставляя при этом пространство (32, 32'), предназначенное для накапливания припоя и образования шва (31) во время пайки. Крепление между проводником (4) и анодом (2) до пайки остается слабым.
В вариантах осуществления согласно фиг.1, 3 и 5 средства соединения могут включать в себя уплотнительное кольцо (фиг.1 и 5) или хомут (фиг.3) (33) для ограничения вытекания припоя.
В варианте осуществления согласно фиг.6 соединительный проводник (4) имеет кольцевой буртик (46), способный взаимодействовать соответственно с кольцевым буртиком (29) на аноде (2). Эти буртики имеют такие размеры, что сборка может быть осуществлена путем теплового расширения одной из этих двух деталей: (A) в горячем состоянии зазор G между деталями достаточен для того, чтобы позволить вставить анод в проводник; (B) в холодном состоянии буртики заходят один за другой и обеспечивают временное механическое удерживание до затвердевания паяного шва (31). Температура нагрева с целью такой сборки предпочтительно является более низкой, чем температура плавления припоя, чтобы избежать его вытекания во время процесса сборки.
Как в случае конфигурации согласно фиг.6, пространство (32') между конкретными противолежащими поверхностями (20', 40'), предназначенными под пайку, может быть по существу вертикальным или коническим.
Припой может менять свое положение и форму в ходе пайки. Так, как показано на фиг.7, припой, который первоначально имеет определенные начальные форму и положение (3l') (фиг.7A), может деформироваться во время термической обработки, обычно путем вытекания, таким образом, чтобы занять конечный объем (31) в тесном контакте с соединяемыми поверхностями (20, 20', 20", 40, 40', 40") (фиг.7B). Начальным местоположением может быть, полностью или частично, резервуар (35).
Анодная сборка может содержать теплоизоляционный материал (10) в центральной полости (21) анода для того, чтобы предотвратить, в частности, перегрев внешнего соединительного проводника (5) за счет внутреннего излучения анода.
Анод (2) обычно выбран из анодов, содержащих керамический материал, анодов, содержащих металлический материал, и анодов, содержащих металлокерамический материал.
Способ изготовления анодной сборки (1) согласно изобретению включает в себя:
- обеспечение, по меньшей мере, одного чашеобразного, инертного анода (2) длиной L, имеющего полость (21), открытый конец (22) с отверстием (200), стенку (23), окружающую полость (21), закрытый конец (24) и по меньшей мере одно средство (26, 27, 28, 29) механического соединения;
- обеспечение, по меньшей мере, одного соединительного проводника (3, 4, 4', 5), имеющего соединительный конец (42) и по меньшей мере одно средство (44, 45, 46) механического соединения, способное взаимодействовать со средством или средствами (26, 27, 28, 29) механического соединения анода (2) таким образом, чтобы установить механическую связь между проводником и анодом;
- обеспечение, по меньшей мере, одного припоя, способного образовать металлический шов;
- размещение припоя или припоев в определенном месте вблизи, по меньшей мере, одной из поверхностей (20, 20', 20") открытого конца (22) анода (2) или поверхностей (40, 40', 40") соединительного конца (42) проводника (3, 4, 4', 5), предназначенных для соединения пайкой;
- сборку проводника (3, 4, 4', 5) и анода (2) таким образом, чтобы сблизить упомянутые поверхности (20, 20', 20", 40, 40', 40");
- термическую обработку, способную привести к образованию паяного шва (31) между проводником и анодом из припоя или припоев.
Паяный шов (31) образуется между упомянутыми поверхностями (20, 20', 20", 40, 40', 40") и создает, таким образом, механическое и электрическое соединение между проводником и анодом.
Операция сборки проводника (3, 4, 4', 5) и анода (2) предпочтительно дает слабое крепление, которое делается жестким только при термической обработке. Этот вариант позволяет избежать механических напряжений.
Согласно одному предпочтительному варианту осуществления изобретения состав припоя или одного из припоев способен изменяться во время термической обработки таким образом, чтобы увеличить температуру плавления до значения, превышающего максимальную температуру, испытываемую упомянутым паяным швом (31) во время использования. Это изменение обеспечивает затвердевание шва. Оно может быть достигнуто за счет, по меньшей мере, одного из следующих механизмов:
- за счет испарения, по меньшей мере, части одного из составляющих его элементов, причем упомянутый элемент является, например, цинком или магнием;
- за счет химической реакции, по меньшей мере, части одного из составляющих его элементов с одним из компонентов окружающей атмосферы, в частности, кислородом. Упомянутый составляющий припой элемент может быть, например, алюминием, цинком, магнием или фосфором;
- за счет обмена путем диффузии, с окислительно-восстановительной реакцией или без нее, по меньшей мере, одного элемента с одной из упомянутых поверхностей (20, 20', 20", 40, 40', 40"). Может иметь место обмен из припоя в прилегающую поверхность и/или из прилегающей поверхности в припой. В последнем случае можно покрыть все или часть упомянутых поверхностей (20, 20', 20", 40, 40', 40") материалом, содержащим элемент, такой как никель, способный диффундировать в припой. Обмен может необязательно происходить посредством окислительно-восстановительных реакций. Более точно, в упомянутый состав может входить, по меньшей мере, один элемент, способный обмениваться путем, по меньшей мере, одной окислительно-восстановительной реакции с упомянутым инертным анодом (2), причем упомянутый элемент обычно выбран из магния, алюминия, фосфора, титана, циркония, гафния и цинка.
Эти механизмы могут быть достигнуты с припоями, выбранными из сплавов или смесей, содержащих медь, серебро, марганец и/или цинк.
Упомянутые поверхности (20, 20', 20", 40, 40', 40") могут быть покрыты, полностью или частично, материалом, смачиваемым припоем или припоями.
Согласно одному предпочтительному варианту изобретения припой или припои вводят, полностью или частично, в пространство, которое разделяет предназначенные под пайку поверхности (20, 20', 20") и (40, 40', 40"). Другими словами, упомянутое размещение включает в себя введение, по меньшей мере, части припоя или припоев между всей или частью, по меньшей мере, одной поверхности (20, 20', 20") открытого конца (22) анода (2) и всей или частью, по меньшей мере, одной поверхности (40, 40', 40") соединительного конца (42) проводника (3, 4, 4', 5).
Согласно другому предпочтительному варианту изобретения проводник (3, 4, 4', 5) содержит, по меньшей мере, один резервуар (35), причем упомянутое размещение включает в себя введение по меньшей мере одного припоя в, по меньшей мере, один резервуар (35) перед термической обработкой, и сборку проводника (3, 4, 4', 5) и анода (2) проводят так, чтобы оставить свободное пространство (32, 32') между проводником и анодом. Припой или припои вводят между всей или частью, по меньшей мере, одной поверхности (20, 20', 20") открытого конца (22) анода (2) и всей или частью, по меньшей мере, одной поверхности (40, 40', 40") соединительного конца (42) проводника (3, 4, 4', 5) путем вытекания упомянутого припоя во время термической обработки.
Термическую обработку предпочтительно осуществляют во время использования анодной сборки (1) в электролизере.
Известные способы соединения происходят при температуре погруженной части анода, которая, следовательно, близка к температуре ванны электролита, в то время как соединение согласно изобретению дает более однородную температуру, сохраняя температуру соединения на уровне заметно ниже температуры электролиза, что уменьшает электрические, механические и химические нагрузки на соединение.
Испытания
Испытание 1
Испытание соединения проводили со сборкой, сходной со сборкой по фиг.5.
В этом испытании анод был выполнен из кермета, керамическая фаза которого содержала феррит никеля, а металлическая фаза была на основе меди.
Припой представлял собой сплав CuZn с 60 мас.% Cu и 40 мас.% Zn. Интервал плавления этого сплава составлял от 870 до 900°C. Соединение предварительно нагревали до 900°C перед использованием анода в электролизере, ванна которого была на основе расплава криолита. Частичное расплавление припоя во время предварительного нагрева было достаточно для того, чтобы придать соединению удовлетворительную электрическую связность. При демонтаже было обнаружено, что цинк частично испарился и окислился, и что использование вызвало дополнительную обработку, которая повлекла за собой увеличение температуры плавления шва заметно выше 900°C.
Испытание 2
Испытание соединения проводили со сборкой, сходной со сборкой по фиг.6.
В этом испытании анод был выполнен из кермета, имеющего тот же состав, что и в испытании 1.
Припой представлял собой сплав CuZn с 30 мас.% Cu и 70 мас.% Zn. Интервал плавления этого сплава составлял от 700 до 820°C. Термическую обработку с целью пайки проводили полностью на месте (in situ). Она дала паяный шов, обеспечивающий стабильное во времени электрическое соединение с низким электрическим сопротивлением.
В испытаниях 1 и 2 внешний диаметр D0 анода в типичном случае составлял примерно от 70 до 75% от длины L анода. Внутренний диаметр Di анода был равен примерно 60-65% от внешнего диаметра. Толщина E боковой стенки была одинаковой.
Список позиций
Изобретение относится к анодной сборке электролизера для получения алюминия электролизом в солевом расплаве. Эта сборка включает в себя чашеобразный инертный анод, соединительный проводник, средства механического соединения, взаимодействующие с установлением механической связи между проводником и анодом, и паяный или образующийся путем пайки металлический шов, расположенный между всей или частью, по меньшей мере, одной поверхности открытого конца анода и всей или частью, по меньшей мере, одной поверхности соединительного конца проводника. Упрощается изготовление анодных сборок, содержащих инертный анод. 4 н. и 31 з.п. ф-лы, 7 ил.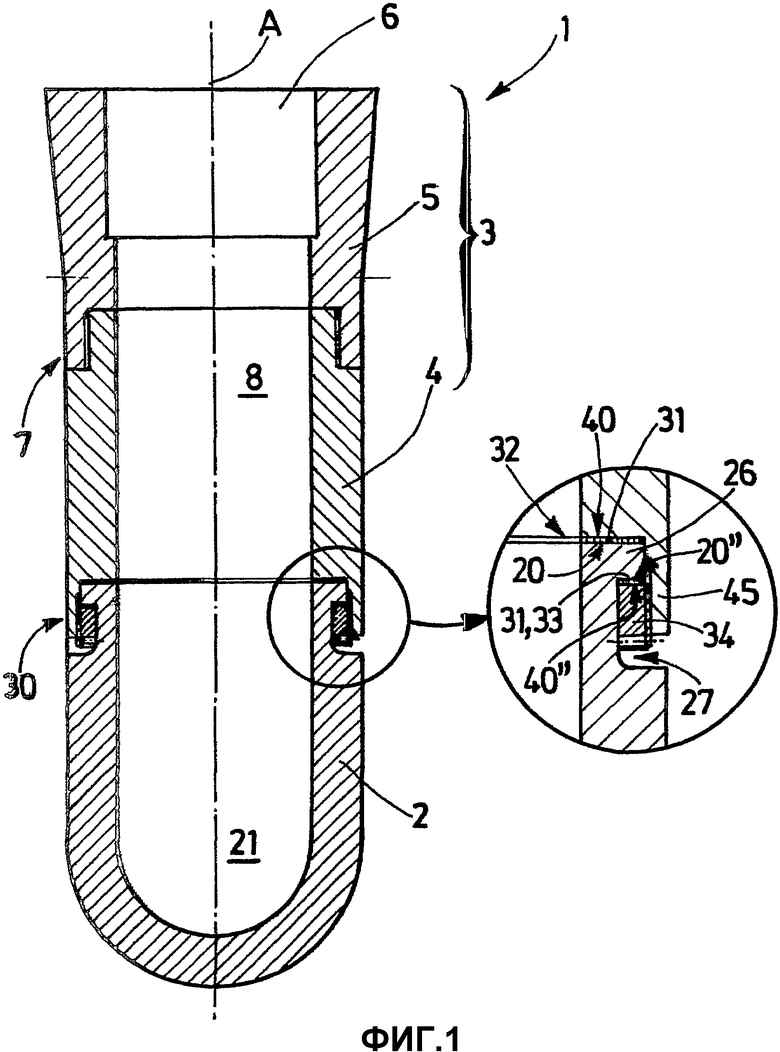
1. Анодная сборка (1), предназначенная для применения в электролизере для получения алюминия электролизом в солевом расплаве и содержащая:
по меньшей мере один чашеобразный инертный анод (2) длиной L, имеющий полость (21), открытый конец (22) с отверстием (200), стенку (23), окружающую полость (21), закрытый конец (24) и по меньшей мере одно средство (26, 27, 28, 29) механического соединения;
по меньшей мере один соединительный проводник (3, 4, 4', 5), имеющий соединительный конец (42), и по меньшей мере одно средство (44, 45, 46) механического соединения, способное взаимодействовать со средством или средствами (26, 27, 28, 29) механического соединения анода (2) таким образом, чтобы установить слабую механическую связь между проводником и анодом;
по меньшей мере один паяный металлический шов (31) или по меньшей мере один припой, способный образовать паяный металлический шов (31) путем полного или частичного припаивания во время применения, причем упомянутый шов (31) расположен между всей или частью по меньшей мере одной поверхности (20, 20', 20'') открытого конца (22) анода (2) и всей или частью по меньшей мере одной поверхности (40, 40', 40'') соединительного конца (42) проводника (3, 4, 4', 5).
2. Анодная сборка (1) по п.1, отличающаяся тем, что средство или средства (26, 27, 28, 29) механического соединения анода (2) закрывает(ют) часть упомянутого открытого конца (22), составляющую менее 10% от общей длины L анода.
3. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что общая площадь соединяемой(ых) поверхности или поверхностей (20, 20', 20'') такова, что при номинальной силе тока во время применения поверхностная плотность тока составляет от 1 до 50 А/см2.
4. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что средство или средства (44, 45, 46) механического соединения проводников (3, 4, 4', 5) расположено(ы) вблизи соединительного конца (42).
5. Анодная сборка (1) по любому из пп.1, 2, отличающаяся тем, что средство или средства (26, 27, 28, 29) механического соединения анода (2) содержит(ат) по меньшей мере один элемент, выбранный из ободков (26), кольцевых выемок (27), кольцевых канавок (28) и кольцевых буртиков (29).
6. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что средство или средства (44, 45, 46) механического соединения проводника (3, 4, 4', 5) содержит(ат) по меньшей мере один элемент, выбранный из кольцевых канавок (44), юбок (45) и кольцевых буртиков (46).
7. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что упомянутые средства (26, 27, 28, 29, 44, 45, 46) механического соединения проводника и анода взаимодействуют с по меньшей мере одним из средств, выбранных из навинчивания, защелкивания, трения, вставки или насаживания.
8. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что она содержит по меньшей мере одну дополнительную сборочную деталь (34, 340, 36).
9. Анодная сборка (1) по п.8, отличающаяся тем, что дополнительная сборочная деталь выбрана из зажимных колец (34, 340) и открытых или закрытых хомутов (36).
10. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что она содержит по меньшей мере одно дополнительное уплотнение (33), предназначенное для сдерживания распространения упомянутого паяного шва (31).
11. Анодная сборка (1) по п.10, отличающаяся тем, что упомянутое дополнительное уплотнение (33) выбрано из колец или открытых или закрытых хомутов.
12. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что упомянутый паяный шов (31) способен затвердевать во время применения упомянутой сборки в электролизере для получения алюминия электролизом.
13. Анодная сборка (1) по любому из пп.1, 2, отличающаяся тем, что упомянутый паяный шов (31) содержит по меньшей мере один элемент, выбранный из алюминия, серебра, меди, магния, марганца, титана и цинка.
14. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что соединительный проводник (3, 4, 4', 5) содержит по меньшей мере один элемент (4) из сплава на основе никеля, и соединительный конец (42) расположен на этом элементе (4).
15. Анодная сборка (1) по п.14, отличающаяся тем, что сплав на основе никеля представляет собой сплав UNS N06625 или сплав UNS N06025.
16. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что упомянутый анод (2) выбран из анодов, содержащих керамический материал, анодов, содержащих металлический материал, и анодов, содержащих металлокерамический материал.
17. Анодная сборка (1) по любому из пп.1 или 2, отличающаяся тем, что она содержит по меньшей мере один нагревательный элемент (9) в полости (21) анода (2).
18. Способ изготовления анодной сборки (1) по любому из пп.1-17, включающий:
обеспечение по меньшей мере одного чашеобразного инертного анода (2) длиной L, имеющего полость (21), открытый конец (22) с отверстием (200), стенку (23), окружающую полость (21), закрытый конец (24) и по меньшей мере одно средство (26, 27, 28, 29) механического соединения;
обеспечение по меньшей мере одного соединительного проводника (3, 4, 4', 5), имеющего соединительный конец (42), и по меньшей мере одного средства (44, 45, 46) механического соединения, способного взаимодействовать со средством или средствами (26, 27, 28, 29) механического соединения анода (2) таким образом, чтобы установить механическую связь между проводником и анодом;
обеспечение по меньшей мере одного припоя, способного образовать металлический шов;
размещение припоя или припоев в определенном месте вблизи по меньшей мере одной из поверхностей (20, 20', 20'') открытого конца (22) анода (2) или поверхностей (40, 40', 40'') соединительного конца (42) проводника (3, 4, 4', 5), предназначенных для соединения пайкой;
сборку проводника (3, 4, 4', 5) и анода (2) таким образом, чтобы сблизить упомянутые поверхности (20, 20', 20'', 40, 40', 40'') и обеспечить слабое крепление;
термическую обработку, способную привести к образованию паяного шва (31) между проводником и анодом из припоя или припоев.
19. Способ изготовления по п.18, отличающийся тем, что состав припоя или одного из припоев способен изменяться при термической обработке с увеличением температуры плавления до значения, превышающего максимальную температуру, испытываемую упомянутым паяным швом (31) во время применения.
20. Способ изготовления по п.19, отличающийся тем, что состав припоя или одного из припоев способен изменяться за счет испарения по меньшей мере части одного из составляющих его элементов.
21. Способ изготовления по п.20, отличающийся тем, что упомянутый составляющий элемент представляет собой цинк или магний.
22. Способ изготовления по любому из пп.19-21, отличающийся тем, что состав припоя или одного из припоев способен изменяться за счет химической реакции по меньшей мере части одного из составляющих его элементов с одним из компонентов окружающей атмосферы.
23. Способ изготовления по п.22, отличающийся тем, что упомянутый составляющий элемент представляет собой алюминий, цинк, магний или фосфор.
24. Способ изготовления по любому из пп.19-21, отличающийся тем, что состав припоя или одного из припоев способен изменяться за счет диффузионного обмена, с окислительно-восстановительной реакцией или без нее, по меньшей мере одного элемента с одной из упомянутых поверхностей (20, 20', 20'', 40,40', 40'').
25. Способ изготовления по п.24, отличающийся тем, что все или часть упомянутых поверхностей (20, 20' 20'', 40, 40', 40'') покрыты материалом, содержащим элемент, такой как никель, способный диффундировать в припой.
26. Способ изготовления по п.24, отличающийся тем, что в упомянутый состав входит по меньшей мере один элемент, способный к обмену за счет по меньшей мере одной окислительно-восстановительной реакции с упомянутым инертным анодом (2).
27. Способ изготовления по п.26, отличающийся тем, что упомянутый элемент выбирают из магния, алюминия, фосфора, титана, циркония, гафния и цинка.
28. Способ изготовления по любому из пп.19-21, отличающийся тем, что припой представляет собой смесь или сплав, содержащую(ий) по меньшей мере один элемент, выбранный из меди, серебра, марганца и цинка.
29. Способ изготовления по любому из пп.18-21, отличающийся тем, что упомянутое размещение включает в себя введение по меньшей мере части припоя или припоев между всей или частью по меньшей мере одной поверхности (20, 20', 20'') открытого конца (22) анода (2) и всей или частью по меньшей мере одной поверхности (40, 40', 40'') соединительного конца (42) проводника (3, 4, 4', 5).
30. Способ изготовления по любому из пп.18-21, отличающийся тем, что проводник (3, 4, 4', 5) содержит по меньшей мере один резервуар (35), тем, что упомянутое размещение включает в себя введение по меньшей мере одного припоя в по меньшей мере один резервуар (35) перед термической обработкой, тем, что сборку проводника (3, 4, 4', 5) и анода (2) осуществляют таким образом, чтобы оставить свободное пространство (32, 32') между проводником и анодом, и тем, что припой или припои вводят между всей или частью по меньшей мере одной поверхности (20, 20', 20'') открытого конца (22) анода (2) и всей или частью по меньшей мере одной поверхности (40, 40', 40'') соединительного конца (42) проводника (3, 4, 4', 5) за счет вытекания упомянутого припоя при термической обработке.
31. Способ изготовления по любому из пп.18-21, отличающийся тем, что упомянутые поверхности (20, 20', 20'', 40, 40', 40'') покрыты полностью или частично материалом, смачиваемым припоем или припоями.
32. Способ изготовления по любому из пп.18-21, отличающийся тем, что упомянутую термическую обработку полностью или частично осуществляют во время применения анодной сборки (1) в электролизере.
33. Способ изготовления по любому из пп.18-21, отличающийся тем, что поверхность или поверхности (20) вблизи отверстия (200) анода (2) наклонены таким образом, чтобы избежать вытекания припоя в полость (21) во время пайки и/или применения анодной сборки.
34. Применение по меньшей мере одной анодной сборки (1), выполненной по любому из пп.1-17 или полученной способом изготовления по любому из пп.18-33, для получения алюминия электролизом в солевом расплаве.
35. Электролизер для получения алюминия электролизом в солевом расплаве, характеризующийся тем, что содержит по меньшей мере одну анодную сборку (1), выполненную по любому из пп.1-17 или полученную способом изготовления по любому из пп.18-33.
| US 4495049 A, 22.01.1985 | |||
| US 6264810 B1, 24.07.2001 | |||
| US 4457811 A, 03.07.1984 | |||
| СА 1246493 А, 13.12.1988 | |||
| US 5172850 A, 22.12.1992 | |||
| Способ изготовления анодной штанги | 1990 |
|
SU1735438A1 |
| Электрод для электролитических ванн | 1982 |
|
SU1062313A1 |

