Настоящее изобретение относится к твердому припою, способу пайки твердым припоем, изделию, паянному твердым припоем.
Предметы из различных стальных материалов или сплавов на основе железа обычно собирают посредством пайки твердым припоем или пайки мягким припоем с припоями на никелевой основе или на медной основе. В дальнейшем в этом описании используют термин - пайка твердым припоем, но следует понимать, что термин включает в себя также пайку мягким припоем. Пайка представляет собой процесс соединения частей из металла, но пайку можно также использовать для герметизации предметов или нанесения покрытий на предметы. Температура пайки ниже начальной температуры перехода в твердое состояние материала основы. Во время пайки материалов твердый припой полностью или частично расплавляется во время термообработки.
Обычную пайку твердым припоем материалов на основе железа осуществляют твердыми припоями на никелевой основе и на медной основе, и эти материалы могут вызвать коррозию, например, из-за различий в электродном потенциале. Проблема коррозии будет усиливаться, когда предмет подвергается воздействию химически агрессивной среды. Применение припоя на никелевой основе или медной основе может быть также ограничено юрисдикцией в ряде пищевых применений.
Одной проблемой является температурный интервал плавления покрытия или твердых припоев. При выборе твердого припоя или материала покрытия соображения основаны на температурах солидуса или ликвидуса сплава и материала основы. В последнее время были разработаны твердые припои на основе железа для спаивания предметов из обычной нержавеющей стали. Эти припои на основе железа действуют вполне хорошо, но когда температурный интервал для пайки твердым припоем является широким, существует опасность возникновения дефектов в полученных изделиях. Чистый элемент имеет четкую точку плавления, но сплав содержит много различных элементов в каждом определенном сплаве, и поэтому часто имеет широкий температурный интервал плавления.
Следовательно, в соответствии с изобретением пытаются достичь того, что соединение пайкой твердым припоем будет содержать только небольшую часть хрупких фаз. Известно, что количество хрупкой фазы действует отрицательно на усталостную прочность. Кроме того, количество хрупкой фазы зависит от зазора в соединении, толщины пластины, количества твердого припоя от того, как твердый припой наносят, и соотношения время-температура во время пайки твердым припоем.
При разработке твердых припоев есть много важных характеристик. Высокая температура пайки твердым припоем довольно часто ассоциируется с высокой механической прочностью или другими характеристиками, которые важны для паяного соединения, но это также имеет некоторые недостатки. Высокая температура может снижать характеристики материала основы, например, за счет роста зерна, образования фаз в материале, большого воздействия твердого припоя на материал основы при помощи диффузии элементов из наполнителя в материал основы, и других изменений характеристик материала основы. Высокая температура может также повышать опасность эрозии материала основы. Затраты также связаны с высокой температурой, поскольку существует необходимость в более высоком потреблении энергии и более дорогостоящих печах. Высокие температуры также больше изнашивают печь, что повышает расходы. Обычным путем при создании твердого припоя на основе железа является использование Si и B в качестве понизителей температуры плавления. Бор имеет достаточно большое воздействие на температуру плавления, но имеет ряд недостатков, например, он легко образует бориды хрома. Поэтому очень важно не использовать слишком много бора. Образование боридов хрома снижает количество хрома в материале основы, что тогда, например, снижает коррозионную стойкость и другие характеристики материала основы. Поэтому, если хром является одним из элементов сплава, тогда обычно наилучшим выбором является то, когда бора нет или его очень мало. Кремний также применяют для снижения температуры плавления, однако сам кремний, как понизитель температуры плавления, не имеет такого большого воздействия, по сравнению, например, с В. Так, если используют один кремний, как понижающий температуру плавления, то следует использовать довольно большое количество. Кремний может также образовывать силициды, поэтому большие количества и могут вызывать проблемы. Одним элементом, который может быть использован как понизитель температуры плавления, является фосфор. Фосфор мог быть хорошим выбором, если важна только температура пайки твердым припоем, так как он имеет большое воздействие на температуру плавления. Однако паяные соединения с большими количествами фосфора являются очень ломкими, и поэтому имеют довольно низкую прочность. Фосфор может также образовывать фосфиды, такие как фосфиды железа, которые являются ломкими и снижают прочность твердого припоя с присадкой и материала основы. Удивительно, при легировании новым типом смеси, включающей в себя Si и P, обнаружили новый тип твердого припоя на основе железа, который имеет низкий температурный интервал плавления без негативных результатов, или очень низких, от добавок Si и P. Сплав также имел другую удивительную положительную характеристику - узкий температурный интервал плавления, что является очень положительным при пайке твердым припоем. Поэтому и причиной является то, что желательно, чтобы все элементы в твердом припое с присадкой плавились приблизительно в одно и то же время. Другой положительной характеристикой является то, что присадка согласно настоящему изобретению очень хорошо смачивает поверхность и имеет большую текучесть.
Соответственно, настоящее изобретение относится к твердому припою, содержащему сплав, состоящий, по существу, из 15-30% по весу хрома (Cr), в дальнейшем в этом описании % по весу - вес.%, 0-5,0 вес.% марганца (Mn), 9-30 вес.% никеля (Ni), 0-4,0 вес.% молибдена (Mo), 0-1,0 вес.% азота (N), 1,0-7,0 вес.% кремния (Si), 0-0,2 вес.% бора (B), 1-7,0 вес.% фосфора (P), при необходимости, 0,0-2,5 вес.% каждого одного или более элементов, выбранных из группы, состоящей из ванадия (V), титана (Ti), вольфрама (W), алюминия (Al), ниобия (Nb), гафния (Hf) и тантала (Ta); причем сплав сбалансирован Fe и неизбежными малыми количествами загрязняющих элементов, при этом кремний Si и фосфор P находятся в количествах, эффективных для понижения температуры плавления.
Согласно одному альтернативному аспекту изобретения любой один из элементов может быть выбран из группы, состоящей из углерода (С), ванадия (V) титана (Ti), вольфрама (W), алюминия (Al), ниобия (Nb), гафния (Hf) и тантала (Ta) в количестве от около 0 до 1,5 вес.%.
Согласно одному альтернативному аспекту изобретения, загрязняющими элементами в сплаве являются любой один из углерода (C), кислорода (O) и серы (S). Согласно другой альтернативе марганец может присутствовать в сплаве, и его количество составляет от 0,1 до 5,0 вес.%. Согласно другой альтернативе марганец может присутствовать в сплаве, и количество составляет от 0,1 до 4,5 вес.%. Согласно дополнительной альтернативе сплав может содержать хром в пределах от около 18 до около 26 вес.%, или никель в пределах от около 9,0 до 20 вес.%, или молибден в пределах от около 0,5 до около 3,5 вес.%, или их комбинации. Согласно дополнительной альтернативе сплав может содержать никель в пределах от около 9,0 до около 18 вес.%. Согласно дополнительной альтернативе сплав может содержать кремний в пределах от около 2,0 до около 6,0 вес.% или бор в пределах от около 0 до около 0,1 вес.%, или фосфор в пределах от около 2,0 до около 6,0 вес.% или их комбинации.
Согласно дополнительной альтернативе сплав может содержать кремний в пределах от около 2,5 до около 6,0 вес.% и фосфор - в пределах от около 3,5 до около 6,0 вес.%.
Согласно дополнительной альтернативе твердый припой может содержать сплав, состоящий, по существу, из: 16-18 вес.% хрома (Cr); 1,5-2,0 вес.% марганца (Mn); 11-17 вес.% никеля (Ni); 1,5-2,5 вес.% молибдена (Mo); 0-1,0 вес.% азота (N); 3,0-5,0 вес.% кремния (Si); 0-0,2 вес.% бора (B); 4,0-5,5 вес.% фосфора (P); при необходимости, 0,0-2,5 вес.% каждого одного или более элементов, выбранных из группы, состоящей из ванадия (V), титана (Ti), вольфрама (W), алюминия (Al), ниобия (Nb), гафния (Hf) и тантала (Ta); причем сплав сбалансирован Fe и неизбежными малыми количествами загрязняющих элементов, при этом Si и P находятся в количествах эффективных для снижения температуры плавления.
Сплав может быть получен распылением в газовой среде или распылением в воду или спиннингованием расплава.
Как уже отмечалось, температура пайки твердым припоем является предпочтительно ниже начальной температуры солидуса материала паяемых деталей. Цикл пайки припоем включает в себя как расплавление, так и затвердевание припоя. Температура плавления и температура затвердевания могут быть одинаковыми для очень специфических материалов, но обычная ситуация заключается в том, что материалы плавятся в пределах температурного интервала плавления, и затвердевают в пределах другого температурного интервала затвердевания. Температурный интервал между состоянием ликвидуса и солидуса в настоящем описании определяется как разница температур состояния солидуса и состоянием ликвидуса и измеряется °C. Твердый припой согласно изобретению имеет, таким образом, температурный интервал между состоянием солидуса и состоянием ликвидуса, который согласно одному альтернативному аспекту изобретения может быть в пределах 200°C. Согласно другой альтернативе, сплав может иметь температуру солидуса и температуру ликвидуса в пределах 150°C. Согласно другой альтернативе, сплав может иметь температуру солидуса и температуру ликвидуса в пределах 100°C. Согласно другому альтернативному аспекту изобретения, сплав может иметь температуру солидуса и температуру ликвидуса в пределах 75°C. Согласно другому альтернативному аспекту изобретения, сплав может иметь температуру солидуса и температуру ликвидуса в пределах 50°C.
Согласно дополнительному альтернативному аспекту настоящего изобретения твердый припой на основе железа может быть выполнен в виде пасты. Паяльная паста на основе железа согласно изобретению может включать в себя твердый припой на основе железа и водную связующую систему, или органическую связующую систему. Связующая система может включать в себя растворитель, который может быть гидрофильным или гидрофобным, т.е. на водной основе или на масляной основе. Связующее на масляной основе может быть полимерами, такими как полиметакрилат - наряду с другими, может быть биополимерами, такими как производные целлюлозы, крахмалами, восками и т.д. Согласно другой альтернативе паяльная паста на основе железа согласно изобретению может включать в себя твердый припой на основе железа и водную связующую систему или органическую связующую систему, основанную на растворителе, таком как вода, масла или их комбинации. Сплав, содержащийся в пасте, может быть в виде порошка, гранул и т.д.
Настоящее изобретение также относится к способу пайки твердым припоем изделий из нержавеющей стали, включающему этапы, на которых: (i) наносят твердый припой согласно изобретению на детали из нержавеющей стали; (ii), при необходимости, собирают детали; (iii) нагревают детали из этапа (i) или этапа (ii) в неокислительной атмосфере, в восстановительной атмосфере, в вакууме или их комбинациях до температуры, по меньшей мере, 250°C в течение, по меньшей мере, 10 минут, затем нагревают детали до температуры менее 1080°C в течение, по меньшей мере, 10 минут, нагревают детали до температуры менее около 1200°C в течение, по меньшей мере, 5 минут, и затем охлаждают детали; (iv) и, при необходимости, повторяют один или более из этапа (i), этапа (ii) и этапа (iii). Разные паяные изделия нуждаются в разных методиках пайки припоем; некоторые изделия могут быть спаяны твердым припоем просто посредством осуществления этапа (i), этапа (ii) и этапа (iii), но другие изделия являются более сложными и, один или более, из этапа (i), этапа (ii) и этапа (iii), которые необходимо повторить, указаны в этапе (iv).
Согласно альтернативе изобретения, способ может также включать в себя то, что детали на этапе (iii) нагревают в неокислительной атмосфере, в восстановительной атмосфере, в вакууме или их комбинациях до температуры, по меньшей мере, 250°C в течение, по меньшей мере, 10 минут, затем нагревают детали до температуры ниже 1080°C в течение, по меньшей мере, 30 минут, затем нагревают детали до температуры свыше 1100°C в течение менее 720 минут, а затем охлаждают детали.
Согласно одной альтернативе изобретения, детали могут нагревать до температуры свыше около 1100°C в течение менее 360 минут перед их охлаждением. Согласно другой альтернативе изобретения, детали могут нагревать до температуры около 1100°C в течение менее 180 минут перед их охлаждением.
Согласно альтернативе изобретения, способ также может включать в себя то, что детали на этапе (iii) паяют при температуре в пределах от около 1040°C до около 1190°C в течение менее 30 минут.
Согласно другой альтернативе изобретения, способ также может включать в себя то, что детали на этапе (iii) паяют при температуре в пределах от около 1040°C до около 1190°C в течение менее 20 минут.
Согласно еще другой альтернативе изобретения, способ также может включать в себя то, что детали на этапе (iii) паяют при температуре в пределах от около 1040°C до около 1190°C в течение, по меньшей мере, 1 минуты.
Согласно еще другой альтернативе изобретения, способ также может включать в себя то, что детали на этапе (iii) паяют при температуре в пределах от около 1100°C до около 1180°C в течение, по меньшей мере, 1 минуты.
Согласно дополнительной альтернативе изобретения, способ может также включать в себя то, что детали на этапе (iii) подогревают до температуры ниже 1050°C перед нагреванием до температуры свыше 1100°C в течение, по меньшей мере, 5 минут. И затем - термообработка деталей при температуре свыше 950°C в течение, по меньшей мере, суммарных 20 минут, это может быть проделано в цикле пайки, но также после пайки, например, во втором тепловом источнике.
Согласно другой альтернативе, твердый припой может быть распылен в виде порошка на поверхности, которые должны быть соединены, при помощи, например, пистолета-краскораспылителя, накатом, нанесения кистью, термическим напылением, например, кислородным топливом высокоскоростного напыления (HVOF) и т.д., или поверхность, соединение могут быть покрыты расплавом.
Припой на основе железа с присадкой может быть нанесен на плоские поверхности или большие поверхности при помощи разрушителей капиллярных сил. Разрушители капиллярных сил могут быть в виде желобков, черточек, дорожек, каналов, V- или U-образной формы следов или полосок и т.д., или в форме сеток и т.д. Твердый припой с присадкой может быть внесен в разрушители капиллярных сил, т.е. в желобки, черточки, дорожки, каналы, следы V- или U- образной формы, сетки и т.д., или припой с присадкой может быть нанесен вблизи разрушителей капиллярных сил. Во время нагревания нанесенный припой на основе железа с присадкой будет течь к участку, где капиллярная сила может быть разрушена, и спаивать вместе поверхности, которые являются смежными друг с другом. Таким образом, паянный припоем участок, обеспечивает паяные, герметичные или плотные зазоры, соединения и т.д. между плоской поверхностью, где он является твердым, иначе - делает однородно твердыми. Разрушители капиллярных сил делают возможным также пайку припоем поверхностей, имеющих большие зазоры, деталей, имеющих неправильную форму и т.д.
Когда между двумя деталями припой наносят близко к разрушителю капиллярных сил, то текучий вязкий припой будет прекращать жидкотекучее движение и устанавливаться на краю разрушителя капиллярных сил. Реакторный канал может служить разрушителем капиллярных сил. На пластину, имеющую реакторный канал, наносят твердый припой, и барьерный слой, или т.п., размещают в контакте с пластиной с реакторным каналом. Течение припоя прекратится и остановится на границе реакторного канала, который будет герметизировать реакторную пластину напротив барьерной пластины без заполнения реакторного канала установившимся припоем.
Как далеко твердый припой может течь между двумя граничащими поверхностями - зависит частично от времени затвердевания припоев и расстояния между поверхностями, а также количества твердого припоя. Поскольку припой «прилипает» к каждой поверхности, которые должны спаять, то промежуточное пространство между плоскостями становится меньше. Так как промежуточное пространство становится меньше, наряду с тем, что в то же время припой затвердевает, то становится затрудненным втекание припоя между ними. Необходимым количеством припоя обеспечивают контактные точки, которые должны быть спаяны вместе, любым из желаемых или других способов. Припой может покрывать площадь, которая является в некоторой степени больше, чем точка контактного соединения. Точки контактного соединения могут иметь диаметр, по меньшей мере, 0,5 мм. Поскольку процесс пайки твердым припоем является процессом, использующим металл, и соответствующие поверхности для пайки принимают форму металлического материала, то в это время твердый припой на основе железа во время процесса пайки распространяется с ограничением поверхностей, которые должны быть спаяны вместе. Соединение или спай между двумя соединяемыми поверхностями будет более или менее «исчезать» во время пайки припоем согласно одному аспекту изобретения. Паяный шов вместе с поверхностями металлических деталей будет становиться единым целым только с небольшими изменениями в составе материала сплавов.
Во время пайки припой будет мигрировать за счет капиллярных сил к участкам, соединяемым пайкой. Припой согласно изобретению имеет хорошую смачивающую способность и хорошую способность к текучести, которые будут иметь результатом то, что остаточные сплавы вокруг участков, паянных припоем, будут небольшими. Согласно одной альтернативе, остаточные сплавы после пайки твердым припоем имеют толщину менее 0,1 мм на приложенных поверхностях.
Настоящее изобретение относится также к изделию из нержавеющей стали, полученному настоящим способом. Настоящее изобретение также относится к паянному припоем изделию из нержавеющей стали, которое содержит, по меньшей мере, один материал основы из нержавеющей стали и паяный твердый припой согласно изобретению.
Согласно одному альтернативному аспекту, изделия или детали могут быть выбраны из реакторов, сепараторов, колонн, теплообменников, или оборудования для химических заводов или пищевых предприятий, или для автомобильной промышленности. Согласно другому альтернативному аспекту предметами могут быть теплообменники, анодные электрические реакторы или их комбинации. Согласно другому альтернативному аспекту изобретения паяное изделие может быть чистящим диском, который используют в сепараторе. Согласно одному альтернативному аспекту, паяными изделиями могут быть пластины теплообменника, паянные припоем реакторные пластины или их комбинации.
Когда деталями являются пластины теплообменника, пластины могут быть концевыми пластинами, соединительными пластинами, герметизирующими пластинами, рамными пластинами и т.д. и составлять теплообменную систему. Каждая из пластин теплообменника включает в себя, по меньшей мере, одну прорезь, прорези, которые вместе образуют часть канала, когда пластины помещают друг на друга. Пластины пакетируют вместе в кипу пластин или пачку пластин в теплообменнике. Упаковка пластин включает в себя между пластинами ряд каналов, которые содержат несколько сред. Среда в смежных каналах является объектом теплопередачи через теплопроводящие пластины обычным образом. Пластины могут включать в себя кромку, которая может частично проходить вниз и поверх части кромки смежной теплопроводной пластины в кипе пластин. Кромки пластин герметизируют напротив смежного теплопроводного листа таким способом, при котором между пластинами может быть сформирован канал. Этот канал или позволяет течь среде или закрывается так, что нет никакого течения, и канал, поэтому, пуст. Для придания жесткости упаковке пластин и входным зонам, соединительная пластина или концевая пластина могут быть установлены в упаковке. Поверхности концевой или соединительной пластины, по возможности, являются плоскими, для того чтобы мог быть обеспечен максимальным поверхностный контакт между поверхностями. Как упоминалось выше, соответствующие прорези на пластинах совпадают, таким образом, образуя канал. На внутренней стороне этого входного канала есть, поэтому, соединение между двумя пластинами. Для предотвращения утечки в этом соединении твердый припой можно наносить вокруг входной зоны между пластинами. Твердый припой может быть помещен вблизи или в разрушителе капиллярных сил, который может проходить, полностью или частично, вокруг входной зоны между пластинами. В упаковке пластин припой может быть нанесен на различные, запланированные или предопределенные детали пластин. Во время процесса пайки припой будет становиться вязким, и будет вытекать из приложенных деталей между пластинами из-за действия капиллярной силы. Преимущество нанесения припоя на заданные поверхности позволяет регулировать объем и количество припоя, и регулировать, какие детали поверхностей должны быть спаяны, а какие - нет. Если паяют теплообменник, то необходимо, по меньшей мере, три теплообменных пластины, но обычным является то, что несколько пластин паяют вместе. Согласно одному альтернативному аспекту изобретения упаковка пластин состоит из нескольких пластин, спаянных в одно и то же время в одной и той же печи.
Способ пайки припоем согласно изобретению может или включать в себя пайку припоем изделия, собранного со всеми своими деталями в одно и то же время, или изделие может быть паянным поэтапно, когда детали сначала собирают и спаивают вместе, а затем они могут быть собраны с дополнительными деталями и спаяны вместе и т.д., используя тот же тип твердого припоя в каждом цикле пайки твердым припоем.
Дополнительные разработки конкретизированы в независимых пунктах и зависимых пунктах формулы изобретения.
Изобретение более подробно объясняется посредством следующих примеров. Целью примеров является испытание твердого припоя согласно изобретению, а не намерение ограничить объем изобретения.
Пример 1
Опытные образцы 1-4 изготовили для проверки температур ликвидуса и солидуса твердого припоя согласно изобретению. Составы опытных образцов приведены в таблице 1.
№
[%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
Температура ликвидуса и солидуса образцов была определена при помощи дифференциального термического анализа (ДТА). Используемой при анализе атмосферой был аргон. Испытание было проведено со скоростью нагревания и охлаждения 10°C/мин. Температура ликвидуса является температурой, выше которой вещество является полностью жидкотекучим. Температура солидуса является температурой, ниже которой вещество является полностью твердым. Значения температуры солидуса и ликвидуса были установлены при помощи оценки того, где процесс плавления начинается и прекращается.
Оценки были проведены путем аппроксимации кривой плавления, которую измеряли и регистрировали как ДТА-кривую, см. фиг.1. Процесс плавления можно видеть на ДТА-кривой как изменение в градиенте кривой нагрева. Когда процесс заканчивается, то градиент опять становится постоянным. Для установления начала и окончания процесса плавления делали аппроксимацию путем проведения касательных (1) к пиковому падению напряжения (2). Касательные (3) проведены к основной линии, и где касательные (1) и (3) пересекаются друг с другом - там приближенные конечные значения интервала плавления.
Температуры солидуса и температуры ликвидуса каждого образца рассчитаны, как описано выше, и приведены в таблице 2.
№
[°C]
[°C]
[°C]
Испытания показали, что разница между температурой солидуса и температурой ликвидуса является на удивление узкой.
Пример 2
Опытные образцы 5-8 изготовили для проверки прочности на растяжение соединений, имеющих паяные зоны припоя согласно изобретению. Составы опытных образцов не распаянного твердого припоя приведены в таблице 3.
№
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
Припои были испытаны посредством изготовления паяных проб маленьких прессованных пластинок. Паяные образцы затем испытывали на растяжение, результаты приведены в таблице 4.
по меньшей мере, 15 мин при [°C]
[кН]
Как можно видеть из таблицы 4, результаты испытания прочности на растяжение на образцах, паянных твердыми припоями, имеющими малые количества Si, т.е. менее 1,2 вес.%, и большие количества фосфора, см. образцы номер 5 и 6, имели более низкую прочность, чем те, которые были паяны припоем, имеющим более высокие количества Si, см. образцы 7 и 8. Как пример 1, так и пример 2 поразительно показывают, что при снижении количества P и повышении количества Si результатом является повышение прочности на растяжение, а также было обнаружено снижение температуры плавления и маленькие температурные интервалы плавления.
Пример 3
Опытные образцы припоев с присадкой сравнивали в этом примере для проверки рабочих характеристик на паяных прототипах. Опытные прототипы паяли с различными опытными образцами припоев с присадками. Используемыми прототипами в этих испытаниях были теплообменники с паяными пластинами. Все прототипы были изготовлены с идентичными деталями, такими как идентичные пластины, соединения, арматура и т.д. Все было сделано для того, чтобы прототипы были по возможности идентичными. Единственным различием между прототипами были припой с присадкой и циклы пайки. Конечно, различия в цикле пайки были необходимы, поскольку различные припои с наполнителями имеют различные циклы пайки. Использовали три различных припоя с присадками, присадка A была чистым медным припоем с присадкой (Cu), припои с присадкой B и C (согласно изобретению) приведены в таблице.
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес.%]
[вес. %]
[вес.%]
[вес.%]
Паяные теплообменники-прототипы затем оценили посредством испытания их давления разрыва, усталости при давлении и температурной усталости. Испытание на давление разрыва выполняли посредством повышения давления до разрушения, испытание на усталость при давлении проводили путем чередования давления с изменением заданного давления до разрушения, а испытание на температурную усталость проводили посредством чередования температур с изменением установленной температуры и температуры нагревания/охлаждения до разрушения. Результаты испытаний приведены в таблице 6.
Результаты испытаний давления на разрыв показывают, что присадка С имеет самые низкие механические характеристики. Испытания показали, что рабочие характеристики по температурной усталости были самыми высокими для присадки С, а также, что рабочие характеристики по усталости при давлении были самыми высокими. Результаты были удивительными, поскольку было неожиданным то, что рабочие характеристики как температурная усталость, так и усталость при давлении могли быть самыми высокими для новой присадки, поскольку присадка С имела самое низкое давление разрыва из трех.
Одной из причин для необычных хороших усталостных результатов является комбинация характеристики присадок припоев. Например, новая присадка припоя согласно изобретению имеет превосходные характеристики смачиваемости и текучести, характеристики, которые обеспечивают в результате гладкие паяные соединения, которые распределяют нагрузку равномерно в паяном соединении и снижают риск образования усталостных трещин. Хорошие характеристики смачивания и текучести присадки также обеспечивают в результате большие паяные соединения, которые будут снижать общее напряжение путем увеличения нагруженной площади.
Хорошие характеристики смачивания и жидкотекучести наплавочного материала также подтвердили металлографическим анализом. Некоторые из прототипов разрезали поперек, шлифовали и полировали после пайки для изучения микроструктуры и т.д. Затем наблюдали, что характеристики жидкотекучести и смачивания были очень хорошими, видно, что очень маленькие остатки паяной присадки припоя оставались на поверхностях вокруг паяного соединения. Почти вся присадка текла к паяному соединению за счет капиллярных сил. Исследование подтвердило, что почти не оставалось остатков присадки припоя на поверхности материала основы, а почти все обнаружили в паяном соединении. Несомненно, есть присадка припоя на поверхности материала основы вблизи паяного соединения, поскольку паяное соединение будет приспосабливать свою форму согласно углу смачивания между присадкой припоя и материалом основы, следовательно, эта присадка относится также к паяному соединению.
Остатки присадки припоя на поверхности были измерены. Измерения остатков присадки припоя были произведены на площадях, где до пайки твердым припоем был нанесен слой присадки припоя толщиной 0,2 мм. Результат испытания показал, что толщина остатков составляет 0,01; 0,03; <0,01; 0,02; <0,01; 0,02; <0,01 мм. Поперечные сечения исследовали после пайки твердым припоем с присадкой припоя. Эти измерения показали, что толщина остатков значительно меньше, чем ожидаемая, исходя из других испытанных присадок припоя на основе железа, которые могли иметь остаточную толщину около 0,15 мм. Другие площади, которые отличаются от этих измерений, находятся там, где присадки не имели какого-либо капиллярного контакта во время пайки, или из-за того, что уже были наполнены присадкой припоя.
Изобретение относится к области металлургии, в частности к твердому припою на основе железа для пайки нержавеющих сталей. Твердый припой на основе железа для пайки нержавеющих сталей, содержащий, вес.%: хром 15-30, марганец ≤5,0, никель 9-30, молибден ≤4,0, азот ≤1,0, кремний 1,0-7,0, бор 0-0,2, фосфор 3,5-5,5, при необходимости, 0,0-2,5 вес.% каждого одного или более из элементов, выбранных из группы, состоящей из ванадия, титана, вольфрама, алюминия, ниобия, гафния и тантала, железо и примеси - остальное. Припой имеет разницу между температурой солидуса и температурой ликвидуса 75°С. Способ пайки изделий из нержавеющей стали, включающий нанесение припоя на детали из нержавеющей стали, при необходимости, сборку детали, нагрев детали в неокислительной атмосфере, в восстановительной атмосфере, в вакууме или их комбинации до температуры, по меньшей мере, 250°С в течение, по меньшей мере, 10 минут, затем нагрев детали до температуры менее чем около 1080°С в течение, по меньшей мере, 10 минут и нагрев детали до температуры менее чем около 1200°С в течение, по меньшей мере, 5 минут и, при необходимости, повторяют один или более из этапов нанесения припоя, сборки и нагрева. Припой имеет узкий температурный интервал кристаллизации. Паяное соединение имеет высокую усталостную прочность. 5 н. и 16 з.п. ф-лы, 1 ил., 6 табл., 3 пр.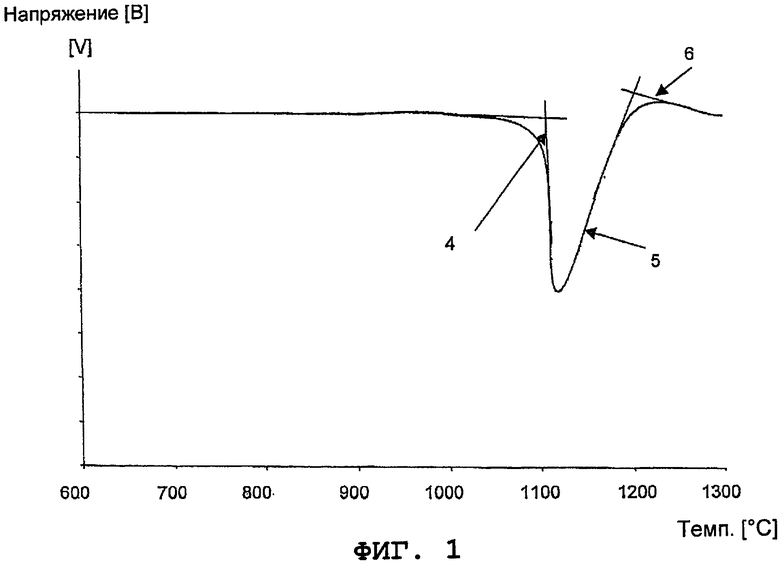
1. Твердый припой на основе железа для пайки нержавеющих сталей, содержащий:
(i) 15-30 вес.% хрома (Сr);
(ii) ≤5,0 вес.% марганца (Мn);
(iii) 9-30 вес.% никеля (Ni);
(iv) ≤4,0 вес.% молибдена (Мо);
(v) ≤1,0 вес.% азота (N);
(vi) 1,0-7,0 вес.% кремния (Si);
(vii) 0-0,2 вес.% бора (В);
(viii) 3,5-5,5 вес.% фосфора (Р);
при необходимости 0,0-2,5 вес.% каждого одного или более из элементов, выбранных из группы, состоящей из ванадия (V), титана (Ti), вольфрама (W), алюминия (Аl), ниобия (Nb), гафния (Hf) и тантала (Та), причем припой сбалансирован Fe и небольшими количествами неизбежных примесей, при этом Si и Р находятся в количествах, эффективных для понижения температуры плавления, причем припой имеет разницу между температурой солидуса и температурой ликвидуса 75°С, при этом неизбежными примесями являются любой один из углерода (С), кислорода (О) и серы (S), причем остаток припоя вокруг паяных участков после пайки имеет толщину менее 0,1 мм на задействованных поверхностях.
2. Твердый припой по п.1, в котором хром составляет от около 18 до около 26 вес.% или никель составляет от около 9,0 до около 20 вес.%, или молибден составляет от около 0,5 до 3,5 вес.%, или марганец составляет от около 0,1 до около 5,0 вес.% или их комбинации.
3. Твердый припой по п.1 или 2, в котором кремний составляет от около 2,0 вес.% до около 6,0 вес.% или бор составляет от около 0 вес.% до около 0,1 вес.%, или фосфор составляет от около 4,0 вес.% до около 5,5 вес.%, или их комбинации.
4. Твердый припой по п.1 или 2, в котором кремний составляет от около 2,5 вес.% до около 6,0 вес.%.
5. Твердый припой по п.1 или 2, в котором он получен распылением в газовой среде или распылением в воду или спиннингованием расплава.
6. Твердый припой на основе железа для пайки нержавеющих сталей, содержащий:
(ix) 16-18 вес.% хрома (Сr);
(х) 1,5-2,0 вес.% марганца (Мn);
(xi) 11-17 вес.% никеля (Ni);
(xii) 1,5-2,5 вес.% молибдена (Мо);
(xiii) ≤1,0 вес.% азота (N);
(xiv) 3,0-5,0 вес.% кремния (Si);
(xv) 0-0,2 вес.% бора (В);
(xvi) 4,0-5,5 вес.% фосфора (Р);
при необходимости 0,0-2,5 вес.% каждого одного или более из элементов, выбранных из группы, состоящей из ванадия (V), титана (Ti), вольфрама (W), алюминия (Аl), ниобия (Nb), гафния (Hf) и тантала (Та), причем сплав сбалансирован Fe и небольшими количествами неизбежных примесей, при этом Si и Р находятся в количествах, эффективных для понижения температуры плавления, причем припой имеет разницу между температурой солидуса и температурой ликвидуса 75°С.
7. Твердый припой по п.6, в котором он получен распылением в газовой среде или распылением в воду или спиннингованием расплава.
8. Способ пайки изделий из нержавеющей стали, включающий этапы, на которых:
(i) наносят твердый припой по любому из пп.1-7 на детали из нержавеющей стали;
(ii) при необходимости собирают детали;
(iii) нагревают детали из этапа (i) или этапа (ii) в неокислительной атмосфере, в восстановительной атмосфере, в вакууме или их комбинации до температуры, по меньшей мере, 250°С в течение, по меньшей мере, 10 мин, затем нагревают детали до температуры менее чем около 1080°С в течение, по меньшей мере, 10 мин; затем нагревают детали до температуры менее чем около 1200°С в течение, по меньшей мере, 5 мин;
(iv) и при необходимости повторяют один или более из этапа (i), этапа (ii) и этапа (iii).
9. Способ по п.8, в котором детали на этапе (iii) нагревают в неокислительной атмосфере, в восстановительной атмосфере, в вакууме или их комбинации до температуры, по меньшей мере, 250°С в течение, по меньшей мере, 10 мин, затем нагревают детали до температуры менее чем 1080°С в течение, по меньшей мере, 30 мин, затем нагревают детали до температуры около 1100°С в течение менее чем 720 мин, а затем охлаждают детали.
10. Способ по п.8 или 9, в котором остаток припоя после пайки находится в одном или более паяном соединении, и менее чем 0,1 мм присадки твердого припоя остается как остаток на поверхностях.
11. Паяное изделие, полученное способом по любому из пп.8, 9 или 10.
12. Паяное изделие по п.11, в котором припой после пайки находится в одном или более паяном соединении, и менее чем 0,1 мм присадки твердого припоя остается как остаток на поверхностях.
13. Паяное изделие по п.11 или 12, которое представляет собой пластинчатый теплообменник.
14. Паста, содержащая водную связующую систему или органическую связующую систему, на водной основе, на масляной основе или их комбинации, при этом связующее на масляной основе может быть полимерами, такими как полиметакрилат, биополимерами, такими как производные целлюлозы, крахмалами, восками, или их комбинациями, при этом паста также содержит:
твердый припой на основе железа для пайки нержавеющих сталей, содержащий:
(i) 15-30 вес.% хрома (Сr);
(ii) ≤5,0 вес.% марганца (Мn);
(iii) 9-30 вес.% никеля (Ni);
(iv) ≤4,0 вес.% молибдена (Мо);
(v) ≤1,0 вес.% азота (N);
(vi) 1,0-7,0 вес.% кремния (Si);
(vii) 0-0,2 вес.% бора (В);
(viii) 3,5-5,5 вес.% фосфора (Р);
при необходимости 0,0-2,5 вес.% каждого одного или более из элементов, выбранных из группы, состоящей из ванадия (V), титана (Ti), вольфрама (W), алюминия (Аl), ниобия (Nb), гафния (Hf) и тантала (Та), причем припой сбалансирован Fe и небольшими количествами неизбежных примесей, при этом Si и Р находятся в количествах, эффективных для понижения температуры плавления.
15. Паста по п.14, в которой неизбежными примесями в припое являются любой один из углерода (С), кислорода (О) и серы (S).
16. Паста по п.14, в которой твердый припой содержит хром в пределах от около 18 до около 26 вес.% или никель в пределах от около 9,0 до около 20 вес.%, или молибден в пределах от около 0,5 до 3,5 вес.%, или марганец в пределах от около 0,1 до около 5,0 вес.% или их комбинации.
17. Паста по любому из пп.14, 15 или 16, в которой твердый припой содержит кремний в пределах от около 2,0 вес.% до около 6,0 вес.% или бор в пределах от около 0 вес.% до около 0,1 вес.%, или фосфор в пределах от около 4,0 вес.% до около 5,5 вес.%, или их комбинации.
18. Паста по любому из пп.14, 15 или 16, в которой твердый припой содержит кремний в пределах от около 2,5 вес.% до около 6,0 вес.%.
19. Паста по любому из пп.14, 15 или 16, в которой твердый припой содержит:
(i) 16-18 вес.% хрома (Сr);
(ii) 1,5-2,0 вес.% марганца (Mn);
(iii) 11-17 вес.% никеля (Ni);
(iv) 1,5-2,5 вес.% молибдена (Мо);
(v) ≤1,0 вес.% азота (N);
(vi) 3,0-5,0 вес.% кремния (Si);
(vii) 0-0,2 вес.% бора (В);
(viii) 4,0-5,5 вес.% фосфора (Р);
при необходимости 0,0-2,5 вес.% каждого одного или более из элементов, выбранных из группы, состоящей из ванадия (V), титана (Ti), вольфрама (W), алюминия (Аl), ниобия (Nb), гафния (Hf) и тантала (Та), причем сплав сбалансирован Fe и небольшими количествами неизбежных примесей, при этом Si и Р находятся в количествах, эффективных для понижения температуры плавления.
20. Паста по любому из пп.14, 15 или 16, в которой твердый припой имеет разницу между температурой солидуса и температурой ликвидуса 75°С.
21. Паста по любому из пп.14, 15 или 16, в которой твердый припой получен распылением в газовой среде или распылением в воду или спиннингованием расплава.
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ВНУТРИТРУБНОГО ПРОСТРАНСТВА ПРИ ПОДЪЕМЕ ТРУБ ИЗ СКВАЖИНЫ ПОД ДАВЛЕНИЕМ | 1995 |
|
RU2098600C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ СТАЛИ | 0 |
|
SU199651A1 |
| ТВЕРДЫЕ ПРИПОИ НА ОСНОВЕ НИКЕЛЯ - ХРОМА | 1996 |
|
RU2167751C2 |

