Изобретение относится к машиностроению, в частности к уплотнениям зазоров проточной части турбомашин, длительно работающих в условиях высоких температур и высокочастотных вибраций.
Известно лабиринтное уплотнение радиального зазора турбомашин с прирабатываемым покрытием на статоре турбомашины (патент РФ №2033527, кл. F01D 11/08, опубл. 20.04.1995). В этом устройстве покрытие выполнено в виде жестко соединенного со статором слоя сотовой структуры. На роторе выполнены гребешки, соприкосновение острых кромок которых с ответной сотовой структурой при некоторых режимах работы неизбежно. При этом острые кромки гребешков притупляются, и эффективность уплотнения снижается.
Слой сотовой структуры может быть закреплен на элементе турбомашины методом сварки или пайки (например, патент РФ №2277637, кл. F01D 11/08, опубл. 06.10.2006).
Сотовая структура обычно изготавливается из стальной жаростойкой фольги, процесс изготовления сложен, трудоемок, с большими временными затратами. Слой сотовой структуры также может быть образован сверлением, прожигом или при изготовлении изделия литьем. В этом случае стенки ячеек толстые, что выдвигает более жесткие требования к материалу гребешка.
Ячейки сотовой структуры могут иметь различные форму и размер площади поперечного сечения, глубину и толщину стенок.
Слой сотовой структуры может быть соединен как с кольцевым элементом турбомашины, так и с отдельными, образующими кольцо вставками и может быть ограничен боковыми стенками (например, патент РФ №2287063, кл. F01D 11/08, опубл. 06.10.2006).
Указанные устройства недостаточно эффективны и, кроме того, недостаточно надежны из-за возможности отрыва слоя сотовой структуры по паяному соединению, а также непригодности при длительной эксплуатации при высоких температурах рабочего тела из-за окисления.
Недостатком изготовления слоя сотовой структуры литьем или электроэрозионной обработкой является сильный износ гребешков из-за большой толщины стенок ячеек и их высокой прочности.
Дальнейшее сокращение утечек рабочего тела было бы возможно при замене слоя сотовой структуры на надежно скрепленный с элементом турбомашины сплошной прирабатываемый слой с твердостью и абразивностью, допускающими врезание в него гребешка и исключающими его истирание при работе. Однако выполнение прирабатываемого покрытия в виде сплошного слоя из композиционного материала с требуемыми характеристиками, адгезионно скрепленного с элементом турбины, нереализуемо из-за практической невозможности обеспечения равных коэффициентов линейного температурного расширения прирабатываемого слоя и элемента турбомашины во всем температурном диапазоне эксплуатации изделия, что приводит к растрескиванию слоя и отслоению.
Наиболее близким к заявленному является прирабатываемое (истираемое) покрытие, содержащее слой сотовой структуры, которая жестко соединена с элементом турбомашины и ячейки которой заполнены наполнителем (патент РФ №2039631, кл. B22F 3/10, опубл. 20.07.1995).
Ячейки сотовой структуры заполнены гранулами размером 0,25-0,8 мм следующего химического состава, мас.%:
Соединение гранул со стенками ячеек и элементом турбомашины осуществлено спеканием в вакууме или защитной среде. Такое прирабатываемое покрытие сложно в изготовлении, кроме того, наличие в нем сотовой структуры ведет к износу или повреждению гребешков, что выдвигает высокие требования к материалу гребешка и задаче по их выполнению.
В указанном патенте покрытие названо истираемым, однако точнее его назвать прирабатываемым, поскольку при работе турбомашины может не только истираться, но и прорезаться.
Техническим результатом заявленного изобретения является повышение эффективности уплотнения радиальных зазоров, повышение надежности прирабатываемого покрытия в диапазоне температур до 1300°С, обеспечение теплоизолирующих свойств покрытия и обеспечение его ремонтопригодности.
Технический результат достигается в прирабатываемом покрытии элемента турбомашины, содержащем слой сотовой структуры, которая жестко соединена с элементом турбомашины и ячейки которой заполнены наполнителем, и дополнительный прирабатываемый слой материала, адгезионно соединенный со слоем сотовой структуры.
В качестве наполнителя ячеек сотовой структуры может быть использована металлокерамика следующего исходного состава, мас.%:
или керамика следующего исходного состава, мас.%:
или керамика следующего исходного состава, мас.%:
а в качестве материала для формования дополнительного прирабатываемого слоя может быть использована металлокерамика следующего исходного состава, мас.%:
что обеспечивает теплостойкость покрытия в диапазоне температур до 1000°С в течение длительного времени.
В качестве наполнителя ячеек сотовой структуры и в качестве материала для формования дополнительного прирабатываемого слоя может быть использована металлокерамика следующего исходного состава, мас.%:
что обеспечивает теплостойкость покрытия в диапазоне температур до 1300°С в течение длительного времени.
В дополнительном прирабатываемом слое могут быть выполнены компенсационные прорези, что предотвращает появление трещин на прирабатываемом слое.
Толщина дополнительного прирабатываемого слоя может составлять 1,5-2,0 толщины слоя сотовой структуры, что позволяет исключить контакт гребешка с сотовой структурой.
Известен способ изготовления прирабатываемого покрытия элемента турбомашины, заключающийся в том, что обеспечивают жесткое соединение сотовой структуры с элементом турбомашины путем пайки (патент РФ №2277637, кл. F01D 11/08, опубл. 06.10.2006).
Изобретение рассматривает материалы и геометрию сотовой структуры, обеспечивающие высокую долговременную размерную стабильность при высокой температуре.
Покрытие, изготовленное таким способом, недостаточно надежно из-за возможности отрыва слоя сотовой структуры по паяному соединению.
Наиболее близким к заявленному является способ изготовления прирабатываемого покрытия элемента турбомашины, заключающийся в том, что обеспечивают жесткое соединение сотовой структуры с элементом турбомашины, после чего ячейки сотовой структуры заполняют наполнителем и проводят термообработку полученного слоя (патент РФ №2039631, кл. B22F 3/10, опубл. 20.07.1995).
Этот способ достаточно сложен и не позволяет получить покрытие с хорошими эксплуатационными свойствами, поскольку наличие в нем сотовой структуры ведет к износу и повреждению гребешков.
Техническим результатом заявленного изобретения является повышение эффективности уплотнения радиальных зазоров, повышение надежности прирабатываемого покрытия в диапазоне температур до 1300°С, обеспечение теплоизолирующих свойств покрытия и обеспечение его ремонтопригодности.
Технический результат достигается в способе изготовления прирабатываемого покрытия элемента турбомашины, заключающемся в том, что обеспечивают жесткое соединение сотовой структуры с элементом турбомашины, после чего ячейки сотовой структуры заполняют наполнителем, на полученном слое сотовой структуры формуют дополнительный прирабатываемый слой материала и проводят термообработку покрытия.
Перед формованием дополнительного прирабатываемого слоя могут проводить промежуточную термообработку слоя сотовой структуры с наполнителем, что повышает качество покрытия.
В качестве наполнителя ячеек сотовой структуры могут использовать металлокерамику следующего исходного состава, мас.%:
или керамику следующего исходного состава, мас.%:
или керамику следующего исходного состава, мас.%:
а в качестве материала для формования дополнительного прирабатываемого слоя могут использовать металлокерамику следующего исходного состава, мас.%:
что позволяет изготовить покрытие, обладающее теплостойкостью в диапазоне температур до 1000°С в течение длительного времени.
В качестве наполнителя ячеек сотовой структуры и в качестве материала для формования дополнительного прирабатываемого слоя могут использовать металлокерамику следующего исходного состава, мас.%:
что позволяет изготовить покрытие, обладающее теплостойкостью в диапазоне температур до 1300°С в течение длительного времени.
В дополнительном прирабатываемом слое перед термообработкой покрытия могут выполнять компенсационные прорези, что предотвращает возникновение поперечных трещин на прирабатываемом слое.
После термообработки покрытия компенсационные прорези могут заполнять материалом для формования дополнительного прирабатываемого слоя, после чего проводят дополнительную термообработку, что обеспечивает сплошность покрытия.
Перед термообработкой покрытия по его краям могут выполнять фаски до слоя сотовой структуры, что исключает отслоение кромок прирабатываемого слоя.
Для термообработки покрытия слоя сотовой структуры с наполнителем и для термообработки покрытия с заполненными прорезями используют ступенчатый нагрев до температуры, не превышающей рабочую температуру элемента турбомашины, что обеспечивает высокую прочность адгезионного соединения и его сохранность в процессе эксплуатации.
Исходя из температурных условий (800°С-1300°С) эксплуатации газотурбинных двигателей (ГТД) для формования прирабатываемого покрытия могут быть применены только композиционные материалы и только на основе минеральных связующих (например, жидкое стекло, фосфатные клеи) и высокотеплостойких минеральных и металлических наполнителей.
Жидкое стекло и фосфатные клеи водосодержащие, обладают высокой адгезией к конструкционным сталям, композиционные материалы на их основе - необходимой теплостойкостью (1000°С - на основе жидкого стекла, 1300°С - на основе алюмофосфатных связующих). В исходном состоянии это тиксотропные пасты, обеспечивающие заполнение ячеек сотовой структуры и нанесение прирабатываемого слоя на слой сотовой структуры простым методом шпаклевания при нормальных условиях. После термообработки (сушки и прокаливания) - это керамика и металлокерамика.
Опытным путем установлено, что ячейки сотовой структуры могут быть заполнены как металлокерамикой, так и керамикой, изготовленными из исходных компонентов, в то время как прирабатываемый слой может быть только из металлокерамики. Керамические слои, изготовленные из исходных компонентов, не удерживаются на сотовой структуре независимо от того, заполнены ячейки керамикой или металлокерамикой.
Для обеспечения высокой адгезионной прочности скрепления прирабатываемого покрытия и его сохранности в процессе эксплуатации требуются определенные режимы сушки и прокаливания, что обусловлено усадками материала за счет испарения воды и при спекании при высокой температуре.
На кольцевых элементах турбомашины при сушке и прокаливании прирабатываемого слоя между прирабатываемым слоем и слоем сотовой структуры возникают отрывные усилия, приводящие к образованию поперечных трещин из-за температурной деформации кольцевого элемента турбомашины. Чем больше диаметр кольцевого элемента, тем мягче условия для обеспечения адгезионной связи и сохранности слоя.
При высокой адгезионной прочности скрепления прирабатываемого слоя со слоем сотовой структуры отслоения не происходит, но происходит разделение прирабатываемого слоя на фрагменты поперечными трещинами, образующимися в местах наибольшего напряжения.
Для исключения таких напряжений необходимо перед сушкой и прокаливанием искусственно разделять слой на фрагменты компенсационными прорезями. Длина фрагментов зависит от диаметра кольцевого элемента и устанавливается экспериментально. Прорези не оказывают существенного влияния на переток рабочего тела, но могут быть заполнены той же металлокерамикой.
Характерной особенностью водосодержащих жидких стекол и кислых алюмофосфатов, как связующих композиционных материалов, является образование при сушке на поверхности слоя пленки, затрудняющей эвакуацию паров воды при нагревании слоя.
В связи с этим сушка столбиков материала (металлокерамики или керамики) в ячейках сотовой структуры и дополнительного прирабатываемого слоя должна осуществляться при ступенчатом нагреве до температуры, не превышающей рабочую температуру элемента турбомашины. Ступенчатый нагрев предотвращает вспучивание.
Сущность изобретения поясняется конкретными примерами выполнения покрытия и чертежами фиг.1-3, где:
на фиг.1 показан элемент турбомашины с прирабатываемым покрытием;
на фиг.2 - прирабатываемый слой с прорезями;
на фиг.3 - скребок - шаблон для нанесения прирабатываемого слоя.
Прирабатываемое покрытие на элементе 1 турбомашины содержит жестко соединенный с элементом 1 слой 2 сотовой структуры. Ячейки 3 слоя 2 сотовой структуры заполнены наполнителем. На слое 2 сотовой структуры сформован дополнительный прирабатываемый слой 4 материала, адгезионно соединенный со слоем 2 сотовой структуры. Толщина t дополнительного прирабатываемого слоя 4 составляет от 1,5 до 2,0 толщины f слоя 2 сотовой структуры.
В качестве элементов турбомашины были использованы элементы газотурбинного двигателя (ГТД), а именно вставки и внутренние кольца газогенератора ГТД, а также проставки ГТД.
Для получения слоя 2 сотовой структуры использовали варианты сотовых пластин с ячейками различных величин глубины (от 1,5 до 4 мм), расстояния между стенками (от 0,8 до 4 мм), толщины стенок (от 0,1 до 0,3 мм), ширины сотовой пластины (от 9,5 до 25 мм) на элементах различного диаметра (от 120 до 440 мм).
Пример 1.
Ячейки 3 сотовой структуры заполняли металлокерамикой следующего исходного состава, мас.%:
В исходном состоянии это плотная пластичная масса, которая хорошо прессуется при вдавливании стальным шпателем. После заполнения ячеек 3 проводили промежуточную термообработку полученного слоя при ступенчатом нагреве до температуры 850°С, после чего охлаждали в печи. При термообработке растрескивания, вспучивания, отслоения столбиков в ячейках 3 нет.
После термообработки на слое 2 сотовой структуры формовали дополнительный прирабатываемый слой 4 из металлокерамики следующего исходного состава, мас.%:
В исходном состоянии это мягкая тиксотропная паста, которая хорошо наносится на слой 2 сотовой структуры тонким слоем и послойно. Необходимый слой пасты хорошо формуется скребком-шаблоном 5. При протягивании шаблона 5 вдоль слоя 2 сотовой структуры срезали избыточное количество пасты. Получаемый слой 4 имеет ровную поверхность и фаски 6 по краям. Скребок-шаблон 5 сконструирован так, чтобы прирабатываемый слой 4 укладывался только на поверхность слоя 2 сотовой структуры, не затрагивая гладкого металлического обрамления слоя 2 сотовой структуры для исключения возможности отслоения кромок прирабатываемого слоя 4.
После формования дополнительного прирабатываемого слоя 4 в нем выполняли прорези 7, после чего проводили термообработку покрытия по тому же режиму, что и термообработку слоя 2 сотовой структуры.
После термообработки покрытия прорези 7 заполняли металлокерамикой, используемой для формования слоя 4, и проводили дополнительную термообработку.
Полученное покрытие обладает теплостойкостью в диапазоне температур до 1000°С в течение длительного времени.
Пример 2.
Ячейки 3 слоя 2 сотовой структуры заполняли керамикой, при этом слой 2 приобретал теплоизолирующие свойства.
Исходный состав керамики, мас.%:
Масса хорошо запрессовывается в ячейки стальным шпателем.
После термообработки при том же режиме, что и в Примере 1, столбики керамики надежно удерживаются в ячейках 3, устойчивы к циклическому температурному нагружению в указанном диапазоне температур, устойчивы к ударным нагрузкам.
Формование дополнительного прирабатываемого слоя 4 осуществляли аналогично Примеру 1, используя материал того же состава и проводя термообработку по тому же режиму. Полученное покрытие обладает теплостойкостью в диапазоне температур до 1000°С в течение длительного времени.
Пример 3.
Ячейки 3 слоя 2 сотовой структуры заполняли керамикой, при этом слой 2 приобретал теплоизолирующие свойства.
Состав керамики, мас.%:
Масса хорошо запрессовывается в ячейки стальным шпателем.
Формование дополнительного прирабатываемого слоя осуществляли аналогично Примеру 1, используя материал того же состава, после чего проводили термообработку покрытия.
Покрытие по Примерам 2, 3 является комбинированным, состоящим из теплоизолирующего и прирабатываемого слоев.
Пример 4.
Ячейки 3 слоя 2 сотовой структуры заполняли металлокерамикой следующего исходного состава, мас.%:
В исходном состоянии это мягкая тиксотропная паста.
Термообработку слоя 2 сотовой структуры проводили перед формованием дополнительного прирабатываемого слоя 4, который формовали из металлокерамики того же состава.
Термообработку слоя 2 сотовой структуры и термообработку покрытия проводили при тех же режимах, что и в Примере 1.
Полученное покрытие обладает теплоизолирующим и прирабатываемым свойствами.
При термообработке происходит взаимодействие глинозема, титана и фосфорной кислоты, имеющейся в кислом фосфатном связующем, с исчезновением титана, как металлического наполнителя. Металлокерамика переходит в керамику. Покрытие обладает теплостойкостью в диапазоне температур до 1300°С в течение длительного времени. Покрытие прочно удерживается на элементе турбомашины, устойчиво к ударным нагрузкам.
Изобретение позволяет повысить эффективность уплотнения радиальных зазоров и тем самым повысить КПД турбомашины.
Изобретение позволяет обеспечить надежность адгезионного скрепления покрытия с элементом турбомашины.
Изобретение позволяет обеспечить теплостойкость покрытия в диапазоне температур до 1300°С в течение длительного времени.
Покрытие, выполненное согласно изобретению, обладает теплоизолирующими свойствами.
Изобретение позволяет исключить контакт гребешка с сотовой структурой при одновременном исключении или уменьшении износа гребешка или его разрушения.
Изобретение позволяет упростить сотовую структуру (снизить толщину стенок, увеличить размер ячейки, использовать более дешевые стали, упростить способ изготовления сотовой структуры), что снизит ее стоимость и трудозатраты.
Изобретение позволяет восстанавливать покрытие изношенных и дефектных вставок, проставок, колец и возвращать их в эксплуатацию. Стоимость керамики для прирабатываемого слоя и затраты на его нанесение несущественны по сравнению со стоимостью изделия.
Все это делает рентабельным использование изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2464128C1 |
| АРМИРОВАННЫЙ ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2483839C2 |
| КОМПОЗИЦИОННЫЙ ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2483838C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2483837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2457070C1 |
| ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ТУРБИНЫ | 2009 |
|
RU2429106C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2461446C1 |
| ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ТУРБОМАШИНЫ | 2009 |
|
RU2425984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2457067C1 |
| МАТЕРИАЛ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБОМАШИНЫ | 2009 |
|
RU2436966C2 |
Изобретение относится к машиностроению, в частности к уплотнениям зазоров проточной части турбомашин, длительно работающих в условиях высоких температур и высокочастотных вибраций. Техническим результатом изобретения является улучшение эксплуатационных свойств покрытия, а именно повышение надежности прирабатываемого покрытия во всем температурном диапазоне его эксплуатации, обеспечение теплоизолирующих свойств покрытия, обеспечение его ремонтопригодности, снижение затрат на его изготовление, а также техническим результатом изобретения является создание способа, обеспечивающего изготовление прирабатываемого покрытия с улучшенными эксплуатационными свойствами. Технический результат достигается в прирабатываемом покрытии элемента турбомашины, содержащем слой сотовой структуры, которая жестко соединена с элементом турбомашины и ячейки которой заполнены наполнителем, и дополнительный прирабатываемый слой материала, адгезионно соединенный с заполненным наполнителем слоем сотовой структуры. Технический результат достигается в способе изготовления прирабатываемого покрытия элемента турбомашины, заключающемся в том, что обеспечивают жесткое соединение сотовой структуры с элементом турбомашины, после чего ячейки сотовой структуры заполняют наполнителем, на полученном слое сотовой структуры формуют дополнительный прирабатываемый слой материала и проводят термообработку покрытия. 2 н. и 11 з.п. ф-лы, 3 ил.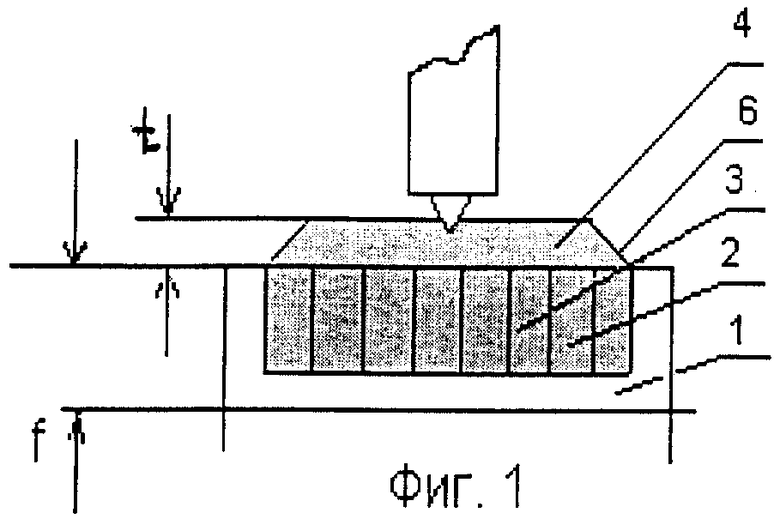
1. Прирабатываемое покрытие элемента турбомашины, содержащее слой сотовой структуры, которая жестко соединена с элементом турбомашины и ячейки которой заполнены наполнителем, отличающееся тем, что сформован дополнительный прирабатываемый слой материала, адгезионно соединенный со слоем сотовой структуры.
2. Покрытие по п.1, отличающееся тем, что в качестве наполнителя ячеек сотовой структуры использована металлокерамика следующего исходного состава, мас.%:
или керамика следующего исходного состава, мас.%:
или керамика следующего исходного состава, мас.%:
а в качестве материала для формования дополнительного прирабатываемого слоя использована металлокерамика следующего исходного состава, мас.%:
3. Покрытие по п.1, отличающееся тем, что в качестве наполнителя ячеек сотовой структуры и в качестве материала для формования дополнительного прирабатываемого слоя использована металлокерамика следующего исходного состава, мас.%:
4. Покрытие по п.1, отличающееся тем, что в дополнительном прирабатываемом слое выполнены компенсационные прорези.
5. Покрытие по п.1, отличающееся тем, что толщина дополнительного прирабатываемого слоя составляет 1,5-2,0 толщины слоя сотовой структуры.
6. Способ изготовления прирабатываемого покрытия элемента турбомашины, заключающийся в том, что обеспечивают жесткое соединение сотовой структуры с элементом турбомашины, после чего ячейки сотовой структуры заполняют наполнителем, отличающийся тем, что на полученном слое сотовой структуры формуют дополнительный прирабатываемый слой материала, после чего проводят термообработку покрытия.
7. Способ по п.6, отличающийся тем, что перед формованием дополнительного прирабатываемого слоя проводят промежуточную термообработку слоя сотовой структуры с наполнителем.
8. Способ по п.6 или 7, отличающийся тем, что в качестве наполнителя ячеек сотовой структуры используют металлокерамику следующего исходного состава, мас.%:
или керамику следующего исходного состава, мас.%:
или керамику следующего исходного состава, мас.%:
кислое алюмофосфатное
а в качестве материала для формования дополнительного прирабатываемого слоя используют металлокерамику следующего исходного состава, мас.%:
9. Способ по п.6 или 7, отличающийся тем, что в качестве наполнителя ячеек сотовой структуры и в качестве материала для формования дополнительного прирабатываемого слоя используют металлокерамику следующего исходного состава, мас.%:
10. Способ по п.6, отличающийся тем, что в дополнительном прирабатываемом слое перед термообработкой покрытия выполняют компенсационные прорези.
11. Способ по п.10, отличающийся тем, что после термообработки покрытия компенсационные прорези заполняют материалом для формования дополнительного прирабатываемого слоя после чего проводят дополнительную термообработку.
12. Способ по п.6, отличающийся тем, что перед термообработкой покрытия по краям дополнительного прирабатываемого слоя выполняют фаски до слоя сотовой структуры.
13. Способ по любому из пп.6, 7, 11, отличающийся тем, что для термообработки используют ступенчатый нагрев до температуры, не превышающей рабочую температуру элемента турбомашины.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТИРАЕМОГО МАТЕРИАЛА | 1993 |
|
RU2039631C1 |
| ИСТИРАЕМАЯ УПЛОТНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2292465C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ УПЛОТНИТЕЛЬНОГО ПОКРЫТИЯ | 1998 |
|
RU2133297C1 |
| УСТРОЙСТВО УПЛОТНЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ), ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ОСТРАЯ КРОМКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2229031C2 |
| СОТОВАЯ СТРУКТУРА, ИСТИРАЕМОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2001 |
|
RU2277637C2 |
| US 5780116 A, 14.07.1998 | |||
| US 5997248 A, 07.12.1999. | |||

