Изобретение относится к машиностроению, в частности к уплотнениям радиальных зазоров проточной части газовых турбин с рабочей температурой до 1150оС.
Существенным способом повышения эффективности газовых турбин является минимизация радиальных зазоров между корпусом и деталями ротора (рабочими лопатками), позволяющая снизить утечки горячих газов (продуктов сгорания топлива). Применяемые для этого уплотнения позволяют сократить удельный расход топлива и повысить полезную мощность турбины.
Высокотемпературный скоростной газовый поток на входе в турбину требует использования уплотнительных материалов, имеющих сочетание следующих свойств: жаростойкости, сопротивления термической усталости (термостойкость), стойкости к газовой эрозии, достаточной механической прочности. Наряду с этим уплотнительные материалы должны обладать хорошей истираемостью, т.е. они должны легко срабатываться при врезании в них рабочих лопаток или гребней лабиринтов, минимально их изнашивая. Не допускается схватывание трущихся деталей и перенос материалов на сопряженные детали ротора. Совмещенное в одном материале перечисленных требований вызывает серьезные трудности при создании высокотемпературных уплотнительных материалов.
Используемые в газовых турбинах сотовые уплотнения позволяют существенно уменьшить величину радиального зазора, так как они допускают скольжения торцов рабочих лопаток по сотам. Это обусловлено тем, что сотовая поверхность значительно уменьшает площадь металлического контакта по сравнению с гладким уплотнением. Однако сотовое уплотнение вызывает дополнительные потери мощности у концов лопаток, которые вызваны главным образом пульсациями давления газа в ячейках сотов с частотой, равной произведению числа лопаток на число оборотов ротора. Помимо этого эффективность турбины с сотовым уплотнением ниже, чем турбины с гладким уплотнением при той же величине радиального зазора (Речкоблит А.Я. Эффективность применения сотовых уплотнений радиального зазора в газовых турбинах. Труды ЦИАМ N 479. 1970). В жестких условиях эксплуатации газовых турбин сотовые уплотнения быстро деформируются и прогорают. Для устранения этих недостатков рекомендуется заполнение сотов материалами, обладающими указанными выше свойствами.
Известен способ заполнения ячеистых конструкций путем напыления одного или нескольких слоев жаростойких керамических материалов и верхнего пористого истираемого слоя из сплава системы Ni-Cr-Co-Al-Mo/W-Ta-Re-Y-Hf-Si (патент США N 5080934, кл. F 01 D 11/08, 427/271, 1991).
Также известен способ заполнения истираемым материалом ячеек сотовой структуры лентой, состоящей из двух слоев: нижнего, содержащего припой системы Ni-B-Si, и верхнего, являющегося истираемым и содержащего сплавы систем Ni-Cr, Co-Al-Y и диатомовую землю. Оба слоя включают связующее и пластификатор. Ленту впрессовывают в сотовые ячейки роликом, а затем подвергают термообработке (патент США N 4409054, кл. 156/293, B 29 C 19/00, 1981).
Оба указанных способа отличаются сложностью осуществления и не позволяют качественно заполнить истираемым материалом маленькие и глубокие сотовые ячейки.
Наиболее близким к предлагаемому по технической сущности является способ заполнения сотовых ячеек дисперсией пустотелых микросфер из неорганического жаростойкого материала, расположенных в плавкой матрице, путем плазменного или газопламенного напыления (Заявка ЕПВ N 0067746, кл. С 23 С 7/00, 1982).
Однако указанный способ предусматривает применение пустотелых микросфер (на основе Al2O3, AlSi или углерода), изготовление которых сложно, а малейшие механические напряжения и деформации при напылении приводят к их хрупкому разрушению, что сильно снижает истираемость получившейся структуры. Кроме того, таким способом можно заполнять только неглубокие (до 2 мм) и крупноячеистые (более 4 мм) соты.
Техническая задача создание способа изготовления истираемого материала преимущественно для уплотнения радиальных зазоров газовых турбин, лишенного вышеуказанных недостатков, а также состава такого материала, имеющего повышенную истираемость и стойкость к газовой эрозии при температуре до 1150оС, которым можно заполнять соты с любыми размерами и глубиной ячеек.
Для решения указанной задачи предложен способ изготовления истираемого материала, включающий смешивание компонентов и заполнение сотовых ячеек, который отличается от известного тем, что смесь компонентов перед заполнением сотовых подвергают гранулированию на связующем, никелированию до получения гранул размерами 0,25.0,8 мм со следующим химическим составом, мас.
Хром 1,5.4,5
Железо 0,01.2,5
Нитрид бора 7,0.10,5
Углерод 0,01.0,1
Никель Остальное с последующим спеканием в вакууме или защитной среде.
В качестве связующего могут быть использованы, например, водный раствор поливинилового спирта, эмульсия поливинилацетат, раствор этилсиликата в этаноле, алюмофосфатные связи и др.
Никелирование гранул может осуществляться, например, в аммиачных растворах химического никелирования путем разложения карбонилов никеля, нанесением на поверхность гранул мелкого порошка металлического никеля на связующем и др.
Гранулирование смеси компонентов на связующем позволяет достичь высокой степени гомогенности материала, которую не удается получить, применяя механическую смесь порошков. Это дает возможность повысить эрозионную стойкость и добиться хорошей термостойкости заполненных сотов. Гранулы, каждая из которых включает в себя все необходимые компоненты и имеет определенные размеры (0,25.0,8 мм), обеспечивают возможность регулирования размеров пор и получения оптимальной пористости, обуславливающей достаточную истираемость материала. Никелирование гранул создает условия для достаточно прочного соединения гранул как между собой (этим обеспечивается когезионная прочность), так и со стенками сотовых ячеек и подложкой (адгезионная прочность) за счет диффузии никеля при высокотемпературном спекании. Следствием этого являются высокие термо- и эрозионная стойкости, а также истираемость (прирабатываемость) заполненных сотов при контакте с контртелом (рабочими лопатками).
Сочетание предлагаемого способа и специально подобранного состава позволяет достичь поставленную задачу.
П р и м е р 1. Механические смешивали порошковые компоненты в следующей пропорции, мас. сплав на основе никеля, содержащий хром, железо и углерод 50, нитрид бора 50. Смешивали порошковую смесь (шихту) со связующим-водным раствором поливинилового спирта. Получены гранулы размером 0,25 мм. Затем никелировали гранулы путем нанесения на их поверхность порошка металлического никеля на связующем водном растворе поливинилового спирта и заполнениями ячейки сотов никелированными гранулами, имеющими следующий химический состав, мас. хром 1,5, железо 0,01, нитрид бора 10,5, углерод 0,01, никель остальное. Спекали заполненные соты в среде аргона при температуре 1100оС в течение 3,5 ч.
П р и м е р 2. Механически смешивали порошковые компоненты в следующей пропорции, мас. сплав на основе никеля, содержащий хром, железо и углерод, 60, нитрид бора 40. Смешивали порошковую смесь со связующим раствором этилсиликата в этаноле. Получены гранулы размером 0,5 мм. Затем никелировали гранулы путем химического осаждения никеля в аммиачном растворе и заполняли ячейки сотов никелированными гранулами, имеющими следующий химический состав, мас. хром 2,5, железо 1,2, нитрид бора 8, углерод 0,04, никель остальное. Спекали заполненные соты в вакууме (остаточное давление 10-4 мм рт.ст.) при температуре 110оС в течение 4 ч.
П р и м е р 3. Механически смешивали порошковые компоненты в следующей пропорции, мас. сплав на основе никеля, содержащий хром, железо и углерод, 75, нитрид бора 25. Смешивали порошковую смесь со связующим водным раствором алюмохромфосфата. Получены гранулы размером 0,8 мм. Затем никелировали гранулы путем осаждения никеля из карбонильной газовой фазы в виброкипящем слое и заполняли ячейки сотов никелированными гранулами, имеющими следующий химический состав, мас. хром 4,5, железо 2,5, нитрид бора 7,0, углерод 0,1, никель остальное. Спекали заполненные соты в вакууме ( остаточное давление 10-4 мм рт.ст.) при температуре 1100оС в течение 4,5 ч.
Примеры 1.3 по предлагаемому способу.
П р и м е р 4. Механически смешивали порошковые компоненты в следующей пропорции, мас. сплав на основе никеля, содержащий хром, железо и углерод 40, нитрид бора 60. Смешивали порошковую смесь со связующим раствором этилсиликата в этаноле. Получены гранулы размером 0,15 мм. Затем никелировали гранулы путем осаждения никеля из карбонильной газовой фазы и заполняли ячейки сотов никелированными гранулами, имеющими следующий химический состав, мас. хром 1,2, железо 0,008, нитрид бора 12, углерод 0,001, никель остальное. Спекали заполненные соты в вакууме при температуре 1100оС в течение 3,5 ч.
П р и м е р 5. Механически смешивали порошковые компоненты в следующей пропорции, мас. сплав на основе никеля, содержащий хром, железо и углерод, 85, нитрид бора 15. Смешивали порошковую смесь со связующим раствором этилсиликата в этаноле. Получены гранулы размером 1 мм. Затем никелировали гранулы путем осаждения никеля из карбонильной газовой фазы в виброкипящем слое и заполняли ячейки сотов никелированными гранулами, имеющими следующий химический состав, мас. хром 6,6, железо 3, нитрид бора 4,5, углерод 0,15, никель остальное. Спекали заполненные соты в вакууме при температуре 1100оС в течение 4,5 ч.
Примеры 4 и 5 запредельные составы и размеры гранул.
П р и м е р 6. Механически смешивали пустотелые микросферы из оксида алюминия диаметром 10.200 мкм с плавким связующим порошком сплава на основе никеля, содержащим хром. Осуществляли плазменное напыление в соты смеси, имеющей следующий химический состав, мас. хром 19, оксид алюминия 5, никель остальное. Проводили термообработку заполненных сотов: нагрев в вакууме до температуры 1450оС.
П р и м е р 6 по известному способу (прототип).
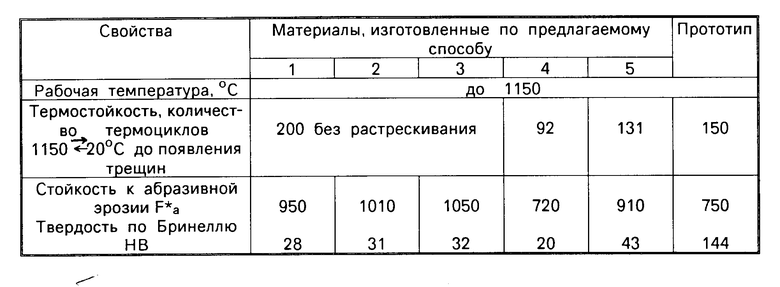
Свойства материалов, изготовленных по предлагаемому способу, приведенные в таблице, были получены на образцах в лабораторных условиях. Гранулами были заполнены паяные соты из сплава Х20Н80Т (ЭИ435) с ячейками шестиугольной формы (диаметр вписанной окружности 2,5 мм, толщина стенок сотов 0,1 мм). Для сравнения приведены свойства прототипа.
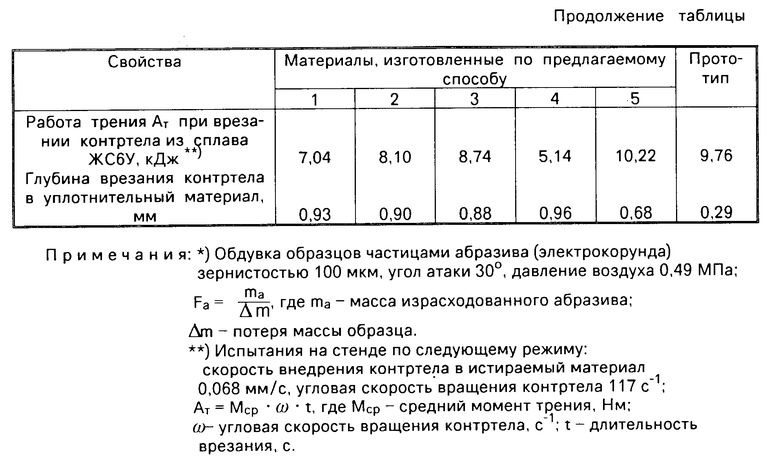
Из таблицы видно, что соты, заполненные никелированными гранулами по предлагаемому способу, работоспособны до температуры 1150оС. Предлагаемый материал по термостойкости превосходит известный (прототип), стойкость к абразивной эрозии предлагаемого материала на 30.40% выше, чем известного. Кроме того, твердость предлагаемого материала значительно (в 4,5.5 раз) ниже твердости известного, который обладает высокой твердостью из-за присущей ему хрупкости, обусловленной наличием пустотелых керамических микросфер. Отношение работы трения, характеризующей способность материала истираться (прирабатываться), к глубине врезания (которое является определяющей характеристикой истираемых материалов) у материала, изготовленного по предлагаемому способу, в 3,4.4,5 раза ниже, чем у материала, полученного по известному способу. Таким образом, предлагаемый способ позволяет обеспечить высокую истираемость сотового уплотнения.
Данные таблицы также показывают, что материал, полученный по примеру 4, обладая низкой твердостью и хорошей истираемостью, имеет худшие термо- и эрозионную стойкости. Материал, полученный по примеру 5, при достаточной эрозионной стойкости имеет неудовлетворительную истираемость и относительно невысокую термостойкость.
Таким образом, предлагаемый способ изготовления истираемого материала технологически относительно прост, не требует нестандартного оборудования и значительных затрат. Способ позволяет заполнять соты с различными размерами ячеек и глубиной, отличается экологической чистотой и отсутствием вредных выбросов в окружающую среду. Применение предлагаемого способа изготовления истираемого материала для уплотнения радиальных зазоров газовых турбин позволит снизить удельный расход топлива и повысить КПД на 1.1,5%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ИСТИРАЕМОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2201989C2 |
| МНОГОСЛОЙНЫЙ УПЛОТНИТЕЛЬНЫЙ МАТЕРИАЛ | 1990 |
|
SU1767926A1 |
| Материал на основе сплава системы Fe-Cr-Al-Y для сотового уплотнения турбины | 2023 |
|
RU2812922C1 |
| Истираемое уплотнительное покрытие (рабочая температура до 800С) | 2022 |
|
RU2791541C1 |
| Истираемое уплотнительное покрытие (рабочая температура до 450С) | 2022 |
|
RU2787192C1 |
| МЕТАЛЛИЧЕСКИЕ ВОЛОКНА ИЗ ЖАРОСТОЙКОГО СПЛАВА (ВАРИАНТЫ) И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 2014 |
|
RU2573542C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН ОТ ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ | 1992 |
|
RU2033474C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЫХ ДЕТАЛЕЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1995 |
|
RU2114206C1 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 1999 |
|
RU2153021C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ | 1999 |
|
RU2148100C1 |
Способ изготовления истираемого материала для уплотнения радиальных зазоров газовых турбин включает смешивание компонентов, гранулирование до получения гранул размерами 0,25 0,8 мм со следующим химическим составом, мас. хром 1,5 4,5, железо 0,01 2,5, нитрид бора 7,0 10,5, углерод 0,01 0,1, никель остальное, заполнение сотовых ячеек с последующим спеканием в вакууме или защитной среде. Способ позволяет получить материал, имеющий истираемость в 3,4 4,5 раза и эрозионную стойкость на 30 40% выше, чем известный. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ИСТИРАЕМОГО МАТЕРИАЛА для уплотнения радиальных зазоров газовых турбин, включающий смешивание компонентов и заполнение сотовых ячеек, отличающийся тем, что смесь компонентов перед заполнением сотов подвергают гранулированию на связующем, никелированию до получения гранул размерами 0,25 0,8 мкм со следующим химическим составом, мас.
Хром 1,5 4,5
Железо 0,01 2,5
Нитрид бора 7,0 10,5
Углерод 0,01 0,1
Никель Остальное
с последующим спеканием в вакууме или защитной среде.
| Комбинированная гребнекардочесальная машина | 1939 |
|
SU67746A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

