Предпосылки к созданию изобретения
Область применения изобретения
Настоящее изобретение имеет отношение к созданию истираемых уплотнений для газовой турбины, а более конкретно к созданию новых уплотнений для газовой турбины, имеющих ячеистые металлические структуры, подходящие для работы в среде окисляющего и/или науглероживающего газа при высоких температурах.
Описание известного состояния техники
Ячеистые структуры, изготовленные из тонкого листового металла или из металлической фольги, являются привлекательными для использования в космических и авиационно-космических применениях, в частности для изготовления реактивных двигателей, так как они обладают высоким отношением жесткости к весу, высокой способностью поглощения механической энергии и хорошим акустическим демпфированием при наличии малого веса. Прямым следствием их малой плотности является их легкая истираемость, которая представляет собой важную характеристику для реактивных двигателей, а также для стационарных газовых турбин, которые применяют для выработки электроэнергии, причем эта характеристика позволяет снизить зазор между стационарным бандажом и вращающимися компонентами лопаток, что позволяет повысить эффективность цикла газовой турбины. В то время как ячеистая структура, использованная в качестве истираемого уплотнения, должна быть достаточно мягкой для того, чтобы позволить кончикам или лезвиям (ножевым кромкам) вращающихся лопаток врезаться в нее без повреждения лопаток и конструкции, несущей истираемую ячеистую структуру, она должна быть достаточно прочной для того, чтобы выдерживать приложение статических и высокочастотных вибрационных нагрузок, абразивного износа, циклических термических напряжений и циклического воздействия окисления и/или науглероживания, причем все это происходит при высоких температурах. Более того, уплотнение не должно растрескиваться при термическом ударе и за счет малоцикловой усталости. Другими словами, ячеистая структура, использованная в качестве уплотнения газового тракта, должна быть стойкой к коррозионному воздействию горячего газа, а также должна иметь отличную конструктивную целостность и долговременную стабильность размеров, чтобы выдерживать механические и тепловые нагрузки, прикладываемые к ней в течение многих циклов и в течение длительных периодов времени.
Традиционные истираемые ячеистые уплотнения газового тракта изготавливают из высоколегированных аустенитных нержавеющих сталей и сплавов на базе никеля в виде регулярных шестиугольных ячеек, образованных из рифленых лент листового металла или фольги и сваренных вместе там, где встречаются примыкающие стенки смежных рифленых лент, чтобы образовать двойную стенку (то есть узел).
В патенте США 3867061 описан типичный известный сотовый бандаж для вращающихся лопаток турбины, в котором стенки сотовой ячейки изготовлены из жаропрочного сплава на базе никеля, а сотовые полосы припаяны или приварены при помощи контактной сварки сопротивлением к опорному кольцу.
В патенте США 4063742 раскрыт другой вариант известного истираемого уплотнения для газовых турбин, состоящего из обычных сот, изготовленных на стандартном оборудовании, в которых примыкающие трехсторонние полушестиугольные полосы, каждая из которых имеет пару плоских наклонных сторон и плоский гребень равной длины на кромке, сварены друг с другом у гребней при помощи контактной сварки.
Сотовые структуры обычно изготавливают путем наращивания структуры слой за слоем, чтобы получить в результате трехмерное тело (конструкцию), имеющее высоту, определяемую шириной нарезания ленты ранее ее рифления. Длина структуры параллельна плоскости двойных стенок или узлов, а ширина идет в направлении наращивания слоя. Такое ячеистое тело припаивают к лицевым листам для образования оболочки сандвич-структуры или припаивают к задним (опорным) пластинам (плитам) кольца или к сегментам кольца для образования уплотнения, причем контактирующая поверхность ячеистого тела является "soe" поверхностью (поверхностью кромки). Такая пайка позволяет не только соединить тело ячеистой структуры с лицевым листом или с задней пластиной, но и существенно повышает жесткость самой ячеистой структуры. Это вызвано тем, что твердый припой в жидком состоянии за счет капиллярности поднимается в зазоре, образованном между двумя соседними стенками узла, и смачивает прилегающие поверхности стенок узла, а после повторного затвердевания присадочного металла припоя способствует образованию ячеистой структуры с повышенной жесткостью. Подъем припоя вдоль стенок узла известен как "капиллярное затекание". Такое капиллярное затекание является важным для получения паяной ячеистой структуры с хорошими механическими свойствами при высоких температурах, имеющей высокую стойкость к комбинированным тепловым и механическим нагрузкам.
Наиболее часто используемым способом получения сегмента уплотнения турбины или кольца является образование трехслойной структуры фольги, ленты или порошка присадочного металла припоя между прилегающими поверхностями "soe" (стоящей на кромке) ячеистой структуры и поверхностью задней пластины и пайка для объединения этой сборки. Жидкий металл припоя должен подниматься на полную глубину (высоту) узлов, чтобы повысить конструкционную прочность. Открытая поверхность, у которой происходит истирание кончиков лопаток или их ножевых кромок, является также поверхностью, к которой приложена комбинация наиболее тяжелых механических нагрузок, износа и температуры, и где поэтому требуется высокая конструктивная целостность. Если в ходе пайки не обеспечено хорошее капиллярное затекание, то это приводит к двум недостаткам: прежде всего, получают ячеистую структуру с недостаточной жесткостью, следствием чего является низкая стабильность формы, что может приводить к преждевременному разрушению тела (конструкции) уплотнения при эксплуатации; кроме того, весь объем присадочного металла припоя остается у поверхности задней пластины и проникает как в материал задней пластины, так и в структуру сплава ячеистой фольги за счет диффузии в жидком состоянии, в существенно большем количестве, чем это было бы при затекании металла припоя вверх в узлы. Это приводит к существенному изменению химических и механических характеристик задней пластины и металлического сплава фольги, по меньшей мере локально в месте их стыка.
Так как требуется высокая стойкость к окислению и высокая стойкость к науглероживанию при высоких температурах, то для изготовления уплотнений турбин необходимо использовать лист или фольгу из металла, имеющего высокую стойкость к коррозии за счет горячего газа. Стойкость металлов к окислению и науглероживанию определяется образованием слоев поверхностного окисла, которые защищают лежащий под ними металл от агрессивного воздействия. Сплавы на базе никеля и высоколегированные аустенитные нержавеющие стали, которые используют в известных истираемых ячеистых уплотнениях, обеспечивают указанную защиту за счет образования на поверхности оксида хрома (Cr2О3) или смеси оксидов Cr2О3/NiO. При очень высоких температурах или в атмосфере газообразных продуктов сгорания, протекающих с высокой скоростью, причем то и другое имеется в газовых турбинах, этот тип защиты является нестабильным за счет дальнейшего окисления Cr2О3 в летучий CrO3, что описано в публикации James L. Smiaiek and Gerald H. Meier in Superalloys II by Chester T. Sims et al. (eds.), John Wiley & Sons, Inc. (1987). Эти же авторы в указанной книге сообщают, что намного лучшая защита может быть обеспечена при помощи оксида алюминия (Al2О3), который образуется на поверхности металлов, имеющих высокое содержание Al, причем защита может быть дополнительно усилена за счет высокого содержания хрома (Cr) и добавки редкоземельных металлов, таких как иттрий (Y), цирконий (Zr), церий (Се), гафний (Hf), иттербий (Yb), празеодимий (Pr), неодим (Nd), самарий (Sm) или лантан (La), в результате чего получают так называемые MCrAlX сплавы, в которых Х отображает добавку редкоземельного металла, а М представляет собой основную образующую сплава, выбранную из группы, в которую входят Ni, Fe или Со, или же их комбинации. Если выбран иттрий в качестве основного редкоземельного металла добавки, то тогда полученные сплавы называют MCrAlY сплавами. MCrAlY сплавы описаны в патенте США 5116690. В других патентах США, таких как патенты 4034142 и 4503122, описаны аналогичные сплавы MCrAlY с отличной самозащитой от воздействия горячего газа. Во всех упомянутых выше патентах описано использование сплавов MCrAlY в виде поверхностного покрытия, а не конструкционного материала в виде фольги для создания сварной ячеистой структуры.
Трудно получить сплавы MCrAlY в виде тонкого листа или фольги, так как такие сплавы являются твердыми и трудными для прокатки по причине высокого содержания алюминия, обычно в диапазоне 2-6% по весу, причем 6-7% алюминия являются верхним пределом для возможной обработки. Даже если имеются MCrAlY материалы в виде тонкого листа или фольги, то они с трудом поддаются рифлению для образования описанной выше ячеистой структуры. В частности, из этих материалов трудно изготовить рифленую ленту, если порция иттрия или весь введенный в материал иттрий присутствует в виде оксида иттрия (Y2О3) и/или если часть матрицы сплава присутствует в виде матрицы оксида алюминия. Недостаточная формуемость (способность к формоизменению) указанных сплавов приводит к тому, что ячеистые структуры могут существенно отклоняться от оптимальной формы, так как за счет рифления не могут быть получены острые углы, а только скругленные, что ухудшает качество пайки. Это особенно относится к толстой фольге или листовому металлу из MCrAlY сплава. Отметим, что для использования при высоких температурах толщина листа или фольги из MCrAlY должна превышать некоторый предельный минимум, чтобы избежать отрывного окисления. Отрывное или катастрофическое окисление происходит в том случае, когда в результате прямого роста защитной пленки из оксида алюминия или в результате повторного расщепления пленки и автоматического восстановления защитной пленки в окисляющей среде при высокой температуре, объемная концентрация алюминия в сплаве фольги или листа снижается и падает ниже определенного критического значения. Это явление описано в публикации W. Quadakkers and К. Bongartz in Werkstoffe undKorrosion 45,232 - 241 (1994). Авторы этой публикации предлагают использовать сплавы MCrAlY с высокой начальной концентрацией Al и применять более толстую фольгу или лист для замедления наступления отрывного окисления. Однако обе эти меры являются вредными для формуемости и пайки материала в случае образования ячеистой структуры и ее припайки к заднему листовому металлическому кольцу, к сегментам листового металлического кольца или к литым опорным элементам.
Даже если удается образовать ячеистую структуру с хорошими геометрическими характеристиками из материалов MCrAlY, эти материалы трудно паять, так как они имеют высокое содержание Al и Y или Y2О3. За счет высокого сродства алюминия с кислородом существует сильная тенденция образования стабильных и прочно сцепленных пленок из оксида алюминия на поверхности сплава MCrAlY, в результате чего снижается смачиваемость и, следовательно, капиллярное затекание, которое требуется для достижения конструкционной жесткости ячеистой структуры, предназначенной для использования в качестве истираемого уплотнения газотурбинных двигателей. Аналогичным образом, иттрий имеет высокое сродство с кислородом и образует весьма стабильный оксид иттрия (Y2О3), который действует также в качестве ограничителя потока припоя. Таким образом, типичные сплавы MCrAlY, которые обычно содержат 6-30% по весу Cr, 2-7% по весу Al, 0.005-0.6% по весу Y и других химически активных элементов из группы, в которую входят Zr, Ti, Hf, La, Ce, Er, Yb, Pr, Nd, Sm, и баланс в виде одного или нескольких элементов из группы, в которую входят Fe, Ni, Co, являются очень трудными для проведения пайки и поэтому их сложно использовать в ячеистой структуре системы истираемого уплотнения.
В публикации Н. Bode "Metal-Supported Automotive Catalytic Converters", H.Bode (ed.), Werkstoff Informationsgesellschaft mbH, Frankfurt (1997), p.17-31, описаны ячеистые структуры, изготовленные из фольги MCrAlY сплавов и предназначенные для использования в качестве опорных структур для автомобильных катализаторов. Эти ячеистые структуры построены из чередующихся слоев плоской (или имеющей микрорифления) фольги и рифленой фольги, имеющей синусоидальные гребни. Синусоидальная рифленая фольга может быть изготовлена с использованием Fe-Cr-Al-Y сплавов.
В заявке РСТ/ЕР95/ 00885 (WO 95/26463) раскрыта металлическая ячеистая структура, изготовленная из сплава MCrAlY, имеющего содержание алюминия свыше 6% по весу для повышения электрического удельного сопротивления. Эта ячеистая структура изготовлена за счет экструзии металлических порошков или металл-керамических порошков или же за счет изготовления металлической фольги при помощи быстрого затвердевания по причине плохой формуемости сплавов MCrAlY, имеющих содержание алюминия свыше 6 вес.%.
Краткое изложение изобретения
В соответствии с настоящим изобретением предлагаются новые ячеистые структуры, преимущественно изготовленные из фольги или листа сплава MCrAlY, имеющие хорошую конструктивную целостность и жесткость после припайки к металлической структуре подложки (подкладки, основы) и имеющие поэтому высокую долговременную размерную стабильность при высокой температуре.
Указанное достигнуто за счет использования новой сотовой структуры, которая содержит множество примыкающих полушестиугольных рифленых металлических полос, припаянных к опорной плите, причем каждая из рифленых металлических полос имеет чередующиеся плоские наклонные стороны, взаимосвязанные при помощи плоского гребня, при этом примыкающие полосы соединены вместе у смежных плоских гребней сваркой для образования главным образом шестиугольных ячеек, причем наклонные стороны имеют одинаковую длину, а длина гребней превышает длину наклонных сторон, при этом ширина ячейки w, измеренная между противоположными плоскими гребнями смежных полос, относится с расстоянием b между плоскостями противоположных наклонных сторон, как b:w, более чем 1.15:1.0. Преимущественно отношение b:w составляет от 1.2 до 2.0:1.0, а еще лучше отношение b:w составляет от 1.3 до 1.6:1.0.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения полушестиугольные удлиненные полосы представляют собой фольгу или лист из металлического сплава, который содержит от 6 до 30% по весу Cr, от 2 до 7% по весу Al, от 0.005 до 0.6% по весу Y, до 0.6% по весу по меньшей мере одного из элементов, выбранного из группы, в которую входят Zr, Hf, Се, La, Si, Mn и Ti, от 0 до 0.3% по весу С, по меньшей мере 6% по весу Fe, и баланс, кроме примесей, из Fe или Ni или из их комбинаций.
Преимущественно сплав содержит по меньшей мере 6% по весу Fe, баланс Fe или Ni или их комбинаций.
Изобретение охватывает также истираемое уплотнение для использования в газовой турбине, которое содержит металлическую опорную плиту и соединенную с ней сотовую структуру, выполненную в соответствии с изобретением, стоящую кромкой вниз на металлической опорной плите и изготовленную из фольги или листа металлического сплава, который содержит от 6 до 30% по весу Cr, от 2 до 7% по весу Al, от 0.005 до 0.6% по весу Y, до 0.6% по весу по меньшей мере одного из элементов, выбранного из группы, в которую входят Zr, Hf, Се, La, Si, Mn и Ti, от 0 до 0.3% по весу С, по меньшей мере 6% по весу Fe, и баланс, кроме примесей, из Fe или Ni или из их комбинаций.
Металлическая опорная плита преимущественно изготовлена из сплава на базе никеля и имеет форму металлического опорного листового кольца, сегментов опорного листового металлического кольца или литого опорного элемента, причем металлическая фольга или лист, которые использованы для изготовления сотовой структуры, имеют толщину от 0.100 мм до 0.400 мм.
Сотовая структура соединена с опорной плитой преимущественно при помощи пайки.
Предлагается также способ образования истираемого уплотнения, предназначенного для использования в газовой турбине, который предусматривает изготовление множества рифленых полос из металлической фольги или листа, изготовленных из сплава, который содержит от 6 до 30% по весу Cr, от 2 до 7% по весу Al, от 0.005 до 0.6% по весу Y, до 0.6% по весу по меньшей мере одного из элементов, выбранного из группы, в которую входят Zr, Hf, Ce, La, Si, Mn и Ti, от 0 до 0.3% по весу С, по меньшей мере 6% по весу Fe, и баланс, кроме примесей, из Fe или Ni или из их комбинаций, причем каждая из указанных полос имеет чередующиеся плоские наклонные стороны, взаимосвязанные при помощи плоского гребня, при этом примыкающие полосы соединены вместе у смежных плоских гребней сваркой для образования главным образом шестиугольных ячеек, причем наклонные стороны имеют одинаковую длину, а длина гребней превышает длину наклонных сторон, при этом ширина ячейки w, измеренная между противоположными плоскими гребнями смежных полос, относится с расстоянием b между плоскостями противоположных наклонных сторон, как b:w, более чем 1.15:1.0, и припайку полученной ячеистой структуры, стоящей на своей кромке, к опорной плите из сплава на базе никеля.
Краткое описание чертежей
Далее будет описано со ссылкой на сопроводительные чертежи истираемое газовое уплотнение в соответствии с настоящим изобретением.
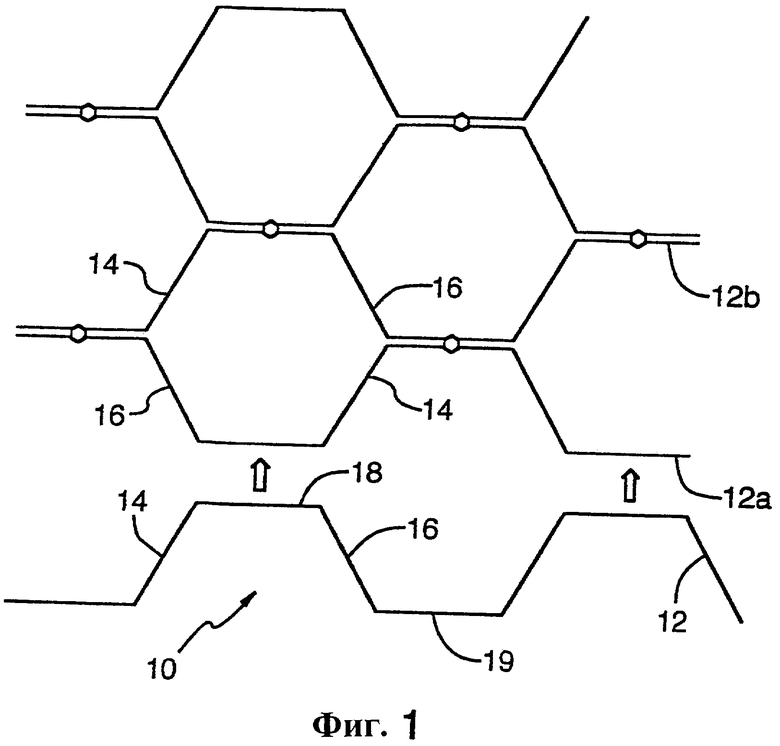
На фиг.1 показан вид в плане известной ранее сотовой ячеистой структуры.
На фиг.2 показан вид в плане сотовой ячеистой структуры в соответствии с настоящим изобретением.
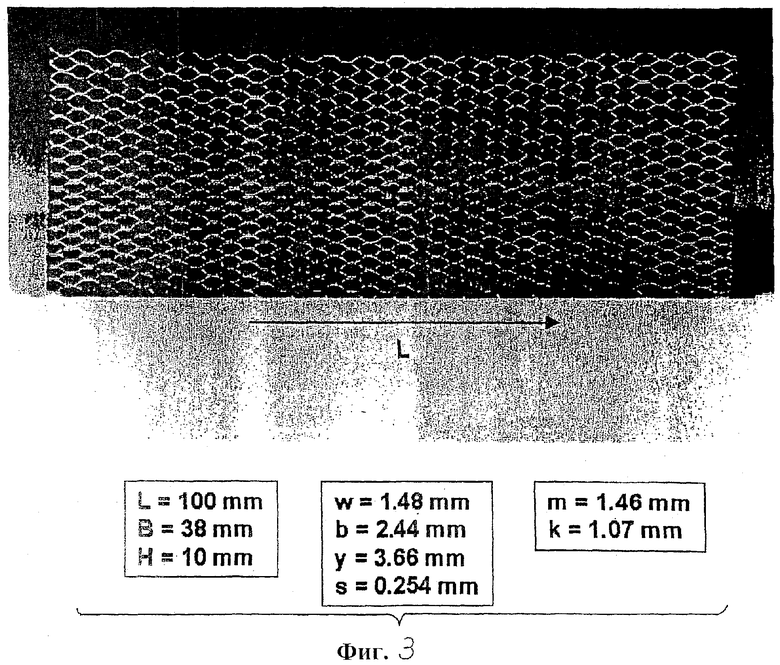
На фиг.3 показан вид в перспективе сотовой ячеистой структуры в соответствии с настоящим изобретением.
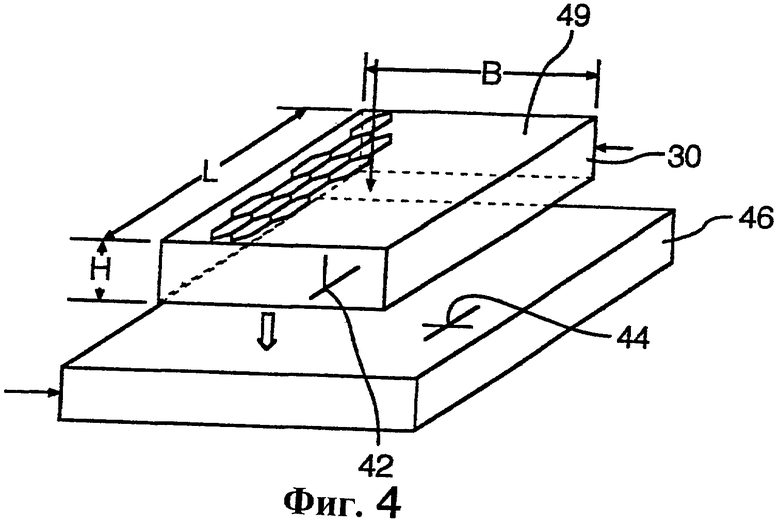
На фиг.4 показан вид в перспективе сотовой структуры в соответствии с настоящим изобретением, показанной на фиг.2 и 3 и приготовленной для соединения при помощи пайки с опорной плитой.
Подробное описание предпочтительных вариантов изобретения
Обратимся теперь к рассмотрению фиг.1, на которой показана известная ранее сотовая ячеистая структура 10, которая изготовлена из множества полос 12 рифленой металлической фольги или листа металла и имеет трехстороннюю, полушестиугольную форму, образованную парой плоских наклонных сторон 14, 16, имеющих длину k, взаимосвязанных при помощи смежных промежуточных плоских гребней 18, 19, имеющих длину m, причем все длины равны, то есть m=k. Смежные полосы 12, 12а, 12b соединены вместе у их примыкающих гребней 18, 19, например, при помощи контактной сварки сопротивлением или при помощи лазерной точечной сварки, с образованием трехмерной конструкции (тела) 10, высота которой (не показана) определяется шириной полос, вырезанных из листа.
Сотовая ячеистая структура 10 имеет длинную ось, параллельную направлению L, которое перпендикулярно ширине ячейки w. Расстояние b между плоскостями противоположных наклонных сторон 14, 14 и 16, 16 смежных полос 12, 12а, 12b равно расстоянию w, то есть b:w=1.
Обратимся теперь к рассмотрению фиг.2, на которой показана сотовая ячеистая структура 30 в соответствии с настоящим изобретением, изготовленная из множества рифленых полос 32 металлической фольги или листа металла, каждая из которых имеет трехстороннюю форму, образованную парой плоских наклонных сторон 34, 36, имеющих одинаковую длину k и взаимосвязанных при помощи смежных промежуточных плоских гребней 38, 39, имеющих длину m, причем m длиннее, чем k, за счет чего ширина ячейки w, измеренная между противоположными плоскими гребнями 38, 39 смежных полос, короче, чем расстояние b между плоскостями противоположных наклонных сторон 34, 34 и 36, 36, причем отношение b:w составляет по меньшей мере 1.15:1.0, преимущественно от 1.2 до 2,0:1.0, а еще лучше от 1.3 до 1.6:1.0. Альтернативно, если обратиться к длине ячейки у, то для фиг.2 отношение y/w должно быть по меньшей мере 2.30:1.0, в то время как отношение у:w для фиг.1 составляет 1.155:1.0.
Неожиданно было обнаружено, что сотовая ячеистая структура, имеющая отношение b:w более чем 1.15:1.0, преимущественно от 1.2:1.0 до 2.0:1.0, а еще лучше от 1.3:1.0 до 1.6:1.0, обеспечивает существенно лучшее капиллярное затекание материала пайки, достигающее 100% для сотовых ячеистых структур, изготовленных из сплавов MCrAlY в соответствии с настоящим изобретением. Смежные полосы 32, 32а, 32b соединены вместе у их примыкающих гребней 38, 39, таким образом, что при помощи контактной сварки сопротивлением или при помощи лазерной точечной сварки образуется трехмерная конструкция (тело) 50, показанная на фиг.3 и 4, имеющая высоту Н, определяемую шириной полос, длину L и ширину В. Сотовую структуру 30 устанавливают кромкой вниз (на кромку), таким образом, что поверхность кромки 42 упирается в поверхность 44 опорной плиты 46 кольцевого бандажа (не показан), и припаивают к опорной плите 46 кольцевого бандажа с образованием структуры уплотнения, предназначенной для использования в качестве истираемого уплотнения турбины. Опорной плитой 46 может быть опорное листовое металлическое кольцо, сегменты листового металлического кольца или литые опорные элементы из сплава на базе никеля, являющиеся частью бандажа газовой турбины реактивного двигателя или стационарной газовой турбины.
Предпочтительный сплав, из которого изготовлена металлическая фольга или лист в соответствии с настоящим изобретением, содержит от 6 до 30% по весу Cr, от 2 до 7% по весу Al, от 0.005 до 0.6% по весу Y, по меньшей мере один из элементов, выбранный из группы, в которую входят Zr, Hf, Се, La, Si, Mn, Ti, с содержанием до 0.6% по весу, и С с содержанием от 0 до 0.3% по весу, по меньшей мере 6% по весу Fe, и баланс, кроме загрязнений, из Fe или Ni или из их комбинаций.
Сотовая ячеистая структура 30 припаяна к опорной плите 46 при помощи контактной сварки сопротивлением или при помощи лазерной точечной сварки. Сначала наносят порошок припоя, который заполняет вертикально расположенные ячейки, после чего сборку нагревают до температуры, превышающей температуру плавления порошка припоя, преимущественно в диапазоне ориентировочно от 1190°С до 1215°С, в обычной вакуумной печи в течение времени ориентировочно от 2 до 8 минут, достаточного для плавления порошка и смачивания стенок узлов сотовой ячеистой структуры и для подъема жидкого припоя вдоль двойных стенок узлов за счет капиллярности, чтобы эффективно соединить структуру с опорной плитой и придать жесткость сотовой ячеистой структуре. Подходящие присадочные сплавы на базе кобальта для пайки MCrAlY сотовой структуры содержат, например, 19% по весу Cr, 17% по весу Ni, 8% по весу Si, 4% по весу W, 0.8% по весу В, 0.4% по весу С и баланс Со, или 21% по весу Cr, 4.5% по весу W, 2.4% по весу В, 1.6% по весу Si, 0.1% по весу С, и баланс Со.
Истираемое турбинное уплотнение в соответствии с настоящим изобретением будет далее описано со ссылкой на следующие примеры, не имеющие ограничительного характера.
ПРИМЕР 1
Был использован традиционный (не MCrAlY) сплав, который имеет следующий номинальный химический состав: 22% по весу Cr, 18% по весу Fe, 9% по весу Мо, 1.5% по весу Со, 0.6% по весу W, баланс Ni. Из этого состава была изготовлена толстая фольга с толщиной 125 мкм (0.125 мм, 0.005"), из которой получали ячеистую структуру, показанную на фиг.1, имеющую длину L=55 мм, ширину В=35 мм и высоту узла Н=8 мм, при помощи рифления и лазерной точечной сварки фольги, в результате чего получали шестигранные ячейки сотовой формы с узловым размером ячейки w, измеренным как минимальное внутреннее расстояние между стенками ячейки, образующими стенки узла, составляющим 1.59 мм (w=1.59 мм), и с размером ячейки b, измеренным как минимальное внутреннее расстояние между противоположными единичными стенками ячейки, составляющим 1.59 мм. Поэтому отношение b:w равно 1. Возможны небольшие отклонения от указанной величины, обычно не превышающие 10%, за счет допусков изготовления. Структура, имеющая описанную конфигурацию ячеек, была припаяна к металлической опорной плите, показанной на фиг.4, с использованием присадочного металла припоя в виде порошка со следующим химическим составом: 19% по весу Cr, 10.2% по весу Si, 0.03% по весу С, баланс Ni. Всего использовали 8.7 г порошка припоя, который засыпали в ячейки для проведения контактной сварки сопротивлением ячеистого тела с опорной плитой, причем ячеистая конструкция с высотой Н была установлена на свою кромку под углом 90° (вертикально) к опорной плите. Полученную сборку нагревали до 1193°С и выдерживали при этой температуре в течение 6 минут в обычной вакуумной печи. Это приводило к расплавлению присадочного металла припоя и смачиванию стенок узлов ячеистой структуры и к соединению ячеистой структуры с опорной плитой. После пайки проводили анализ капиллярного затекания, определяя процент узлов, имеющих смачивание после пайки на всю высоту узла 8 мм, то есть процент узлов, имеющих присадочный металл припоя у поверхности 49 (фиг.4). Оказалось, что все 100% из 114 имеющихся узлов имеют полное смачивание припоем.
ПРИМЕР 2
Фольга с толщиной 110 мкм (0.110 мм, 0.004") из сплава MCrAlY, который содержит 20.2% по весу Cr, 5.8% по весу Al, 0.05% по весу Y, 0.04% по весу Zr, 0.04% по весу Hf, баланс Fe, была использована для получения двух ячеистых структур, которые имеют одинаковые внешние размеры и размеры ячеек, указанные в Примере 1. Эти две структуры были припаяны при помощи контактной сварки сопротивлением к такой же опорной плите, что и в Примере 1, при помощи присадочного металла припоя такого же типа и в таком же количестве, что и в Примере 1, которым заполняли ячейки. Пайку проводили в той же печи, что и в Примере 1. Анализ капиллярного затекания, проведенный аналогично Примеру 1, дает соответственно 54 и 71%. Всего исследовали соответственно 114 и 95 узлов.
Сравнение результатов примеров 1 и 2 подсказывает, что намного лучшие результаты капиллярного затекания получают при обычных сплавах на базе никеля, чем при сплавах MCrAlY, если используют сотовые структуры с ячейками обычной формы.
ПРИМЕР 3
Использовали фольгу с толщиной 125 мкм (0.125 мм, 0.005") из сплава MCrAlY, который имеет следующий номинальный химический состав: 19% по весу Cr, 5.5% по весу Al, 0.5% по весу Ti, 0.21% по весу Y и баланс Fe. Из указанной фольги при помощи рифления и сварки получили ячеистую структуру с такими же внешними размерами, что и в Примере 1, то есть с длиной L=55 мм, шириной В=35 мм и высотой узла Н=8 мм. Размеры w=2.5 мм и b=2.5 мм ячейки ячеистой структуры были определены в соответствии с описанным в Примере 1. Указанную ячеистую структуру соединяли при помощи контактной сварки сопротивлением с опорной плитой, аналогичной использованной в Примерах 1 и 2, причем ячеистая конструкция с высотой Н была установлена на свою кромку под углом 90° к опорной плите. Порошок присадочного металла припоя имеет следующий номинальный химический состав: 19% по весу Cr, 17% по весу Ni, 8% по весу Si, 4% по весу W, 0.8% по весу В, 0.4% по весу С и баланс Со. Этот порошок засыпали в ячейки ячеистой структуры, причем использовали такое же количество порошка, что и в Примере 1. Полученную сборку нагревали до 1204°С и выдерживали при этой температуре в течение 6 минут. Это приводило к расплавлению присадочного металла припоя и смачиванию стенок узлов ячеистой структуры. Анализ капиллярного затекания, проведенный аналогично Примеру 1, дает только 8% для 168 исследованных узлов.
ПРИМЕР 4
Использовали фольгу из сплава MCrAlY, описанную в Примере 2, из которой получали ячеистое тело с размерами: L=55 мм, В=35 мм и Н=8 мм, в соответствии с ранее описанным. Указанная ячеистая структура имеет размер ячеек в соответствии с Примером 3 при измерении размеров в соответствии с Примером 1. Затем ячеистую структуру соединяли при помощи контактной сварки сопротивлением с опорной плитой при использовании порошка присадочного металла припоя такого же типа и в таком же количестве, что и в Примере 3. Нагревание полученной сборки для осуществления пайки проводили в той же печи, что и в Примере 3. Анализ капиллярного затекания, проведенный аналогично Примеру 1, дает 84% для 114 исследованных узлов.
ПРИМЕР 5
Использовали фольгу из сплава MCrAlY, описанную в Примерах 2 и 4, из которой получали ячеистое тело с такими же размерами, что и раньше: L=55 мм, В=35 мм и Н=8 мм. Однако в данном случае ячеистая структура имеет особую форму ячеек в соответствии с настоящим изобретением. Ширина ячейки, измеренная как минимальное внутреннее расстояние w между стенками ячейки, образующими гребни с двойной стенкой или узлы, составляет 1.59 мм, а размер ячейки b, измеренный как минимальное расстояние между единичными стенками ячейки, составляет 2.41 мм, что дает отношение b:w=1.52 или отношение y/w=2.31. Затем эту сотовую структуру соединяли при помощи контактной сварки сопротивлением с такой же опорной плитой, что и в Примерах 1-4, причем сотовая структура с высотой Н была установлена на свою кромку под углом 90° к опорной плите. Нагревание полученной сборки для осуществления пайки проводили в той же печи, что и в Примерах 3 и 4. Анализ капиллярного затекания, проведенный аналогично Примеру 1, дает 95% для 114 исследованных узлов.
ПРИМЕР 6
Использовали фольгу из сплава MCrAlY, описанную в Примерах 2, 4 и 5, из которой получали ячеистое тело с такими же размерами, что и раньше, но с формой ячеек в соответствии с Примером 5 то есть с отношением b:w, равным 1.52. Дальнейшую обработку проводили в соответствии с Примером 5, при использовании таких же материалов, за исключением того, что использовали 9.8 г присадочного металла припоя. Полученную сборку нагревали до температуры 1190°С и выдерживали при этой температуре в течение 4 минут. Анализ капиллярного затекания, проведенный аналогично Примеру 1, дает 100% для 220 исследованных узлов.
ПРИМЕР 7
Использовали фольгу из сплава MCrAlY, имеющего состав в соответствии с Примером 3, для получения ячеистой структуры с высотой узлов Н=7.5 мм и с формой ячеек в соответствии с настоящим изобретением. Размер ячейки w, измеренный как минимальное внутреннее расстояние между стенками ячейки, образующими гребни с двойной стенкой или узлы, составляет 1.45 мм, а размер ячейки b, измеренный как минимальное внутреннее расстояние между единичными стенками, составляет 2.08 мм, что дает отношение b:w, равное 1.43. Эта ячеистая структура была установлена на свой торец перпендикулярно опорной плите, изготовленной из материала в виде монокристаллической отливки, имеющего следующий номинальный химический состав: 10% по весу Со, 6.6% по весу Cr, 6.5% по весу Та, 6.4% по весу W, 5.5% по весу Al, 3.0% по весу Re, 1.0% по весу Ti, 0.6% по весу Мо, 0.09% по весу Hf, баланс Ni. Ячеистая структура была прижата к опорной плите грузом, установленньм сверху на ячеистой структуре, причем, как и прежде, высота узлов Н находится под углом 90° к опорной плите. Затем ячейки были заполнены порошком припоя, имеющим следующий номинальный химический состав: 21% по весу Cr, 4.5% по весу W, 2.4% по весу В, 1.6% по весу Si, 0.1% по весу С, баланс Со. Полученную сборку нагревали до температуры 1210°С и выдерживали при этой температуре в течение 2 минут в обычной вакуумной печи. Это приводило к расплавлению присадочного металла припоя и к его подъему вверх вдоль двойных стенок или стенок узлов. Анализ капиллярного затекания, проведенный аналогично Примеру 1, дает 96%.
В приведенной ниже Таблице 1 для проведения прямого сравнения сведены результаты капиллярного затекания для образцов, изготовленных из одной и той же MCrAlY фольги, при использовании одного и того же материала припоя и материала опорной плиты.
Отношение m:k составляет от 0.98 до 1.03 для известной ранее структуры в соответствии с Примером 4 и составляет от 1.30 до 1.36 для новых ячеистых структур в соответствии с Примерами 5 и 6.
В приведенной ниже Таблице 2 сведены результаты капиллярного затекания для образцов, изготовленных из такой же MCrAlY фольги, при использовании такого присадочного металла припоя на базе Со, но при другой форме ячеек.
В Таблице 3 для проведения прямого сравнения капиллярного затекания различных сплавов припоя сведены результаты как для ячеек с известной ранее формой, так и с формой в соответствии с настоящим изобретением.
В таблице: н. и-е - в соответствии с настоящим изобретением
Приведенные выше таблицы и примеры показывают, что хорошие результаты капиллярного затекания при пайке, то есть свыше 95% при определении в соответствии с Примером 1, с хорошим упрочнением и, следовательно, с хорошей долговременной размерной стабильностью ячеистых структур, могут быть достигнуты при использовании формы сотовой ячейки в соответствии с настоящим изобретением. Это особенно очевидно при сравнении результатов Примеров 3-7 и результатов Примеров 2 и 4 с результатами Примеров 5 и 6. 100% капиллярное затекание достигается при использовании обычных сплавов на базе никеля, если использовать обычную форму ячейки. Однако при использовании MCrAlY фольги получают только от 8 до 84% капиллярного затекания, если используют стандартную форму ячейки.
Все ячеистые структуры Примеров 5, 6 и 7 показывают отличную стабильность формы и стойкость к окислению при испытаниях на воздухе при температурах свыше 850°С, а также хорошую стойкость к науглероживанию при воздействии продуктов горения, протекающих с высокой скоростью, также при температурах свыше 850°С.
Из MCrAlY фольги или листа достаточной толщины с успехом может быть получена сотовая ячеистая структура в соответствии с настоящим изобретением, что показано в приведенных далее Примерах 8 и 9 и на фиг.4.
ПРИМЕР 8
Использовали толстую фольгу с толщиной s=0.254 мм (0.010"), изготовленную из сплава MCrAlY, имеющего следующий номинальный химический состав: 16% по весу Cr, 4.5% по весу Al, 3% по весу Fe, максимум 0.1% по весу Zr, 0.01% по весу Y, максимум 0.7% по весу Mn+Si, 0.05% по весу С, баланс, кроме междоузельных примесей, Ni. Эта толстая фольга подвергалась рифлению и сварке для получения ячеистой структуры со следующими внешними размерами: L=100 мм, В=38 мм и Н=10 мм. Ячейки этой ячеистой структуры имели следующие размеры: w=1.48 мм, b=2.44 мм, отсюда b/w=1.67, у=3.66 мм, m=1.46 мм и k=1.07 мм, и отсюда m:k=1.36. Отметим, что ячеистая структура, показанная на фиг.4, легко может быть изготовлена с этой специальной формой ячеек, в то время как все попытки создать ячеистую структуру в соответствии с известной ранее формой, то есть имеющую отношение b:w = около 1, при значении b=w=1.0-2.0 мм, провалились.
ПРИМЕР 9
Использовали толстую фольгу с толщиной 0.254 мм (0.010"), изготовленную из обычного (не MCrAlY) сплава, имеющего следующий химический состав: 25% по весу Cr, 10% по весу Мо, 0.05% по весу С и 0.03% по весу Се. Эта толстая фольга подвергалась рифлению и сварке для получения ячеистой структуры с внешними размерами, аналогичными Примеру 8. Характеристики формы ячейки были аналогичными Примеру 8, в частности отношение b:w превышало 1.15 и отношение m:k составляло больше, чем 1. Отметим, что эта ячеистая структура также легко может быть изготовлена, в то время как все попытки создать ячеистую структуру с обычной шестиугольной формой ячейки (при размерах ячейки w=b=1.0-2.0 мм) из указанного материала фольги провалились.
Несмотря на то, что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Истираемое уплотнение и способ его изготовления | 2018 |
|
RU2684055C1 |
| ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2464128C1 |
| СОТОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2515869C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2457067C1 |
| ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2011 |
|
RU2499144C2 |
| СОСТАВНОЙ СЕГМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2012 |
|
RU2498879C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С СОТОВОЙ СТРУКТУРОЙ | 2011 |
|
RU2457066C1 |
| НАДБАНДАЖНОЕ ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2499143C2 |
| Материал на основе сплава системы Fe-Cr-Al-Y для сотового уплотнения турбины | 2023 |
|
RU2812922C1 |
| КОМПОЗИЦИОННЫЙ ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2483838C2 |
Истираемое уплотнение предназначено для турбин. Оно содержит новую сотовую ячеистую структуру, изготовленную из металлической фольги или листа, обладающую хорошей технологичностью, облегчающую процесс пайки и имеющую высокую стойкость к окислению и высокую конструкционную целостность после припайки к металлической опорной конструкции. Фольга или листы из сплава MCrAlY (где М - Ni, Fe, Co или их комбинации) особенно хорошо подходят для изготовления такой ячеистой структуры. Такое выполнение истираемого уплотнения позволит повысить его высокую долговременную размерную стабильность при высокой температуре. 3 н. и 10 з.п. ф-лы, 4 ил., 3 табл.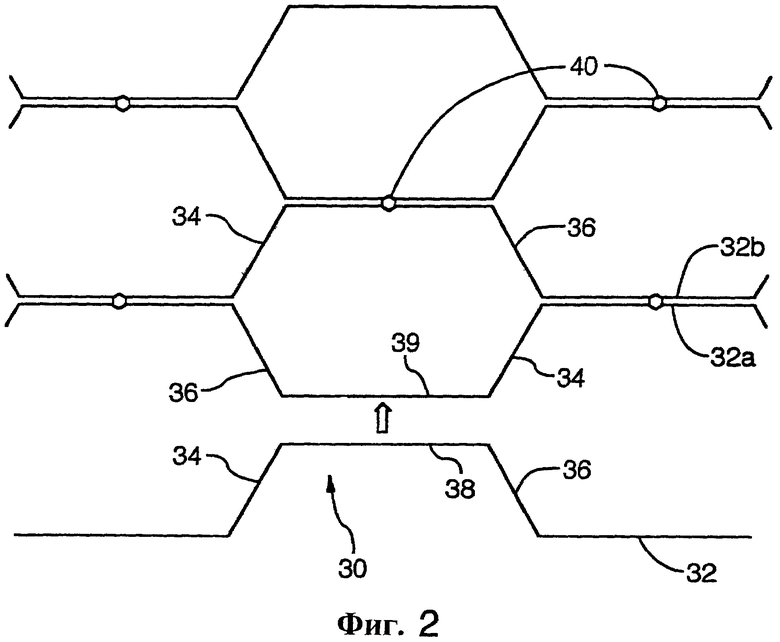
| US 4063742 A, 20.12.1977 | |||
| US 2902589 A, 01.09.1959 | |||
| US 3867061 A, 18.02.1975 | |||
| US 5096376 A, 17.03.1992 | |||
| US 3365172 A, 23.01.1968 | |||
| Устройство для обработки топлива для двигателя внутреннего сгорания | 1991 |
|
SU1799429A3 |
| СОТОВОЕ УПЛОТНЕНИЕ РАДИАЛЬНОГО ЗАЗОРА ТУРБОМАШИНЫ | 1998 |
|
RU2153112C2 |
| Уплотнительный элемент бесконтактного уплотнения радиального зазора турбомашины | 1990 |
|
SU1749496A1 |

