Изобретение относится к области технических измерений, осуществляемых в машиностроении при изготовлении и контроле размеров отверстий в деталях машин.
Известны способы прямых измерений диаметров отверстий в деталях машин с помощью накладных и станковых нутромеров, микрометрических или оснащенных измерительными головками. Общим недостатком их является ограниченная точность измерения, обусловленная невозможностью уменьшения погрешности измерения до необходимого значения.
Наиболее близким способом к данному изобретению является способ измерения с помощью индикаторного нутромера [1], который здесь является прототипом. Существенным недостатком его является невозможность уменьшения погрешности измерения до необходимого значения из-за возникающих погрешностей измерения, складывающихся из погрешности настройки нутромера на размер; погрешности, обусловленной неточной установкой нутромера в измеряемое отверстие; погрешностью отчетного прибора - измерительной головки.
Цель данного изобретения - обеспечить возможность уменьшения погрешности измерения до необходимого значения.
Эта цель достигается тем, что в измеряемое отверстие устанавливают измерительный элемент цилиндрической формы, например проходной гладкий калибр, точной цилиндрической формы известного размера и незначительно меньшего на 0,005…0,05 мм диаметра измеряемого отверстия. Измерительный элемент имеет расположенный параллельно его оси стержень значительной длины. Измерительный элемент устанавливают в измеряемое отверстие и за счет зазора между ним и измеряемой поверхностью отверстия отклоняют поворотом вокруг поперечной оси вместе со стержнем в крайние противоположные положения и с помощью измерительной головки измеряют расстояние в наиболее удаленной от измеряемого участка точке стрежня между крайними его положениями. По известной зависимости определяют искомый размер. В связи с тем что длина стержня значительно больше длины измеряемого элемента в несколько раз, в такое же число раз погрешность измерения диаметра отверстия меньше основной погрешности применяемой измерительной головки.
На чертеже показана схема измерения. Измерительный элемент 1 диаметром d и длиной l имеет жестко связанный с ним стержень 2 значительно большей длины L, чем длина измерительного элемента.
Измерение заключается в том, что измерительный элемент 1 устанавливают на измеряемый участок отверстия детали 4, а измерительный стержень головки устанавливают в наиболее удаленную точку М стержня 2. Затем поворотом вокруг поперечной оси отклоняют стержень последовательно в противоположные крайние положения, например в левое А и правое В, и по разности показаний по шкале измерительной головки 3 для этих положений определяют расстояние в точке М между этими крайними положениями.
Искомый размер определяют по зависимости

где φ - угол, определяемый по зависимости  ;
;
α - половина угла поворота стержня при измерении,
определенный по зависимости  ;
;
S - измеренное расстояние.
Погрешность измерения Δ определяется погрешностью измерения расстояния S и меньше последней в  раз.
раз.
Предлагаемый способ применим для точного измерения диаметра отверстия с помощью калибров-пробок, а также для определения отклонения размера диаметра отверстия от диаметра развертки, с помощью которой обработано данное отверстие, что важно при исследовании разбивки отверстия при развертывании.
Во всех случаях измерения по данному способу измерительный стержень должен быть зафиксирован в осевом направлении с помощью опоры, на которую он должен быть установлен свободным торцом. При этом измеряемая деталь и штатив с измерительной головкой должны быть неподвижно установлены относительно друг друга.
Источник информации
1. Кострицкий В.Г. и др. Контрольно-измерительные инструменты и приборы в машиностроении. / Справочник. - Киев: "Техника", 1986. 150 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| НУТРОМЕР | 1991 |
|
RU2011155C1 |
| НУТРОМЕР ИНДИКАТОРНЫЙ | 2018 |
|
RU2687078C1 |
| РАСТОЧНОЙ ИНСТРУМЕНТ | 2003 |
|
RU2247008C1 |
| РАСТОЧНОЙ ИНСТРУМЕНТ | 2001 |
|
RU2203164C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1996 |
|
RU2128563C1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| НУТРОМЕР | 2008 |
|
RU2397438C2 |
| Оптическое устройство измерения линейных внутренних размеров | 1990 |
|
SU1712775A1 |
| Калибр для измерения внутренних диаметров и способ изготовления цилиндрического стержня | 1989 |
|
SU1712767A1 |
| Индикаторный нутромер | 1987 |
|
SU1462082A1 |
Изобретение относится к области технических измерений, осуществляемых в машиностроении при изготовлении и контроле размеров отверстий в деталях машин. Сущность: способ косвенного измерения диаметра цилиндрического отверстия заключается в том, что в измеряемое отверстие устанавливают цилиндрической формы измерительный элемент известного размера, имеющего расположенный параллельно его оси стержень значительной длины. При измерении за счет зазора между измеряемой поверхностью и поверхностью измерительного элемента последовательно поворачивают стержень вместе с измерительным элементом в крайние противоположные положения и измеряют расстояние в одной наиболее удаленной от участка измерения точке между этими крайними положениями и по этому расстоянию и известной математической зависимости определяют искомый диаметр. Технический результат: обеспечение возможности уменьшения погрешности измерения до необходимого значения. 1 ил.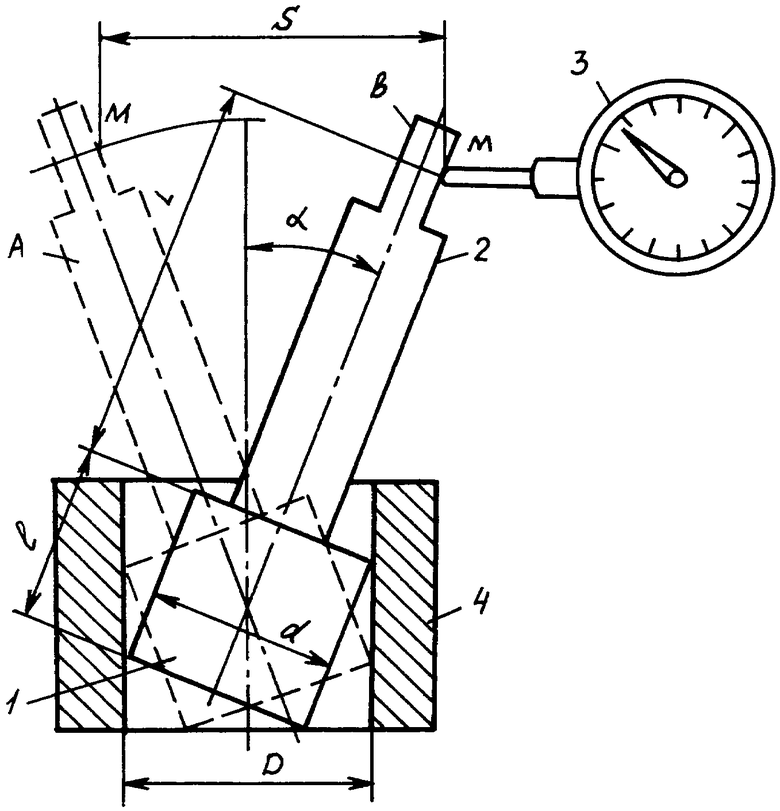
Способ косвенного измерения диаметра номинально цилиндрического отверстия посредством установки в него измерительного элемента цилиндрической формы известного диаметра, близкого к измеряемому, имеющего расположенный параллельно его оси стержень значительной длины, отличающийся тем, что установленный в измеряемое отверстие измерительный элемент последовательно поворачивают в одной произвольной осевой плоскости в два крайних положения, измеряют расстояние между ними в наиболее удаленной от измеряемого участка точке стержня и по измеренному расстоянию и известной математической зависимости определяют искомый диаметр.
| КОСТРИЦКИЙ В.Г | |||
| и др | |||
| Контрольно-измерительные инструменты и приборы в машиностроении | |||
| Справочник | |||
| - Киев: Техника, 1986 | |||
| Способ измерения диаметров отверстий | 1973 |
|
SU461298A1 |
| Способ измерения диаметров и контроля геометрической формы отверстий в алмазных фильерах | 1960 |
|
SU148530A1 |
| Способ измерения диаметра отверстия | 1990 |
|
SU1755031A1 |
| СПОСОБ КОНТРОЛЯ ДИАМЕТРОВ ОТВЕРСТИЙ | 1990 |
|
RU2010147C1 |

