Известны способы измерения диаметров и контроля геометрической формы отверстий в алмазных фильерах при помощи микроскопа с 200кратным увеличением, снабженного передвижным измерительным устройством и винтовым окулярным микрометром (см., например, книгу А. Д. Федорова «Работа на большом инструментально-м микроскопе, Машгиз, 1955 г., стр. 40-49).
Недостатком этих способов является невозможность осуществления пепосредственного измерения и низкая точность измерений.
Предложенный способ лищен указанного недостатка.
Сущность изобретения заключается в том, что при проведении измерений отверстия оба его края располагаются последовательно в центре поля зрения микроскопа. При этом отклонения от номинального размера определяются путем перемещения винтового окулярного микрометра на часть одного оборота.
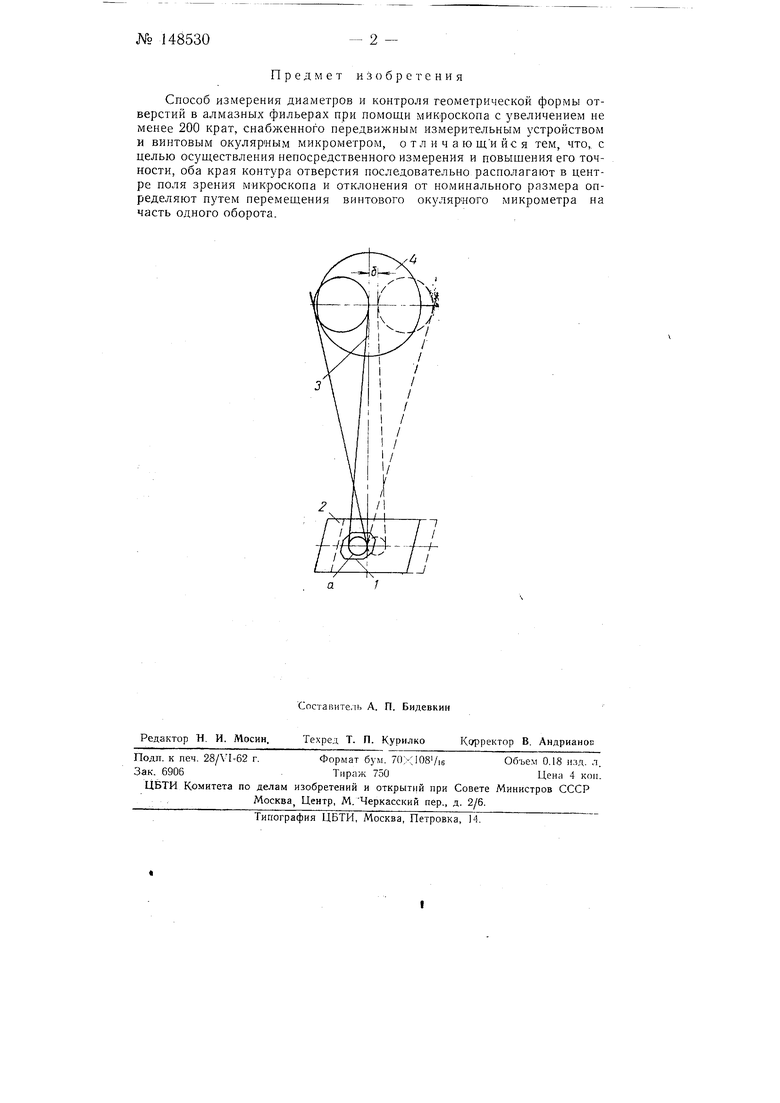
На чертеже изображена схема осуществления измерения диаметров отверстий в алмазных фильерах согласно предложенному способу.
Измеряемая алмазная фильера / устанавливается на стол 2 прецизионного измерительного устройства.
Штрих сетки 3 винтового окулярного микрометра 4 наводится на правую сторону контура отверстия а.
После этого прецизионное измерительное устройство при помощи эталона, соответствующего номинальному значению измеряемого размера, перемещается и занимает положение, показанное на чертеже пунктиром. Левая сторона контура отверстия алмазной фильеры подХОДИ1 к тому же щтриху. Отклонение б, видимое в поле зрения, от заданного размера определяется путем перемещения винтового окулярного микрометра на часть одного оборота.
Предмет изобретения
Способ измерения диаметров и контроля геометрической формы отверстий в алмазных фильерах при помощи микроскопа с увеличением не менее 200 крат, снабженного передвижным измерительным устройством и винтовым окулярным микрометром, отличающийся тем, что,, с целью осуществления непосредственного измерения и повышения его точности, оба края контура отверстия последовательно располагают в центре поля зрения микроскопа и отклонения от номинального размера определяют путем перемещения винтового окулярного микрометра на часть одного оборота.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ АМПЛИТУДЫ КОЛЕБАНИЙ СТЕРЖНЕВОЙ УЛЬТРАЗВУКОВОЙ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ | 2008 |
|
RU2386112C2 |
| ОПТИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ С ПОМОЩЬЮ ИЗМЕРИТЕЛЬНОГО МИКРОСКОПА | 1969 |
|
SU233938A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВОЙ ПРУЖИНЫ ПУТЕМ НАВИВКИ И ПРУЖИНОНАВИВОЧНАЯ МАШИНА | 2011 |
|
RU2469811C1 |
| БЕСКОНТАКТНЫЙ СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ, ИЗНОСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2252394C1 |
| Способ изготовления конических зубчатых колес | 1984 |
|
SU1270537A1 |
| Способ юстировки микротвердомеров | 1986 |
|
SU1308876A1 |
| СПОСОБ ИЗМЕРЕНИЯ И КОНТРОЛЯ ЩЕЛЕВЫХ ЗАЗОРОВ ПРОТИВОПЕСОЧНЫХ ФИЛЬТРОВ И ИНСПЕКЦИОННАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2022 |
|
RU2791144C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАЗМЕРОВ ЭЛЕМЕНТОВ ЛИТОГРАФИЧЕСКИХ СЛОЕВ | 1983 |
|
SU1155128A1 |
| Переносный прибор для измерения твердости | 1959 |
|
SU129053A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ОБЪЕКТОВ, ИМЕЮЩИХ НА ИЗОБРАЖЕНИИ РАСФОКУСИРОВАННЫЕ ГРАНИЦЫ | 2004 |
|
RU2280838C2 |