Область техники, к которой относится изобретение
Это изобретение относится, в основном, к непрерывным прокатным станам горячей прокатки, производящим длинные изделия, такие как прутья, стержни и т.п., и связано, в частности, с улучшенной системой транспортирования изделий, осуществляющей принятие в продольном направлении последовательно разрезаемых мерных частей таких продуктов по мере их выхода из прокатного стана и передачу мерных частей изделия в приемник, который типично содержит стол для охлаждения.
Уровень техники
В известных системах транспортирования изделий, как, например, описанных в патентах US 3621696 (Norlindh) и US 4307594 (Steinbock), мерные части изделия последовательно принимаются в направляющие желоба, образованные поверхностями вращающихся барабанов. Барабаны вращаются либо непрерывно, либо прерывисто, с целью высвобождения таким образом полученных мерных частей изделия на стол для охлаждения.
Непрерывное вращение барабанов требует сложных управляющих сверху систем и механизмов переключения для обеспечения бесперебойной подачи мерных частей изделия в непрерывно двигающиеся направляющие желоба. С другой стороны, прерывистое вращение барабанов требует приводов большой мощности для преодоления инерции системы во время чередования «пуск-стоп», а также тщательного контроля для уверенности в том, что направляющие желоба остановлены в необходимой ориентации по отношению к тому, как подаются входящие мерные части изделия.
Раскрытие изобретения
Задача настоящего изобретения - создание системы транспортирования изделий, которая, по сравнению с известным уровнем техники, менее сложна и более удобна в координации и контроле.
Система транспортирования изделия в соответствии с настоящим изобретением содержит опорную конструкцию, несущую пару стационарно перевернутых первичных желобов с обращенными вниз открытыми сторонами. По меньшей мере, один цилиндрический барабан расположен между каждым первичным желобом и следующим далее приемником. Барабаны вращаются вокруг своей оси, а их поверхности расположены так, чтобы закрывать открытые стороны соответствующих первичных желобов. Поверхности барабанов образуют вторичные желоба так, что первичные желоба, вторичные желоба и оси барабанов расположены параллельно. Мерные части изделия последовательно поставляются в продольном направлении альтернативно в один или другой первичный желоб. Барабаны вращаются вокруг своей оси, приводя к тому, что такие поступающие мерные части последовательно: (i) временно удерживаются в первичных желобах вращающимися поверхностями барабанов; (ii) переносятся из первичных желобов во вторичные желоба, когда вторичные желоба перемещаются в радиальное положение относительно первичных и стыкуются с ними; (iii) переносятся из вторичных желобов в расположенный ниже приемник, когда вторичные желоба, поворачиваясь, переходят в положение высвобождения изделия над расположенным под ними приемником.
Эти и другие особенности и преимущества настоящего изобретения далее будут описаны более детально путем отсылки к прилагаемым чертежам.
Краткое описание чертежей
Фиг.1 - план системы транспортировки изделия в соответствии с настоящим изобретением, схематично;
фиг.2 - увеличенный вид в разрезе по линии 2-2 на фиг.1; и
фиг.3А-3С - виды, аналогичные таковым на фиг.2, изображающие последовательные стадии транспортирования изделий, получаемых из прокатного стана.
Осуществление изобретения
Система транспортирования изделий в соответствии с предпочтительным вариантом выполнения настоящего изобретения (фиг.1 и 2), обозначенная в целом позицией 10, располагается между последней клетью 12 прокатного стана и приемником, содержащим стандартный передаточный стол для охлаждения 14.
Система содержит опорную конструкцию 16, несущую пару перевернутых первичных желобов 18а и 18b с обращенными вниз открытыми сторонами. Цилиндрические барабаны 20а и 20b расположены между каждым из первичных желобов 18а и 18b и столом для охлаждения 14. Барабаны вращаются вокруг своих осей A1 и А2 соответственно, а поверхности барабанов расположены так, чтобы закрывать открытые стороны соответствующих первичных желобов.
Поверхность каждого из барабанов образует, по меньшей мере, один вторичный желоб (22а и 22b) так, что первичные желоба 18а и 18b, вторичные желоба 22а и 22b и оси барабанов A1 и А2 расположены параллельно.
Длинные продукты, такие как прутья, стержни и т.п., покидающие последнюю клеть 12 прокатного стана направляются переключателем 24 к ножницам 26 для последовательного разрезания на более короткие мерные части. Переключатель и ножницы работают скоординированно известным способом, альтернативно направляя разрезанные мерные части изделия то к одному, то к другому направляющему каналу 28а и 28b, где высвобождающиеся концы изделий располагаются соответственно первичным желобам 18а и 18b.
Как видно из фиг.1, множество первичных и вторичных барабанов 20а и 20b установлено аксиально партиями между каждым из первичных желобов 18 а и 18b и столом для охлаждения. Приводные двигатели 30 обеспечивают вращение барабанов каждой партии.
Барабаны могут вращаться прерывисто, но наиболее предпочтительно непрерывно, и барабаны одной партии вращаются в направлении, противоположном направлению другой партии.
На рабочей стадии, изображенной на фиг.2, первый стержень b1 поступил в первичный желоб 18а по направляющему каналу. Первичный желоб закрыт вращающейся поверхностью барабана 20а. Первый стержень, таким образом, временно удерживается в первичном желобе, в то время как другой вращающийся вторичный желоб 22b остается свободным по мере продвижения к пустому первичному желобу 18b. Барабан 20а вращается по направлению против часовой стрелки, а барабан 20b - по часовой стрелке.
На стадии, изображенной на фиг.3А, вторичный желоб 22а повернулся в радиальное положение относительно первичного желоба 18а и состыковался с ним, что позволило стержню b1 переместиться во вторичный желоб. Вторичный желоб 22b вышел из положения соприкосновения с первичным желобом 18b, который в это время принял второй стержень b2.
На стадии, изображенной на фиг.3В, вторичный желоб 22а, содержащий в себе первый стержень b1, повернулся в положение, не соприкасающееся с первичным желобом 18а, который в это время опять закрылся поверхностью барабана и принял стержень b2.
На стадии, изображенной на фиг.3С, вторичный желоб 22а повернулся в положение высвобождения изделия, позволяя первому стержню b1 опуститься вниз на охлаждающий стол 14. Вторичный желоб 22b барабана 20b достигает первичного желоба 18b, где он заберет второй стержень b2 для переноса его на охлаждающий стол во время поворота в положение высвобождения. Затем эта последовательность событий повторяется для последовательного транспортирования мерных частей изделия.
Опорная конструкция 16 предпочтительно содержит кожухи 32а и 32b, которые частично покрывают внешнюю поверхность барабанов на протяжении от первичных желобов 18а и 18b до положения высвобождения.
Из вышеизложенного специалисту в данной области техники будет понятно, что различные модификации описанной выше системы могут быть сделаны, не выходя за рамки идеи изобретения, обозначенной в прилагаемой формуле изобретения. Примеры таких модификаций, но не единственно возможные, включают, например, использование более чем двух параллельных первичных желобов, взаимодействующих с соответствующим числом партий барабанов. Приемники, отличные от столов для охлаждения, могут применяться для сбора и/или транспортирования мерных частей изделия, высвобождаемых из соответствующих вторичных желобов. Также поверхности барабанов могут образовывать дополнительные вторичные желоба.
Изобретение относится к непрерывным прокатным станам горячей прокатки, а именно к конструкции системы, транспортирующей изделия. Система транспортирования изделий содержит опорную конструкцию, несущую пару стационарно перевернутых первичных желобов с обращенными вниз открытыми сторонами. По меньшей мере, один цилиндрический барабан расположен между каждым первичным желобом и находящимся ниже приемником. Барабаны вращаются вокруг своих осей, а их поверхности расположены так, чтобы закрывать открытые стороны соответствующих первичных желобов. Поверхности барабанов образуют вторичные желоба, а первичные желоба, вторичные желоба и оси барабанов расположены параллельно. Мерные части изделия последовательно поставляются в продольном направлении в один или другой первичный желоб. Барабаны вращаются вокруг своих осей таким образом, чтобы мерные части изделия последовательно: временно удерживались в указанных первичных желобах вращающимися поверхностями барабанов, переносились из первичных желобов в указанные вторичные желоба и переносились из указанных вторичных желобов в расположенный ниже приемник. Изобретение обеспечивает создание менее сложной и более удобной в координации и контроле системы транспортирования. 2 н. и 4 з.п. ф-лы, 3 ил.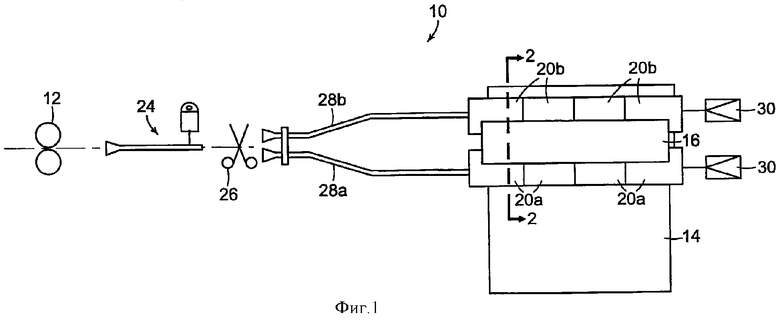
1. Система транспортирования изделий, выполненная с возможностью приема в продольном направлении мерных частей изделий из прокатного стана и с возможностью транспортирования вышеупомянутых мерных частей в расположенный ниже приемник, содержащая опорную конструкцию, несущую пару стационарно перевернутых первичных желобов с обращенными вниз открытыми сторонами, по меньшей мере, один цилиндрический барабан, расположенный между каждым из указанных первичных желобов и указанным приемником, причем каждый барабан выполнен с возможностью вращения вокруг своей оси, при этом поверхности барабанов расположены с возможностью закрывания открытых сторон соответствующих первичных желобов, причем поверхности барабанов образуют вторичные желоба, а указанные первичные желоба, вторичные желоба и оси барабанов расположены параллельно, приспособления для поставки мерных частей изделий в продольном направлении в один или другой первичный желоб, двигатели для вращения барабанов, причем поверхности барабанов и вторичные желоба по отношению к соответствующим первичным желобам скомпонованы таким образом, что при вращении барабанов каждая из указанных мерных частей изделия последовательно: временно удерживается в первичных желобах вращающимися поверхностями барабанов, переносится из первичных желобов во вторичные желоба при повороте вторичных желобов в радиальное положение относительно первичных желобов и стыкуется с ними, переносится вниз из вторичных желобов на приемник при повороте вторичных желобов в положение высвобождения над приемником.
2. Система по п.1, отличающаяся тем, что группы барабанов расположены между каждым из указанных первичных желобов и указанным приемником, при этом барабаны каждой группы расположены вдоль общей оси так, что их вторичные желоба расположены в ряд, причем указанные двигатели предназначены для вращения барабанов каждой партии в унисон.
3. Система по пп.1 и 2, отличающаяся тем, что двигатели предназначены для непрерывного вращения барабанов.
4. Система по п.1, отличающаяся тем, что опорная конструкция дополнительно содержит кожухи, частично закрывающие барабаны и покрывающие поверхность от первичных желобов до положения высвобождения изделия.
5. Система по п.1, отличающаяся тем, что двигатели предназначены для вращения барабанов в противоположных направлениях.
6. Система транспортирования изделий, выполненная с возможностью приема в продольном направлении мерных частей изделий из прокатного стана и с возможностью транспортирования вышеупомянутых мерных частей в расположенный ниже приемник, содержащая опорную конструкцию, несущую пару стационарно перевернутых первичных желобов с обращенными вниз открытыми сторонами; группы цилиндрических барабанов, расположенных между каждым из указанных первичных желобов и указанным приемником, барабаны каждой группы выполнены с возможностью вращения вокруг своих осей в унисон относительно общей оси, причем поверхности барабанов расположены с возможностью закрывания открытых сторон соответствующих первичных желобов, при этом поверхности барабанов каждой группы образуют вторичные желоба, расположенные в один ряд, а указанные первичные желоба, вторичные желоба и оси барабанов расположены параллельно; приспособления для поставки мерных частей изделий в продольном направлении в один или другой первичный желоб, двигатели для непрерывного вращения барабанов каждой из указанных групп в противоположных направлениях, причем поверхности барабанов и вторичные желоба по отношению к соответствующим первичным желобам скомпонованы таким образом, что в результате вращения барабанов каждая из указанных мерных частей изделия последовательно: временно удерживается в первичных желобах вращающимися поверхностями барабанов, переносится из первичных желобов в поровнявшиеся с ними вторичные желоба при повороте вторичных желобов в радиальное положение относительно первичных желобов и стыкуется с ними, переносится вниз из вторичных желобов на приемник при повороте вторичных желобов в положение высвобождения над приемником.
| US 4054047 А, 18.10.1977 | |||
| US 4307594 А, 29.12.1981 | |||
| Вводная роликовая коробка прокатной клети | 1986 |
|
SU1378972A1 |
| US 4790164 A, 13.12.1988. | |||

