Изобретение относится к системе контроля прокатной продукции прокатного агрегата, в которой поворотное устройство, если смотреть в направлении движения прокатной продукции, установлено перед несколькими инспекционными столами.
Для осуществления контрольной проверки прокатной продукции на предмет дефектов, которые могли возникнуть в прокатном производстве, непосредственно после процесса прокатки устанавливаются инспекционные столы, с которых контролер может проверять поверхность прокатной продукции. Для проверки нижней стороны прокатное изделие непосредственно после первого инспекционного стола может направляться на поворотное устройство, например так называемый цилиндр-кантователь, и подаваться таким образом на расположенный ниже первого инспекционного стола нижний инспекционный стол для свободной укладки нижней стороны прокатного изделия. Эта контрольная проверка на нижнем столе может потребовать от контролера необходимости нагибаться или даже становиться на колени и, следовательно, с течением времени может оказаться вредной для здоровья. Поэтому при обустройстве рабочего места для поддержания здоровья рабочей силы все большее внимание уделяется учету эргономических аспектов проблемы.
Поэтому задача изобретения заключается в том, чтобы предложить систему контроля прокатной продукции, поступающей с прокатного агрегата вышеуказанного типа, позволяющую контролеру осуществлять двустороннюю контрольную проверку прокатных изделий на эргономически благоприятном уровне.
Эта задача решается согласно изобретению за счет того, что в системе контроля предусмотрено поворотное устройство, в котором два приемных элемента прокатных изделий поворачиваются вокруг оси вращения, ориентированной, по существу, параллельно плоскости прокатных изделий.
При этом изобретение базируется на понимании того, что для эргономики, то есть в данном случае для производительности и оптимальных условий труда контролера, отрицательным фактором является осуществление контроля прокатной продукции в двух различных плоскостях. Поэтому система контроля должна быть построена таким образом, чтобы позволяла осуществлять контрольную проверку как верхней стороны, так и после поворота прокатного изделия на 180°, осмотр его нижней стороны в одной рабочей плоскости, то есть с соблюдением в обоих положениях одного рабочего уровня. Это достигается за счет соответствующим образом сконструированного поворотного устройства. Для этого поворотное устройство в целях эргономически благоприятного осмотра верхней и нижней стороны прокатного изделия на одном и том же уровне оборудовано двумя приемными элементами для прокатных изделий, поворачивающимися вокруг оси, направленной, по существу, параллельно плоскости прокатных изделий.
Целесообразно, чтобы с учетом находящегося в распоряжении системы контроля обычно ограниченного пространства зона поворота приемного элемента была максимально небольшой. Это достигается за счет того, что ось вращения приемного элемента предпочтительно ориентирована в направлении движения прокатных изделий.
Для обеспечения для контролера эргономически благоприятного рабочего уровня также и после поворота прокатного изделия на 180° приемные элементы предпочтительно расположены зеркально симметрично и параллельно оси вращения.
Для подачи прокатных изделий, например, в направлении инспекционных столов целесообразны конвейерные ленты. Чтобы дополнительно обеспечить дальнейшее перемещение прокатных изделий в одной плоскости, например в направлении инспекционных столов и после поворота на 180°, каждый приемный элемент предпочтительно включает, по меньшей мере, пару расположенных в двух плоскостях конвейерных лент для совместной транспортировки находящегося между ними прокатного изделия, для чего образующие пару конвейерные ленты имеют предпочтительно противоположное направление поворота и совпадающее направление движения прокатных изделий. Таким образом, соответствующее прокатное изделие может всякий раз на высоте нижней расположенной в соответствующей плоскости контроля конвейерной ленты транспортироваться дальше прямо на расположенный в той же плоскости следующий инспекционный стол.
Чтобы избежать возможного соскальзывания прокатного изделия между конвейерными лентами соответствующего приемного элемента, в частности, во время операции поворота, конвейерные ленты предпочтительно снабжены несколькими фиксирующими элементами для прокатных изделий.
Для простой манипуляции, доступной для выполнения, например, путем дистанционного управления фиксирующие элементы особенно предпочтительно выполнять в виде магнитов, предпочтительно электромагнитов.
Для разделения производственных операций в плане их организации и логистики поворотному устройству предшествует промежуточный накопитель прокатной продукции. В нем прокатные изделия могут помещаться после их изготовления вплоть до контрольной проверки их поверхности. В особенно предпочтительном выполнении промежуточный накопитель прокатной продукции представляет собой временно остановленный при необходимости ленточный транспортер для прокатной продукции.
Пример выполнения изобретения поясняется более детально со ссылкой на чертежи.
При этом показаны:
Фиг.1 - схематический вид сверху системы контроля прокатной продукции, поступающей с прокатного агрегата.
Фиг.2 - схематический вид сбоку поворотного устройства, поперечного по отношению к направлению движения прокатной продукции.
Одни и те же детали на всех фигурах обозначены одинаковыми позициями.
Система 1 контроля включает не представленный здесь входной участок, на котором непосредственно с конвейерной линии прокатного производства проверяемые прокатные изделия 2, как, например, прокатные листы, при помощи, например, не представленных ротационных барабанных ножниц отрезаются из прокатанной на конечную толщину полосы и посредством подающих устройств, в частности ленточного транспортера 4, транспортируются к соответствующему инспекционному столу 6.
Ленточный транспортер 4 в примере выполнения спланирован при этом так же, как промежуточный накопитель 8 прокатной продукции. Это означает, что ленточный транспортер 4 при необходимости может быть остановлен и использоваться как временный накопитель прокатной продукции 2, чтобы избежать, например, слишком быстрого потока проверяемых прокатных изделий 2 и таким образом обеспечить бесперебойный режим работы между прокатным производством и проверкой изделий 2. Следовательно, промежуточный накопитель 8 прокатной продукции служит как буфер.
После завершения перемещения прокатного изделия 2 для дальнейшей обработки оно подается на соответствующий инспекционный стол 6. Там поверхность лежащего на инспекционном столе 6 прокатного изделия 2 осматривается контролером на предмет наличия дефектов, которые могли возникнуть в процессе прокатки. По времени это происходит более или менее вскоре после прокатки. Следствием чего является то, что при этом так называемом контроле «с конвейера» поверхностные дефекты прокатных изделий 2 могут быть выявлены еще внутри прокатного агрегата.
Чтобы иметь возможность осмотреть не только верхнюю, но и нижнюю сторону прокатного изделия 2, соответствующее прокатное изделие 2 обычно должно быть повернуто на 180°. С этой целью часто используется не показанный так называемый цилиндр-кантователь. При этом прокатное изделие 2 может перемещаться этим цилиндром с первого инспекционного стола на находящийся ниже первого инспекционного стола нижний инспекционный стол, чтобы за счет этого поворота на 180° прокатного изделия 2 свободно уложить его нижнюю сторону. Плоскость, лежащая ниже плоскости контроля верхней стороны, затрудняет соответственно для контролера осмотр этой поверхности прокатного изделия 2, так как это связано с необходимостью нагибаться и, следовательно, с неудобным положением тела, если прокатное изделие лежит, например, у ног контролера, или так как, в другом случае, чтобы добраться до нижней плоскости, контролер вынужден спускаться вниз по стремянке. Поэтому, в частности, из эргономических соображений желательно иметь в распоряжении устройство, позволяющее повернуть прокатное изделие 2 таким образом, что свободно уложенная при этом нижняя сторона без каких-либо других промежуточных шагов находится непосредственно на том же эргономически благоприятном для контролера уровне, что и осмотренная прежде верхняя сторона.
Чтобы избежать этой разности уровней местонахождения прокатного изделия 2 до и после поворота на 180° и связанных с этим возможных негативных воздействий на контролера, в системе 1 контроля предусмотрено поворотное устройство 10, в котором два приемных элемента 12, 14 прокатных изделий 2 поворачиваются вокруг оси вращения 16, ориентированной, по существу, параллельно плоскости расположения или рабочей плоскости Х прокатных изделий 2, как показано прежде всего на фиг.2.
Система 1 контроля за счет приемного элемента 12 поворотного устройства 10 спланирована таким образом, что позволяет осуществлять контрольную проверку как верхней стороны, так и осмотр нижней стороны прокатного изделия 2 после его поворота на 180° на одном и том же эргономически благоприятном рабочем уровне.
Ось 16 вращения приемных элементов 12, 14 в примере выполнения ориентирована в другом варианте конструкции в направлении движения прокатной продукции 2, как это показано стрелкой на фиг.1 и 2. Этот вариант выполнения пространственно особенно экономичен по сравнению с возможной ориентацией оси вращения перпендикулярно к направлению движения.
Далее, приемные элементы 12, 14 расположены зеркально симметрично и параллельно оси 16 вращения. Так что поворотное устройство 10 визуально выглядит подобно двухлопастной ветряной мельнице, как видно на фиг.2. За счет зеркально симметричного расположения приемных элементов 12, 14 относительно оси 16 вращения и после поворота на 180° осматриваемая поверхность прокатных изделий вновь находится в той же самой эргономически благоприятной для контролера рабочей плоскости Х, что и перед поворотом.
При этом в примере выполнения с приемным элементом 12 прокатных изделий 2 взаимодействует пара расположенных в двух плоскостях конвейерных лент 18а, 18b, в то время как приемному элементу 14 придана пара расположенных в двух плоскостях конвейерных лент 20а, 20b. Каждая пара конвейерных лент 18а, 18b и 20а, 20b вследствие противоположного направления вращения конвейерной ленты 18а и конвейерной ленты 18b, а также конвейерной ленты 20а и конвейерной ленты 20b может транспортировать находящееся в пределах одной пары прокатное изделие 2 в направлении к инспекционным столам 6 и 22 и в обратном направлении.
Так, например, перемещаемое ленточным транспортером 4 в направлении инспекционного стола 6 прокатное изделие 2 может транспортироваться к инспекционному столу 6 конвейерными лентами 18а и 18b, где верхняя сторона прокатного изделия может быть подвержена контролером контрольной проверке на предмет производственных дефектов в эргономически благоприятной рабочей плоскости Х. Затем осмотренное с верхней стороны прокатное изделие 2 без изменения направления подачи на дальнейшую обработку может быть направлено в примере выполнения, например, на соответствующую установку 24 для разделки скрапа или после изменения направления вращения конвейерных лент 18а и 18b назад на поворотное устройство 10. Там при соответствующем положении прокатного изделия 2 между конвейерными лентами 18а и 18b не показанный приводной механизм конвейерных лент может быть застопорен и произведен поворот на 180° вокруг оси 16 вращения, как показано стрелками на фиг.1 и 2. Таким образом, конвейерная лента 18а, расположенная до поворота на 180° выше прокатного изделия 2, теперь находится ниже прокатного изделия 2. Теперь прокатное изделие 2 с обращенной вверх нижней стороной, без необходимости преодоления разности высот, путем установки приводного механизма конвейерных лент, может быть направлено на инспекционный стол 22 в той же плоскости и там подвергнуто контролю на предмет дефектов на его поверхности.
В другом варианте конструкции конвейерные ленты 18а, 18b и 20a, 20b в примере выполнения снабжены несколькими фиксирующими элементами 26 для прокатных изделий 2, чтобы избежать возможного соскальзывания прокатных изделий 2 между конвейерными лентами 18а, 18b или 20a, 20b соответствующих приемных элементов 12 или 14, в частности при операции поворота, как показано на фиг.2 заштрихованным изображением приемных элементов 12′, 14′ в вертикальном положении. В примере выполнения фиксирующие элементы 26 представляют собой магниты прямоугольной формы, предпочтительно электромагниты, чтобы ими можно было пользоваться также посредством дистанционного управления.
После завершения осмотра поверхностей проверяемое прокатное изделие 2 в примере выполнения находится в направлении транспортирования к установке 24 для разделки скрапа. Разумеется, возможны также другие варианты усовершенствования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КОНТРОЛЯ ПРОКАТНОЙ ПРОДУКЦИИ ПРОКАТНОГО АГРЕГАТА | 2004 |
|
RU2319565C2 |
| СИСТЕМА КОНТРОЛЯ ПРОКАТЫВАЕМЫХ ИЗДЕЛИЙ И СПОСОБ ЭКСПЕРТИЗЫ ПОВЕРХНОСТИ ПРОКАТЫВАЕМЫХ ИЗДЕЛИЙ ПРОКАТНОГО СТАНА | 2008 |
|
RU2436642C2 |
| СИСТЕМА ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ ПРОКАТНОГО СТАНА | 2007 |
|
RU2355492C1 |
| КОНВЕЙЕР С РЕГУЛИРУЕМЫМИ БОКОВЫМИ НАПРАВЛЯЮЩИМИ | 2011 |
|
RU2596280C2 |
| АППАРАТ ДЛЯ ОБРАБОТКИ БУМАЖНЫХ ЛИСТОВ | 2013 |
|
RU2541644C2 |
| ПРОКАТНАЯ КЛЕТЬ БЕЗ СТАНИНЫ | 2001 |
|
RU2208487C2 |
| СМАТЫВАЮЩЕЕ-РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО И СПОСОБ СМАТЫВАНИЯ И РАЗМАТЫВАНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ В ПРОКАТНОЙ ЛИНИИ | 2010 |
|
RU2522045C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ И ПОСЛЕДУЮЩЕГО СМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ | 2003 |
|
RU2339476C2 |
| БЛОК ПОДВЕШИВАНИЯ С НАКЛОННЫМ НАПРАВЛЯЮЩИМ РЕЛЬСОМ | 2018 |
|
RU2701355C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |

Изобретение относится к обработке металлов давлением, а именно к системе контроля прокатной продукции, поступающей с прокатного агрегата. Система состоит их двух инспекционных столов, расположенных рядом друг с другом на одной и той же плоскости. Перед инспекционными столами, в направлении движения прокатной продукции, установлено поворотное устройство. Поворотное устройство имеет два приемных элемента прокатной продукции, установленных с возможностью поворота вокруг оси вращения. Ось вращения ориентирована параллельно плоскости расположения прокатной продукции. Приемные элементы расположены зеркально симметрично и параллельно оси вращения. Каждому инспекционному столу соответствует один приемный элемент и предусмотрена подача прокатной продукции к соответствующему инспекционному столу. Изобретение позволяет контролеру осуществлять двустороннюю контрольную проверку прокатных изделий на эргономически благоприятном уровне. 5 з.п. ф-лы, 2 ил.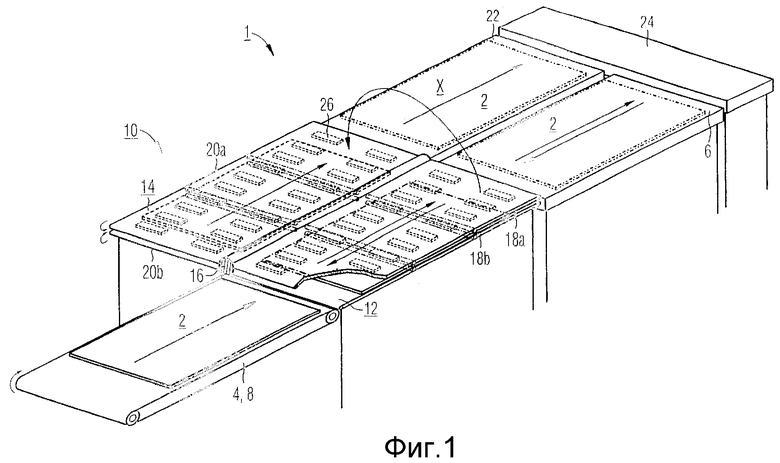
| СПОСОБ ПОЛУЧЕНИЯ ЩЕЛОЧЕРАСТВОРИМОГО ХЕЛАТА ЖЕЛЕЗА | 1998 |
|
RU2165936C2 |
| Кантователь листов в потоке | 1977 |
|
SU725737A1 |
| Устройство для кантования листов | 1973 |
|
SU556859A1 |
| Кантователь листового материала | 1956 |
|
SU112327A1 |
| Кантователь листов | 1985 |
|
SU1473871A1 |
| Рычажно-книжечный кантователь | 1986 |
|
SU1470383A1 |
| Устройство для кантования листов | 1984 |
|
SU1175583A1 |

