Область техники, к которой относится изобретение
Изобретение относится к прокатным станам для производства горячекатаных длинных изделий типа полос, прутков и т.п., в частности, к способу непрерывной прокатки изделия в последовательно расположенных первой и второй клетях прокатного стана с выходом изделия из первой клетки со скоростью, превышающей входную скорость второй клети прокатного стана.
Уровень техники
В типичном прокатном стане заготовки нагреваются в печи до высокой температуры прокатки. Нагретые заготовки затем подвергаются непрерывной прокатке в последовательно расположенных черновом, промежуточном и чистовом участках стана, причем каждый участок стана состоит из отдельных клетей. Для изделий большого размера весь прокатный стан может работать при максимальной или близкой к максимальной производительности печи. Однако когда программа прокатки требует выпуска изделий меньшего размера, производительность чистового участка часто устанавливают значительно ниже производительности печи, чернового и промежуточного участков стана. В таких условиях скорость на черновом и промежуточном участках может быть снижена до величины, соответствующей производительности чистового участка, однако существуют пределы, при выходе за которые это становится нецелесообразным. Это связано с тем, что допустимая технология процесса требует, чтобы нагретые заготовки входили в первую клеть чернового участка при минимальной входной скорости, при снижении которой может произойти образование трещин разгара на валках.
В других случаях, например при прокатке быстрорежущих инструментальных сталей или сплавов на основе никеля, требуется более высокая входная скорость для того, чтобы избежать переохлаждения заготовки, в то время как на чистовом участке требуются более низкие скорости, чтобы избежать избыточного тепловыделения, которое может привести к расплавлению сердцевины и растрескиванию поверхности изделия.
Данных проблем можно избежать при непрерывной прокатке изделия в последовательно расположенных первой и второй клетях прокатного стана, т.е. последней клети промежуточного участка стана и первой клети чистового участка стана, при выходе изделия из первой клети со скоростью, превышающей входную скорость второй клети, и с избытком изделия, образующегося за счет разности скоростей, между этими двумя клетями.
Одна из предшествующих попыток решения данной задачи раскрыта в патенте US 3486359 (автор Хейн), в котором горячекатаные изделия, выходящие из промежуточного участка стана, временно скапливаются на подающей катушке. Накопленная часть изделия затем разматывается с подающей катушки при пониженной скорости для продолжения прокатки на чистовом участке стана. Однако в подходе Хейна имеется ряд недостатков. Например, скорость изделия не уменьшается перед намоткой на подающую катушку. В сочетании с отсутствием контроля за распределением витков по поверхности катушки это может вызвать перехлест витков, что, в свою очередь, может сорвать процесс разматывания.
В опубликованной заявке US 2004-0250590 A1 (автор Шор) раскрывается другая система для уменьшения скорости и временного накапливания горячекатаного изделия, движущегося в продольном направлении вдоль приемной оси с первой скоростью V1. Система Шора включает в себя непрерывно вращающийся укладочный узел, входная сторона которого соосна приемной оси для приема изделия. Укладочный узел содержит криволинейный промежуточный участок, ведущий к подающей стороне, которая радиально смещена относительно приемной оси и ориентирована так, чтобы подавать изделие в выходном направлении поперечном по отношению к приемной оси. Кривизна укладочного узла и ориентация его подающей стороны таковы, что выходящее изделие приобретает форму спирали. Эта спираль принимается и временно скапливается на цилиндрическом барабане, установленном соосно с приемной осью. Барабан непрерывно вращается вокруг приемной оси в направлении, противоположном направлению вращения укладочного узла, со скоростью, подобранной так, чтобы разматывать скапливающуюся спираль со скоростью V3. Разматывающееся изделие отклоняется от барабана уловителем, выполненным с возможностью перемещения в направлении, параллельном приемной оси. В течение времени Т, необходимого для прокатки всей заготовки, часть изделия длиной L, равная Т×V2, временно скапливается на барабане.
В системе Шора скорость изделия уменьшается, и оно формируется в упорядоченную спираль перед размещением на барабане. Уменьшение скорости изделия снижает требуемую вместимость барабана, а упорядочивание спирали обеспечивает плавное и беспроблемное разматывание изделия с барабана.
Непременным требованием системы Шора является точное прогнозирование времени подхода переднего края изделия к подающей стороне непрерывно вращающегося укладочного узла в сочетании с точной синхронизацией вращающегося укладочного узла и неподвижного уловителя для обеспечения плавной подачи переднего торца изделия с укладочного узла на уловитель.
Задачей настоящего изобретения является разработка альтернативного способа работы системы Шора, в котором укладочный узел является неподвижным при подаче передних торцов изделий на уловитель.
Раскрытие изобретения
В соответствии с настоящим изобретением изделие прокатывается на последовательно расположенных первой и второй клетях прокатного стана, при этом изделие выходит из первой клети со скоростью V1, которая выше входной скорости V3 второй клети. Изделие, выходящее из первой клети, направляется вдоль оси подачи в накопитель, установленный между клетями стана. Накопитель снабжен криволинейным укладочным узлом, входной конец которого соосен подающей оси для приема изделия, а выходной конец смещен в радиальном направлении относительно оси подачи для подачи изделия в поперечном направлении. Во время первого временного интервала укладочный узел поддерживается в неподвижном состоянии, при этом его выходной конец расположен напротив уловителя, идущего ко второй клети прокатного стана, таким образом изделие подается через уловитель для прокатки во второй клети при ее входной скорости V3, в то время как избыток изделия, образующийся за счет разности скоростей V1-V3, продолжает поступать из первой клети. Избыток изделия временно накапливается в петледержателе, расположенном между накопителем и одной из клетей стана. Во время второго временного интервала укладочный узел получает угловое ускорение относительно оси подачи до достижения рабочей скорости, при которой его выходной конец имеет скорость V2, равную V1-V3, и, таким образом, снижает скорость изделия, подающегося с его выходного конца, до скорости V3. В течение третьего временного интервала укладочный узел продолжает вращаться с рабочей скоростью, при этом кривизна укладочного узла и ориентация его выходного конца таковы, что изделию, поступающему туда из избытков прокатываемой во второй клети части, придается форма спирали. Эта спираль размещается и собирается на цилиндрическом барабане, выполненном с возможностью вращения относительно оси подачи. Вращение барабана осуществляется в направлении, противоположном направлению вращения укладочного узла, для разматывания спирали через уловитель на вторую клеть прокатного стана со скоростью V3.
Предпочтительно скорость входа изделия в накопитель и выхода из него регулируется прижимными валками, соответственно, первой и второй клетей.
В соответствии с одним вариантом осуществления настоящего изобретения петледержатель установлен между первыми прижимными валками и второй клетью прокатного стана.
Первые и вторые прижимные валки управляются так, чтобы в течение первого временного интервала скорость изделия сохранялась V1. Во время второго временного интервала вторые прижимные валки управляются так, чтобы скорость изделия снижалась от V1 до V3 со скоростью, обратно пропорциональной скорости разгона криволинейной направляющей до величины V2.
В соответствии с другим вариантом осуществления настоящего изобретения петледержатель установлен между первыми прижимными валками и первой клетью прокатного стана. В течение первого временного интервала первые прижимные валки работают со скоростью V3, и вторые прижимные валки работают со скоростью V3. Во время второго временного интервала первая клеть управляется так, чтобы скорость изделия увеличивалась от V3 до V1 с той же скоростью, что и скорость разгона криволинейной направляющей V2.
Эти и другие особенности, а также сопутствующие преимущества настоящего изобретения будут описаны ниже более подробно со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
На фиг.1 схематически изображена компоновка прокатного стана в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг.2 показан накопитель, изображенный на фиг.1, вид в перспективе.
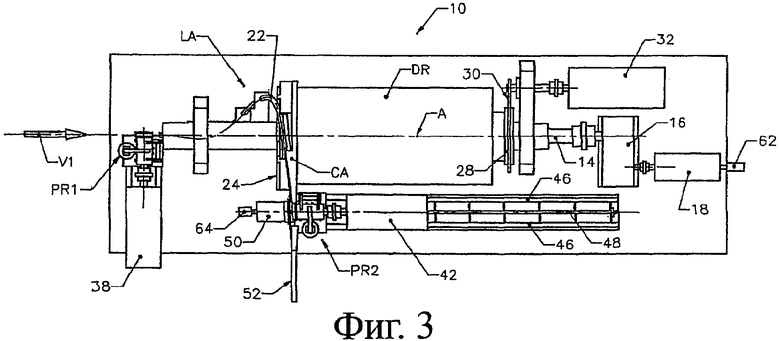
На фиг.3 показан накопитель, вид в плане.
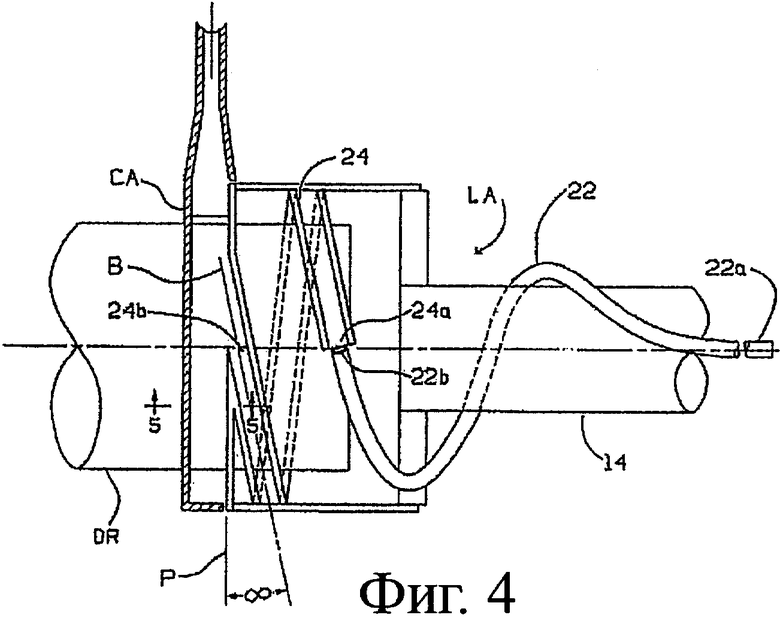
На фиг.4 показана часть накопителя в увеличенном масштабе, вид в плане.
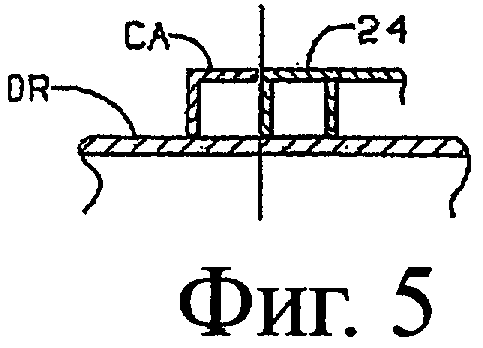
На фиг.5 изображен вид в сечении 5-5, показанном на фиг.4.
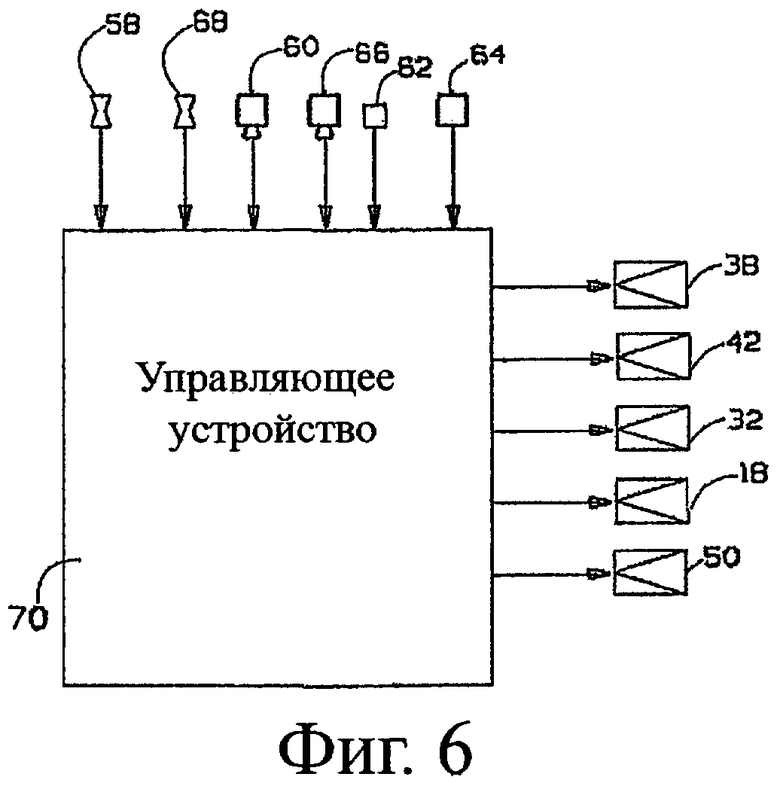
На фиг.6 показана схема управления.
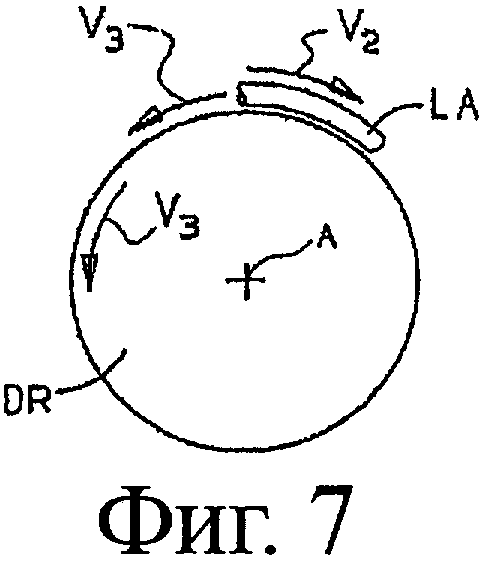
На фиг.7 показана схема относительного движения элементов накопителя.
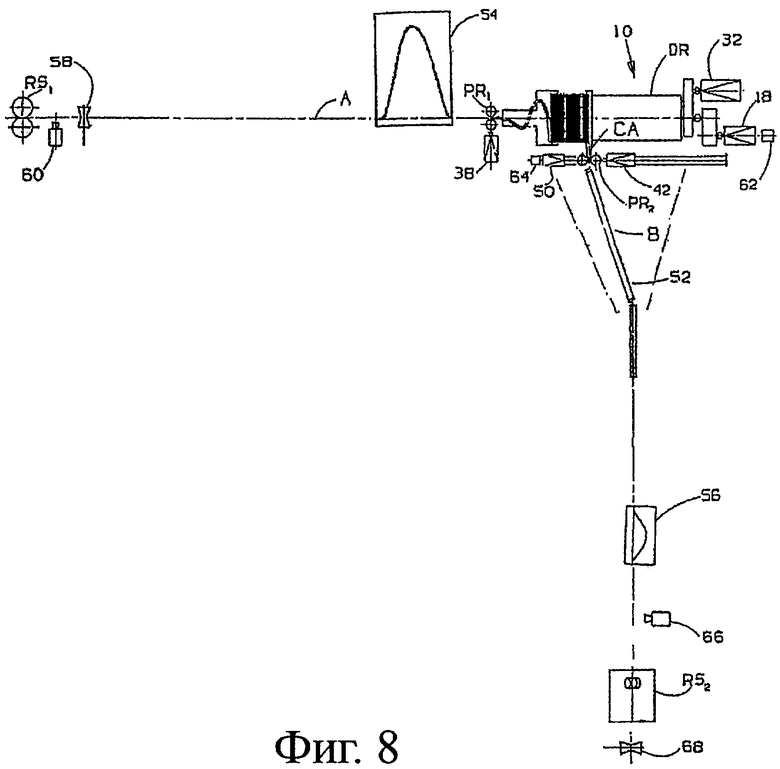
На фиг.8 схематически изображен аналогично фиг.1 другой вариант осуществления настоящего изобретения.
Осуществление изобретения
В соответствии с фиг.1 накопитель 10 расположен так, чтобы прием горячекатаного прутка производился вдоль оси подачи "А" из первой клети RS1, а подача изделия во вторую клеть RS2 - вдоль траектории "В" поперек оси "А".
Из фиг.2 и 5 видно, что накопитель 10 содержит ведущий вал 14, установленный между подшипниками с возможностью вращения относительно оси А. Один конец ведущего вала связан с выходным валом редуктора 16, который в свою очередь приводится в движение электродвигателем 18.
Как хорошо видно на фиг.4, противоположный конец ведущего вала 14 выполнен и установлен так, чтобы поддерживать криволинейный укладочный узел LA, содержащий укладочную трубу 22 и спиральный желоб 24.
Входной конец 22а укладочной трубы расположен вдоль оси А для приема горячекатаного изделия, изогнутый промежуточный участок, идущий к выходному концу 22b, сообщается с входным концом 24а спирального желоба. Выходной конец 24b желоба смещен в радиальном направлении относительно оси А и ориентирован так, чтобы подавать изделие в выходном направлении вдоль траектории В.
Хотя это и не показано на чертежах, специалистам в данной области техники понятно, что на месте укладочной трубы 22 и/или спирального желоба 24 могут применяться ряд валков для задания траектории криволинейного укладочного узла LA.
Как показано на фиг.3 и 4, цилиндрический барабан DR установлен с возможностью свободного вращения на ведущем валу 14. Один конец барабана частично перекрывается выходным концом криволинейного укладочного узла LA. Ведомая звездочка 28 на противоположном конце барабана DR механически связана при помощи приводной цепи 30 с ведущей звездочкой на выходном валу второго электродвигателя 32.
Спиральный желоб 24 вращается вместе с укладочной трубой 22 и совместно с поверхностью барабана образует удлинение направляющей траектории, определяемой укладочной трубой. Этого удлинения достаточно для того, чтобы выходящее изделие образовывало кольца спирали.
Уловитель СА установлен так, чтобы принимать изделие, выходящее с подающего конца 24b желоба 24, и направлять изделие вдоль траектории В.
Первые прижимные валки PR1, приводимые в движение электродвигателем 38, регулируют скорость изделия, поступающего в накопитель 10, а вторые прижимные валки PR2, приводимые в движение электродвигателем 42, регулируют скорость изделия, выходящего из накопителя. Уловитель СА и вторые прижимные валки PR2 установлены на каретке 44, которая может перемещаться по направляющим 46 параллельно оси А. Каретка 44 при помощи резьбового соединения связана с валом 48, приводимым в движение электродвигателем 50. Уловитель СА и соответствующие вторые прижимные валки PR2 расположены так, чтобы направлять изделие, подаваемое с выходного конца 24b желоба 24, к центральному направляющему желобу 52. Желоб установлен с возможностью поворота для обеспечения перемещения каретки 44 вдоль направляющих 46.
Электродвигатель 50 регулируется так, чтобы поддерживать соосность уловителя СА и изделия разматываемого из спирали, временно накопленной на барабане DR. Таким образом, на начальном этапе цикла размотки электродвигатель 50 работает, для того, чтобы отвести каретку 44 от желоба 24, а на заключительном этапе цикла размотки электродвигатель 50 работает в реверсивном режиме для перемещения каретки обратно к желобу.
На компоновке, показанной на фиг.1, центральный подающий желоб 52 идет к петледержателю 54, расположенному между вторыми прижимными валками PR2 и второй клетью RS2. Петледержатель 56 меньшего размера также может устанавливаться вдоль оси А между первыми прижимными валками PR1 и первой клетью RS1.
Детектор 58 горячего металла определяет выход переднего края изделия из первой клети RS1, а датчик 60 скорости регистрирует скорость изделия. Датчики положения 62, 64 выдают сигналы, показывающие угловое положение подающего конца 24b спирального желоба 24 и положение каретки 44, на которой установлены уловитель СА и вторые прижимные валки PR2. Второй датчик 66 скорости измеряет скорость изделия при входе во вторую клеть RS2, а детектор 68 горячего металла определяет выход переднего края изделия из клети RS2.
Как показано на фиг.6, управляющее устройство 70 получает сигналы от датчиков 60, 66, детекторов 58, 68 горячего металла и датчиков 62, 64 положения и задает скорость электродвигателей 18, 32, 38, 42 и 50.
На приведенном в качестве примера варианте последовательности прокатки с использованием прокатного стана компоновки, показанной на фиг.1, горячекатаный пруток выходит из первой клети RS1 со скоростью V1. Вторая клеть RS2 работает при меньшей входной скорости V3.
В течение первого временного интервала криволинейный укладочный узел LA неподвижен, при этом подающий конец 24b желоба 24 соосен с уловителем СА, также неподвижным, как показано на фиг.4.
Датчик 62 положения подает на управляющее устройство 70 управляющий сигнал, характеризующий угловое положение подающего конца 24b желоба. Также датчик 64 положения подает управляющий сигнал, характеризующий положение каретки 44 и уловителя СА на направляющих 46. Управляющее устройство использует эти сигналы для управления электродвигателями 18 и 50 для обеспечения вышеупомянутого неподвижного взаимного расположения. Прижимные валки PR1 и PR2 приводятся в движение со скоростью V1, а избыток изделия, образующийся за счет разности скоростей V2, равной V1-V3, временно накапливается в петледержателе 54. Барабан DR непрерывно вращается с окружной скоростью V3 против часовой стрелки, как показано на фиг.7.
После того как передний край изделия вышел из второй клети RS2, а также в течение второго временного интервала, одновременно происходят следующие события:
а) укладочный узел LA, вращаясь, разгоняется до скорости V2, что приводит к уменьшению скорости изделия, выходящего с подающего конца 24а желоба 24 до пониженной скорости V3, равной входной скорости второй клети RS2;
б) прижимные валки PR2 замедляются от скорости V1 до скорости V3 со скоростью, обратно пропорциональной скорости разгона укладочного узла LA, при этом избыток изделия, образующийся за счет разности между скоростями V1 и V3, хранится в виде спирали на барабане DR;
в) на электродвигатель 50 подается питание для перемещения каретки 44, на которой установлены прижимные валки PR2 и уловитель СА вдоль направляющих 46, и таким образом поддержания соосности уловителя и разматывающейся спирали.
В течение третьего временного интервала после завершения разгона укладочного узла и замедления прижимных валков PR2 на протяжении времени, необходимого для обработки всей длины прутка, система остается в равновесии, при этом различные ее элементы работают следующим образом:
PR1 - со скоростью V1
PR2 - со скоростью V3
LA - со скоростью V2
DR - со скоростью V3
СА (перемещается)
На компоновке, показанной на фиг.8, петледержатели 54 и 56 поменяли местами, что требует несколько другого способа функционирования. В частности, в течение первого временного интервала криволинейный укладочный узел LA также неподвижен, при этом подающий конец 24b желоба 24 соосен с неподвижным уловителем СА. Прижимные валки PR1 работают со скоростью V3, и прижимные валки PR2 работают со скоростью V3. Избыток изделия, образующийся за счет разности скоростей V1-V3, также временно накапливается в петледержателе 54.
В течение второго интервала времени прижимные валки PR1 разгоняются от скорости V3 до скорости V1, при этом укладочный узел, вращаясь, разгоняется с такой же скоростью до V2, а электродвигатель 50 также приводится в действие для поддержания выравнивания уловителя СА и прижимных валков PR2 с изделием, разматывающимся с барабана DR.
Работа системы в течение третьего интервала времени происходит так же, как это описано выше для компоновки, показанной на фиг.1. Оба режима работы сведены в следующую таблицу.
В свете нижеследующего станет понятно, что за счет использования петледержателя 54 на участке перед накопителем 10 либо на участке после него для временного хранения избытка изделия, образующегося за счет разности между скоростями V1 и V3, укладочный узел LA может оставаться неподвижным с обеспечением соосности конца 24а желоба 24 с неподвижным уловителем СА до прохода через него переднего края изделия и приема этого края второй клетью RS2.

Изобретение относится к прокатным станам для производства горячекатаных длинных изделий типа полос или прутков. Изделие прокатывается на первой и второй клетях прокатного стана с накопителем между ними. Изделие выходит из первой клети со скоростью V1, которая выше входной скорости V3 второй клети. Накопитель снабжен криволинейным укладочным узлом, входной конец которого соосен подающей оси для приема изделия, а выходной конец смещен в радиальном направлении относительно оси подачи для подачи изделия в поперечном направлении. За счет разности скоростей V1, V3 избыток изделия временно накапливается в петледержателе, расположенном между накопителем и одной из клетей стана. Изобретение обеспечивает неподвижность укладочного узла при подаче передних торцов изделий на уловитель. 3 з.п. ф-лы, 1 табл., 8 ил.
1. Способ непрерывной прокатки изделия в последовательно расположенных первой и второй клетях прокатного стана, при котором изделие выходит из первой клети со скоростью V1, превышающей входную скорость V3 второй клети прокатного стана, включающий направление изделия, выходящего из первой клети вдоль оси к накопителю, установленному между клетями и содержащему криволинейный укладочный узел, входной конец которого соосен с осью для приема изделия, а выходной конец смещен в радиальном направлении относительно оси для подачи изделия в выходном направлении поперек указанной оси, поддержание укладочного узла в течение первого временного интервала в неподвижном состоянии, при котором его выходной конец соосен направляющей, ведущей ко второй клети, при этом подают изделие через направляющую для прокатки во второй клети при ее входной скорости
V3, а избыток изделия, образующийся за счет разности скоростей V1-V3, продолжают подавать из первой клети, осуществляют временное хранение избытка изделия в петледержателе, расположенном между накопителем и одной из клетей прокатного стана, ускорение укладочного узла в течение второго временного интервала путем вращения вокруг оси до рабочей скорости, при которой выходной конец имеет скорость V2, равную V1-V3, со снижением скорости изделия, подаваемого с выходного конца до скорости V3, продолжение вращения укладочного узла с рабочей скоростью в течение третьего временного интервала, при этом кривизна укладочного узла и ориентация выходного конца таковы, что изделие, подаваемое с выходного конца, представляющее собой избыток изделия, прокатываемого во второй клети, приобретает форму спирали, размещение и накапливание спирали на цилиндрическом барабане, выполненном с возможностью вращения относительно указанной оси, вращение указанного барабана в направлении, противоположном направлению вращения укладочного узла, для разматывания спирали через направляющую во вторую клеть со скоростью V3.
2. Способ по п.1, отличающийся тем, что дополнительно включает управление скоростью изделия, входящего и выходящего из накопителя, соответственно при помощи первых и вторых ведомых прижимных валков.
3. Способ по п.2, отличающийся тем, что петледержатель установлен между вторыми прижимными валками и второй клетью, причем первые и вторые прижимные валки управляются для поддержания скорости изделия на уровне V1 в течение первого временного интервала, а вторые прижимные валки управляются в течение второго временного интервала для замедления изделия от скорости V1 до скорости V3 со скоростью, обратно пропорциональной скорости разгона криволинейной направляющей.
4. Способ по п.2, отличающийся тем, что петледержатель установлен между первыми прижимными валками и первой клетью, причем первые прижимные валки при работе имеют скорость V3 и вторые прижимные валки имеют скорость V3 в течение первого временного интервала, разгон первых прижимных валков в течение второго временного интервала для разгона изделия от скорости V3 до скорости V1 с той же скоростью, что и скорость разгона криволинейной направляющей.
| US 2004250590 A1, 16.12.2004 | |||
| US 3486359 A, 30.12.1969 | |||
| НАКОПИТЕЛЬ-РАЗМАТЫВАТЕЛЬ ПРОВОЛОКИ | 0 |
|
SU398305A1 |

