Изобретение относится к области дефектоскопии и предназначено для неразрушающего контроля изделий из ферромагнитных материалов на дефекты типа нарушений сплошности.
Известен способ магнитопорошкового контроля, заключающийся в намагничивании изделия, нанесении непосредственно на его поверхность магнитоскопического индикатора (ферромагнитной суспензии) и последующего визуального осмотра индикаторного изображения на поверхности этого изделия [Г.С.Шелихов. Магнитопорошковая дефектоскопия деталей и узлов. Москва, 1995 г., с.34-45].
Известно устройство для осуществления этого способа, содержащее силовой понижающий трансформатор, намагничивающее устройство, блок управления током, измерительную систему, систему магнитоскопического индикатора и освещения [Г.С.Шелихов. Магнитопорошковая дефектоскопия деталей и узлов. Москва, 1995 г., с.112-125].
Недостатком известного способа и устройства для его осуществления является невозможность количественной оценки результатов неразрушающего контроля, так как контроль дефектов осуществляется визуально. Кроме того, операция нанесения суспензии непосредственно на поверхность контролируемого изделия влечет за собой необходимость подготовки поверхности к контролю, ухудшает санитарные условия дефектоскопирования, увеличивает расход суспензии, требует промывки изделия после контроля, что приводит к снижению производительности контроля.
Известен также способ магнитопорошкового контроля, заключающийся в намагничивании изделия, помещении индикаторного пакета на контролируемый участок и последующем смешивании частей пакета, в результате чего, при наличии дефекта в изделии, на поверхности происходит отложение валика магнитного порошка в зоне расположения дефекта. Затем осуществляют полимеризацию смеси индикатора, и полученная дефектограмма служит документальным подтверждением результатов контроля [K.G.Walther. "The Magfoil Method", Material Evalution, 1983, т.41, N5, c.582-585].
Известно также устройство для осуществления этого способа, содержащее блок питания, электромагнит и индикаторный пакет, состоящий из 2-х частей, в которых находятся по отдельности магнитный порошок и жидкая фаза [K.G.Walther. "The Magfoil Method", Material Evalution, 1983, т.41, N5, с.582-585].
Недостатком известных способа и устройства для его осуществления также является невозможность количественной оценки результатов неразрушающего контроля, так как контроль дефектов осуществляется визуально по дефектограмме. Кроме того, используемый индикаторный пакет пригоден лишь для однократного применения. Каждая новая операция контроля требует замены индикаторного пакета на новый. Это увеличивает расход дефектоскопических материалов, а также снижает производительность контроля.
Наиболее близким к заявляемому является способ магнитопорошковго контроля, включающий расположение намагничивающего устройства с индикаторным пакетом на поверхности контролируемой детали (при этом индикаторный пакет с катушкой, предназначенной для стирания, прижимается к поверхности, а нижняя часть пакета принимает форму поверхности изделия), воздействие переменным магнитным полем на контролируемую деталь и определение по результатам взаимодействия магнитного поля с материалом детали в зоне контроля наличия дефекта путем визуального контроля расположения частиц индикатора, полученного в индикаторном пакете через окно, после чего осуществляют стирание изображения в индикаторном пакете.
В случае наличия дефекта в изделии на дне магнитного индикаторного пакета в месте расположения дефекта формируется отложение магнитного порошка в виде валика.
Для повторения процесса контроля ток в обмотках электромагнита выключают, снимают дефектоскоп с поверхности изделия, включают ток в катушке, при этом происходит стирание изображения в индикаторном пакете. Снова помещают дефектоскоп на тот же (если надо повторить контроль) или на новый участок изделия и повторяют операции контроля. Если в процессе контроля магнитное изображение в пакете начинает терять контрастность, пакет необходимо отсоединить от дефектоскопа и тщательно перемешать магнитную жидкость до получения однородной среды.
В случае необходимости индикаторный пакет с магнитным изображением дефекта может быть отсоединен от дефектоскопа и может служить документальным подтверждением наличия дефекта в изделии, поскольку изображение в пакете, благодаря большой вязкости среды, может сохраняться в течение нескольких суток [патент РФ 2171984].
Способ осуществляют с помощью магнитного дефектоскопа, включающего блок питания, электромагнит, индикаторный пакет и плоскую катушку в межполюсном пространстве, упруго закрепленную на торцах электромагнита, при этом ее ось проходит через центр электромагнита в плоскости его нейтрального сечения, а индикаторный пакет содержит магнитную жидкость с вязкостью 50-100 сСт и упруго подвешен к нижней плоскости катушки. В верхней части ярма электромагнита выполнено смотровое окно.
Известный способ, осуществляемый с помощью известного устройства, позволяет повысить производительность контроля при одновременном уменьшении расхода дефектоскопических материалов за счет осуществления операции стирания изображения, а также за счет применения в устройстве для его реализации магнитного индикаторного пакета многоразового использования, в котором предусмотрена возможность многократной записи и стирания изображения.
Недостатком этих способа и устройства для его осуществления также является низкая точность оценки результатов неразрушающего контроля в виду невозможности количественной оценки этих результатов, так как контроль дефектов осуществляется визуально по индикации магнитной жидкости на поверхности изделия.
В основу изобретения положена задача повышения точности оценки результатов контроля за счет измерения электрического сопротивления магнитной жидкости в зоне контроля.
Поставленная задача решается тем, что в способе магнитопорошковго контроля, включающем расположение намагничивающего устройства с индикаторным пакетом с магнитной жидкостью на поверхности контролируемой детали (при этом индикаторный пакет с катушкой, предназначенной для стирания, прижимается к поверхности, а нижняя часть пакета принимает форму поверхности изделия), воздействие переменным магнитным полем на контролируемую деталь и определение по результатам взаимодействия магнитного поля с материалом детали в зоне контроля наличия дефекта, путем визуального контроля расположения частиц магнитной жидкости, полученного в индикаторном пакете, с последующим стиранием изображения в индикаторном пакете, согласно изобретению на основании данных визуального контроля дополнительно измеряют электрическое сопротивление магнитной жидкости в зоне контроля с последующей оценкой величины дефекта по результатам измерений.
При этом измерение электрического сопротивления магнитной жидкости предварительно осуществляют вне зоны дефекта, а затем в зоне дефекта путем перемещения индикаторного пакета и совмещения линии контактов с центральной плоскостью дефекта.
Измерение электрического сопротивления магнитной жидкости вне зоны дефекта, а затем в зоне дефекта позволяет по результатам измерений количественно оценить дефект контролируемой детали при его наличии и тем самым обеспечить повышение точности оценки результатов контроля.
Частицы магнитной жидкости в зоне дефекта заполняют межконтактную зону, притягиваются между собой, образующийся при этом валик индикации из частиц магнитной жидкости имеет большее поперечное сечение, чем аналогичный слой в бездефектной зоне, что приводит к уменьшению электрического сопротивления магнитной жидкости в зоне дефекта, причем это уменьшение тем сильнее, чем больше поле и, соответственно, размеры дефекта.
Поставленная задача решается также и тем, что устройство для осуществления способа магнитопорошкового контроля, включающее блок питания, электромагнит, индикаторный пакет и плоскую катушку в межполюсном пространстве, упруго закрепленную на торцах электромагнита, при этом ее ось проходит через центр электромагнита в плоскости его нейтрального сечения, а индикаторный пакет содержит магнитную жидкость с вязкостью 50-100 сСт и упруго подвешен к нижней плоскости катушки, согласно изобретению снабжено двумя электрическими контактами, размещенными на одной оси внутри индикаторного пакета.
При этом магнитная жидкость содержит медный порошок в количестве 30-50% от массы магнитной жидкости.
Снабжение устройства для осуществления способа магнитопорошкового контроля электрическими контактами, расположенными внутри индикаторного пакета, позволяет осуществлять операцию измерения электрического сопротивления магнитной жидкости в зоне контроля, а добавление медного порошка увеличивает электропроводность магнитной жидкости и позволяет тем самым более эффективно измерять электрическое сопротивление магнитной жидкости.
При содержании медного порошка в магнитной жидкости в количестве, меньшем, чем 30%, он не окажет существенного влияния на улучшение электропроводности магнитной жидкости. При его содержании более чем 50% ухудшаются индикаторные свойства магнитной жидкости, поскольку относительное содержание ферромагнитной компоненты в ней уменьшается.
Сопоставительный анализ заявляемых способа и устройства для его осуществления с наиболее близкими способом и устройством для его осуществления показал, что заявляемый способ отличается новой дополнительной операцией - измерением электрического сопротивления магнитной жидкости в зоне контроля, а устройство - новыми признаками - наличием электрических контактов в индикаторном пакете и наличием медного порошка в магнитной жидкости.
Таким образом, заявляемые способ магнитопорошкового контроля и устройство для его осуществления соответствуют критерию изобретения "новизна".
Анализ уровня техники на соответствие заявленных технических решений условию патентоспособности изобретения "изобретательский уровень" показал следующее.
Измерение электрического сопротивления магнитной жидкости при проведении магнитопорошкового контроля ранее было неизвестно.
Также неизвестным из уровня техники является наличие электрических контактов в индикаторном пакете и медного порошка в магнитной жидкости, позволяющих эффективно измерять сопротивление магнитной жидкости в зоне контроля.
Как известно, в магнитопорошковой дефектоскопии в составе магнитных жидкостей применяют порошки различных ферромагнитных материалов (Fe3O4, Fe2O3, карбонильное железо и другие).
Немагнитные добавки, такие как алюминиевая пудра и другие, применяются для изменения цвета порошка, придания ему контрастности по отношению к поверхности.
Нам неизвестно, чтобы отдельные компоненты добавлялись в магнитную жидкость для улучшения ее электропроводности.
Использование магнитных жидкостей, содержащих в качестве одной из компонент медный порошок, нам также не известно.
Заявляемые изобретения взаимосвязаны настолько, что образуют единый изобретательский замысел. Действительно, для осуществления способа магнитопорошкового контроля, включающего операцию измерения электрического сопротивления магнитной жидкости в зоне контроля, необходимо создать новое устройство, конструктивные особенности которого позволяют выполнить операцию измерения электрического сопротивления магнитной жидкости в зоне контроля, а введение в магнитную жидкость медного порошка, обладающего высокой электропроводностью, позволяет осуществить эту операцию наиболее эффективно. Использование этого устройства для реализации на нем заявляемого способа магнитопорошкового контроля позволяет решить поставленную задачу с получением требуемого технического результата - повышение точности оценки результатов контроля.
На фиг.1 представлено устройство для осуществления способа магнитопорошкового контроля;
на фиг.2 - то же, вид сверху;
на фиг.3 - магнитная индикация изображения дефекта в индикаторном пакете при визуальном контроле;
на фиг.4 - то же, но при измерении электрического сопротивления магнитной жидкости в зоне дефекта.
Устройство для осуществления способа магнитопорошкового контроля (фиг.1,2) содержит намагничивающее ярмо 1, в верхней части которого выполнено прямоугольное окно 2, намагничивающие обмотки 3. В межполюсном пространстве к торцам ярма 1 на амортизаторах 4 упруго закреплена плоская катушка 5, ось которой проходит через центр ярма 1 в плоскости его нейтрального сечения. Индикаторный пакет 6 с помощью упругих амортизаторов 7 подвешен снизу к катушке 5. Внутри индикаторного пакета 6 расположены электрические контакты 8 для подсоединения к прибору для измерения сопротивления (не показан).
Способ осуществляют с помощью заявляемого устройства (фиг.1, 2) следующим образом: намагничивающее ярмо 1 с индикаторным пакетом 6 располагают на поверхности контролируемой детали 9 с дефектом 10, воздействуют переменным магнитным полем на контролируемую деталь 9 и по результатам взаимодействия магнитного поля с материалом детали 9 в зоне контроля определяют наличие дефекта 10 путем визуального контроля расположения частиц магнитной жидкости индикаторного пакета 6 (валик 11 частиц порошка магнитной жидкости), осуществляют замеры электрического сопротивления на участках без дефекта (фиг.3) и на участке с дефектом (фиг.4) путем перемещения индикаторного пакета 6, после чего осуществляют стирание изображения в индикаторном пакете 6.
В качестве конкретного примера осуществления заявляемых способа и устройства для его осуществления рассмотрим магнитопорошковый контроль заведомо дефектной плоской стальной детали 9 размером 10×50×150 мм с дефектом 10 глубиной 2 мм, шириной 20 мм и длиной 30 мм (трещина).
На контролируемую деталь 9 помещали намагничивающее ярмо 1 с индикаторным пакетом 6, воздействовали переменным магнитным полем, при этом в зоне дефекта 10 в индикаторном пакете 6 появлялся валик 11 частиц порошка магнитной жидкости, совпадающий с зоной дефекта (фиг.2). При этом линия электрических контактов 8 находилась вне зоны индикации магнитной жидкости (т.е. в бездефектной зоне) (фиг.3). К электрическим контактам 8 подсоединяли прибор для определения электрического сопротивления и измеряли сопротивление магнитной жидкости вне зоны дефекта. Величина электрического сопротивления в данном случае составила 40,85 кОм.
Затем перемещали намагничивающее ярмо 1 с индикаторным пакетом 6 по поверхности детали 9 до совмещения линии контактов 8 с валиком 11 индикации и снова измеряли электрическое сопротивление. Его величина оказалась равной 20,6 кОм, то есть величина электрического сопротивления уменьшилась почти в два раза.
Аналогично осуществляли магнитопорошковый контроль такой же детали с дефектом глубиной 1 мм (остальные параметры дефекта оставались неизменными). При этом вне зоны дефекта получили величину электрического сопротивления - 40,8 кОм, в то время как в зоне дефекта оно составило - 28,3 кОм.
Таким образом измерения показали, что
- во-первых, электрическое сопротивление магнитной жидкости в зоне дефекта существенно меньше, чем на участке вне зоны дефекта;
- во-вторых, уменьшение электрического сопротивления тем меньше, чем больше глубина дефекта.
Результаты, полученные в ходе осуществления примера конкретного выполнения заявляемых способа магнитопорошкового контроля и устройства для его осуществления, подтверждают возможность количественной оценки параметров дефекта по величине уменьшения электрического сопротивления магнитной жидкости в зоне дефекта по сравнению с электрическим сопротивлением этой жидкости вне зоны дефекта и тем самым, повышения точности оценки результатов контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ | 2011 |
|
RU2474815C1 |
| СПОСОБ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО, ЕГО РЕАЛИЗУЮЩЕЕ | 2022 |
|
RU2806246C1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП | 1998 |
|
RU2171984C2 |
| ИНДИКАТОР МАГНИТНОГО ПОЛЯ | 2015 |
|
RU2581451C1 |
| Установка для магнитопорошковой дефектоскопии колец подшипников | 2024 |
|
RU2828161C1 |
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ И МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2778801C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2005 |
|
RU2287149C1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЕФЕКТОСКОПА | 1991 |
|
RU2016403C1 |
| МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП | 2017 |
|
RU2653121C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЁСНЫХ ПАР НА ПРЕДМЕТ ДЕФЕКТОВ ПОВЕРХНОСТИ | 2020 |
|
RU2792070C2 |
Изобретение относится к дефектоскопии и предназначено для неразрушающего контроля изделий из ферромагнитных материалов на дефекты типа нарушений сплошности. Сущность: располагают намагничивающее устройство с индикаторным пакетом на поверхности контролируемой детали. Воздействуют переменным магнитным полем на контролируемую деталь. Определяют наличие дефекта путем визуального контроля расположения частиц индикатора в индикаторном пакете с последующим стиранием изображения. При наличии дефекта в зоне контроля измеряют электрическое сопротивление магнитной жидкости при помощи электрических контактов, установленных в индикаторном пакете. При этом измерение электрического сопротивления магнитной жидкости предварительно осуществляют вне зоны дефекта, а затем в зоне дефекта путем перемещения индикаторного пакета и совмещения линии контактов с центральной плоскостью дефекта. Устройство содержит блок питания, электромагнит, индикаторный пакет и плоскую катушку в межполюсном пространстве, упруго закрепленную на торцах электромагнита. Индикаторный пакет содержит магнитную жидкость и упруго подвешен к нижней плоскости катушки. Внутри индикаторного пакета на одной оси размещены два электрических контакта. Магнитная жидкость содержит медный порошок в количестве 30-50% от массы магнитной жидкости. 2 н. и 2 з.п. ф-лы, 4 ил.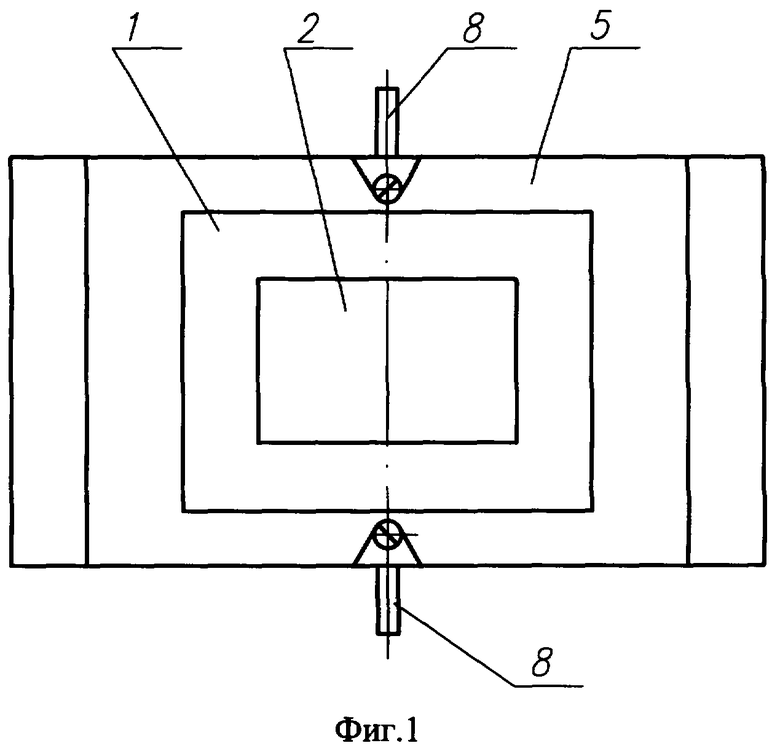
1. Способ магнитопорошкового контроля, включающий расположение намагничивающего устройства с индикаторным пакетом на поверхности контролируемой детали, воздействие переменным магнитным полем на контролируемую деталь и определение по результатам взаимодействия магнитного поля с материалом детали в зоне контроля наличия дефекта путем визуального контроля расположения частиц индикатора, полученного в индикаторном пакете, с последующим стиранием изображения в индикаторном пакете, отличающийся тем, что на основании данных визуального контроля дополнительно измеряют электрическое сопротивление магнитной жидкости в зоне контроля с последующей оценкой величины дефекта по результатам измерений.
2. Способ по п.1, отличающийся тем, что измерение электрического сопротивления магнитной жидкости предварительно осуществляют вне зоны дефекта, а затем в зоне дефекта путем перемещения индикаторного пакета и совмещения линии контактов с центральной плоскостью дефекта.
3.Устройство для магнитопорошкового контроля, включающее блок питания, электромагнит, индикаторный пакет и плоскую катушку в межполюсном пространстве, упруго закрепленную на торцах электромагнита, при этом ее ось проходит через центр электромагнита в плоскости его нейтрального сечения, а индикаторный пакет содержит магнитную жидкость с вязкостью 50-100 сСт и упруго подвешен к нижней плоскости катушки, отличающееся тем, что оно снабжено двумя электрическими контактами, размещенными на одной оси внутри индикаторного пакета.
4. Устройство по п.3, отличающееся тем, что магнитная жидкость содержит медный порошок в количестве 30-50% от массы магнитной жидкости.
| МАГНИТНЫЙ ДЕФЕКТОСКОП | 1998 |
|
RU2171984C2 |
| Устройство для дефектоскопии | 1981 |
|
SU962799A1 |
| Дефектоскоп | 1980 |
|
SU905762A1 |
| US 5034754 А, 23.07.1991 | |||
| US 3978389 A, 31.08.1976. | |||

