Изобретение относится к специальной области электротехники и может быть использовано при вакуумном дуговом переплаве высокореакционных металлов и сплавов, например титановых.
Известен расходуемый электрод для вакуумной дуговой электропечи (ВДП), содержащий круглую заготовку с плоским нижним торцом, при этом заготовка выполнена в виде набора взаимно связанных между собой блоков из прессованных кусковых и сыпучих компонентов шихтовых материалов
(см. Андреев А.Н., Аношкин Н.Ф. и др. Титановые сплавы. Плавка и литье титановых сплавов. М.: «Металлургия», 1978 [1], c.265-268).
Недостатком известного электрода является то, что ввиду неоднородности сыпучих компонентов шихтовых материалов по химическому составу и физическим свойствам не обеспечивается стабильность эмиссионных характеристик (упругость пара, работа выхода электронов и т.д.), а следовательно, и стабильность режима горения дугового разряда в начале процесса плавления электрода, что в свою очередь может привести к подплавлению поддона и омеднению нижнего торца наплавляемого слитка.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является расходуемый электрод вакуумной дуговой электропечи, состоящий из круглой заготовки с нижним плоским торцом (см. [1], с.272-273, рис.109) - прототип.
Недостаток известного электрода заключается в следующем. В начале плавления из-за большой поверхности нижнего торца электрода и его плоской формы, дуговой разряд возбуждается в произвольной точке между поддоном и нижним торцом электрода. По мере разогрева электрода происходит «привязка» катодной области дуги из-за низкой теплопроводности материала электрода. С ростом тока дуги в процессе плавления возникают условия для контракции дуги. При этом резко возрастают тепловые нагрузки на поддон, что приводит к его подплавлению и омеднению нижней части выплавляемого слитка.
Задачей, на решение которой направлено данное изобретение, является исключение подплавления поддона и омеднения слитка за счет обеспечения диффузного режима горения дугового разряда в начале процесса плавления электрода и повышение качества выплавляемого слитка.
Решение поставленной задачи достигается тем, что в расходуемом электроде дуговой электропечи, содержащем круглую заготовку с плоским нижним торцом, согласно изобретению на нижнем торце электрода выполнен дополнительный элемент для поддержания диффузного дугового разряда в начале плавления электрода, при этом элемент выполнен в виде выступа. Кроме того, электрод в нижней его части дополнительно содержит металлическую вставку, выполняющую роль «теплового аккумулятора».
Концентрация энергии, поступающей на поддон со стороны плазмы дугового разряда зависит от вида разряда - диффузного или контрагированного. В начальный период плавления электрода реализуется диффузный режим горения дугового разряда. Он характеризуется прежде всего наличием множества подвижных катодных пятен. Каждое такое пятно является источником плазмы и пара, которые вытекают из пятна практически изотропно. Столб плазмы занимает весь объем под электродом. При этом удельный тепловой поток на поддон со стороны плазмы невелик.
При увеличении тока дуги возникают малоподвижные или неподвижные катодные пятна и столб плазмы локализуется в каком-либо месте под электродом. Удельный тепловой поток в этом случае будет определяться длиной дугового зазора и будет тем меньше, чем больше зазор.
Дополнительный элемент на нижнем торце электрода выполняет две функции:
- обеспечивает возбуждение дугового разряда в центральной части электрода - дуга возбуждается между дополнительным элементом и поддоном;
- по мере роста тока дуги за счет интенсивного разогрева дополнительный элемент сплавляется и автоматически увеличивает дуговой зазор на высоту элемента.
Гарниссаж, образовавшийся на поддоне при сплавлении элемента на нижнем торце электрода, предохраняет поддон от подплавления при дальнейшем увеличении тока дуги.
Экспериментально установлено, что существует граничная величина тока, выше которого дуговой разряд становится контрагированным. Поэтому геометрические размеры и форма дополнительного элемента выбираются таким образом, чтобы обеспечить сплавление элемента до достижения этой граничной величины тока.
Выполнение дополнительного элемента в виде выступа обеспечивает минимальную поверхность при заданном объеме и позволяет изготавливать выступ как методом порционного прессования, так и литьем и механической обработкой литой заготовки.
Прессованный расходуемый электрод в нижней его части может дополнительно содержать металлическую вставку. Вставка из компактного металла того же химического состава, что и выплавляемый слиток, выполняет, по крайней мере, две функции.
Во-первых, она служит «тепловым аккумулятором», который обеспечивает быстрое расплавление ее металла при достижении заданной силы тока в начале плавки. Это возможно вследствие того, что теплопроводность компактного металла больше, чем прессованной шихты электрода, а зона контакта «металлическая вставка - прессованная шихта» имеет повышенное термическое сопротивление.
Во-вторых, однородность химического состава материала вставки обеспечивает стабильность эмиссионных характеристик (упругость пара, работу выхода электронов) и, следовательно, стабильный режим горения дугового разряда и отсутствие его жесткой привязки на торцевой поверхности электрода в начальный период плавления электрода.
В совокупности это обеспечивает улучшение эксплуатационных характеристик в начале плавки.
Сущность изобретения поясняется чертежами.
На фиг.1 схематично изображена нижняя часть расходуемого электрода с дополнительным элементом на торце в виде выступа (усеченного конуса):
вид а - расходуемый электрод литой;
вид б - расходуемый электрод прессованный.
На фиг.2 схематично изображена нижняя часть расходуемого прессованного электрода с дополнительным элементом на торце в виде выступа (например, усеченного конуса) и вставкой в нижней части электрода:
вид а - вставка размещена немного выше торца электрода;
вид б - вставка размещена на уровне торца электрода;
вид в - вставка размещена на уровне выступа.
Примеры реализации изобретения.
Пример 1.
Расходуемый электрод дуговой электропечи диаметром 390 мм, длиной 2050 мм сплава Вт6 изготавливали методом прессования сыпучих шихтовых материалов на вертикальном гидравлическом прессе по известной технологии. При засыпке последней порции шихты была запрессована вставка в виде круглой заготовки от биллета диаметром 300 мм, длиной 85 мм и выполнен выступ в виде усеченного конуса (см. фиг.2,а). Полученный прессованный электрод установили торцом с выступом на поддон кристаллизатора диаметром 405 мм вакуумной дуговой печи ВД-650 для переплава. После прогрева торца электрода на токе дуги 5 кА в течение 10 мин ток дуги плавно увеличивали до 15 кА, продолжая прогревать торец электрода. В этот период происходит прогрев торцевой поверхности выступа в диффузном режиме горения дуги из-за аккумулирования тепла во вставке (эффект теплового аккумулятора). При последующем увеличении тока дуги столб плазмы не локализуется в каком-либо месте и удельный тепловой поток на медный поддон со стороны плазмы невелик, что исключает поджег поддона. При силе тока дуги 10 кА происходит сплавление дополнительного элемента и гарниссаж, образовавшийся на поддоне, предохраняет его от подплавления при дальнейшем увеличении тока дуги до 20 кА. По окончании процесса плавления печь отключили, при этом слиток остывал в печи в течение 180 мин. Омеднения донной части слитка не обнаружено. Затем слиток был переплавлен в кристаллизатор диаметром 570 мм при силе тока дуги 7,5 кА на прямой полярности. Полученный слиток соответствовал необходимым требованиям.
Пример 2.
Изготовили расходуемый прессованный электрод сплава Вт6 диаметром 220 мм, длиной 2100 мм на горизонтальном прессе усилием 2500 т с выступом в форме усеченного конуса на нижнем торце. В качестве металлической вставки («теплового аккумулятора») использовалась круглая цилиндрическая заготовка из прессованной стружки сплава Вт6 диаметром 150 мм, длиной 65 мм и плотностью 3,2 г/мм3 (см. фиг.2, б). Процесс выплавки слитка проводили по примеру 1. Омеднения торцевой поверхности слитка не обнаружено.
Пример 3.
Изготовили расходуемый прессованный электрод сплава Вт6 диаметром 515 мм, длиной 2105 мм. В качестве вставки («теплового аккумулятора») для поддержания диффузного разряда в начале плавления электрода использовали брикет из прессованной стружки сплава Вт6 диаметром 137 мм, высотой 55 мм, который был расположен ниже торца электрода на 25 мм, т.е. вставка в этом случае одновременно является и выступом (см. фиг.2,в). Выплавку слитка проводили аналогично примеру 1. Омеднения слитка не обнаружено.
Пример 4.
Изготовили расходуемый электрод дуговой электропечи диаметром 705 мм, длиной 4500 мм титанового сплава SP-700 методом литья в изложницу. На нижнем торце электрода изготовили выступ в форме усеченного конуса высотой 25 мм, верхний диаметр - 220 мм, нижний - 140 мм (см. фиг.1,а).
Полученный электрод поместили в кристаллизатор диаметром 770 мм вакуумной дуговой печи ДТВ-8,7-10Г выступом на плоский поддон. В начале процесса плавления электрода в течение 15 мин на токе дуги от 5 до 15 кА прогревали выступ. При токе дуги 6,5 кА наблюдалось начало плавления выступа и стекание жидкого металла на поддон. Таким образом, столб плазмы горит катодной областью в центре литого электрода, а анодной областью электрической дуги - на поверхности жидкого металла, тем самым исключая подплавление медного поддона. После плавления электрода в течение 30 минут при силе тока дуги 25 кА, ток плавно уменьшили и далее плавили при силе тока дуги 9,5 кА. Омеднения донной части слитка не обнаружено. Данный электрод позволяет повысить выход годного металла на 0,5-1,0% за счет исключения обработки донной части литого электрода (слитка).
Использование предлагаемого расходуемого электрода позволяет исключить подплавление поддона печи в начале процесса плавления электрода и загрязнение донной части слитка медью; увеличивается срок службы поддона;
- снижается трудоемкость на последующей операции механической обработки донной части слитка;
- на 0,5-1,0% увеличивается выход годного выплавляемого слитка за счет исключения брака по омеднению донной части слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА | 2003 |
|
RU2241772C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2000 |
|
RU2191836C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2004 |
|
RU2247787C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОЛИТНЫХ СЛИТКОВ-ЭЛЕКТРОДОВ | 2008 |
|
RU2386707C1 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |
| СПОСОБ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ СЛИТКОВ | 2009 |
|
RU2425157C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2009 |
|
RU2418871C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА ПРЕССОВАННЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2024 |
|
RU2833304C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2024 |
|
RU2837322C1 |
Изобретение относится к специальной области электротехники и может быть использовано при вакуумном дуговом переплаве высокореакционных металлов и сплавов, например титановых. Электрод представляет собой круглую заготовку с плоским нижним торцом. На нижнем торце электрода выполнен дополнительный элемент для поддержания диффузного дугового разряда в начале плавления электрода. Дополнительный элемент выполнен в виде выступа. Кроме того, расходуемый электрод в нижней его части содержит металлическую вставку. Предлагаемый электрод обеспечивает диффузный режим горения дугового разряда в начале процесса плавления электрода, что исключает подплавление поддона и омеднение слитка и позволяет повысить выход годного выплавляемых слитков на 0,5-1,0%. 2 з.п. ф-лы, 2 ил.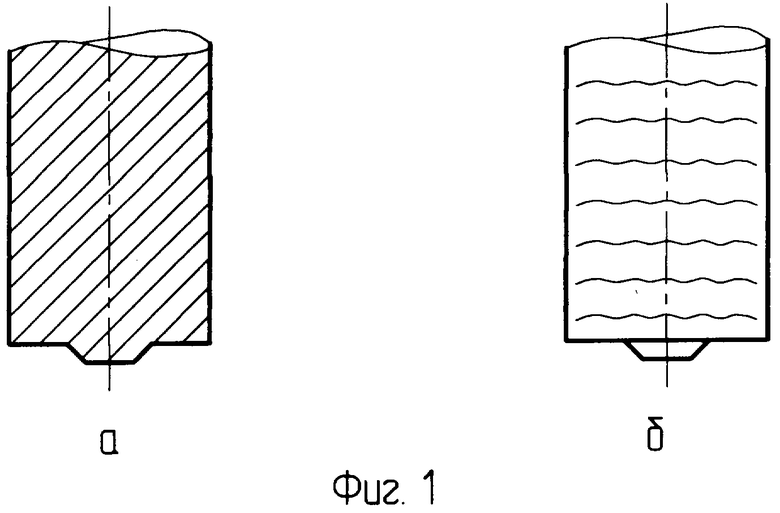
1. Расходуемый электрод дуговой электропечи, содержащий круглую заготовку с плоским нижним торцом, отличающийся тем, что на нижнем торце электрода выполнен дополнительный элемент, служащий для поддержания диффузного дугового разряда в начале плавления электрода.
2. Расходуемый электрод по п.1, отличающийся тем, что дополнительный элемент выполнен в виде выступа.
3. Расходуемый электрод по п.1, отличающийся тем, что он в нижней части дополнительно содержит металлическую вставку.
| АНДРЕЕВ А.Н., АНОШКИН Н.Ф | |||
| и др | |||
| Титановые сплавы | |||
| Плавка и литье титановых сплавов.- М.: Металлургия, 1978, с.265-268 | |||
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2215381C1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ПЛАВКИ МЕТАЛЛОВ | 0 |
|
SU239986A1 |
| US 4539688 A1, 03.09.1985 | |||
| JP 52123904, 18.10.1977. | |||

