Область техники, к которой относится изобретение
Это изобретение относится к резьбовому соединению для стальных труб, в частности к резьбовому соединению для труб, применяемых в нефтяной промышленности (ТПНП), и к способу обработки его поверхности. Резьбовое соединение для стальных труб в соответствии с настоящим изобретением может уверенно проявлять превосходную стойкость к механическим повреждениям без покрытия компаундированной консистентной смазкой, которую в прошлом наносили на резьбовые соединения, когда соединяли ТПНП. Соответственно, резьбовое соединение для стальных труб в соответствии с настоящим изобретением может предотвратить вредные воздействия на глобальную окружающую среду и людей, обуславливаемые компаундированной консистентной смазкой.
Предшествующий уровень техники
ТПНП, такие как насосно-компрессорные и обсадные трубы, используемые при разработке нефтяных скважин для разведки на сырую нефть и газойль, обычно соединяются друг с другом резьбовыми соединениями. В прошлом глубина нефтяных скважин составляла 2000-3000 метров, но в глубоких нефтяных скважинах, например на недавно разрабатываемых морских месторождениях нефти, она может достигать 8000-10000 метров.
В той среде, где они используются, резьбовые соединения, предназначенные для соединения ТПНП, подвергаются воздействию осевых растягивающих сил, обуславливаемых весом ТПНП и самих резьбовых соединений, воздействию совокупности внутренних и внешних напряжений, а также воздействию геотермального тепла. Соответственно, эти соединения должны быть способными поддерживать воздухонепроницаемость, не подвергаясь повреждениям даже в агрессивной окружающей среде.
Типичное резьбовое соединение для соединения ТПНП имеет конструкцию с конусом и муфтой, при этом конус имеет наружную резьбу, сформированную на концевом участке трубы нефтяной скважины, а муфта имеет внутреннюю резьбу, сформированную на внутренней поверхности резьбового соединительного элемента (сцепление). У конца наружной резьбы конуса и у основания внутренней резьбы муфты выполнен нерезьбовой металлический контактный участок. Вставляя один конец трубы нефтяной скважины в резьбовой соединительный элемент и свинчивая наружную резьбу и внутреннюю резьбу друг с другом, нерезьбовые металлические контактные участки конуса и муфты вводятся в контакт друг с другом, образуя уплотненный участок «металл-металл», что гарантирует воздухонепроницаемость.
В процессе опускания насосно-компрессорных или обсадных труб в нефтяную скважину из-за различных проблем иногда необходимо разъединить соединение, которое только что было соединено, поднять трубы из нефтяной скважины, чтобы переделать их, а потом снова опустить их. АНИ (Американский нефтяной институт) требует наличия такой стойкости к истиранию, что неустранимого сильного истирания не происходит и воздухонепроницаемость поддерживается, даже если соединение (затяжка) и разъединение (отпускание) повторяются десять раз для соединения насосно-компрессорных труб или три раза для соединения обсадных труб.
Во время соединения для повышения стойкости к истиранию и воздухонепроницаемости на поверхности контакта (а именно, резьбовые участки и нерезьбовые металлические контактные участки) резьбового соединения наносится вязкий жидкий смазочный материал, который содержит порошки тяжелых металлов и который называется «компаундированной консистентной смазкой». Такая компаундированная консистентная смазка указана в Бюллетене 5А2 АНИ.
В прошлом предлагалось проводить обработку поверхности различных типов, такую как азотирование, гальваническое покрытие различных типов, такое как гальваническое покрытие цинком и гальваническое покрытие композиционным материалом, а также химическая конверсионная обработка фосфатом, на поверхностях контакта резьбового соединения, чтобы сформировать один или более слоев для повышения сохранности компаундированной консистентной смазки и улучшения свойств скольжения. Вместе с тем, как описано ниже, применение компаундированной консистентной смазки создает угрозу вредных воздействий на окружающую среду и людей.
Компаундированная консистентная смазка содержит большие количества порошков тяжелых металлов, таких как цинк, свинец и медь. При осуществлении резьбового соединения консистентная смазка, которая была нанесена, смывается или переливается на наружную поверхность, и возникает возможность оказания ею вредных воздействий на окружающую среду, особенно на флору и фауну моря, в частности из-за вредных тяжелых металлов, таких как свинец. Кроме того, процесс нанесения компаундированной консистентной смазки ухудшает рабочую среду, а также следует отметить его вредные воздействия на людей.
За последние годы в результате вступления в силу ОСПАР-Конвенции (Осло-Парижской Конвенции), заключенной в 1998 г. по предотвращению загрязнения океана в Северной Атлантике, жесткие ограничения, касающиеся глобальной окружающей среды, становятся все многочисленнее, и в некоторых регионах использование компаундированной консистентной смазки уже находится в процессе ограничения. Соответственно, чтобы избежать вредных воздействий на окружающую среду и людей при разработке газовых скважин и нефтяных скважин, возникает спрос на резьбовые соединения, которые могут проявлять превосходную стойкость к истиранию без использования компаундированной консистентной смазки.
В качестве резьбового соединения, которое можно использовать для соединения ТПНП без нанесения компаундированной консистентной смазки, было предложено резьбовое соединение в документе JP 2002-173692A для стальных труб, содержащее сформированное на нем вязкое жидкое или полутвердое смазочное покрытие, а в документе JP 2004-53013A - резьбовое соединение для стальных труб, в котором липкость поверхности резьбового соединения, являющаяся недостатком вязкого жидкого или полутвердого смазочного покрытия, подавляется нанесением смазочного покрытия с верхним слоем смазки, который может быть на основе некоторого порошка или оксидного воска, для минимизации адгезии инородных веществ, таких как пыль, песок и пустая порода.
Краткое изложение существа изобретения
Вязкое жидкое или полутвердое смазочное покрытие, описанное в документе JP 2002-173692А, обладает превосходными смазочными свойствами без применения компаундированной консистентной смазки благодаря своей функции самосмазывания, выражающейся в проявлении пластичности или текучести в виде покрытия. Однако липкая поверхность такого покрытия создает проблемы, поскольку инородные вещества, такие как грязь и окалина, а в частности - ржавчина, остающаяся на внутренней поверхности ТПНП, и абразивные частицы для струйной обработки, вводимые в ТПНП для удаления ржавчины, падают вниз, когда ТПНП ставятся вертикально, и они прилипают к смазочному покрытию и в конце концов внедряются в него. Это вызывает серьезную проблему, поскольку внедренные вещества нельзя полностью удалить продувкой воздухом или аналогичными средствами. В результате смазочные свойства ухудшаются и не удается полностью предотвратить сильное истирание, когда ТПНП повторно подвергают соединению и разъединению.
Даже если верхний смазочный слой, который находится в твердом состоянии при 40°С, сформирован в соответствии с документом JP 2004-53013A, поверхность смазочного покрытия по-прежнему мягкая и остается липкой в некоторой степени. Кроме того, ТПНП часто подвергаются воздействию высокой температуры, превышающей 40°С, в частности при использовании на месторождениях нефти в пустынных регионах или во время хранения в определенных условиях. В этом случае верхний слой становится неэффективным, поскольку он размягчается и в конце концов начинает течь.
Задача настоящего изобретения состоит в том, чтобы решить вышеописанные проблемы известного уровня техники.
Другая задача изобретения состоит в том, чтобы разработать резьбовое соединение для стальных труб, которое подавляет образование ржавчины и которое обладает превосходной стойкостью к истиранию и воздухопроницаемостью без использования компаундированной консистентной смазки.
Дополнительная задача изобретения состоит в том, чтобы разработать резьбовое соединение для стальных труб, поверхность которого является твердой, сухой и не липкой, так что таким инородным веществам, как ржавчина или продуваемые абразивные частицы, трудно прилипнуть к этой поверхности даже в окружающей среде, имеющей температуру, превышающую 40°С, или внедриться в смазочное покрытие настолько, что понадобилось бы удалять их продувкой воздухом в случае их прилипания.
Было обнаружено, что эти задачи можно решить путем формирования нижнего вязкого жидкого или полутвердого смазочного покрытия и верхнего сухого твердого покрытия на резьбовом соединении. Роль сухого твердого покрытия исключить липкость смазочного покрытия оканчивается при контакте во время первоначального соединения резьбового соединения, и оно не должно впоследствии снижать эффект смазки нижележащего вязкого жидкого или полутвердого смазочного покрытия. Другими словами, для верхнего слоя в отличие от того, о чем идет речь в документе JP 2004-53013A, необязательно обладать смазочными свойствами. Вместе с тем, существуют предпочтительные, с точки зрения адгезии в момент формирования покрытия, сочетания между вязким жидким или полутвердым смазочным покрытием и сухим твердым покрытием и толщинами этих покрытий.
В широком аспекте настоящее изобретение представляет собой резьбовое соединение для стальных труб, содержащее конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, отличающееся тем, что поверхность контакта, по меньшей мере, одного элемента из конуса и муфты имеет вязкое жидкое или полутвердое смазочное покрытие и сухое твердое покрытие, сформированное поверх смазочного покрытия.
В одном варианте осуществления настоящее изобретение представляет собой резьбовое соединение для стальных труб, содержащее конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбой участок и нерезьбовой металлический контактный участок, отличающееся тем, что поверхность контакта, по меньшей мере, одного элемента из конуса и муфты имеет вязкое жидкое или полутвердое смазочное покрытие и сухое твердое покрытие, сформированное поверх смазочного покрытия, а поверхность контакта другого элемента из конуса и муфты подвергается подготовительной обработке поверхности способом, выбранным из струйной обработки, травления, химической конверсионной обработки фосфатом, химической конверсионной обработки оксалатом, химической конверсионной обработки боратом, гальванического покрытия металлом и комбинации двух или более этих обработок, и, по выбору, сухое твердое покрытие формируется на поверхности, которая подвергается подготовительной обработке поверхности.
Резьбовое соединение для стальных труб в соответствии с настоящим изобретением предпочтительно удовлетворяет, по меньшей мере, одному из нижеследующих требований:
вязкое жидкое или полутвердое смазочное покрытие содержит воск, соль щелочноземельного металла жирной кислоты и, по выбору, смазочный порошок твердого вещества и, по существу, не содержит вредные тяжелые металлы;
сухое твердое покрытие представляет собой либо покрытие, сформированное из водной композиции, содержащей водорастворимое или вододиспергируемое полимерное соединение в качестве пленкообразующего компонента, либо покрытие, сформированное из композиции в растворе органического растворителя, содержащей полимерное соединение в качестве пленкообразующего компонента;
полимерное соединение представляет собой акриловую смолу;
твердое сухое покрытие сформировано из композиции покрытия на основе смолы, высушиваемой ультрафиолетовым излучением, причем такая композиция предпочтительно содержит также смазочный материал, такой как металлическое мыло, и волокнистый наполнитель, такой как игольчатый карбонат;
толщина вязкого жидкого или полутвердого смазочного покрытия составляет 10-200 мкм, толщина сухого твердого покрытия, сформированного поверх смазочного покрытия, составляет 5-50 мкм, при этом толщина смазочного покрытия больше толщины сухого твердого покрытия;
поверхность контакта, имеющая вязкое жидкое или полутвердое смазочное покрытие, подвергается подготовительной обработке поверхности способом, выбранным из струйной обработки, травления, химической конверсионной обработки фосфатом, химической конверсионной обработки оксалатом, химической конверсионной обработки боратом, гальванического покрытия металлом и комбинации двух или более этих обработок, перед формированием смазочного покрытия;
поверхность контакта, имеющая вязкое жидкое или полутвердое смазочное покрытие, подвергается подготовительной обработке поверхности способом, выбранным из гальванического покрытия металлом, гальванического покрытия сплавом металла или гальванического покрытия несколькими слоями металла и/или сплава металла, перед формированием смазочного покрытия;
стальные трубы предназначены для использования в нефтяной скважине, а именно представляют собой ТПНП.
В настоящем изобретении также предложен способ обработки поверхности резьбового соединения для стальных труб, содержащего конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, при этом способ заключается в том, что наносят композицию покрытия, содержащую воск и соль щелочноземельного металла жирной кислоты и, по существу, не содержащую вредный тяжелый металл, на поверхность контакта, по меньшей мере, одного элемента из конуса и муфты для формирования вязкого жидкого или полутвердого смазочного покрытия, затем наносят водную композицию покрытия на основе водорастворимого или вододиспергируемого полимерного соединения либо композицию покрытия на основе полимерного соединения, растворенного в органическом растворителе, для формирования сухого твердого покрытия поверх смазочного покрытия.
В настоящем изобретении также предложен способ обработки поверхности резьбового соединения для стальных труб, содержащего конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, при этом способ заключается в том, что наносят композицию покрытия, содержащую воск и соль щелочноземельного металла жирной кислоты и, по существу, не содержащую вредный тяжелый металл, на поверхность контакта, по меньшей мере, одного элемента из конуса и муфты для формирования вязкого жидкого или полутвердого смазочного покрытия, затем наносят композицию покрытия на основе смолы, высушиваемой ультрафиолетовым излучением, а затем облучают ее ультрафиолетовым излучением для формирования сухого твердого покрытия поверх смазочного покрытия.
Кроме того, в настоящем изобретении также предложен способ соединения множества ТПНП с использованием любого из вышеописанных резьбовых соединений стальных труб или резьбового соединения, поверхности которого подвергаются обработке поверхности одним из вышеописанных способов без нанесения смазывающей консистентной смазки, такой как компаундированная консистентная смазка.
В соответствии с настоящим изобретением на поверхности контакта резьбового соединения для стальных труб, имеющего нерезьбовые металлические контактные участки, наносятся два слоя покрытия, состоящего из нижнего вязкого жидкого или полутвердого смазочного покрытия и верхнего сухого твердого покрытия. Благодаря верхнему сухому твердому покрытию поверхности контакта резьбового соединения поддерживаются в сухом состоянии и не липнут. Благодаря контактному давлению и нагреву из-за трения в момент соединения при введении в резьбовое зацепление верхнее сухое твердое покрытие отрывается и внедряется в нижнее смазочное покрытие. В результате нижнее смазочное покрытие проявляет присущий ему эффект смазки без препятствий со стороны покрывающего его верхнего сухого твердого покрытия и предотвращает истирание, в частности неустранимое сильное истирание резьбового соединения. Кроме того, оба слоя покрытия проявляют эффект предотвращения образования ржавчины на поверхностях контакта резьбового соединения перед соединением.
Соответственно, в период перед осуществлением резьбового соединения, даже если инородные вещества, такие как ржавчина, окалина и продуваемые абразивные частицы, прилипают к поверхностям контакта резьбового соединения, эта поверхность является сухой и не липкой, вследствие чего оказывается возможным простое удаление инородных веществ таким способом, как продувка воздухом. В результате даже в жестких условиях смазки, при которых давление становится локально избыточным, а в результате эксцентриситета или подверженности соединения проблемам при сборке в момент соединения или при попадании инородных веществ возникает пластическая деформация, все же можно предотвратить истирание за счет нижнего смазочного покрытия.
Таким образом, резьбовое соединение для стальных труб в соответствии с настоящим изобретением подавляет появление ржавчины. Затрудняет прилипание инородного вещества, и даже если оно прилипает, это инородное вещество легко удалить. Следовательно, даже если соединение и разъединение повторяются, функция смазки проявляется непрерывно, и можно поддерживать воздухонепроницаемость после соединения.
Краткое описание чертежей
На фиг.1 схематически показана сборная конструкция стальной трубы и элемента резьбового соединения во время транспортировки стальной трубы.
На фиг.2 схематически показан соединительный участок резьбового соединения.
На фиг.3 показан пояснительный вид, иллюстрирующий покрытия, сформированные на поверхностях контакта резьбового соединения для стальных труб в соответствии с настоящим изобретением, причем на фиг.3(а) показан пример придания шероховатости самой поверхности контакта, а на фиг.3(b) показан пример формирования поверхностного технологического покрытия для придания шероховатости поверхности, осуществляемого на поверхности контакта.
Лучший способ осуществления изобретения
Ниже приводится подробное описание вариантов осуществления резьбового соединения для стальных труб в соответствии с настоящим изобретением.
На фиг.1 схематически показана сборная конструкция типичного резьбового соединения и демонстрируется состояние стальной трубы, относящейся к ТПНП, и резьбового соединительного элемента во время транспортировки. Стальная труба А имеет на обоих своих концах конус 1, имеющий наружный резьбовой участок 3а, сформированный на наружной поверхности конуса, а резьбовой соединительный элемент (сцепление) В имеет на обоих своих концах муфту 2, имеющую внутренний резьбовой участок 3b, сформированный на внутренней поверхности муфты. Конусом называется элемент резьбового соединения, имеющий наружную резьбу, а муфтой называется элемент резьбового соединения, имеющий внутреннюю резьбу. Один конец стальной трубы А имеет резьбовой соединительный элемент В, который ранее был соединен с этой трубой. Хотя это не показано на чертеже, на несоединенном конусе стальной трубы А и на несоединенной муфте резьбового соединительного элемента В перед транспортировкой устанавливается протектор для защиты резьбовых участков. Эти протекторы должны сниматься перед использованием резьбового соединения.
В типичном случае, как показано на чертежах, конус выполнен на наружной поверхности обоих концов стальной трубы, а муфта выполнена на внутренней поверхности резьбового соединительного элемента, который является отдельным элементом. В принципе, можно поступить и наоборот: выполнить муфту на внутренней поверхности обоих концов стальной трубы и выполнить конус на наружной поверхности резьбового соединительного элемента. Существуют также цельно-резьбовые соединения, в которых не применяется резьбовой соединительный элемент и в которых на одном конце стальной трубы выполнен конус, а на другом конце выполнена муфта.
На фиг.2 схематически показана конструкция типичного резьбового соединения для стальных труб (именуемого ниже просто «резьбовым соединением»). Резьбовое соединение образовано конусом 1, выполненным на наружной поверхности конца стальной трубы А, и муфтой 2, выполненной на внутренней поверхности резьбового соединительного элемента В. Конус 1 имеет наружный резьбовой участок 3а, а также нерезьбовой металлический контактный участок 4а и участок 5 буртика, расположенный на конце стальной трубы. Соответственно конус 2 имеет внутренний резьбовой участок 3b и нерезьбовой металлический контактный участок 4b на его внутренней стороне.
Резьбовые участки 3а и 3b и нерезьбовые металлические контактные участки 4а и 4b конуса 1 и муфты 2 соответственно являются поверхностями контакта резьбового соединения. Эти поверхности контакта должны обладать стойкостью к истиранию, воздухонепроницаемостью и стойкостью к коррозии. Чтобы удовлетворить этим требованиям, в прошлом на поверхности контакта наносилась компаундированная консистентная смазка, содержащая порошок тяжелых металлов, или на упомянутых поверхностях формировалось вязкое жидкое или полутвердое смазочное покрытие. Однако, как было сказано ранее, эти способы смазки приводили к появлению проблем для людей и окружающей среды или проблем со стойкостью к истиранию при практической эксплуатации из-за ухудшения рабочих параметров во время хранения либо из-за прилипания инородных веществ.
В соответствии с настоящим изобретением, как показано применительно к нерезьбовым металлическим контактным участкам на фиг.3(а) и 3(b), поверхность контакта, по меньшей мере, одного элемента из конуса и муфты имеет нижнее вязкое жидкое или полутвердое смазочное покрытие 31а и верхнее сухое твердое покрытие 31b на поверхностях стальных труб 30а или 30b. Резьбовое соединение в соответствии с настоящим изобретением имеет поверхность, не являющуюся липкой, к которой трудно прилипнуть инородному веществу в период до соединения резьбового соединения, а смазочное покрытие проявляет присущие ему эффекты обеспечения смазки и поддержания газонепроницаемости, вследствие чего можно предотвращать истирание резьбового соединения и можно поддерживать воздухонепроницаемость после соединения, даже если соединение и разъединение повторяются, без использования компаундированной консистентной смазки.
Поверхность, на которой формируется смазочное покрытие 31, предпочтительно является шероховатой поверхностью. Как показано на фиг.3(а), придание шероховатости поверхности может быть непосредственным приданием шероховатости поверхности посредством струйной обработки или травления поверхности стальной трубы 30а или, как показано на фиг.3(b), его можно осуществить путем формирования поверхностного технологического покрытия 32, имеющего шероховатую поверхность, на поверхности стальной трубы 30b перед формированием смазочного покрытия 31а.
Вязкое жидкое или полутвердое смазочное покрытие 31а и сухое твердое покрытие 31b можно сформировать, подготавливая композицию покрытия с использованием подходящего растворителя, если это потребуется для ее разбавления, нанося ее подходящим способом, таким как нанесение покрытия кистью, напыление или погружение, с последующей, при необходимости, сушкой посредством испарения растворителя.
Эти покрытия можно формировать на поверхностях контакта как конуса, так и муфты, но в случаях, подобных тому, который показан на фиг.1, в котором конус и муфта соединены друг с другом во время транспортировки, смазочное покрытие и сухое твердое покрытие можно формировать только на одном из конуса и муфты. При осуществлении обработки только на одном элементе обработку поверхности и процесс нанесения с целью формирования покрытий проще проводить на соединительном элементе, который короче, и поэтому удобнее формировать смазочное покрытие и сухое твердое покрытие на поверхности контакта соединительного элемента (обычно на поверхностях контакта муфты). В случаях когда конус и муфта не соединены, предпочтительным оказывается формирование этих покрытий и на конусе, и на муфте, чтобы придать свойства предотвращения образования ржавчины на всех поверхностях контакта, вследствие чего можно предотвратить ухудшение смазочных свойств и воздухонепроницаемости из-за появления ржавчины.
Смазочное покрытие и сухое твердое покрытие предпочтительно покрывают полностью поверхности контакта конуса и/или муфты, но настоящее изобретение охватывает и случай, когда покрывается лишь участок поверхности контакта (например, только нерезьбовой металлический контактный участок).
Вязкое жидкое или полутвердое смазочное покрытие
Чтобы предотвратить истирание, когда стальные трубы соединяются друг с другом посредством резьбового соединения, на поверхности контакта, по меньшей мере, одного элемента из конуса и муфты формируется вязкое жидкое или полутвердое смазочное покрытие в качестве первого слоя (нижнего слоя). Это смазочное покрытие предпочтительно является покрытием, содержащим, по меньшей мере, воск и соль щелочноземельного металла жирной кислоты.
Определение «вязкое жидкое» относится к очень вязкой жидкости, которая имеет исключительно низкую текучесть и остается на поверхности, не стекая, в условиях окружающей температуры и атмосферного давления, и на которую не действуют внешние факторы (давление и высокая температура), а определение «полутвердое» относится к такому материалу, как воск, который может поддерживать неизменную форму в таких условиях.
Смазочное покрытие предпочтительно не содержит существенного количества (в частности, количества, превышающего 5 мас.% смазочного покрытия) вредных тяжелых металлов, а в более предпочтительном варианте вообще не содержит никаких вредных тяжелых металлов. Примеры вредных тяжелых металлов включают свинец, хром, кадмий, ртуть и т.п.
Консистентная смазка, которая использовалась ранее, содержит большое количество порошка мягких тяжелых металлов, таких как свинец и цинк, чтобы предотвратить истирание путем подавления непосредственного контакта между металлическими поверхностями. В настоящем изобретении ту же самую функцию выполняет соль щелочноземельного металла жирной кислоты, которая содержится в смазочном покрытии, вследствие чего проявление смазочных свойств оказывается возможным без использования тяжелых металлов.
Соотношение масс между солью щелочноземельного металла и воском предпочтительно находится в диапазоне 0,8-5 частей соли щелочноземельного металла жирной кислоты на одну часть воска. С точки зрения стойкости к истиранию оно в более предпочтительном варианте находится в диапазоне 1-3 части соли щелочноземельного металла жирной кислоты на одну часть воска.
Соль щелочноземельного металла жирной кислоты проявляет эффект предотвращения истирания. С точки зрения смазочных свойств и предотвращения образования ржавины предпочтительна жирная кислота, имеющая 12-13 атомов углерода. Жирная кислота может быть либо насыщенной, либо ненасыщенной. Можно использовать смешанные жирные кислоты, полученные из минеральных масел и жиров, таких как говяжий жир, свиной жир, ланолин, пальмовое масло, рапсовое масло и кокосовое масло, и одиночные соединения, такие как лауриновая кислота, тридециловая кислота, миристиновая кислота, пальмитиновая кислота, ланопальмитиновая кислота, стеариновая кислота, изостеариновая кислота, олеиновая кислота, элаидиновая кислота, арахиновая кислота, бегеновая кислота, эруковая кислота, лигноцериновая кислота и ланоцериновая кислота. Соль предпочтительно представлена в виде соли кальция, и она может быть либо нейтральной солью, либо основной солью. В предпочтительном варианте она представлена в форме стеарата кальция.
Воск не только обладает эффектом предотвращения истирания, но также понижает текучесть и способствует формированию пленки. Можно использовать любые животные, растительные, минеральные и синтетические воски. Примерами восков, которые можно использовать, являются: пчелиный воск и китовый жир (животные воски); японский воск, карнаубский воск, канделильский воск и рисовый воск (растительные воски); парафиновый воск, микрокристаллический парафин, парафин, полученный из остаточного сырья, горный воск, озокерит и церезин (минеральные воски); а также оксидный воск, полиэтиленовый воск, воск Фишера-Тропша, амидный воск, затвердевшее касторовое масло (касторовый воск) (синтетические воски). Конкретно предпочтительным из них является парафиновый воск с молекулярной массой 150-500.
В настоящем изобретении предпочтительно включение порошка твердого смазочного материала в смазочное покрытие, чтобы увеличить прочность смазочного покрытия и подавить текучесть при высоких температурах, а также чтобы увеличить стойкость к истиранию. Можно использовать любой безвредный порошок твердого смазочного материала, который не токсичен. Твердый смазочный материал предпочтительно выбирают из гильсонита, графита, талька, слюды, карбоната кальция, бентонита, дисульфида вольфрама, дисульфида олова, дисульфида молибдена и меламинцианурата (МСА). Гильсонит - это природный асфальт, и независимо от того, добавляют его в виде порошка или плавят до температуры, превышающей его температуру плавления, эффект получается один и тот же. При добавлении порошка твердого смазочного материала он присутствует в количестве, составляющем, самое большое, 0,2 части, а в предпочтительном варианте в количестве, составляющем от, по меньшей мере, 0,005 части до, самое большое, 0,1 части на одну часть воска.
Чтобы увеличить диспергируемость соли щелочноземельного металла жирной кислоты в композиции, используемой для формирования смазочного покрытия, или чтобы улучшить свойства смазочного покрытия, в смазочное покрытие можно включить дополнительные компоненты, такие как один или более компонентов, выбранных из органических смол и различных масел и добавок (таких как агенты высокого давления), обычно используемых в смазочном масле. Примеры масел, которые можно использовать, включают основные масла, смолы, синтетические сложные эфиры, натуральные масла и минеральные масла.
Органическая смола, в частности термопластичная смола, действует, подавляя липкость смазочного покрытия, и увеличивает толщину этого покрытия. Более того, когда она вводится на фрикционную поверхность раздела, она функционирует, увеличивая стойкость к истиранию и уменьшая трение между поверхностями контакта резьбового соединения даже тогда, когда прикладывается большой крутящий момент соединения (высокое давление). Ввиду этих эффектов в состав смазочного покрытия предпочтительно включается органическая смола.
Примерами термопластичных смол, которые можно использовать в данном изобретении, являются полиэтиленовые смолы, полиропиленовые смолы, полистирольные смолы, поли(метилакрилатные) смолы, смолы на основе сополимеров стирола и сложного эфира акриловой кислоты и стирола, а также полиамидные смолы. Можно также использовать сополимеры либо смеси этих смол или смеси этих смол с другими термопластичными смолами. Термопластичная смола предпочтительно имеет плотность (в соответствии с японским промышленным стандартом JIS К 7112) в диапазоне 0,9-1,2, а температура пластической деформации (в соответствии с японским промышленным стандартом JIS К 7206) предпочтительно находится в диапазоне 60-150°С ввиду необходимости ее легкого деформирования для проявления смазочных свойств между трущимися поверхностями резьбового соединения.
Если термопластичная смола присутствует в покрытии в форме частиц, то она проявляет смазочное действие, аналогичное твердому смазочному материалу, когда он вводится на фрикционную поверхность раздела, и, в частности, эффективна при увеличении стойкости к истиранию. Поэтому термопластичная смола предпочтительно присутствует в смазочном покрытии в форме порошка, в частности сферического порошка. В этом случае если композиция, используемая для формирования смазочного покрытия (именуемая ниже «композицией смазочного покрытия») содержит растворитель, то выбирается термопластичная смола, нерастворимая в этом растворителе. Порошок термопластичной смолы можно диспергировать или суспендировать в растворителе, и неважно, если он разбухает в растворителе.
Порошок термопластичной смолы предпочтительно имеет малый диаметр частиц с точки зрения увеличения толщины покрытия и увеличения стойкости к истиранию. Вместе с тем, если диаметр частиц меньше 0,05 мкм, становится заметным превращение композиции смазочного покрытия в гель, и становится трудно сформировать покрытие, имеющее однородную толщину. С другой стороны, если диаметр частиц превышает 30 мкм, то становится трудно вводить порошок на фрикционную поверхность раздела, и он проявляет склонность к оседанию или всплыванию в композиции смазочного покрытия, затрудняя формирование однородного покрытия. Соответственно, диаметр частиц порошка термопластичной смолы предпочтительно находится в диапазоне 0,05-30 мкм, а более предпочтительно в диапазоне 0,07-20 мкм.
Натуральные масло и жир, которые можно использовать в качестве масляного компонента, включают говяжий жир, свиной жир, ланолин, пальмовое масло, рапсовое масло и кокосовое масло. Можно также использовать минеральное масло и синтетическое минеральное масло, которые имеют вязкость 10-300 сСт при 40°С.
Синтетический сложный эфир, который можно использовать в качестве смазочного компонента, может увеличить пластичность термопластичной смолы и при этом может увеличить текучесть смазочного покрытия, когда это покрытие подвергается воздействию гидростатического давления, так что он является предпочтительным компонентом масла для использования в композиции смазочного покрытия в соответствии с настоящим изобретением. Синтетический сложный эфир с высокой температурой плавления также может служить для регулирования температуры плавления и мягкости смазочного покрытия в соответствии с настоящим изобретением. Примерами синтетических сложных эфиров являются сложные моноэфиры жирных кислот, сложные диэфиры двухосновных кислот и сложные эфиры триметилолпропана и пентаэритриола жирных кислот.
Примерами сложных моноэфиров жирных кислот являются сложные монофиры карбоновых кислот, имеющих 12-24 атома углерода, таких как миристиновая кислота, пальмитиновая кислота, стеариновая кислота, олеиновая кислота, изостеариновая кислота, линолевая кислота, линоленовая кислота, элаидиновая кислота, арахиновая кислота, бегеновая кислота, эруковая кислота и лигноцериновая кислота, с высшими спиртами, имеющими 8-20 атомов углерода, такими как октиловый спирт, каприловый спирт, нониловый спирт, дециловый спирт, лауриловый спирт, тридециловый спирт, миристиловый спирт, цетиловый спирт, стеариловый спирт, изостеариловый спирт, олеиловый спирт и дециловый спирт.
Примерами сложных диэфиров двухосновных кислот являются сложные диэфиры двухосновных кислот, имеющих 6-10 атомов углерода, таких как адипиновая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота и себациновая кислота, с высшими спиртами, имеющими 8-20 атомов углерода, такими как те, которые перечислены выше в связи со сложными моноэфирами.
Примерами жирных кислот, которые образуют сложный эфир триметилолпропана или пентаэритриола жирной кислоты, являются те, которые имеют 8-18 атомов углерода, например каприловая кислота, дециловая кислота, лауриловая кислота, миристиновая кислота, пальмитиновая кислота, стеариновая кислота, олеиновая кислота и изостеариновая кислота. Спирты могут быть теми же высшими спиртами, которые перечислены выше.
Примерами основных масел являются основные сульфонаты, основные салицилаты, основные феноляты, основные карбоксилаты и т.п. Эти основные масла присутствуют в виде соли ароматической кислоты с избытком щелочи, и, как описано выше, они представляют собой полутвердые вещества типа консистентных смазок, в которых избыточная щелочь диспергирована в виде коллоидных частиц в маслянистой ароматической кислоте.
Щелочь, которая составляет катионную часть этой соли (основное масло), может быть щелочным металлом или щелочноземельным металлом, но предпочтительно является щелочноземельным металлом, а в частности, кальцием, барием или магнием. Какой бы из этих металлов ни применялся, эффект будет один и тот же.
Чем выше основность основного масла, тем больше количество соли металла, которая функционирует как твердый смазочный материал, и тем лучше смазочные свойства (стойкость к истиранию). Кроме того, когда основность превышает некоторый уровень, она обладает эффектом нейтрализации кислых компонентов, вследствие чего увеличивается способность смазочного покрытия к предотвращению образования ржавчины. По этим причинам основное масло, используемое в настоящем изобретении, предпочтительно является маслом, имеющим основность (в соответствии с японским промышленным стандартом JIS К 2501), которая предпочтительно составляет, по меньшей мере, 50 мг КОН/г (при использовании двух или более масел принимают во внимание взвешенное среднее значение основностей). Вместе с тем, если основность превышает 500 мг КОН/г, то становится легким образование ржавчины. Предпочтительная основность составляет 100-500 мг КОН/г, а в более предпочтительном варианте она находится в диапазоне 250-450 мг КОН/г.
Агент высокого давления обладает эффектом увеличения стойкости к истиранию смазочного покрытия, если присутствует в нем. Неограничительными примерами агента высокого давления являются вулканизированные масла, полисульфиды, фосфаты, фосфиты, тиофосфаты и соли металлов дитиофосфорной кислоты.
Примерами предпочтительных вулканизированных масел являются соединения, которые получаются путем добавления серы в ненасыщенные животные или растительные масла, такие как оливковое масло, касторовое масло, рисовое масло, хлопковое масло, соевое масло, говяжий жир и свиной жир, и нагревания смеси, которая содержит 5-30 мас.% серы.
Примерами предпочтительных полисульфидов являются полисульфидные соединения общей формулы R1-(S)c-R2 (где R1 и R2 могут быть одинаковыми или разными и обозначают алкильную группу, имеющую 4-22 атома углерода, арильную группу, алкиларильную группу или арилалкильную группу, каждая и из которых имеет до 22 атомов углерода, а «с» представляет собой целое число от 2 до 5) и олефинсульфиды, содержащие 2-5 связей серы в одной молекуле. В частности, предпочтительными являются дибензилсульфид, дитретдодецилполисульфид и дитретнонилполисульфид.
Фосфаты, фосфиты, тиофосфаты и соли металлов дитиофосфорной кислоты могут иметь следующие общие формулы:
фосфаты: (R3О) (R4O) P(=О) (OR5);
фосфиты: (R3О) (R4O) P(OR5);
тиофосфаты: (R3О) (R4O) P(=S) (OR5);
соли металлов дитиофосфорной кислоты: [(R3О) (R6O) P(=S)-S]2-М.
В вышеуказанных формулах R3 и R6 обозначают алкильную группу, циклоалкильную группу, алкилциклоалкильную группу, арильную группу, каждая из которых имеет до 24 атомов углерода, алкиларильную группу или арилалкильную группу, R4 и R5 обозначают атом водорода или алкильную группу, циклоалкильную группу, алкилциклоалкильную группу, арильную группу, алкиларильную группу или алрилалкильную группу, каждая из которых имеет до 24 атомов углерода, а М обозначает молибден (Мо), цинк (Zn) или барий (Ва).
Конкретно предпочтительные примеры этих соединений включают: трицезилфосфат и диоктилфосфат в качестве фосфатов; тристеарилфосфит, тридецилфосфит и дилаурилгидрогенфосфит в качестве фосфитов; триалкилфосфат, в котором каждый из радикалов R3, R4 и R5 представляет собой алкильную группу, имеющую 12 или 13 атомов углерода, и алкилтрифенилтиофосфат в качестве тиофосфатов; и диалкилдитиофосфат цинка, в котором каждый из радикалов R3 и R6 представляет собой первичную или вторичную алкильную группу, имеющую 3-20 атомов углерода, в качестве солей металлов дитиофосфорной кислоты.
Композиция смазочного покрытия может содержать растворитель, чтобы уменьшить его вязкость, вследствие чего можно сделать однородными толщину и структуру покрытия, сформированного из этой композиции, и оказывается возможным эффективное формирование покрытия. Растворитель предпочтительно является летучим. А именно, в отличие от основного масла в смазочном масле растворитель предпочтительно испаряется во время процесса пленкообразования, и в смазочном покрытии предпочтительно совсем не остается растворителя. Определение «летучий» означает, что растворитель проявляет склонность к испарению, когда находится в форме покрытия при температуре, находящейся в диапазоне от комнатной температуры до 150°С. Вместе с тем, поскольку смазочное покрытие в соответствии с настоящим изобретением находится в виде вязкой жидкости или полутвердом виде, возможно, что незначительное количество растворителя все же останется в покрытии.
Конкретных ограничений на тип растворителя нет. Примерами растворителей, которые пригодны для использования в настоящем изобретении, являются нефтяные растворители, такие как растворитель для химической чистки и уайт-спирит (японский промышленный стандарт JIS К 2201 определяет обе эти разновидности как промышленный бензин), ароматический лигроин, ксилен и целлозольвы (моноалкиловые эфиры этиленгликоля). Можно использовать два или более таких растворителей. Растворитель, имеющий температуру вспышки, по меньшей мере, 30°С, начальную температуру кипения, по меньшей мере, 150°С и конечную температуру кипения, самое большое, 210°С, является предпочтительным с той точки зрения, что он прост в обращении и быстро испаряется, так что время высыхания может быть коротким.
Помимо вышеописанных компонентов композиция смазочного покрытия может также содержать один или более дополнительных компонентов, таких как антиоксидант, консервант и краситель.
Вязкость (кинематическую вязкость в сантистоксах, измеренную вискозиметром Брукфилда) композиции смазочного покрытия можно выбрать надлежащим образом в зависимости от способа нанесения покрытия и можно регулировать добавлением растворителя. Предпочтительная вязкость составляет, по большей мере, 4000 сСт при 40°С в случае нанесения покрытия напылением или погружением, а в случае нанесения покрытия кистью, по большей мере, 1000 сСт при 60°С.
Композицию смазочного покрытия можно приготавливать путем диспергирования или растворения всех компонентов в растворителе без расплавления воскового компонента.
Толщина вязкого жидкого или полутвердого смазочного покрытия в качестве первого (нижнего) слоя предпочтительно находится в диапазоне 10-200 мкм по следующим причинам.
Верхний слой (второй слой) в форме сухого твердого покрытия, сформированного на нижнем смазочном покрытии, отрывается в момент первоначального соединения и поглощается нижним смазочным покрытием. Тогда нижнее смазочное покрытие оказывается способным проявлять свое смазывающее действие на фрикционной поверхности раздела.
Соответственно, нижнее смазочное покрытие предпочтительно имеет достаточную толщину, чтобы заполнить небольшие зазоры в области поверхности контакта, например между гребнями резьбы. Если толщина покрытия слишком мала, то можно больше не получить характеристические эффекты вязкого жидкого или полутвердого смазочного покрытия, заключающиеся в том, что масло сочится с трущейся поверхности из-за гидростатического давления, создаваемого во время соединения, и в том, что смазочный материал затекает в какой-либо зазор из других зазоров. Поэтому толщина нижнего смазочного покрытия предпочтительно составляет, по меньшей мере, 10 мкм.
Во время осуществления соединения, которое требует смазки, поверхности контакта муфты и конуса контактируют друг с другом, и с точки зрения смазки этого достаточно для соответствующей обработки лишь одного из элементов, либо конуса, либо муфты, в соответствии с изобретением. Однако с точки зрения предотвращения образования ржавчины конуса и муфты, которые подвергаются воздействию воздуха во время хранения, предпочтительным является формирование смазочного покрытия и на конусе, и на муфте. Минимальная толщина покрытия, необходимая для предотвращения образования ржавчины, тоже составляет 10 мкм. Соответственно, когда отдельное защитное средство для предотвращения образования ржавчины (такое как предыдущее соединение конуса и муфты либо установка протектора) не применяется, на конусе и муфте предпочтительно формируют покрытие толщиной, по меньшей мере, 10 мкм.
С другой стороны, если смазочное покрытие слишком толстое, то не только бесполезно расходуется смазочный материал, но и ухудшается предотвращение загрязнения окружающей среды, являющееся одной из задач настоящего изобретения. С этой точки зрения верхний предел толщины смазочного покрытия предпочтительно составляет около 200 мкм.
Более предпочтительная толщина смазочного покрытия составляет 30-150 мкм. Вместе с тем, как поясняется ниже, когда поверхности контакта, на которой формируют смазочного покрытие, придана шероховатость, толщину смазочного покрытия предпочтительно делают большей, чем значение Rmax для поверхности контакта, которой придана шероховатость. Когда поверхности контакта придана шероховатость, толщина покрытия представляет собой среднее значение толщины покрытия по всему покрытию, и это значение можно вычислить по площади, весу и плотности покрытия.
В качестве общей тенденции следует отметить, что когда смазочное покрытие содержит масло в значительном, большом количестве, оно становится вязким жидким покрытием, а когда количество масла небольшое или когда покрытие не содержит масла, оно становится полутвердым покрытием.
Сухое твердое покрытие
Второй (верхний) слой сухого твердого покрытия формируется поверх первого слоя вязкого жидкого или полутвердого покрытия. Сухое твердое покрытие может быть смоляным покрытием на основе органического полимерного соединения (органической смолы). В предпочтительном варианте оно не содержит воска.
В первом варианте осуществления композиция для формирования сухого твердого покрытия (именуемая ниже «композицией сухого покрытия») представляет собой водную композицию, содержащую водорастворимое или вододиспергируемое полимерное соединение в качестве пленкообразующего компонента. Растворитель в этой водной композиции предпочтительно состоит просто из воды, но вместе с водой можно использовать один или более органических растворителей, смешиваемых с водой.
Количество, в пересчете на массу, водорастворимого или вододиспергируемого полимерного соединения в водной композиции твердого покрытия предпочтительно составляет, самое большое, 9 частей, а более предпочтительно (с точки зрения скорости высыхания композиции) находится в диапазоне 0,05-9 массовых частей полимерного соединения на одну массовую часть воды. Можно также добавить, самое большое, 0,1 часть пленкообразующего промотора. Примером подходящего пленкообразующего промотора является n-бутиловый простой эфир дипропиленгликоля.
Как описано выше в связи с фиг.1, в период до фактического использования резьбового соединения для стальных труб на конусе и муфте, которые еще не соединены с другим элементом, часто устанавливается протектор. Требуется сухое твердое покрытие, которое не должно отрываться, когда на него устанавливается протектор, которое не должно растворяться, когда подвергается воздействию конденсировавшейся воды, обуславливаемой точкой росы, во время транспортировки или хранения, и которое не должно легко размягчаться, когда подвергается воздействию высокой температуры, превышающей 40°С.
Соответственно, твердое сухое покрытие сразу же после того, как оно затвердевает за счет испарения воды в качестве растворителя, должно обладать свойствами, заключающимися в том, что оно не растворится в воде снова (что оно станет нерастворимым в воде и водостойким), и в том, что оно не станет легко разлагаться и отрываться, если будет подвергаться воздействию давления определенной величины. Примерами водорастворимого или вододиспергируемого полимерного соединения, обладающего такими свойствами, являются: водорастворимые полимеры, такие как поливиниловый спирт (ПВС), полиэтиленоксид (ПЭО), полиакрилат натрия, полиакриламид и полиамидин; и эмульсионные полимеры, такие как эмульсия поливинилацетата, эмульсия сополимера винилацетата, эмульсия этиленвинилацетата (ЭВА), эмульсия акрилового полимера, эмульсия сополимера акрилстирола, эмульсия поливинилиденхлорида и другие водоэмульсионные смолы, включающие в себя водный полиуретан, фторсодержащие смолы дисперсионного типа, акриловые смолы, эпоксидные соединения и силиконы. С точек зрения однородного формирования толщины покрытия, сродства с нижним смазочным покрытием и стойкости к размягчению при высоких температурах предпочтительным полимерным соединением является акриловая смола.
Поскольку сухое твердое покрытие, которое не является липким, можно сформировать после испарения воды, водная композиция твердого покрытия может также содержать один или более дополнительных компонентов помимо водорастворимого или вододиспергируемого полимерного соединения, чтобы увеличить стойкость к размягчению при высоких температурах и уменьшить трение, а также избежать отслаивания покрытия при установке протектора.
Примером таких дополнительных компонентов является смазочный порошок твердого вещества, например кремнезема, стеарата кальция, гидроксида кальция, дисульфида молибдена, дисульфида вольфрама, графита, политетрафторэтилена, нитрида бора и карбоната кальция, который будет присутствовать в композиции в количестве, составляющем, по большей мере, 5 мас.% в пересчете на содержание твердого вещества в композиции. Такой порошок предпочтительно выбирается из кремнезема, стеарата кальция, гидроксида кальция и карбоната кальция.
Во втором варианте осуществления изобретения композиция твердого покрытия для формирования верхнего слоя сухого твердого покрытия представляет собой композицию такого типа, которая предусматривает наличие растворителя, содержащую в качестве пленкообразующего компонента полимерное соединение, растворенное в органическом растворителе. С точки зрения однородности, свойств высушивания и покрывности композиции количество полимерного компонента, растворенного в органическом растворителе, предпочтительно составляет, самое большое, 0,5 массовых частей и предпочтительно находится в диапазоне 0,1-0,4 массовых частей на одну массовую часть органического растворителя.
Как говорилось выше, сухое твердое покрытие, сформированное из композиции такого типа, который предусматривает наличие растворителя, сразу же после того, как оно затвердевает за счет испарения органического растворителя, должно обладать свойствами, заключающимися в том, что оно не растворится в воде снова (что оно станет нерастворимым в воде и водостойким), и в том, что оно не станет легко разложимым и отрываемым, даже если к нему прикладывают давление определенной величины при установке протектора.
Примерами полимерных соединений, обладающих такими свойствами, являются эпоксидные смолы, полиимидные смолы, полиамидимидные смолы, поликарбодиимидные смолы, полиэфирсульфоны, полиэфирэфиркетоны, фурановые смолы, фторсодержащие смолы, акриловые смолы, полиэтиленовые смолы и силиконовые смолы. С точек зрения формирования покрытия однородной толщины, сродства с нижним смазочным покрытием и стойкости к размягчению при высоких температурах предпочтительным полимерным соединением является акриловая смола.
И в этом варианте осуществления так же, поскольку сухое твердое покрытие, которое не является липким, можно сформировать после испарения органического растворителя, композиция твердого покрытия типа органического растворителя может также содержать один или более дополнительных компонентов помимо полимерного соединения, чтобы уменьшить трение, а также избежать отслаивания покрытия при установке протектора.
Примером таких дополнительных компонентов является смазочный порошок твердого вещества, например кремнезема, стеарата кальция, дисульфида молибдена, дисульфида вольфрама, графита, политетрафторэтилена и нитрида бора, который будет присутствовать в композиции в количестве, составляющем, самое большое, 5 мас.% в пересчете на содержание твердого вещества в композиции. Такой порошок предпочтительно выбирается из кремнезема, стеарата кальция, гидроксида кальция и карбоната кальция. В более предпочтительном варианте это кремнезем или стеарат кальция.
Органический растворитель, в котором полимерное соединение растворяется с образованием композиции твердого покрытия такого типа, который предусматривает наличие растворителя, предпочтительно является летучим растворителем. Таким образом, в отличие от основного масла в смазочном масле растворитель предпочтительно испаряется во время процесса пленкообразования, и в предпочтительном варианте в смазочном покрытии, по существу, не остается растворителя.
Конкретных ограничений на тип растворителя нет. Примерами растворителей, которые пригодны для использования в настоящем изобретении, являются нефтяные растворители, такие как растворитель для химической чистки и уайт-спирит (японский промышленный стандарт JIS К 2201 определяет обе эти разновидности как промышленный бензин), ароматический лигроин, ксилен, целлозольвы, метилэтилкетон, толуол и циклогексанон. Можно использовать два или более таких растворителей.
Растворитель, имеющий температуру вспышки, по меньшей мере, 30°С, начальную температуру кипения, по меньшей мере, 150°С и конечную температуру кипения, самое большое, 210°С, является предпочтительным с точки зрения простоты в обращении и быстрого испарения, так что время высыхания может быть коротким.
Является ли композиция твердого покрытия водной композицией или композицией такого типа, который предусматривает наличие растворителя в органическом растворителе, эта композиция помимо вышеописанных компонентов может содержать одну или более таких добавок, как антиоксидант, консервант и краситель.
Для любого типа композиции твердого покрытия его вязкость (кинематическую вязкость в сантистоксах, измеренную вискозиметром Брукфилда) можно надлежащим образом регулировать в зависимости от способа нанесения покрытия путем добавления растворителя и т.п. Предпочтительная вязкость составляет, по большей мере, 4000 сСт при 40°С в случае нанесения покрытия напылением или погружением, а в случае нанесения покрытия кистью, самое большое, 1000 сСт при 60°С.
В третьем варианте осуществления изобретения композиция твердого покрытия для формирования верхнего слоя сухого твердого покрытия представляет собой композицию на основе смолы, высушиваемой ультрафиолетовым излучением. Можно использовать известную смолу, высушиваемую ультрафиолетовым излучением, которая содержит, по меньшей мере, один мономер, олигомер и инициатор фотополимеризации. Поскольку эта смола обуславливает фотополимеризацию при облучении ультрафиолетовыми лучами для формирования высушенной пленки, конкретного ограничения на смолу, высушиваемую ультрафиолетовым излучением, нет.
Мономер включает, но не в ограничительном смысле, сложные диэфиры или высшие сложные эфиры многоатомных спиртов с (мет)акриловой кислотой, а также различные (мет)акрилатные соединения, N-винилпирролидон, N-винилкапролактам и стирол. Олигомер включает в себя - но не в ограничительном смысле - эпокси(мет)акрилат, уретан(мет)акрилат, (мет)акрилат сложного полиэфира, (мет)акрилат простого полиэфира и силикон(мет)акрилат.
Полезными инициаторами фотополимеризации являются соединения, обладающие поглощением в области длин волн 260-450 нм, включающие бензоин и его производные, бензофенон и его производные, ацетофенон и его производные, кетон Михлера, бензил и его производные, моносульфид тетралкилтиурама, тиоксаны и т.п. Конкретно предпочтительным является использование тиоксана.
Ввиду прочности и свойств скольжения покрытия твердое сухое покрытие, сформированное из смолы, высушиваемой ультрафиолетовым излучением, также содержит твердое вещество, выбранное из смазочного вещества и волокнистого наполнителя. Примерами смазочного вещества являются металлические мыла, такие как стеарат кальция, и политетрафторэтиленовые (ПТФЭ) смолы, а примером волокнистого наполнителя является игольчатый карбонат кальция, такой как «вискал» от фирмы Maruo Calcium, Япония. Можно добавлять одно или более этих твердых веществ в количестве 0,05-0,35 массовой части на одну массовую часть смолы, высушиваемой ультрафиолетовым излучением. Количество, меньшее, чем 0,35 части, может оказаться недостаточным для ощутимого увеличения прочности покрытия. Количество, большее, чем 0,35 части, может повысить вязкость композиции покрытия до такой степени, что снизится покрывность или станет недостаточной прочность покрытия. В предпочтительном варианте добавляется и смазочный материал, и волокнистый наполнитель.
Облучение ультрафиолетовыми лучами осуществляется при использовании поставляемого промышленностью устройства для облучения ультрафиолетовым светом, имеющим выходную длину волны в диапазоне 260-450 нм. Источником ультрафиолетового света может быть, например, ртутная лампа высокого давления, ртутная лампа сверхвысокого давления, ксеноновая лампа, лампа накаливания с угольной нитью, металлогалогенная лампа или солнечный свет.
В любом из вышеописанных вариантов осуществления толщина сухого твердого покрытия предпочтительно находится в диапазоне 5-50 мкм и является меньшей, чем толщина нижележащего смазочного покрытия.
Сухое твердое покрытие формируется для того, чтобы устранить липкость вязкого жидкого или полутвердого смазочного покрытия. В результате, когда стальная труба, относящаяся к ТПНП, устанавливается вертикально, чтобы соединить резьбовым соединением, а ржавчина, осевшая на внутренней поверхности трубы, или абразивные частицы, обусловленные струйной обработкой и вводимые для удаления ржавчины, падают вниз внутри этой трубы, у ржавчины или частиц почти нет возможности прилипнуть к снабженной покрытием поверхности резьбового соединения или внедриться в эту поверхность. Даже если и существует некоторая адгезия такого инородного вещества, оно полностью удаляется продувкой воздухом. Следовательно, предотвращается возникновение истирания, в частности неустранимого сильного истирания из-за прилипшего инородного вещества, а стойкость резьбового соединения к истиранию заметно возрастает. Кроме того, сухое твердое покрытие имеет эффект защиты нижележащего вязкого жидкого или полутвердого смазочного покрытия, и можно с уверенностью достичь эффекта предотвращения образования ржавчины смазочного покрытия, так что стойкость резьбового соединения к образованию ржавчины тоже растет.
Если толщина твердого сухого покрытия слишком мала, то, когда защитный элемент, такой как протектор, устанавливается на конец стальной трубы, относящейся к ТПНП, как показано на фиг.1, существуют случаи, в которых происходит повреждение сухого твердого покрытия силой, прикладываемой при установке протектора. С другой стороны, если толщина сухого твердого покрытия слишком велика, нижнему смазочному покрытию станет трудно проявить стойкость к истиранию.
В предпочтительном варианте должно удовлетворяться соотношение, в соответствии с которым толщина вязкого жидкого или полутвердого смазочного покрытия больше толщины сухого твердого покрытия, что затрудняет противодействие сухого твердого покрытия эффекту предотвращения истирания, проявляемому смазочным покрытием.
Подготовительная обработка поверхности
В резьбовом соединении для стальных труб в соответствии с настоящим изобретением, которое имеет вязкое жидкое или полутвердое смазочное покрытие, сформированное на поверхности контакта конуса и/или муфты, и сухое твердое покрытие, сформированное поверх смазочного покрытия, если поверхность контакта, покрытая этими покрытиями, подвергалась предварительной обработке поверхности для придания ей такой шероховатости, что шероховатость этой поверхности становится больше, чем шероховатость поверхности, образованной сопряжением, которая составляет 3-5 мкм, то во многих случаях стойкость к истиранию увеличивается. Соответственно, перед формированием первого слоя смазочного покрытия предпочтительно проводится подготовительная обработка поверхности, чтобы придать поверхности контакта шероховатость.
Примерами такой подготовительной обработки поверхности является: струйная обработка бомбардирующим материалом для струйной обработки, таким как сферическая дробь или зернистый песчаник; травление погружением в концентрированную кислую жидкость, такую как серная кислота, соляная кислота, азотная кислота или плавиковая кислота, для придания шероховатости поверхности; химическая конверсионная обработка, такая как обработка фосфатом, обработка оксалатом или обработка боратом (способствующая получению кристаллического покрытия с шероховатостью поверхности, увеличивающейся по мере роста кристаллов); и гальваническое покрытие металлом. Гальваническое покрытие металлом включает: гальванизацию медью, железом или их сплавами (происходит селективное гальваническое покрытие выступов, вследствие чего шероховатость поверхности несколько увеличивается); динамическое гальваническое покрытие цинком или сплавом цинка за счет столкновения частиц, имеющих железное ядро, покрытое цинком или сплавом цинка и железа, с поверхностью ввиду воздействия центробежной силы или давления воздуха для формирования покрытия из цинка или сплава цинка; и гальваническое покрытие биметаллом для формирования покрытия, имеющего мелкие твердые частицы, диспергированные в металле.
Какой бы способ обработки поверхности ни использовался, он предпочтительно осуществляется таким образом, что поверхность имеет шероховатость Rmax поверхности в диапазоне 5-40 мкм. Если Rmax меньше 5 мкм, то не удается достаточно увеличить адгезию и сохранность смазочного покрытия. С другой стороны, если Rmax
превышает 40 мкм, то покрытие не сможет выдержать срезающие силы и сжимающие силы, когда подвергается воздействию высокого давления, вследствие чего оно легко разрушается или отслаивается. Для придания шероховатости поверхности можно осуществить обработку поверхности двух типов.
С точки зрения адгезии смазочного покрытия предпочтительной является обработка поверхности, посредством которой можно сформировать пористое покрытие. В частности, предпочтительными являются обработка фосфатом (фосфатирование) с использованием фосфата марганца, фосфата цинка, фосфата железа-марганца или фосфата цинка-кальция либо динамическое нанесение гальванического покрытия с целью формирования покрытия из цинка или сплава железа и цинка. С точки зрения адгезии смазочного покрытия, сформированного на поверхности, предпочтительно покрытие из фосфата марганца, а с точки зрения предотвращения коррозии предпочтительным является покрытие из сплава цинка и железа, так как от этого покрытия можно ожидать обеспечения эффекта защитной коррозии, из-за чего предпочтительным является цинк.
Любое покрытие, сформированное фосфатированием, либо покрытие из цинка или сплава цинка, сформированное динамическим нанесением гальванического покрытия, является пористым покрытием. Если поверх него сформировано смазочное покрытие, то адгезия смазочного покрытия увеличивается за счет так называемого «якорного эффекта» пористого покрытия. В результате отслаивание твердого смазочного покрытия затрудняется даже при повторении соединения и разъединения, контакт между металлами на поверхности контакта эффективно предотвращается, а стойкость к истиранию, воздухонепроницаемость и стойкость к коррозии дополнительно увеличиваются.
Фосфатирование можно проводить посредством обычного погружения или напыления. Можно использовать обычный фосфатирующий раствор для использования при обработке оцинкованных сталей, который является кислым раствором фосфата. Например, типичный фосфатирующий раствор цинка содержит ионы фосфата в количестве 1-150 г/л ионов фосфата, ионы цинка в количестве 3-70 г/л, ионы нитрата в количестве 1-100 г/л и ионы никеля в количестве 0-30 г/л. Можно также воспользоваться фосфатирующим раствором марганца, который часто используется для обработки поверхности резьбовых соединений. Температура фосфатирующего раствора, который используется, может находиться в диапазоне от комнатной температуры до 100°С, а продолжительность обработки может составлять до 15 минут, в зависимости от желаемой толщины покрытия. Чтобы ускорить формирование фосфатного покрытия, перед фосфатированием можно подать на поверхность, подлежащую обработке, водный раствор для кондиционирования поверхности, содержащий коллоидный титан. После обработки фосфатирующим раствором обработанную поверхность предпочтительно промывают холодной или теплой водой перед сушкой.
Динамическое нанесение гальванического покрытия можно проводить путем механического нанесения гальванического покрытия, когда происходит соударение частиц с материалом, на который нужно нанести гальваническое покрытие, внутри вращающегося барабана, или путем нанесения гальванического покрытия за счет струйной обработки, когда соударение частиц с материалом, на который нужно нанести гальваническое покрытие, достигается с помощью устройства для струйной обработки. В настоящем изобретении достаточно нанести гальваническое покрытие лишь на поверхность контакта, поэтому предпочтительным является нанесение гальванического покрытия за счет струйной обработки, позволяющей реализовать локализованное нанесение гальванического покрытия.
Нанесение гальванического покрытия за счет струйной обработки можно осуществить с использованием частиц, имеющих ядро на основе железа, покрытое цинком или сплавом цинка. Эти частицы предпочтительно имеют содержание цинка или сплава цинка в диапазоне 20-60 мас.% и диаметр частиц в диапазоне 0,2-1,5 мм. Когда частицы сталкиваются с поверхностью контакта, к этой поверхности контакта прилипает только слой покрытия из цинка или сплава цинка, так что на поверхности контакта формируется пористое покрытие из цинка или сплава цинка. Нанесение гальванического покрытия за счет струйной обработки может приводить к формированию гальванического покрытия, обладающего хорошей адгезией к поверхности стали независимо от состава этой стали.
С точек зрения как стойкости к коррозии, так и адгезии толщина покрытия из цинка или сплава цинка, формируемого динамическим нанесением гальванического покрытия, предпочтительно составляет 5-40 мкм. Если она меньше 5 мкм, то в некоторых случаях можно не получить адекватную стойкость к коррозии. С другой стороны, если толщина превышает 40 мкм, то адгезия к смазочному покрытию может уменьшиться вплоть до исчезновения. Аналогичным образом получается, что толщина фосфатного покрытия предпочтительно находится в диапазоне 5-40 мкм.
Можно применить другую обработку поверхности. Например, при повышении стойкости к истиранию эффективным оказывается гальваническое покрытие одним или несколькими слоями металла или сплава металла. Примерами такого гальванического покрытия являются гальваническое покрытие таким металлом, как Cu, Sn или Ni, в один слой, а также гальваническое покрытие сплавами Cu-Sn в один слой, гальваническое покрытие двумя слоями Cu и Sn, a также гальваническое покрытие слоями Ni, Cu и Sn в три слоя, как описано в документе JP 2003-74763A. Для стальной трубы, изготовленной из стали, имеющей содержание Cr, превышающее 5%, предпочтительны гальваническое покрытие сплавом Cu-Sn, гальваническое покрытие в два слоя, предусматривающее гальваническое покрытие слоем Cu и гальваническое покрытие слоем Sn, и гальваническое покрытие в три слоя, предусматривающее гальваническое покрытие слоем Ni, гальваническое покрытие слоем Cu и гальваническое покрытие слоем Sn. Более предпочтительными являются гальваническое покрытие в два слоя, предусматривающее гальваническое покрытие слоем Cu и гальваническое покрытие слоем Sn, и гальваническое покрытие в три слоя, предусматривающее динамическое гальваническое покрытие слоем Ni, гальваническое покрытие слоем Cu и гальваническое покрытие слоем Sn. Такое гальваническое покрытие металлом или сплавом металла можно проводить известным способом, который описан в документе JP 2003-74763A.
Обработка поверхности другого элемента
Когда первый слой вязкого жидкого или полутвердого смазочного покрытия и второй слой сухого твердого покрытия поверх первого слоя в соответствии с настоящим изобретением сформированы на поверхности контакта лишь одного из таких элементов, как конус и муфта резьбового соединения, поверхность контакта другого элемента, на который эти покрытия не нанесены, можно оставлять в необработанном состоянии, но предпочтительно проводить вышеописанную подготовительную обработку поверхности, чтобы придать шероховатость поверхности контакта. В результате, когда осуществляется соединение с элементом, который покрыт смазочным покрытием и твердым сухим покрытием в соответствии с настоящим изобретением, поверхность контакта другого элемента, не имеющего смазочного покрытия, проявляет надлежащую способность к удержанию смазочного покрытия благодаря «якорному эффекту», создаваемому за счет придания шероховатости поверхности, вследствие чего повышается стойкость к истиранию.
Чтобы оказать влияние на свойства предотвращения образования ржавчины, можно сформировать сухое твердое покрытие, вследствие чего образование ржавчины на поверхности контакта предотвращается даже тогда, когда поверхность контакта вступает в контакт со сконденсировавшейся водой во время хранения. Материал и толщина сухого твердого покрытия могут быть такими же, как те, которые описаны выше. Как описано выше, это сухое твердое покрытие разрушается в результате удара, наносимого в момент первоначального соединения, и поэтому внедряется в смазочное покрытие на сопрягаемом элементе, так что оно не снижает смазочные свойства, придаваемые смазочным покрытием.
Примеры
Эффекты настоящего изобретения будут проиллюстрированы следующими примерами и сравнительными примерами. В нижеследующем тексте поверхность контакта, включающая резьбовой участок и нерезьбовой металлический контактный участок конуса, будет именоваться «поверхностью конуса», а поверхность контакта, включающая резьбовой участок и нерезьбовой металлический контактный участок муфты, будет именоваться «поверхностью муфты». Шероховатость поверхности выражена параметром Rmax.
Обработка поверхности, показанная в таблице 2, проводилась на поверхности конуса и поверхности муфты резьбового соединения (наружный диаметр равен 17,78 см (7 дюймов), толщина стенки равна 1,036 см (0,408 дюйма)), изготовленных из углеродистой стали А, хромо-молибденовой стали В, стали С, содержащей 13% хрома, или высоколегированной стали D, показанных в таблице 1 (истирание появляется с нарастанием от композиции А к композиции D). Вязкое жидкое или полутвердое смазочное покрытие и сухое твердое покрытие были оба образованы путем нанесения покрытия напылением в воздухе. Пропорции компонентов, присутствующих в каждой из композиций покрытия, указаны как соотношения масс в примерах и сравнительных примерах, если специально не оговорено иное.
При испытании на соединение-разъединение для каждого из примеров и сравнительных примеров перед первоначальным соединением область поверхностей контакта конуса и муфты поддерживалась при температуре приблизительно 50°С в течение одного часа путем продувки горячего воздуха (за исключением сравнительных примеров 1 и 2), а затем диспергировался на поверхностях контакта порошок железа, чтобы смоделировать состояние, в котором порошок окалины на внутренней поверхности стальной трубы перемещается к участкам, снабженным покрытиями, и прилипает к ним, когда стальная труба поставлена вертикально.
Затем проводилась продувка воздухом, чтобы удалить осажденный порошок железа.
Соединение проводилось при скорости соединения, составлявшей 10 об/мин, и с крутящим моментом соединения, составлявшим 14 кН·м, а после разъединения исследовались поверхности контакта конуса и муфты на истирание. Когда царапины из-за истирания, которые образовались во время соединения, были неглубокими и оказывалось возможным повторное соединение за счет проведения ремонта, ремонт проводился, а соединение и разъединение повторялись десять раз или до тех пор, пока разъединение не становилось невозможным из-за возникновения неустранимого сильного истирания. Результаты испытания на соединение и разъединение показаны в таблице 3.
Пример 1
На резьбовом соединении, изготовленном из углеродистой стали, имеющей композицию А, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор марганца при 80-95°С для формирования покрытия из фосфата марганца толщиной 15 мкм (шероховатость поверхности 10 мкм). Затем на поверхность муфты посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 65°С, двух частей стеарата кальция и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось полутвердое смазочное покрытие толщиной 20 мкм. Поверх этого смазочного покрытия посредством напыления покрытия наносилась композиция покрытия, составленная из одной части воды и 0,43 части акриловой смолы, и после испарения воды формировалось сухое твердое покрытие толщиной 8 мкм.
Поверхность конуса подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор цинка при 75-85°С для формирования покрытия из фосфата цинка толщиной 15 мкм (шероховатость поверхности 10 мкм).
Даже при температуре приблизительно 50°С вообще не было адгезии порошка железа к сухому твердому покрытию поверхности муфты. При испытании на соединение и разъединение, как показано в таблице 3, истирание не происходило в течение 10-ти циклов соединения и разъединения, и результаты были исключительно хорошими.
Пример 2
На резьбовом соединении, изготовленном из хромо-молибденовой стали, имеющей композицию В, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор марганца при 80-95°С для формирования покрытия из фосфата марганца толщиной 15 мкм (шероховатость поверхности 10 мкм). Затем на поверхность муфты посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 65°С, двух частей стеарата кальция, 0,1 части порошка природного асфальта (гильсонита) и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось полутвердое смазочное покрытие толщиной 30 мкм. Поверх этого смазочного покрытия посредством напыления покрытия наносилась композиция покрытия, составленная из 0,5 части воды и 0,05 части n-бутилового простого эфира дипропиленгликоля, и после испарения воды формировалось сухое твердое покрытие толщиной 15 мкм.
Поверхность конуса подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор цинка при 75-85°С для формирования покрытия из фосфата цинка толщиной 15 мкм (шероховатость поверхности 10 мкм). На поверхность фосфатного покрытия посредством напыления покрытия наносилась композиция, составленная из 0,5 части воды и 0,5 части акриловой смолы, и после испарения воды формировалось сухое твердое покрытие толщиной 10 мкм.
Даже при температуре приблизительно 50°С абсолютно не было адгезии порошка железа к сухому твердому покрытию поверхности конуса или муфты. При испытании на соединение и разъединение, как показано в таблице 3, истирание не происходило в течение 10-ти циклов соединения и разъединения, и результаты были исключительно хорошими.
Пример 3
На резьбовом соединении, изготовленном из высоколегированной стали, имеющей композицию D, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом на ней формировалось покрытие путем гальванического покрытия пористым цинком толщиной 7 мкм (шероховатость поверхности 5 мкм) с использованием частиц, имеющих ядро из железа, покрытое цинком. Затем на поверхность муфты посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 70°С, трех частей стеарата кальция, одной части высокоосновного сульфоната кальция (основность 400 мг КОН/г) и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось вязкое жидкое смазочное покрытие толщиной 25 мкм. Во время приготовления композиции смазочного покрытия стеарат кальция сначала растворялся в парафиновом воске, нагретом, по меньшей мере, до температуры его плавления, а потом смешивались с ним другие компоненты. Поверх этого смазочного покрытия посредством напыления покрытия наносилась композиция, составленная из одной части воды и одной части акриловой смолы, и после испарения воды формировалось сухое твердое покрытие толщиной 20 мкм.
Поверхности конуса придавалась шероховатость поверхности 10 мкм путем пескоструйной обработки песком крупности 80, и на поверхность конуса посредством напыления покрытия наносилась та же композиция смазочного покрытия, что и на поверхность муфты, и после испарения органического растворителя формировалось вязкое жидкое покрытие толщиной 25 мкм. Поверх этого смазочного покрытия наносилась композиция, составленная из одной части воды и одной части акриловой смолы, и после испарения воды формировалось сухое твердое покрытие толщиной 30 мкм.
Даже при температуре приблизительно 50°С абсолютно не было адгезии порошка железа к сухому твердому покрытию поверхности конуса или муфты. Сталь была высоколегированной сталью, которая исключительно сильно подвержена истиранию, так что при испытании на соединение и разъединение в течение 10-ти циклов соединения и разъединения, как показано в таблице 3, в конце восьмого цикла происходило небольшое истирание. Однако с помощью ремонта оказалось возможным повторение. Это результат того уровня, на котором абсолютно нет проблем, связанных со стойкостью к истиранию.
Пример 4
На резьбовом соединении, изготовленном из стали, содержащей 13% Cr и имеющей композицию С, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
После финишной обработки поверхности муфты шлифованием на станке (шероховатость поверхности 3 мкм) посредством электрохимического метода, заключавшегося в динамическом гальваническом покрытии слоем Ni, гальваническом покрытии слоем Cu и гальваническом покрытии слоем Sn, проводимых в упомянутом порядке, формировалось многослойное гальваническое покрытие суммарной толщиной 10 мкм (шероховатость поверхности 5 мкм). На поверхность, обработанную таким образом, посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 70°С, двух частей стеарата кальция, трех частей высокоосновного фенолята кальция (основность 400 мг КОН/г) и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось вязкое жидкое смазочное покрытие толщиной 90 мкм. Стеарат кальция сначала растворялся в парафиновом воске, нагретом, по меньшей мере, до температуры его плавления, а потом смешивались с ним другие компоненты. Поверх этого смазочного покрытия посредством напыления покрытия наносилась композиция покрытия, составленная из одной части воды, четырех частей акриловой смолы и 0,05 части порошка кремнезема, и после испарения воды формировалось сухое твердое покрытие толщиной 30 мкм.
После того как поверхности конуса придавалась шероховатость поверхности 10 мкм путем пескоструйной обработки песком крупности 80, посредством напыления покрытия наносилась композиция покрытия, составленная из одной части воды, четырех частей акриловой смолы и 0,05 части порошка кремнезема, и после испарения воды формировалось сухое твердое покрытие толщиной 20 мкм.
Даже при температуре приблизительно 50°С абсолютно не было адгезии порошка железа к сухому твердому покрытию поверхности конуса или муфты. При испытании на соединение и разъединение в течение десяти циклов соединения и разъединения, как показано в таблице 3, в конце девятого цикла происходило небольшое истирание. Однако с помощью ремонта оказалось возможным продолжение. Это результат того уровня, на котором абсолютно нет проблем, связанных со стойкостью к истиранию.
Пример 5
На резьбовом соединении, изготовленном из стали, содержащей 13% Cr и имеющей композицию С, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
После финишной обработки поверхности муфты шлифованием на станке (шероховатость поверхности 3 мкм) посредством электрохимического метода формировалось гальваническое покрытие из сплава меди и олова толщиной 12 мкм (шероховатость поверхности 5 мкм). На поверхность муфты, обработанную таким образом, посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 65°С, двух частей стеарата кальция, четырех частей высокоосновного салицилата кальция (основность 300 мг КОН/г) и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось вязкое жидкое смазочное покрытие толщиной 50 мкм. Стеарат кальция сначала растворялся в парафиновом воске, нагретом, по меньшей мере, до температуры его плавления, а потом смешивались с ним другие компоненты. Поверх этого смазочного покрытия посредством напыления покрытия наносилась композиция покрытия, составленная из одной части воды и 0,1 части полиэтиленоксида, и после испарения воды формировалось сухое твердое покрытие толщиной 15 мкм.
После того как поверхности конуса придавалась шероховатость поверхности 10 мкм путем пескоструйной обработки песком крупности 80, на эту поверхность посредством напыления покрытия наносилась композиция покрытия, составленная из одной части воды и 0,1 части полиэтиленоксида, и после испарения воды формировалось сухое твердое покрытие толщиной 20 мкм.
Даже при температуре приблизительно 50°С абсолютно не было адгезии порошка железа к сухому твердому покрытию поверхности конуса или муфты. При испытании на соединение и разъединение в течение десяти циклов соединения и разъединения, как показано в таблице 3, в конце седьмого цикла происходило небольшое истирание. Однако с помощью ремонта оказалось возможным продолжение соединения и разъединения до конца десятого цикла. Это результат того уровня, на котором абсолютно нет проблем, связанных со стойкостью к истиранию.
Пример 6
На резьбовом соединении, изготовленном из стали, содержащей 13% Cr и имеющей композицию С, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 15 минут в раствор оксалата для химической конверсионной обработки при температуре 85-95°С для формирования оксалатного покрытия толщиной 3 мкм (шероховатость поверхности 7 мкм). На поверхность муфты, обработанную таким образом, посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 65°С, двух частей стеарата кальция, четырех частей высокоосновного салицилата кальция (основность 300 мг КОН/г), 0,05 части природного асфальта (гильсонита) и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось полутвердое смазочное покрытие толщиной 25 мкм. Поверх этого смазочного покрытия посредством напыления покрытия наносилась композиция покрытия, составленная из одной части органического растворителя (толуол:циклогексанон:метилэтилкетон=1:2:4), 0,25 части акриловой смолы и 0,02 части n-бутилового простого эфира диэтиленгликоля, и после испарения органического растворителя формировалось сухое твердое покрытие толщиной 10 мкм.
Поверхность конуса подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 15 минут в раствор оксалата для химической конверсионной обработки при температуре 85-95°С для формирования оксалатного покрытия толщиной 4 мкм (шероховатость поверхности 8 мкм). На эту поверхность покрытия посредством напыления покрытия наносилась композиция покрытия, составленная из одной части органического растворителя (толуол:циклогексанон:метилэтилкетон=1:2:4), 0,25 части акриловой смолы и 0,02 части n-бутилового простого эфира диэтиленгликоля, и после испарения органического растворителя формировалось сухое твердое покрытие толщиной 10 мкм.
Даже при температуре приблизительно 50°С абсолютно не было адгезии порошка железа к сухому твердому покрытию поверхности конуса или муфты. При испытании на соединение и разъединение в течение десяти циклов соединения и разъединения, как показано в таблице 3, в конце восьмого цикла происходило небольшое истирание, но с помощью ремонта оказалось возможным продолжение соединения и разъединения до конца десятого цикла. Это результат того уровня, на котором абсолютно нет проблем, связанных со стойкостью к истиранию.
Пример 7
На резьбовом соединении, изготовленном из углеродистой стали, имеющей композицию А, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор марганца при 80-95°С для формирования покрытия из фосфата марганца толщиной 12 мкм (шероховатость поверхности 10 мкм). Затем на поверхность муфты посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 65°С, двух частей стеарата кальция, двух частей органического растворителя (уайт-спирита) и 0,04 части порошка графита, и после испарения органического растворителя формировалось полутвердое смазочное покрытие толщиной 20 мкм. Поверх этого смазочного покрытия наносилась композиция покрытия, содержащая смолу, высушиваемую ультрафиолетовым излучением, поставляемую фирмой Nippon Kayaku и включающую KAYARAD THE 300 (акрилатный сложный эфир триметилолпропана и этиленоксида), KAYACURE DETX-S (2,4-диетилтиоксантон) и KAYACURE EPA (этил-4-диметиламинобензоат), смазочный материал (стеарат кальция марки GP, поставляемый NOF Corporation) и волокнистый наполнитель в форме игольчатого карбоната кальция («вискал», поставляемый фирмой Maruo Calcium Co., Ltd.). Соотношение масс «смола, высушиваемая ультрафиолетовым излучением:смазочный материал:волокнистый наполнитель» составляло 15:3:2. Покрытие сушилось посредством его облучения ультрафиолетовым излучением длиной волны 260 нм из ртутной лампы с воздушным охлаждением, имевшей отдаваемую мощность 4 кВт, для формирования сухого твердого покрытия толщиной 15 мкм.
Поверхность конуса подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор цинка при 75-85°С для формирования покрытия из фосфата цинка толщиной 14 мкм (шероховатость поверхности 10 мкм). На поверхности фосфатного покрытия формировалось то же самое высушенное ультрафиолетовым излучением сухое твердое покрытие, что и на поверхности муфты, толщиной 15 мкм.
Даже при температуре приблизительно 50°С абсолютно не было адгезии порошка железа к сухому твердому покрытию поверхности конуса или муфты. При испытании на соединение и разъединение, как показано в таблице 3, истирание не происходило в течение 10-ти циклов соединения и разъединения, и результаты были исключительно хорошими.
Сравнительный пример 1
На резьбовом соединении, изготовленном из углеродистой стали, имеющей композицию А, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор марганца при 80-95°С для формирования покрытия из фосфата марганца толщиной 15 мкм (шероховатость поверхности 10 мкм). Поверх фосфатного покрытия наносилась в качестве смазочного материала вязкая жидкая компаундированная консистентная смазка, соответствующая стандартам АНИ (суммарный вес конуса и муфты составлял 50 граммов).
Поверхность конуса подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), и без дополнительной обработки поверхности наносилась на нее вышеописанная вязкая жидкая компаундированная консистентная смазка.
В течение десяти циклов испытания на соединение и разъединение, как показано в таблице 3, истирание не происходило до конца восьмого цикла. Небольшое истирание происходило в девятом цикле, но можно было провести ремонт, так что соединение и разъединение проводилось до конца десятого цикла. Однако в этом примере компаундированная консистентная смазка содержала вредные тяжелые металлы, такие как свинец, и ее можно считать вредной для людей и окружающей среды. Кроме того, поверхность оказалась липкой, и к ней прилипало инородное вещество, такое как окалина и песок, внедрявшееся в компаундированную консистентную смазку, что вызывает проблему, заключающуюся в больших изменениях стойкости к истиранию.
Сравнительный пример 2
На резьбовом соединении, изготовленном из хромо-молибденовой стали, имеющей композицию В, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор марганца при 80-95°С для формирования покрытия из фосфата марганца толщиной 15 мкм (шероховатость поверхности 10 мкм). На поверхность, обработанную таким образом, посредством напыления покрытия наносилась композиция смазочного покрытия, составленная из одной части парафинового воска с температурой плавления 65°С, двух частей стеарата кальция, четырех частей высокоосновного салицилата кальция (основность 300 мг КОН/г) и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось вязкое жидкое смазочное покрытие толщиной 30 мкм.
После финишной обработки поверхности конуса шлифованием на станке (шероховатость поверхности 3 мкм) посредством напыления покрытия наносилась композиция покрытия, составленная из одной части парафинового воска с температурой плавления 65°С, двух частей стеарата кальция, четырех частей высокоосновного салицилата кальция (основность 300 мг КОН/г) и двух частей органического растворителя (уайт-спирита), и после испарения органического растворителя формировалось полутвердое смазочное покрытие толщиной 30 мкм.
В течение десяти циклов испытания на соединение и разъединение, как показано в таблице 3, истирание не происходило до конца третьего цикла. Однако небольшое истирание происходило в четвертом цикле, и, хотя за счет проведения ремонта соединение и разъединение продолжалось до конца пятого цикла, на шестом цикле возникало неустранимое сильное истирание. Предполагается, что стойкость к истиранию уменьшалась из-за липкой поверхности смазочного покрытия, что вызывало прилипание порошка железа к смазочному покрытию, а удалить посредством продувки воздухом оказалось возможным лишь небольшое количество этого порошка. Таким образом, порошок железа, который оставался прилипшим к поверхности после продувки воздухом, считается ответственным за уменьшившуюся стойкость к истиранию.
Сравнительный пример 3
На резьбовом соединении, изготовленном из углеродистой стали, имеющей композицию А, показанную в таблице 1, проводилась нижеследующая обработка поверхности.
Поверхность муфты подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм), а потом погружалась на 10 минут в фосфатирующий раствор марганца при 80-95°С для формирования покрытия из фосфата марганца толщиной 15 мкм (шероховатость поверхности 10 мкм). На поверхность, обработанную таким образом, посредством нанесения покрытия кистью наносилась композиция смазочного покрытия, состоявшая из высокоосновного сульфоната кальция (основность 400 мг КОН/г), для формирования вязкого жидкого смазочного покрытия толщиной 12 мкм. Поверх вязкого жидкого смазочного покрытия посредством нанесения покрытия кистью наносился оксидный воск с температурой плавления 65°С, который нагревался до плавления, чтобы сформировать твердое смазочное (восковое) покрытие толщиной приблизительно 5 мкм.
Поверхность конуса подвергалась финишной обработке шлифованием на станке (шероховатость поверхности 3 мкм) и больше не обрабатывалась.
Уже при 50°С прогрессировало размягчение верхнего слоя твердого смазочного (воскового) покрытия, и к нему прилипало большое количество порошка железа. Наблюдалось, что часть порошка железа погружалась в покрытие. Кроме того, размягченное восковое покрытие смешивалось с нижним слоем вязкого жидкого смазочного покрытия, и эти покрытия частично разжижались, так что даже образовались наплывы (неоднородность толщины покрытия).
В течение десяти циклов испытания на соединение и разъединение, как показано в таблице 3, истирание не происходило в первом цикле. Однако неустранимое сильное истирание происходило во втором цикле. Предполагается, что стойкость к истиранию значительно уменьшилась потому, что поверхность становилась липкой и покрытие размягчалось, а резьбовое соединение поддерживалось при температуре, превышавшей 40°С. В результате порошок железа прилипал к покрытию и внедрялся в него. Кроме того, толщина покрытия становилась неоднородной, что дополнительно снижало стойкость к истиранию.
Свойства предотвращения образования ржавчины оценивались, приготавливая образец для испытаний, имевший форму купона (70 мм × 150 мм × 2 мм) из той же стали, которая была подвергнута той же обработке поверхности (подготовительной обработке, нанесению нижнего смазочного покрытия и верхнего сухого твердого покрытия), которая применялась для муфты в каждом примере (приведенном в колонке «Муфта» таблицы 2), а образец для испытаний подвергался испытанию на влагостойкость (200 часов при температуре 50°С и влажности 98%). Это испытание подтвердило, что ни в одном из примеров 1-7 образование ржавчины не происходило.
Настоящее изобретение описано выше применительно к вариантам осуществления, которые считаются предпочтительными в настоящее время, но настоящее изобретение не сводится к вышеописанным вариантам осуществления. В вышеизложенное можно внести изменения, которые не противоречат технической идее изобретения, которую можно уяснить из формулы изобретения и описания в целом, и следует понять, что резьбовое соединение, в котором такие изменения применены, охватывается объемом технических притязаний настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2406003C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| КОМПОЗИЦИЯ СМАЗОЧНОГО ПОКРЫТИЯ, ПОДХОДЯЩАЯ ДЛЯ СМАЗКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2001 |
|
RU2246532C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2349825C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ, ИМЕЮЩЕЕ УЛУЧШЕННЫЕ СОПРОТИВЛЕНИЕ ИСТИРАНИЮ И СВОЙСТВА, ПРЕДОТВРАЩАЮЩИЕ РЖАВЧИНУ | 2002 |
|
RU2248495C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| СМАЗОЧНАЯ ПЛЕНКООБРАЗУЮЩАЯ КОМПОЗИЦИЯ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2627704C1 |
| Резьбовое соединение с сухим смазочным покрытием | 2017 |
|
RU2671759C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ (ВАРИАНТЫ) | 2002 |
|
RU2258859C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2003 |
|
RU2281429C2 |
Изобретение предназначено для использования в нефтяной скважине и относится к резьбовым соединениям. Резьбовое соединение содержит конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую в себя резьбой участок и нерезьбовой металлический контактный участок. Поверхность контакта, по меньшей мере, одного из элементов имеет верхний слой вязкого жидкого или полутвердого смазочного покрытия, содержащего, по меньшей мере, воск и соль щелочноземельного металла жирной кислоты и не содержащего вредный тяжелый металл, такой как свинец, и нижний слой сухого твердого покрытия, сформированного из водной композиции смоляного покрытия, композиции покрытия того типа, который предусматривает наличие растворителя, или композиции покрытия, высушиваемого ультрафиолетовым излучением. Описаны способы обработки поверхности резьбового соединения. Изобретение имеет повышенную стойкость к истиранию и защищено от ржавления. 5 н. и 13 з.п. ф-лы, 3 ил., 3 табл.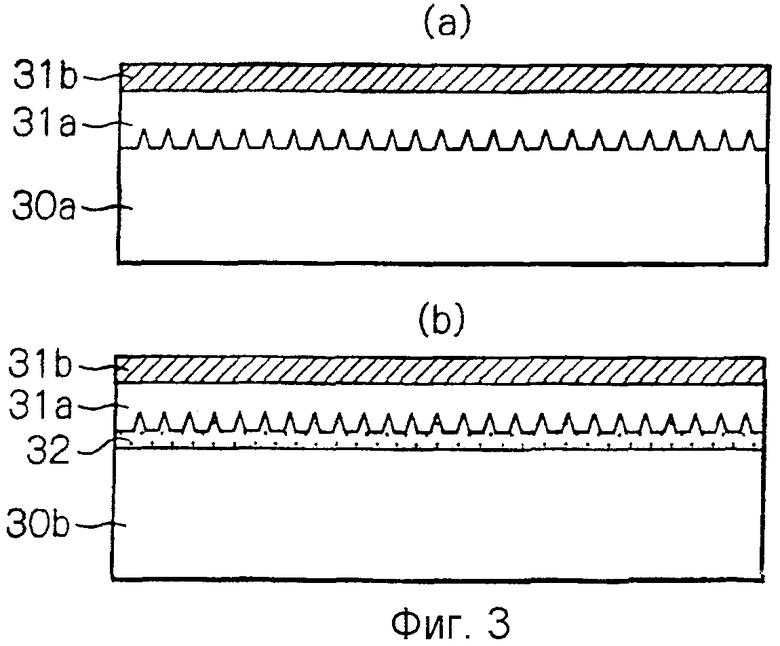
1. Резьбовое соединение для стальных труб, содержащее конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, отличающееся тем, что поверхность контакта, по меньшей мере, одного элемента из конуса и муфты имеет вязкое жидкое или полутвердое смазочное покрытие и сухое твердое покрытие, сформированное поверх смазочного покрытия.
2. Резьбовое соединение для стальных труб, содержащее конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, отличающееся тем, что поверхность контакта, по меньшей мере, одного элемента из конуса и муфты имеет вязкое жидкое или полутвердое смазочное покрытие и сухое твердое покрытие, сформированное поверх смазочного покрытия, а поверхность контакта другого элемента из конуса и муфты подвергалась подготовительной обработке поверхности способом, выбранным из струйной обработки, травления, химической конверсионной обработки фосфатом, химической конверсионной обработки оксалатом, химической конверсионной обработки боратом, гальванического покрытия металлом и комбинации двух или более этих обработок.
3. Резьбовое соединение для стальных труб по п.2, в котором упомянутый другой элемент имеет сухое твердое покрытие на поверхности, которая подвергалась подготовительной обработке поверхности.
4. Резьбовое соединение для стальных труб по любому из пп.1-3, в котором вязкое жидкое или полутвердое смазочное покрытие содержит воск и соль щелочноземельного металла жирной кислоты и, по существу, не содержит вредные тяжелые металлы.
5. Резьбовое соединение для стальных труб по п.4, в котором вязкое жидкое или полутвердое смазочное покрытие дополнительно содержит смазочный порошок твердого вещества.
6. Резьбовое соединение для стальных труб по п.1, в котором сухое твердое покрытие сформировано из водной композиции покрытия, содержащей водорастворимое или вододиспергируемое полимерное соединение в качестве пленкообразующего компонента.
7. Резьбовое соединение для стальных труб по п.1, в котором сухое твердое покрытие сформировано из композиции покрытия, содержащей в качестве пленкообразующего компонента полимерное соединение, которое растворено в органическом растворителе.
8. Резьбовое соединение для стальных труб по п.6 или 7, в котором полимерное соединение представляет собой акриловую смолу.
9. Резьбовое соединение для стальных труб по любому из пп.1-3, в котором твердое сухое покрытие сформировано из смолы, высушиваемой ультрафиолетовым излучением.
10. Резьбовое соединение для стальных труб по п.9, в котором твердое сухое покрытие, сформированное из смолы, высушиваемой ультрафиолетовым излучением, содержит смазочный материал и волокнистый наполнитель.
11. Резьбовое соединение для стальных труб по п.10, в котором смазочный материал представляет собой металлическое мыло, а волокнистый наполнитель представляет собой игольчатый карбонат.
12. Резьбовое соединение для стальных труб по п.1 или 2, в котором толщина вязкого жидкого или полутвердого смазочного покрытия составляет 10-200 мкм, толщина сухого твердого покрытия составляет 5-50 мкм, при этом толщина смазочного покрытия больше толщины сухого твердого покрытия.
13. Резьбовое соединение для стальных труб по п.1 или 2, в котором поверхность контакта, имеющая вязкое жидкое или полутвердое смазочное покрытие, подвергалась подготовительной обработке поверхности способом, выбранным из струйной обработки, травления, химической конверсионной обработки фосфатом, химической конверсионной обработки оксалатом, химической конверсионной обработки боратом и комбинации двух или более этих обработок, перед формированием смазочного покрытия.
14. Резьбовое соединение для стальных труб по п.1 или 2, в котором поверхность контакта, имеющая вязкое жидкое или полутвердое смазочное покрытие, подвергалась подготовительной обработке поверхности способом, выбранным из гальванического покрытия металлом, гальванического покрытия сплавом металла или гальванического покрытия несколькими слоями металла, и/или сплава металла, перед формированием смазочного покрытия.
15. Резьбовое соединение для стальных труб по п.1 или 2, в котором стальная труба предназначена для использования в нефтяной скважине.
16. Способ обработки поверхности резьбового соединения для стальных труб, содержащего конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, включающий следующие этапы: наносят композицию покрытия, содержащую воск и соль щелочноземельного металла жирной кислоты и, по существу, не содержащую существенного количества вредного тяжелого металла, на поверхность контакта, по меньшей мере, одного элемента из конуса и муфты для формирования вязкого жидкого или полутвердого смазочного покрытия, после чего наносят водную композицию покрытия на основе водорастворимого или вододиспергируемого полимерного соединения для формирования сухого твердого покрытия поверх смазочного покрытия.
17. Способ обработки поверхности резьбового соединения для стальных труб, содержащего конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, включающий следующие этапы: наносят композицию покрытия, содержащую воск и соль щелочноземельного металла жирной кислоты и, по существу, не содержащую существенного количества вредного тяжелого металла, на поверхность контакта, по меньшей мере, одного элемента из конуса и муфты для формирования вязкого жидкого или полутвердого смазочного покрытия, после чего наносят композицию покрытия на основе полимерного соединения, растворенного в органическом растворителе, для формирования сухого твердого покрытия поверх смазочного покрытия.
18. Способ обработки поверхности резьбового соединения для стальных труб, содержащего конус и муфту, причем каждый из этих элементов имеет поверхность контакта, включающую резьбовой участок и нерезьбовой металлический контактный участок, включающий следующие этапы: наносят композицию покрытия, содержащую воск и соль щелочноземельного металла жирной кислоты и, по существу, не содержащую существенного количества вредного тяжелого металла, на поверхность контакта, по меньшей мере, одного элемента из конуса и муфты для формирования вязкого жидкого или полутвердого смазочного покрытия, после чего наносят композицию покрытия на основе смолы, высушиваемой ультрафиолетовым излучением, а затем облучают ее ультрафиолетовым излучением для формирования сухого твердого покрытия поверх смазочного покрытия.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 4384737 А, 24.05.1983 | |||
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| 1967 |
|
SU434663A3 | |
| Соединение труб вертикальной колонны | 1987 |
|
SU1446268A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 4915426 A, 10.04.1990 | |||
| US 2992613 A, 18.07.1961. | |||

