[ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ]
[0001]
Настоящее изобретение относится к смазочной пленкообразующей композиции и к резьбовому соединению для стальных труб.
Испрашивается приоритет японской патентной заявки № 2013-181623, поданной 02 сентября 2013 г., содержание которой включается в настоящий документ посредством ссылки.
[ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ]
[0002]
Трубы для нефтяных скважин, которые используются для бурения нефтяных скважин и включают эксплуатационные трубы, через которые проходит текучая среда, такая как сырая нефть, и обсадные трубы, которые окружают эксплуатационные трубы, как правило, устанавливают, скрепляя на месте стальные трубы, у которых длина составляет приблизительно несколько десятков метров, посредством резьбовых соединений. Обычная глубина нефтяной скважины составляет от 2000 м до 3000 м. Однако в последние годы глубина нефтяных скважин, таких как подводные нефтяные скважины, увеличилась и может составлять от 8000 м до 10000 м.
[0003]
На резьбовое соединение для стальных труб, которое скрепляет трубы для нефтяных скважин, помимо аксиального растягивающего усилия, вызываемого весом используемых труб для нефтяных скважин и соединительных деталей в окружающей среде, действует комплексное давление, такое как внутреннее и внешнее контактное давление, а также тепло. Таким образом, в случае резьбового соединения для стальных труб требуется бесперебойное сохранение воздухонепроницаемости в таких жестких условиях.
[0004]
Кроме того, в процессе операции по опусканию эксплуатационных и обсадных труб, возникают ситуации, в которых соединение, которое было закреплено, ослабляется, а затем повторно закрепляется. Согласно требованиям Американского института нефти (API), воздухонепроницаемость должна сохраняться без возникновения непоправимого заклинивания, так называемого «заедания», даже когда закрепление (соединение) и ослабление (отсоединение) осуществляются десять раз при соединении эксплуатационных труб и три раза при соединении обсадных труб.
[0005]
В качестве резьбового соединения для стальных труб, имеющего превосходные свойства герметизации, существует резьбовое соединение, имеющее конструкцию типа «ниппель-муфта», в который ниппель, включающий часть с наружной резьбой и нерезьбовую металлическую контактную часть (герметизирующая часть и заплечик), которая образуется на наружной поверхности конца стальной трубы, и муфта соединения дополнительного элемента, включающая часть с внутренней резьбой и нерезьбовую металлическую контактную часть (герметизирующая часть и заплечик), которая образуется на внутренней поверхности, совмещаются и свинчиваются друг с другом, таким образом, что герметизирующие части обеих нерезьбовых металлических контактных частей совмещаются друг с другом и примыкают торцом друг к другу.
[0006]
Чтобы повысить смазывающую способность и воздухонепроницаемость, густое смазочное масло, так называемая «консистентная смазка», где содержится в большом количестве порошкообразный тяжелый металл, такой как Pb или Zn, наносится на резьбовую часть и нерезьбовую металлическую контактную часть, которая представляет собой пригоночная часть, перед креплением. Чтобы получить хорошие свойства удерживания консистентной смазки, осуществляется поверхностная обработка (например, фосфатная обработка), при которой увеличивается поверхностная шероховатость пригоночной части резьбового соединения для стальных труб. Поскольку консистентная смазка имеет превосходные противокоррозионные свойства, а также воздухонепроницаемость и смазывающую способность, может быть защищено от коррозии резьбовое соединение, на которое могут воздействовать жесткие условия окружающей среды в процессе хранения.
[0007]
Недавно, вслед за Осло-Парижской конвенцией (OSPAR) о предотвращении загрязнения акватории северо-восточного региона Атлантического океана, которая действует с 1998 г., введены строгие экологические ограничения во всемирном масштабе. Даже в операциях бурения газовых скважин или нефтяных скважин морскими буровыми установками, чтобы сократить до минимума количество выбрасываемых веществ, которые вызывают загрязнение океана, в отношении материалов, которые используются на буровых установках и могут выбрасываться в окружающую среду, требуется оценка степени их экологического воздействия, и существует тенденция к запрещению использования материалов, которые не удовлетворяют стандартам соответствующего государства или региона.
[0008]
Параметры оценки экологического воздействия определяет Согласованная номенклатура обозначений химических реагентов для применения на морских платформах (HOCNF), которую установила OSPAR. Оценка биологической потребности в кислороде (БПК) представляет собой важный параметр среди показателей подверженности биологическому разложению.
[0009]
В резьбовом соединении для стальных труб описанная выше консистентная смазка, которая содержит в большом количестве порошкообразный тяжелый металл, такой как Pb или Zn, представляет собой предмет регулирования, потому что пленка этой смазки имеет возможность отслаиваться и попадать в окружающую среду в процессе нанесения или операции очистки на буровой установке. Таким образом, в следующих патентных документах 1-3 предлагается композиция для нанесения смазочной пленки на пригоночные части резьбового соединения для стальных труб без применения консистентной смазки.
[0010]
Хотя в следующих патентных документах 1-3 рассматривается смазывающая способность и сопротивление коррозии описанной выше смазочной пленкообразующей композиции для предлагаемого резьбового соединения, в них не рассматривается подверженность биологическому разложению, которая в настоящее время превратилась в важный параметр оценки.
[ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ]
[ПАТЕНТНЫЕ ДОКУМЕНТЫ]
[0011]
[Патентный документ 1] японская нерассмотренная патентная заявка, первая публикация № 2002-173692
[Патентный документ 2] японская нерассмотренная патентная заявка, первая публикация № 2004-53013
[Патентный документ 3] опубликованный японский перевод № 2004-507698 международной публикации PCT
[Патентный документ 4] японская нерассмотренная патентная заявка, первая публикация № 2008-95019
[СУЩНОСТЬ ИЗОБРЕТЕНИЯ]
[ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ]
[0012]
Смазочная пленкообразующая композиция для резьбового соединения, в отношении которой рассматривается подверженность биологическому разложению, описывается в патентном документе 4, но данная подверженность биологическому разложению не является достаточной.
Кроме того, известна смазка, в отношении которой рассматривается подверженность биологическому разложению, и которая, как правило, называется «биоразлагаемая смазка». Однако, поскольку биоразлагаемая смазка, описанная в документах предшествующего уровня техники, предназначалась для смазывания подшипников, ее смазывающая способность является недостаточной для скольжения в тяжелых условиях в процессе крепления резьбового соединения для стальных труб, и ее противокоррозионные свойства в условиях на месте применения также являются недостаточными.
Кроме того, могут возникать ситуации, где медное покрытие наносится на резьбовое соединение для стальных труб, чтобы предотвратить заклинивание в процессе крепления. Однако существует проблема, заключающаяся в том, что компоненты смазочной пленки, которые содержатся в биоразлагаемой смазке предшествующего уровня техники, легко вызывают коррозию меди.
[0013]
Настоящее изобретение разработано с учетом вышеупомянутых обстоятельств, и задача настоящего изобретения заключается в том, чтобы предложить смазочную пленкообразующую композицию, имеющую превосходные смазывающие свойства, противокоррозионные свойства, подверженность биологическому разложению, сопротивление липкости и коррозионная активность по отношению к меди, а также резьбовое соединение для стальных труб, содержащее смазочную пленкообразующую композицию.
[СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ]
[0014]
Сущность настоящего изобретения заключается в следующем.
(1) Согласно первому аспекту настоящего изобретения, смазочная пленкообразующая композиция содержит в своем составе: от 40 до 80 мас.% основного масла, состоящего из одного или более веществ, выбранных из сложного эфира пентаэритрита и жирной кислоты и сложного эфира триметилолпропана и жирной кислоты; от 5 до 20 мас.% затвердевающего вещества, состоящего из парафинового воска; и от 10 до 40 мас.% твердого смазочного вещества, состоящего из одного или более веществ, выбранных из соли щелочного металла и гидроксистеариновой кислоты и соли щелочноземельного металла и гидроксистеариновой кислоты. Суммарное содержание основного масла, затвердевающего вещества и твердого смазочного вещества составляет 85 мас.% или более и 100 мас.% или менее, и смазочная пленкообразующая композиция не содержит тяжелые металлы.
[0015]
(2) В смазочной пленкообразующей композиции, описанной в пункте (1), основное масло может состоять из одного или более веществ, выбранных из тетраолеата пентаэритрита, триолеата триметилолпропана и триизостеарата триметилолпропана.
[0016]
(3) В смазочной пленкообразующей композиции, описанной в пункте (1) или (2), твердое смазочное вещество может состоять из одного или более веществ, выбранных из гидроксистеарата кальция, гидроксистеарата лития и гидроксистеарата натрия.
[0017]
(4) Согласно второму аспекту настоящего изобретения, в случае резьбового соединения для стальных труб, это резьбовое соединение включает ниппель и муфту, причем каждая деталь из ниппеля и муфты имеет резьбовую часть и нерезьбовую металлическую контактную часть в качестве пригоночных частей. Резьбовое соединение для стальных труб содержит смазочную пленку, которую образует смазочная пленкообразующая композиция, описанная в пунктах (1)-(3), на поверхности пригоночной части, по меньшей мере, одной детали из ниппеля и муфты.
[0018]
Кроме того, согласно настоящему изобретению, «сложный эфир пентаэритрита и жирной кислоты» и «сложный эфир триметилолпропана и жирной кислоты» означают полные сложные эфиры соответствующих многоатомных спиртов, то есть «сложный тетраэфир жирной кислоты и пентаэритрита» и «сложный триэфир жирной кислоты и триметилолпропана».
[ЭФФЕКТЫ ИЗОБРЕТЕНИЯ]
[0019]
Согласно аспектам, можно предложить смазочную пленкообразующую композицию, имеющую превосходные смазывающие свойства, противокоррозионные свойства, подверженность биологическому разложению, сопротивление липкости и низкую коррозионную активность по отношению к меди, а также резьбовое соединение для стальных труб, содержащее смазочную пленкообразующую композицию.
[КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ]
[0020]
Фиг. 1 представляет пояснительное изображение, схематически иллюстрирующее конфигурацию, в которой труба для нефтяных скважин и стыковка собраны при транспортировке трубы для нефтяных скважин.
Фиг. 2 представляет пояснительное изображение, схематически иллюстрирующее крепление детали резьбового соединения для стальных труб, имеющей резьбовую часть и нерезьбовую металлическую контактную часть.
Фиг. 3 представляет пояснительное изображение, схематически иллюстрирующее небольшие зазоры между винтовой резьбовой частью и нерезьбовой металлической контактной частью резьбового соединения для стальных труб.
Фиг. 4 представляет схематическое пояснительное изображение устройства для исследования фрикционных свойств, используемого в примерах.
Фиг. 5 представляет пояснительное изображение, иллюстрирующее условия исследования адгезии инородного материала для оценки сопротивления липкости в примерах.
[ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ]
[0021]
Сначала будут описаны результаты исследования в отношении решения задачи настоящего изобретения. После этого будут описаны варианты осуществления смазочной пленкообразующей композиции и резьбовое соединение для стальных труб согласно данным вариантам осуществления.
[0022]
Для решения задачи настоящего изобретения авторы исследовали каждое свойство, которое должна иметь смазочная пленка резьбового соединения для стальных труб. Далее будут просто описаны результаты этого исследования.
[0023]
[Подверженность биологическому разложению]
Чтобы оценивать экологические воздействия на океан, в качестве метода оценки подверженности биологическому разложению в морской воде, используется любой соответствующий метод из следующих методов, которые обычно используются, в зависимости от оценки образца.
[0024]
(a) Руководства по исследованию химических реагентов Организации экономического сотрудничества и развития (OECD) - 1992 OECD 306: Подверженность биологическому разложению в морской воде, метод закрытого сосуда.
(b) Модифицированный вариант для морской воды стандарта ISO TC/147, SC5/WG4 N141 1990: Исследование БПК для нерастворимых веществ.
В любом из описанных выше методов оценки результаты исследования, как правило, выражаются как процентные значения по отношению к количеству восстановленного растворенного кислорода (например, БПК=15%), и если данное значение оказывается высоким, подверженность биологическому разложению является предпочтительной, и воздействие на окружающую среду является небольшим.
[0025]
В качестве условия подверженности биологическому разложению, даже в том случае, исследование осуществляется любым из описанных выше методов, значение БПК через 28 суток (далее называется «БПК28») может составлять 20% или более. Здесь БПК представляет собой показатель, который обозначает подверженность биологическому разложению в морской воде. В настоящее время требуемые значения БПК различаются в зависимости от государства и региона. Однако когда значение БПК28 составляет 20% или более, оно может удовлетворять минимальному требуемому (красному) уровню для разрешения использования на морской буровой установке даже согласно стандарту, установленному в Норвегии, который представляет собой наиболее строгий стандарт. Чтобы удовлетворять стандарту на более высоком (желтом) уровне пригодности, значение БПК28 на практике должно составлять 60% или более.
[0026]
В качестве компонента смазочного масла, содержащегося в полусухой пленке предшествующего уровня техники, используются основные масла, такие как основные сульфонаты, основные салицилаты, основные феноляты и основные карбоксилаты, предлагаемые в описанных выше патентных документах 2 и 4. Однако значение БПК28 такого компонента смазочного масла составляет более чем 20%, но значительно менее чем 60%.
[0027]
В качестве смазочного масла, у которого значение БПК28 составляет более чем 60%, используется растительное масло (имеющее превосходную подверженность биологическому разложению), то есть сложный эфир многоатомного спирта и жирной кислоты.
[0028]
[Смазывающая способность]
В полусухой пленке предшествующего уровня техники основные сульфонаты, основные салицилаты, основные феноляты и основные карбоксилаты используются в качестве компонентов смазочного масла. Смазывающая способность таких соединений является превосходной.
[0029]
Среди описанных выше сложных эфиров многоатомных спиртов и жирных кислот, которые имеют особенно превосходную смазывающую способность, используются сложный эфир пентаэритрита и жирной кислоты, сложный эфир триметилолпропана и жирной кислоты и сложный эфир глицерина и жирной кислоты. Среди них превосходными по смазывающей способности являются тетраолеат пентаэритрита, триолеат триметилолпропана и триизостеарат триметилолпропана.
[0030]
Смазывающая способность пленки может увеличиваться посредством добавления твердого смазочного вещества в смазочное масло. С учетом подверженности биологическому разложению, в качестве твердого смазочного вещества предпочтительными являются соли щелочных металлов или соли щелочноземельных металлов и гидроксистеариновой кислоты. Среди них предпочтительными являются гидроксистеарат кальция, гидроксистеарат лития и гидроксистеарат натрия.
[0031]
[Противокоррозионные свойства]
Противокоррозионные свойства оценивали в исследовании методом распыления соли согласно японскому промышленному стандарту JIS Z2371. Основные сульфонаты, основные салицилаты, основные феноляты и основные карбоксилаты, которые представляют собой компоненты смазочного масла, используемого в полусухой пленке предшествующего уровня техники, также имеют превосходные противокоррозионные свойства.
[0032]
Противокоррозионные свойства не учитываются в имеющейся в продаже биоразлагаемой смазке и биоразлагаемом смазочном масле, которые имеют превосходную подверженность биологическому разложению. Таким образом, имеющаяся в продаже биоразлагаемая смазка и биоразлагаемый смазочное масло проявляют неудовлетворительные противокоррозионные свойства в исследовании методом распыления соли.
Большинство из описанных выше сложных эфиров многоатомных спиртов и жирных кислот имеют неудовлетворительно противокоррозионные свойства. Однако было определено, что среди них сложный эфир пентаэритрита и жирной кислоты и сложный эфир триметилолпропана и жирной кислоты имеют превосходный противокоррозионные свойства. Для большинства сложных эфиров многоатомных спиртов и жирных кислот сложный эфир жирной кислоты гидролизуется и переходит в состояние высокой влагопроницаемости, и, таким образом, противокоррозионные свойства ухудшаются. Однако считается, что сложный эфир пентаэритрита и жирной кислоты и сложный эфир триметилолпропана и жирной кислоты имеют высокое сопротивление гидролизу, то есть высокую водостойкость, и, таким образом, они имеют хорошие противокоррозионные свойства.
[0033]
[Сопротивление липкости]
В процессе крепления труб для нефтяных скважин на буровой установке, когда трубы для нефтяных скважин устанавливаются вертикально, ржавчина, которая образуется на внутренних поверхностях труб, и частицы материала для пескоструйной обработки, которые используются для удаления ржавчины, могут падать, и в состоянии, где ржавчина или частицы материала для пескоструйной обработки прикрепляются к резьбовой части или нерезьбовой металлической контактной части, возникает ситуация, где ниппель и муфта скрепляются друг с другом. Таким образом, требуется отсутствие липкости, чтобы инородный материал не приклеивался к смазочной пленке, которая наносится на поверхность резьбовой части.
[0034]
Как правило, липкость не возникает на поверхности смазочной пленки, которая представляет собой твердую пленку, и инородный материал приклеивается к ней с меньшей вероятностью. Однако у твердой пленки отсутствует функция самовосстановления, которой обладает жидкая смазочная пленка, которая будет описана далее, когда металл под пленкой оказывается открытым вследствие мелких царапин, образующихся в смазочной пленке в процессе крепления или ослабления соединения, в течение короткого периода времени происходит значительное заклинивание.
[0035]
С другой стороны, когда используется смазочная пленка, изготовленная из жидкости, даже когда образуются мелкие царапины, жидкая смазочная пленка немедленно покрывает процарапанные части, и, таким образом, сильное заклинивание не происходит. Этот эффект известен как функция самовосстановления жидкого смазочного материала. На смазывающую способность жидкой смазки влияет смазывающая способность самого смазочного материала, а также превосходная функция самовосстановления.
[0036]
В качестве технологии одновременного достижения смазывающей способности жидкого смазочного материала посредством функции самовосстановления и сопротивления липкости твердой пленки существует технология смешивания жидкого смазочного масла с воском, который представляет собой твердое вещество на углеводородной основе, с образованием полутвердого вещества (технология полусухой пленки). В качестве вещества для образования полутвердого материала, с учетом смазывающей способности и свойств смешивания, предпочтительным является воск на углеводородной основе. С учетом подверженности биологическому разложению, парафиновый воск является наиболее предпочтительным в качестве полузатвердевающего материала.
[0037]
[Коррозионная активность по отношению к меди]
Могут возникать случаи, где медное покрытие наносится на резьбовое соединение для стальных труб для предотвращения заклинивания в процессе крепление. В таком случае существует возможность того, что медь, имеющая высокую активность, может подвергаться коррозии под действием компонента смазочной пленки. Биоразлагаемая смазка и сложные эфиры многоатомных спиртов и жирных кислот, имеющие высокую подверженность биологическому разложению, как правило, проявляют высокую коррозионную активность по отношению к меди. Однако было определено, что сложный эфир пентаэритрита и жирной кислоты и сложный эфир триметилолпропана и жирной кислоты проявляют низкую коррозионную активность по отношению к меди. Это объясняется тем, что коррозия меди под действием сложного эфира жирной кислоты происходит, когда сначала гидролизуется сложный эфир жирной кислоты, а затем образующаяся в результате гидролиза жирная кислота реагирует с медью, и образуется медная соль жирной кислоты. Таким образом, сложный эфир пентаэритрита и жирной кислоты и сложный эфир триметилолпропана и жирной кислоты, которые имеют высокую устойчивость к гидролизу, как описано выше, также проявляют низкую коррозионную активность по отношению к меди.
[0038]
Далее будут подробно описаны варианты осуществления смазочной пленкообразующей композиции и резьбовое соединение для стальных труб согласно данному варианту осуществления. В следующем описании проценты означают массовые проценты по отношению к суммарной массе композиции, если четко не определяются другие условия.
Сначала будут описаны компоненты, которые содержатся в смазочной пленкообразующей композиции согласно данному варианту осуществления.
[0039]
[Основное масло]
В композиции согласно данному варианту осуществления в качестве основного масла, которое представляет собой основное вещество повышающего смазывающую способность компонент, могут использоваться сложный эфир пентаэритрита и жирной кислоты и сложный эфир триметилолпропана и жирной кислоты, которые представляет следующая формула 1.
[0040]
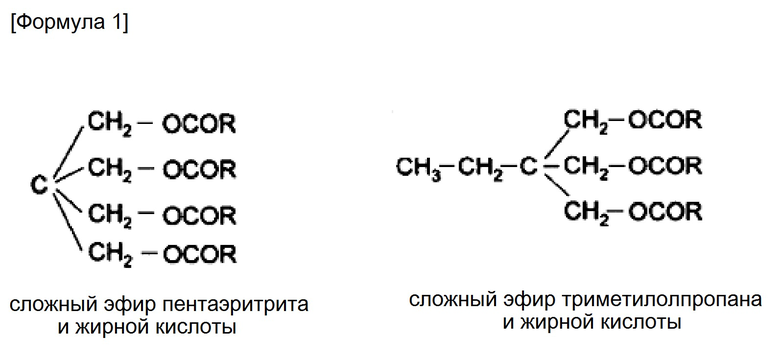
[0041]
В формуле 1 группа R представляет собой остаток жирной кислоты, то есть насыщенную или ненасыщенную алифатическую группу, имеющую неразветвленную цепь или разветвленную цепь. Таким образом, группа R может содержать одну, две или большее число двойных связей или тройных связей. Когда число атомов углерода в группе R является чрезмерно малым, увеличивается содержание полярных групп в молекуле, и ухудшается способность смешивания или диспергирования с другими компонентами на углеводородной основе. Кроме того, когда число атомов углерода в группе R является чрезмерно малым, вязкость основного масла значительно уменьшается, и, таким образом, может уменьшаться прочность образующейся пленки, и в результате этого ухудшается смазывающая способность. Кроме того, сопротивление липкости также ухудшается.
С другой стороны, когда число атомов углерода в группе R является чрезмерно большим, коэффициент полярности молекулы становится чрезмерно низким, и ухудшается способность смешивания или диспергирования водного компонента. Кроме того, когда число атомов углерода в группе R является чрезмерно большим, вязкость основного масла становится чрезмерно высокой, и, таким образом, смешивание других компонентов может становиться затруднительным, или применение компонентов может становиться чрезвычайно затруднительным. Кроме того, когда число атомов углерода в группе R является чрезмерно большим, вязкость пленки становится чрезмерно высокой, и, таким образом, ухудшается функция самовосстановления, и в результате этого получается неудовлетворительная смазывающая способность.
По описанным выше причинам, число атомов углерода в группе R может находиться в интервале от 3 до 20, составляя предпочтительно от 12 до 18, предпочтительнее от 16 до 18 и наиболее предпочтительно 17.
[0042]
Среди этих жирных кислот олеиновая кислота является предпочтительной для образования соединения с пентаэритритом, и олеиновая кислота и изостеариновая кислота представляют собой предпочтительные жирные кислоты для образования соединения с триметилолпропаном.
Считается, что основное масло ориентируется и адсорбируется на винтовой поверхности со стороны полярной группы, и, таким образом, образуется адсорбционный слой. При этом, когда существует двойная связь, например, в олеиновой кислоте, движение ограничивается фрагментом двойной связи группы R. Таким образом, сопротивление нагрузке является высоким, и может задерживаться внедрение воды. Кроме того, поскольку углеродная цепь изостеариновой кислоты разделяется на две части, отдельные углеродные цепи являются короткими и, таким образом, плотно ориентируются, когда они адсорбируются. Таким образом, сопротивление нагрузке является высоким, и может задерживаться внедрение воды.
Соответственно, считается, что олеиновая кислота или изостеариновая кислота является предпочтительной в качестве компонента жирной кислоты основного масла. Кроме того, хотя причина остается неясной, предполагается, что существуют пространственные затруднения при образовании соединения изостеариновой кислоты и пентаэритрита в процессе ориентации и адсорбции, и, таким образом, образование этого соединения оказывается затруднительным по сравнению с образованием соединения изостеариновой кислоты и триметилолпропана.
При образовании соединения пентаэритрита и олеиновой кислоты может получаться тетраолеат пентаэритрита. При образовании соединения триметилолпропана и олеиновой кислоты может получаться триолеат триметилолпропана. При образовании соединения триметилолпропана и изостеариновой кислоты может получаться триизостеарат триметилолпропана.
[0043]
Сложные эфиры жирных кислот, которые содержатся в основном масле в составе смазочной пленкообразующей композиции согласно данному варианту осуществления, имеют превосходную подверженность биологическому разложению и, таким образом, проявляют улучшенные смазывающие свойства, противокоррозионные свойства и меньшую коррозионную активность по отношению к меди.
[0044]
[Затвердевающее вещество]
Смазочная пленкообразующая композиция согласно данному варианту осуществления содержит парафиновый воск в качестве соединения, которое увеличивает сопротивление липкости пленки. Для затвердевания может также использоваться и другой воск. Однако парафиновый воск оказывается предпочтительным, учитывая подверженность биологическому разложению и характеристики затвердевания. Предпочтительный парафиновый воск, используемый согласно данному варианту осуществления, представляет собой парафиновый воск, у которого температура плавления составляет 45°C или более и 60°C или менее. Он предпочтительно присутствует в форме порошка, как будет описано далее.
[0045]
[Твердое смазочное вещество]
В смазочной пленкообразующей композиции согласно данному варианту осуществления, в качестве вспомогательного соединения, которое повышает смазывающую способность, добавляется твердое смазочное вещество, имеющее высокую подверженность биологическому разложению. В качестве твердого смазочного вещества используются соли щелочных металлов или соли щелочноземельных металлов и гидроксистеариновой кислоты. Среди них предпочтительными являются гидроксистеарат кальция, гидроксистеарат лития и гидроксистеарат натрия. Считается, что каждое из этих твердых смазочных веществ представляет собой мыло и проявляет смазывающую способность, когда оно деформируется под действием сдвига даже в масле, а также вызывает гидроксилирование части жирной кислоты основного масла, и в результате этого повышается подверженность биологическому разложению.
[0046]
[Другие соединения]
В смазочной пленкообразующей композиции согласно данному варианту осуществления, чтобы улучшались смазывающие способности, противокоррозионные свойства, а также эксплуатационные характеристики других типов, могут добавляться в небольших количествах и другие компоненты, которые дополняют основное масло, затвердевающее вещество и твердое смазочное вещество, описанные выше. Что касается степени биоразложения смеси в качестве смазочной пленки, установлена аддитивность в соотношении между степенью биоразложения и массовыми долями отдельных компонентов, и, таким образом, другие компоненты могут также добавляться в интервале, в котором подверженность биологическому разложению всей композиции не уменьшается ниже 60%.
В том случае, где суммарное содержание основного масла, затвердевающего вещества и твердого смазочного вещества в смазочной пленкообразующей композиции согласно данному варианту осуществления составляет менее чем 85 мас.% по отношению к суммарной массе композиции за счет добавления других компонентов, существует возможность того, что подверженность биологическому разложению всей композиции может составлять менее чем 60%. Таким образом, суммарное количество основного масла, затвердевающего вещества и твердого смазочного вещества в смазочной пленкообразующей композиции согласно данному варианту осуществления должно составлять 85 мас.% или более и 100 мас.% или менее по отношению к суммарной массе композиции.
Кроме того, подверженность биологическому разложению всей композиции вычисляется по значению подверженности биологическому разложению, которое представляет собой сумму коэффициентов компонентов, составляющих композицию, то есть вычисляется произведение значения подверженности биологическому разложению и содержания для каждого компонента, а затем вычисляется сумма этих произведений для всех компонентов.
[0047]
Примеры других компонентов, которые могут использоваться согласно данному варианту осуществления, включают основное масло, которое используется в композициях предшествующего уровня техники, такое как основные сульфонаты, основные салицилаты, основные феноляты и основные карбоксилаты, разнообразные противозадирные присадки, металлическое мыло, воск, не представляющий собой парафиновый воск, вещество на углеводородной основе, жидкие полимеры, органический тонкодисперсный порошок, такой как политетрафторэтилен (PTFE) или полиэтилен, SiO2, и углеродные наночастицы.
Здесь, когда смазочная пленкообразующая композиция согласно данному варианту осуществления включает тяжелый металл, этот тяжелый металл поступает в окружающую среду в процессе очистки и вызывает загрязнение окружающей среды. Таким образом, смазочная пленкообразующая композиция согласно данному варианту осуществления не содержит тяжелый металл.
[0048]
[Содержание]
Смазочная пленкообразующая композиция согласно данному варианту осуществления содержит, по меньшей мере, основное масло, затвердевающее вещество и твердое смазочное вещество. Что касается количеств этих компонентов, оказывается предпочтительным, что содержание основного масла находится в интервале от 40 до 80 мас.%, содержание затвердевающего вещества находится в интервале от 5 до 20 мас.%, и содержание твердого смазочного вещества находится в интервале от 10 до 40 мас.% по отношению к суммарной массе (100%) смазочной пленкообразующей композиции. Предпочтительнее содержание основного масла находится в интервале от 40 до 65 мас.%, содержание затвердевающего вещества находится в интервале от 5 до 10 мас.%, и содержание твердого смазочного вещества находится в интервале от 10 до 25 мас.% по отношению к суммарной массе (100%) смазочной пленкообразующей композиции.
[0049]
[Метод смешивания]
Смазочная пленкообразующая композиция согласно данному варианту осуществления получается в результате простого смешивания основного масла, затвердевающего вещества и твердого смазочного вещества и тщательного перемешивания данной смеси до однородного состояния. В данном случае оказывается предпочтительным, что затвердевающее вещество (парафиновый воск) поступает в порошкообразном состоянии. Кроме того, оказывается предпочтительным, что размер зерен порошка является меньше, чем толщина пленки, когда образуется пленка, которая будет описана далее. Такое же условие распространяется на размер зерен твердого смазочного вещества.
Когда другие компоненты вводятся в смесь, дополняя основное масло, затвердевающее вещество и твердое смазочное вещество, может использоваться хорошо известный метод смешивания в зависимости от свойств компонентов.
[0050]
Чтобы увеличивалось сопротивление липкости образующейся смазочной пленки, температура смазочной пленкообразующей композиции, представляющей собой однородную смесь компонентов, увеличивается до температуры, которая составляет не менее чем температура плавления используемого парафинового воска, чтобы парафиновый воск становился жидким, и тогда основное масло и превращенный в жидкость парафиновый воск можно смешивать, а затем охлаждать. Увеличение температуры может осуществляться в контейнере для хранения перед применением. В качестве альтернативы, смазочную пленкообразующую композицию можно наносить на резьбовое соединение в смешанном состоянии, а затем температуру нанесенного на поверхность материала можно повышать, используя соответствующий нагреватель, и после этого осуществляется охлаждение. В данном случае образуется смазочная пленка, в которой распределяется парафиновый воск, и его концентрация в пленке является практически однородной.
[0051]
В качестве альтернативной технологии, смазочная пленкообразующая композиция согласно данному варианту осуществления может представлять собой композиция двух компонентного типа, содержащую в смеси парафиновый воск и другие компоненты, не представляющие собой парафиновый воск, который является затвердевающим веществом. В данном случае пленка образуется посредством применения смеси, не представляющей собой парафиновый воск. Образующаяся пленка имеет липкость. Когда парафиновый воск распыляется на пленку в заданном количестве, и парафиновый воск нагревается до температуры, составляющей не менее чем температура плавления парафинового воска, который смешивается с пленкой, концентрация парафинового воска увеличивается по направлению к верхнему слою пленки. То есть получается смазочная пленка, в которой концентрация парафинового воска изменяется в направлении толщины пленки, и, таким образом, дополнительно повышается сопротивление липкости.
[0052]
[Резьбовое соединение для стальных труб]
Смазочная пленкообразующая композиция согласно данному варианту осуществления наносится на поверхность пригоночной части, по меньшей мере, одной детали из ниппеля 1 и муфты 2 в резьбовом соединении для стальных труб. Здесь ниппель 1 и муфта 2 резьбового соединения для стальных труб, соответственно включают резьбовые части 3 и 4 и нерезьбовые металлические контактные части 5 в качестве пригоночных частей.
[0053]
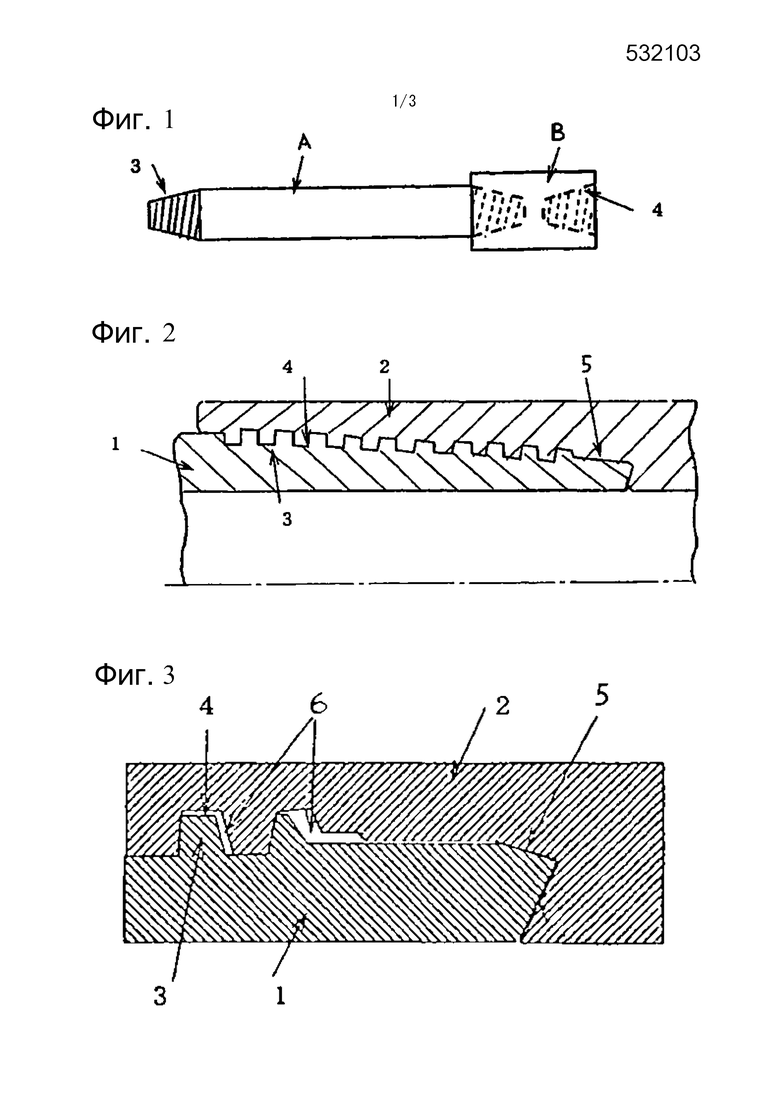
Резьбовое соединение для стальных труб, как правило, транспортируется в состоянии, проиллюстрированном на фиг. 1. То есть резьбовое соединение для стальных труб транспортируется в состоянии, в котором один ниппель 1 трубы для нефтяных скважин A заблаговременно прикрепляется к стыковке B. Труба для нефтяных скважин A снабжена ниппелем 1, который имеет части с наружной резьбой 3 на обоих концах. Стыковка B снабжена муфтой 2, которая имеет часть с внутренней резьбой 4 на внутренней поверхности. В целях упрощения изображения, на данном чертеже не представлена нерезьбовая металлическая контактная часть.
[0054]
Однако конфигурация резьбового соединения для стальных труб не ограничивается конфигурацией, проиллюстрированной на фиг. 1. Здесь используется резьбовое соединение для стальных труб интегрального типа, в котором ниппель 1, имеющий часть с наружной резьбой 3, образуется на наружной поверхности одного конца трубы для нефтяных скважин, и муфта 2, имеющая часть с внутренней резьбой 4, образуется на внутренней поверхности другого конца трубы. Это резьбовое соединение для стальных труб не обязательно должно иметь стыковку B для крепления. Кроме того, муфта 2 может быть образована в трубе для нефтяных скважин A, и ниппель 1 может быть образован в стыковке B. Далее в качестве примера будет описано резьбовое соединение для стальных труб, имеющее конфигурацию, которая проиллюстрирована на фиг. 1.
[0055]
Фиг. 2 представляет пояснительное изображение, схематически иллюстрирующее поперечное сечение части крепления резьбового соединения для стальных труб, представленного на фиг. 1. Пригоночная часть резьбового соединения для стальных труб включает часть с наружной резьбой 3, часть с внутренней резьбой 4, и нерезьбовые металлические контактные части 5. Согласно данному варианту осуществления, посредством нанесения смазочной пленкообразующей композиции на пригоночную часть (то есть на резьбовую часть 3 или 4 и нерезьбовую металлическую контактную часть 5), по меньшей мере, одной детали из ниппеля 1 и муфты 2 образуется пленка, содержащая полутвердое смазочное вещество, подобное консистентной смазке.
[0056]
Ниппель 1 и муфта 2 имеют такие формы, которые соответствуют друг другу. Однако при внимательном наблюдении, как проиллюстрировано на фиг. 3, виден небольшой зазор 6, который возникает, в частности, между частью с наружной резьбой 3 ниппеля 1 и частью с внутренней резьбой 4 муфты 2. Кроме того, несколько больший зазор 6 также присутствует между нерезьбовой металлической контактной частью 5 и резьбовой частью 3. Когда такие зазоры 6 отсутствуют, операция крепления становится практически невозможной. Когда компонент смазочного материала накапливается в зазорах 6 и вытекает в окружающую среду вследствие давления в процессе крепления, предотвращается заклинивание. Соответственно, зазоры 6 способствуют смазыванию. Поскольку смазочная пленка, которая образуется из смазочной пленкообразующей композиции согласно данному варианту осуществления, является полутвердой, как пленка из консистентной смазки, становится возможным вытекание, и в результате этого получается превосходная смазывающая способность и воздухонепроницаемость.
[0057]
Поскольку смазочная пленкообразующая композиция согласно данному варианту осуществления также имеет превосходные противокоррозионные свойства, как консистентная смазка, даже после того, как смазочная пленкообразующая композиция транспортируется в состоянии, проиллюстрированном на фиг. 1, пригоночная часть, на которую наносится смазочная пленкообразующая композиция, может быть защищена от коррозии.
[0058]
[Толщина смазочной пленки]
Могут существовать ситуации, в которых локально добавляется избыточное контактное давление, когда закрепляются резьбовые соединения для стальных труб, вследствие эксцентричности, наклона и внедрения инородного материала в резьбовые соединения для стальных труб, которые вызывают дефекты сборки, и в результате этого возникает пластическая деформация. Задача образования смазочной пленки на резьбовом соединении для стальных труб заключается в том, чтобы предотвращать заклинивание даже в таких жестких условиях смазывания. Таким образом, имеет большое значение нанесение и сохранение придающего смазывающую способность компонента на поверхности трения.
[0059]
Таким образом, должно быть нанесено необходимое количество смазочной пленкообразующей композиции для заполнения небольшого зазора 6 пригоночной части между витками винтовой резьбы, как проиллюстрировано на фиг. 3. Когда нанесенное количество является небольшим, вследствие гидростатического давления, которое производится в процессе крепления, невозможно предполагать действие масла, вытекающего на поверхности трения или действие придающего смазывающую способность компонента, который протекает вокруг из другого зазора. Таким образом, оказывается предпочтительным, что толщина смазочной пленки составляет 10 мкм или более.
[0060]
Поскольку пригоночные части ниппеля 1 и муфты 2 вступают в контакт друг с другом в процессе крепления резьбовых соединений для стальных труб, в целях обеспечения смазывающей способности, оказывается достаточным нанесение смазочной пленки только на пригоночную часть какой-либо одной детали из ниппеля 1 и муфты 2. Однако в целях обеспечения противокоррозионных свойств необходимо образование смазочных пленок на пригоночных частях обеих деталей, включая ниппель 1 и муфту 2. Поскольку минимальная толщина, необходимая для противокоррозионных свойств, также составляет 10 мкм, оказывается предпочтительным, что смазочная пленка, у которой толщина составляет 10 мкм или более, образуется на каждой из обеих пригоночных частей. Здесь, как проиллюстрировано на фиг. 1, в том случае, где стыковка B прикрепляется к одному концу трубы для нефтяных скважин A во время транспортировки, когда смазочная пленка образуется только на пригоночной части одной детали из ниппеля 1 и муфты 2 на стороне, где осуществляется крепление, на пригоночные части обеих деталей, включая ниппель 1 и муфту 2, наносятся смазочные пленки, и, таким образом, также придаются противокоррозионные свойства. Однако смазочные пленки образуются на обеих деталях, включая ниппель 1 и муфту 2 (ниппель на левой стороне и муфта на правой стороне в проиллюстрированном примере), на противоположной стороне.
[0061]
Поскольку смазочная пленка, которая образуется из смазочной пленкообразующей композиции согласно данному варианту осуществления, имеет высокую смазывающую способность, смазочная пленка не обязательно должна быть толще, чем необходимо. Материал становится бесполезным, когда смазочная пленка имеет чрезмерную толщину, а также это не способствует предотвращению загрязнения окружающей среды, являющемуся одной из задач согласно данному варианту осуществления. Таким образом, верхний предел толщина пленки предпочтительно составляет приблизительно 200 мкм, хотя и не ограничивается конкретной величиной. Более предпочтительная толщина пленки смазочной пленки составляет от 30 до 150 мкм. Здесь, как описано ниже, в том случае, где должна быть высокой поверхностная шероховатость используемой пригоночной части, оказывается предпочтительным, что толщина пленки смазочной пленки составляет более чем поверхностная шероховатость Rmax пригоночной поверхности. В том случае, где присутствует поверхностная шероховатость, толщина пленки смазочной пленки представляет собой промежуточное значение между максимальным и минимальным значениями толщины пленки.
[0062]
Смазочная пленкообразующая композиция согласно данному варианту осуществления может содержать основной растворитель, который упрощает ее применение. В данном случае сама композиция не является полутвердой, но может присутствовать в жидком состоянии, которое является превосходным для возможного применения. Однако когда композиция наносится на пригоночную часть резьбового соединения для стальных труб, поскольку основной растворитель, как правило, обладает летучестью, основной растворитель испаряется и удаляется с образующейся смазочной пленки, и смазочная пленка становится полутвердый. В качестве основного растворителя может использоваться обычный органический растворитель. В качестве примера основного растворителя, который может надлежащим образом использоваться согласно данному варианту осуществления, существует растворитель на углеводородной основе, включающий уайт-спирит.
[0063]
Что касается метода нанесения, соответствующий метод может выбираться в зависимости от свойств смазочной пленкообразующей композиции согласно данному варианту осуществления. Например, когда смазочная пленкообразующая композиция содержит основной растворитель и находится в жидком состоянии при комнатной температуре, может использоваться обычный метод нанесения, такой как распылительное покрытие, погружение или покрытие с помощью кисти. С другой стороны, когда смазочная пленкообразующая композиция не содержит основной растворитель и является полутвердой при комнатной температуре, для ее нанесения может использоваться устройство (например, пистолет-распылитель для нанесения покрытия в горячем состоянии), снабженный нагревательным механизмом для нанесения покрытия в состоянии, в котором плавится парафиновый воск, который представляет собой затвердевающее вещество. В данном случае, чтобы образовалась покровная пленка, имеющая однородную толщину, оказывается предпочтительным, что смазочная пленкообразующая композиция, которая предварительно нагревается, наносится на пригоночную часть, которая также предварительно нагревается, с помощью пистолета-распылителя, снабженного теплоизолирующим устройством, которое способно поддерживать постоянную температуру предварительно нагреваемой смазочной пленкообразующей композиции.
[0064]
[Поверхностная шероховатость пригоночной части]
В пригоночной части, которую составляют резьбовые части 3 и 4 и нерезьбовые металлические контактные части 5 резьбового соединения для стальных труб, покрытые смазочной пленкообразующей композицией согласно данному варианту осуществления, поверхностная шероховатость, составляющая от 3 до 5 мкм, может быть получена посредством обработки резанием. Когда поверхностная шероховатость увеличивается соответствующим методом, смазывающая способность дополнительно улучшается. Это объясняется тем, что действие масла, вытекающего на поверхность трения, и действие придающего смазывающую способность компонента, который вытекает вокруг из другого зазора под действием гидростатического давления пригоночной части, описанной выше, возникают вследствие масла, которое задерживается в мелких неровных углублениях поверхностной шероховатости. Эти действия может обеспечивать поверхностная шероховатость, независимо от метода создания поверхностной шероховатости. Выраженная значением Rmax предпочтительная поверхностная шероховатость для повышения смазывающей способности, составляет от 5 до 40 мкм. Когда выраженная значением Rmax поверхностная шероховатость составляет более чем 40 мкм, окружение углублений не может герметизироваться в достаточной степени, действие гидростатического давления не возникает, и, таким образом, не может получаться достаточная смазывающая способность. Более предпочтительный интервал значений Rmax составляет от 10 до 30 мкм.
[0065]
<Метод создания поверхностной шероховатости>
Метод создания поверхностной шероховатости не ограничивается определенным образом, и могут использоваться следующие методы.
(1) Обработка струей песка или дроби: поверхностная шероховатость может изменяться в зависимости от размера зерен используемого абразивного материала.
(2) Коррозия кислотой: метод погружения в раствор сильной кислоты, такой как серная кислота, хлористоводородная кислота, азотная кислота и фтористоводородная кислота.
(3) Фосфатная обработка: обработка посредством нанесения фосфата марганца, фосфата цинка, двойного фосфата железа и марганца, двойного фосфата цинка и кальция (шероховатость поверхности кристаллов увеличивается при увеличении размеров образующихся кристаллов).
(4) Нанесение гальванического покрытия, включая медное покрытие и железное покрытие (поскольку выпуклости покрываются в первую очередь, поверхность становится слегка шероховатой). Как описано выше, медное покрытие можно также наносить, чтобы повышалась смазывающая способность резьбового соединения для стальных труб.
(5) Сухое механическое нанесение покрытия: метод покрытия струей зерен, состоящих их железной сердцевины, на которую нанесен покровный материал, с использованием центробежной силы или давления воздуха, например, дробеструйное нанесение цинка или сплава цинка и железа.
[0066]
Такие методы создания поверхностной шероховатости легко осуществляются на стороне муфты 2, но они могут также осуществляться на стороне ниппеля 1 или осуществляться на обеих сторонах. Кроме того, поскольку методы (3)-(5) представляют собой методы обработки с образованием основной пленки, имеющей высокую поверхностную шероховатость, контакт между металлами предотвращается пленкой, когда масляная пленка разрезается, и, таким образом, можно одновременно получать улучшение смазывающей способности и противокоррозионных свойств. По этой причине
методы (3)-(5) являются предпочтительными. В частности, пленка фосфата марганца содержит зерна с шероховатой поверхностью и обладает хорошими свойствами удерживания масла, и, таким образом, она является более подходящей.
[0067]
В зависимости от материала трубы для нефтяных скважин A, могут существовать случаи, в которых фосфатная обработка не может осуществляться вследствие высоколегированных сплавов. В данном случае, после нанесения железного покрытия, которое описано в пункте (4), может осуществляться фосфатная обработка. В случае основных пленок после обработки методами (3)-(5) оказывается предпочтительным, что толщина основных пленок после обработки составляет более чем поверхностная шероховатость, полученная данными методами, потому что улучшаются свойства удерживания масла и адгезия основной пленки. Таким образом, считается подходящим, что толщина пленки после обработки основной пленки составляет от 5 до 40 мкм.
[Примеры]
[0068]
Были изготовлены смазочные пленкообразующие композиции в примерах 1-6 и сравнительных примерах 1-9, которые проиллюстрированы в таблице 1. Как описано выше, все процентные значения представляют собой массовые процентные значения. В числе используемых компонентов парафиновый воск представлял собой парафиновый воск 155, изготовленный компанией Nippon Seiro Co., Ltd., сульфонат кальция представлял собой Calcinate (зарегистрированный товарный знак) C-400W, изготовленный компанией Chemtura Corporation, и петролатумный парафин представлял собой OX-1749 изготовленный компанией Nippon Seiro Co., Ltd. В качестве других компонентов использовали химические реагенты для промышленного применения.
Имеющаяся в продаже консистентная смазка в сравнительном примере 2 представляла собой смазку Type 3, изготовленную компанией Showa Shell Sekiyu K. K., и имеющаяся в продаже биоразлагаемая смазка в сравнительном примере 3 представляла собой смазку Biotemp PL, изготовленную компанией Kyodo Yushi Co., Ltd.
Минеральное масло в примере 6 и сравнительном примере 9 представляло собой полученное из сырья очищенное минеральное масло (класс вязкости VG32), изготовленное компанией Idemitsu Kosan Co., Ltd., и графит представлял собой материал AGB-5, изготовленный компанией Ito Graphite Co., Ltd.
[0069]
Парафиновый воск 20%
Гидроксистеарат кальция 20%
Парафиновый воск 15%
Гидроксистеарат лития 15%
Парафиновый воск 10%
Гидроксистеарат кальция 12,5%
Гидроксистеарат лития 12,5%
Парафиновый воск 20%
Гидроксистеарат лития 40%
Парафиновый воск 10%
Стеарат лития 10%
Парафиновый воск 8,5%
Гидроксистеарат лития 17%
Минеральное масло 8%
Графит 7%
Петролатумный парафин 20%
Стеарат кальция 20%
Парафиновый воск 30%
Стеарат кальция 30%
Гидроксистеарат лития 30%
Парафиновый воск 30%
Стеарат кальция 40%
Парафиновый воск 5%
Гидроксистеарат лития 10%
Парафиновый воск 4%
Гидроксистеарат лития 32%
Минеральное масло 10%
Графит 10%
[0070]
Смазочную пленкообразующую композицию наносили на поверхность соответствующей основы для исследования каждого свойства, и в результате этого получалась смазочная пленка. Нанесение покрытия осуществляли с помощью кисти. Для полученной смазочной пленки подверженность биологическому разложению, смазывающая способность, противокоррозионные свойства, сопротивление липкости, и коррозионная активность по отношению к меди были исследованы методами, которые описаны ниже. Результаты исследования в совокупности представлены в таблице 2.
[0071]
[Подверженность биологическому разложению]
Подверженность биологическому разложению смазочной пленкообразующей композиции оценивали методом закрытого сосуда OECD 301D, который обычно используется в качестве метода оценки подверженности биологическому разложению, для цели оценки экологического воздействия на океан. В частности, для каждого компонента композиции подверженность биологическому разложению после 28 суток выдерживания в воде (БПК28) измеряли описанным выше методом исследования, и получали значение БПК28 всей композиции, которое представляет собой сумму, учитывающую содержание в смеси соответствующих компонентов. Случай, в котором полученное значение БПК28 композиции составляет менее чем 20%, оценивали как неудовлетворительный; значение, составляющее 20% или более и менее чем 60%, оценивали как удовлетворительное; значение, составляющее 60% или более и менее чем 80%, оценивали как хорошее; и значение, составляющее 80% или более, оценивали как отличное. Проходными считали отличные и хорошие оценки, которым соответствовали значения БПК28, составляющие 60% или более.
[0072]
[Смазывающая способность]
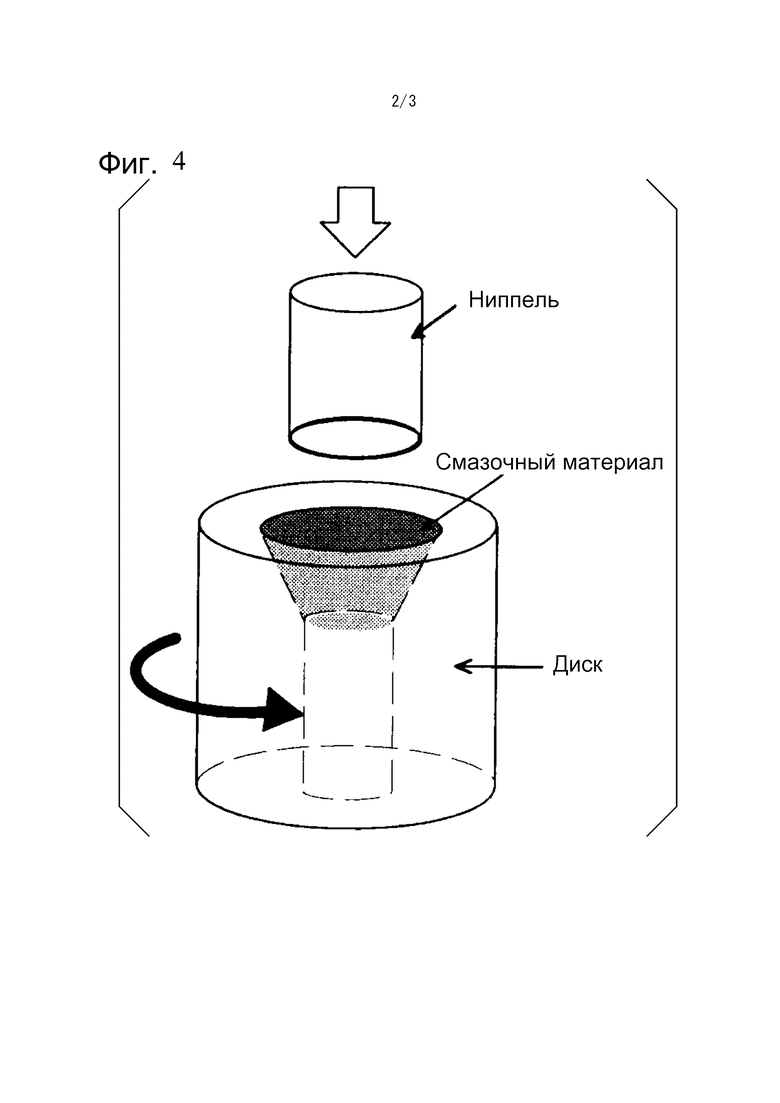
Смазывающую способность оценивали посредством исследования фрикционных свойств, в котором моделировали крепление и ослабление резьбового соединения для стальных труб, как проиллюстрировано на фиг. 4. Сначала исследование осуществляли, вращая конический образец (диск, соответствующий муфте), на поверхность которого нанесена исследуемая смазочная пленка, одновременно прижимая сверху цилиндрический образец (ниппель). Нагрузку увеличивали от 1,0 тонны с шагом 0,1 тонны, и смазывающую способность оценивали по максимальной нагрузке (далее называется «допустимая нагрузка»), при которой заклинивание не происходит. На фиг. 4 смазочный материал означает смазочную пленку.
[0073]
Исследование фрикционных свойств осуществляли в следующих условиях:
тип контакта: цилиндр (ниппель) и конус (диск) образуют линейный контакт между собой;
материал: низколегированная углеродистая сталь для резьбового соединения SM95TS, изготовленная компанией Nippon Steel & Sumitomo Metal Corporation;
поверхностная обработка: обработка фосфатом марганца только поверхности диска;
смазочная пленка: образована посредством нанесения исследуемой смазочной пленкообразующей композиции с помощью кисти на поверхность диска, покрытую пленкой фосфата марганца; толщина пленки составляет 50 мкм;
исследуемая нагрузка: максимум 5 тонн; и
скорость вращения диска: 20 об/мин.
[0074]
Случай, в котором допустимая нагрузка составляет менее чем 2,0 тонны, оценивали как неудовлетворительный; случай, в котором допустимая нагрузка составляет 2,0 тонны или более и менее чем 3,0 тонны, оценивали как удовлетворительный; случай, в котором допустимая нагрузка составляет 3,0 тонны или более и менее чем 4,0 тонны, оценивали как хороший; и случай, в котором допустимая нагрузка составляет 4,0 тонны или более, оценивали как отличный. Проходными считали отличные и хорошие оценки, которым соответствовала допустимая нагрузка, составляющая 3,0 тонны или более.
[0075]
[Противокоррозионные свойства]
Оценку противокоррозионных свойств осуществляли в исследовании методом распыления соли (исследование противокоррозионных свойств), согласно японскому промышленному стандарту JIS Z2371. Была образована смазочная пленка толщиной 30 мкм на поверхности стального листа, имеющего размеры 50 мм × 100 мм и толщину 2 мм, который был изготовлен из такого же материала, как в случае исследования фрикционных свойств, и который шлифовали без осуществления поверхностной обработки и использовали в качестве образца. Нанесение покрытия осуществляли с помощью кисти. Исследование методом распыления соли осуществляли в течение 500 часов, определяя присутствие или отсутствие появления коррозии. Случай, в котором возникала небольшая коррозия после исследования в течение 500 часов, оценивали как неудовлетворительный, и случай, в котором коррозия отсутствовала, оценивали как хороший. Проходными считали хорошие оценки, которым соответствовало отсутствие коррозии.
[0076]
[Сопротивление липкости]
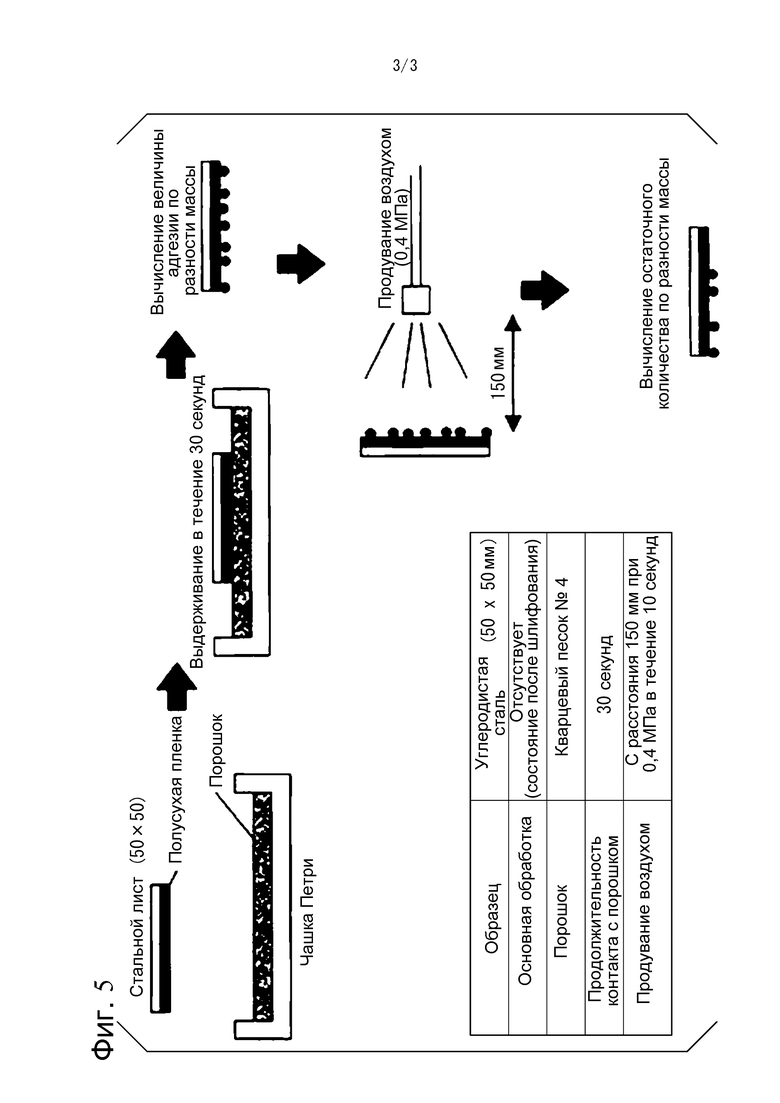
Оценку сопротивления липкости осуществляли как исследование адгезии инородного материала (исследование липкости), как проиллюстрировано на фиг. 5. Исследуемую смазочную пленкообразующую композицию наносили с помощью кисти на одну поверхность образца, имеющего размеры 50×50 мм и изготовленного из углеродистой стали, после шлифования, и в результате этого получалась смазочная пленка. Поверхность смазочной пленки, которая была направлена вниз, на 30 секунд опускали в чашку Петри (Petri), покрытую порошком (кварцевый песок № 4), и количество прилипшего порошка вычисляли как разность массы образца до и после его нанесения. После этого образец устанавливали вертикально и смазочную пленку, содержащую прилипший к ней порошок, продували воздухом при давлении 0,4 МПа с расстояния 150 мм в течение 10 секунд. Количество прилипшего порошка, который оставался после продувания воздухом, вычисляли как разность массы.
[0077]
Случай, в котором количество прилипшего порошка после продувания воздухом, составляет 5 г или более, оценивали как неудовлетворительный; случай 2,5 г или более и менее чем 5 г оценивали как удовлетворительный; случай 1 г или более и менее чем 2,5 г оценивали как хороший; и случай менее чем 1 г оценивали как отличный. Проходными считали отличные и хорошие оценки, которым соответствовала адгезия, составляющая менее чем 2,5 г.
Кроме того, когда величина адгезии составляет менее чем 2,5 г, которая считается проходной для исследования, даже в случае пленки, нанесенной на настоящую трубу, было подтверждено, что прилипший инородный материал можно аналогичным образом удалять обычным продуванием воздухом при статическом давлении 10 кПа и скорости потока 2,0 м3/мин.
[0078]
[Коррозионная активность по отношению к меди]
Для определения коррозионной активности по отношению к меди исследуемую смазочную пленкообразующую композицию наносили на чистую медную пластинку, образуя смазочную пленку, имеющую толщину 50 мкм, и эту медную пластинку выдерживали на воздухе при 80°C в течение двух часов, а затем выдерживали при комнатной температуре в течение 4 недель. Коррозионную активность по отношению к меди оценивали по обесцвечиванию медной пластинки после выдерживания в течение 4 недель. Случай, в котором происходило небольшое обесцвечивание, оценивали как неудовлетворительный; случай, в котором наблюдалось отсутствие обесцвечивания, оценивали как хороший; причем проходными считали хорошие оценки, которым соответствовало отсутствие обесцвечивания.
[Таблица 2]
3,5 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
0,49 г
88,5%
3,7 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
0,95 г
92,2%
4,2 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
0,59 г
89,3%
3,0 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
0,39 г
72,0%
4,2 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
2,19 г
82,0%
3,9 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
1,45 г
65,3%
4,5 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
0,74 г
30,4%
4,5 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
8,35 г
Содержание Pb
2,9 тонны
Возникновение коррозии через 100 часов
Обесцвечивание
9,21 г
Более чем 95%
2,5 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
1,20 г
93,3%
3,5 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
5,35 г
70,4%
1,3 тонны
Возникновение коррозии через 250 часов
Отсутствие обесцвечивания
0,33 г
78,4%
2,8 тонны
Возникновение коррозии через 400 часов
Отсутствие обесцвечивания
0,82 г
75,7%
4,1 тонны
Отсутствие коррозии в течение 500 часов
Отсутствие обесцвечивания
5,91 г
76,8%
4,1 тонны
Возникновение коррозии через 350 часов
Отсутствие обесцвечивания
0,92 г
58,8%
[0080]
Как можно видеть в таблице 2, смазочная пленка, которую образует смазочная пленкообразующая композиция согласно данному варианту осуществления, продемонстрировала характеристики, которые считаются как удовлетворительные, в отношении всех исследуемых параметров, таких как подверженность биологическому разложению, смазывающая способность, противокоррозионные свойства, сопротивление липкости и коррозионная активность по отношению к меди.
С другой стороны, сравнительные примеры продемонстрировали недостаточные результаты по некоторым исследуемым параметрам.
[Промышленная применимость]
[0081]
Согласно настоящему изобретению, можно предложить смазочную пленкообразующую композицию, имеющую превосходные смазывающие свойства, противокоррозионные свойства, подверженность биологическому разложению, сопротивление липкости и низкую коррозионную активность по отношению к меди, а также резьбовое соединение для стальных труб, содержащее смазочную пленкообразующую композицию.
[Краткое описание условных обозначений]
[0082]
1: ниппель
2: муфта
3: часть с наружной резьбой
4: часть с внутренней резьбой
5: нерезьбовая металлическая контактная часть
6: небольшой зазор пригоночной части между витками винтовой резьбы
A: труба для нефтяных скважин
B: стыковка
Предложена смазочная пленкообразующая композиция, содержащая в своем составе: от 40 до 80 мас.% основного масла, состоящего из одного или более веществ, выбранных из сложного эфира пентаэритрита и жирной кислоты и сложного эфира триметилолпропана и жирной кислоты; от 5 до 20 мас.% затвердевающего вещества, состоящего из парафинового воска; и от 10 до 40 мас.% твердого смазочного вещества, состоящего из одного или более веществ, выбранных из соли щелочного металла и гидроксистеариновой кислоты; и соли щелочноземельного металла и гидроксистеариновой кислоты. Суммарное содержание основного масла, затвердевающего вещества и твердого смазочного вещества составляет 85 мас.% или более и 100 мас.% или менее, и смазочная пленкообразующая композиция не содержит тяжелые металлы. Также предложено резьбовое соединение для стальных труб, содержащее ниппель и муфту, где упомянутое резьбовое соединение обеспечено смазочной пленкой, которая образована из смазочной пленкообразующей композиции на поверхности пригоночной части, 2 н. и 2 з.п. ф-лы, 5 ил., 2 табл.
1. Смазочная пленкообразующая композиция, содержащая в качестве композиции:
от 40 до 80 мас.% основного масла, состоящего из одного или более веществ, выбранных из: сложного эфира пентаэритрита и жирной кислоты; и сложного эфира триметилолпропана и жирной кислоты;
от 5 до 20 мас.% затвердевающего вещества, состоящего из парафинового воска; и
от 10 до 40 мас.% твердого смазочного вещества, состоящего из одного или более веществ, выбранных из: соли щелочного металла и гидроксистеариновой кислоты; и соли щелочноземельного металла и гидроксистеариновой кислоты,
причем суммарное содержание основного масла, затвердевающего вещества и твердого смазочного вещества составляет 85 мас.% или более и 100 мас.% или менее, и
смазочная пленкообразующая композиция не содержит тяжелые металлы.
2. Смазочная пленкообразующая композиция по п. 1, в которой основное масло состоит из одного или более веществ, выбранных из тетраолеата пентаэритрита, триолеата триметилолпропана и триизостеарата триметилолпропана.
3. Смазочная пленкообразующая композиция по п. 1 или 2, в которой твердое смазочное вещество состоит из одного или более веществ, выбранных из гидроксистеарата кальция, гидроксистеарата лития и гидроксистеарата натрия.
4. Резьбовое соединение для стальных труб, резьбовое соединение, содержащее:
ниппель и
муфту,
причем каждый из ниппеля и муфты имеет резьбовую часть и нерезьбовую металлическую контактную часть в качестве пригоночных частей,
упомянутое резьбовое соединение для стальных труб обеспечено смазочной пленкой, которая образована из смазочной пленкообразующей композиции по любому из пп. 1-3 на поверхности пригоночной части по меньшей мере одного из ниппеля и муфты.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| КОМПОЗИЦИЯ СМАЗОЧНОГО ПОКРЫТИЯ, ПОДХОДЯЩАЯ ДЛЯ СМАЗКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2001 |
|
RU2246532C1 |

