Область техники
Данное изобретение относится к композиции смазочного покрытия, пригодной для смазки резьбового соединения металлических труб и, в особенности, труб для нефтяных скважин и к способу смазки резьбового соединения с использованием такой композиции. Композиция смазочного покрытия в соответствии с изобретением может обеспечить соответствующую смазывающую способность и способность предотвращать появление ржавчины на резьбовом соединении труб для нефтяных скважин без необходимости нанесения консистентной смазки.
Предшествующий уровень
Трубы для нефтяных скважин, такие как трубопровод и обсадные трубы, применяемые при бурении нефтяных скважин для добычи сырой нефти и газойля, обычно соединяют друг с другом резьбовыми соединениями. В прошлом глубина нефтяных скважин составляла обычно от 2000 до 3000 метров, но в последнее время глубина нефтяных скважин на нефтяных месторождениях в открытом море и других глубоких скважинах может достигать от 8000 до 10000 метров.
Резьбовое соединение труб для нефтяных скважин подвергается при их использовании в окружающей среде действию различных сил, включающих нагрузки, такие как осевые растягивающие усилия, вызванные весом труб для нефтяных скважин и резьбового соединения, давления, включающие внутреннее и наружное давление, и геотермальное тепло. Поэтому необходимо, чтобы резьбовое
соединение было способно сохранять в таких жестких условиях газонепроницаемость без повреждений.
Во время процесса опускания в скважину трубопровода или обсадных труб соединение, которое уже было закреплено для образования сочленения, часто необходимо ослабить или развинтить и затем опять закрепить. API (Американский институт нефти) требует, чтобы не происходило истирание металла, представляющее собой его неисправимое задирание, и чтобы газонепроницаемость сохранялась даже в том случае, если закрепление (сборка) и развинчивание (разборка) повторяется десять раз для трубного соединения и три раза для соединения обсадных труб.
Один тип резьбового соединения труб для нефтяных скважин, имеющего высокие герметизирующие свойства, представляет резьбовое соединение с конструкцией типа муфтового (замкового) соединения, имеющее участок контакта металла с металлом, образующий уплотнение. В данном резьбовом соединении на наружной поверхности каждого конца трубы для нефтяной скважины образован ниппель, или ввертная часть резьбового соединения. Ниппель имеет участок с наружной резьбой и участок металлического контакта без резьбы. Последний из названных участков далее в описании называется “участок металлического контакта без резьбы”, и он расположен на переднем конце участка с резьбой в конце трубы. На внутренней поверхности отдельного связующего элемента, имеющего форму рукава, образована муфта, и она имеет участок с внутренней резьбой и участок металлического контакта без резьбы на задней
стороне участка с резьбой, которые, соответственно, контактируют или сопрягаются с соответствующими участками ниппеля с резьбой и без резьбы. Когда ниппель ввинчивается в муфту для закрепления, участки металлического контакта ниппеля и муфты, не снабженные резьбой, тесно контактируют друг с другом с образованием металлического уплотнения.
В сущности, ниппель может быть образован на одном конце трубы для нефтяной скважины и муфта может быть образована на противоположном конце трубы для нефтяной скважины с тем, чтобы две трубы для нефтяной скважины могли быть соединены друг с другом последовательно без использования отдельного связующего элемента. Для получения муфт можно также образовать внутреннюю резьбу на внутренней поверхности на обоих концах трубы для нефтяной скважины, а для получения ниппелей образовать наружную резьбу на каждом конце связующего элемента.
Для гарантии соответствующих герметизирующих свойств металлического уплотнения вышеуказанного резьбового соединения в условиях среды трубы для нефтяной скважины необходимо во время закрепления приложить крайне высокое поверхностное давление к участкам металлического контакта без резьбы. Такое высокое давление приводит к легкому истиранию металла. Поэтому перед закреплением на участки металлического контакта и резьбу наносят консистентную смазку, называемую смешанной смазкой, для придания повышенного сопротивления истиранию и образования уплотнения, имеющего повышенную газонепроницаемость.
Однако смешанная смазка содержит большое количество порошка тяжелых металлов, таких как Pb, Zn или Cu, и когда нанесенная
смазка вымывается, имеется возможность загрязнения ею окружающей среды. Кроме того, нанесение смешанной смазки ухудшает рабочую среду и уменьшает эксплуатационную производительность. Соответственно, желательно резьбовое соединение, для которого не является необходимым нанесение консистентной смазки, такой как смешанная смазка.
Что касается резьбового соединения, для которого не используется консистентная смазка, то в опубликованных не проходивших экспертизу заявках на патент Японии №8-233164 (1996) и 9-72467 (1997) раскрыто резьбовое соединение типа ниппель-муфта, имеющее покрытие из твердой смазки-смолы, образованное на участке металлического контакта муфты или ниппеля. Данное покрытие основано на твердой смазке и включает большое количество твердой смазки, такой как дисульфид молибдена, диспергированной в смоле, такой как эпоксидная смола. В опубликованной не проходившей экспертизу заявке на патент Японии №11-132370 (1999) раскрыто резьбовое соединение, имеющее такое покрытие из твердой смазки-смолы, в котором оптимизировано конусное отношение резьб.
Однако нелегко образовать покрытие из твердой смазки-смолы однородной толщины по форме резьбы и участков металлического контакта резьбового соединения, не снабженных резьбой. Если образуется покрытие, не имеющее заданной однородной толщины, то на тех участках, где покрытие является слишком толстым, развиваемое на них поверхностное давление во время закрепления резьбового соединения становится слишком большим, что приводит к увеличению крутящего момента, необходимого для закрепления
(крутящий момент докрепления), или может привести к изменению формы резьбы, вследствие чего может легко произойти истирание. С другой стороны, на участках, где покрытие является слишком тонким, имеется склонность к плохому смазыванию и легкому появлению ржавчины.
Соединение труб для нефтяной скважины друг с другом в нефтяной скважине часто осуществляют в таком состоянии, в котором подлежащая соединению труба для нефтяной скважины стоит вертикально по отношению к ниппелю на одном конце трубы, обращенном в землю. Во время закрепления не является необычным, что происходит смещение осей таким образом, что продольная ось трубы, т.е. вращательная ось, во время завинчивания ниппеля горизонтально отклоняется от центровки к оси муфты, в которую вставляется ниппель, или наклоняется в сторону от вертикального положения. Кроме того, когда труба для нефтяной скважины стоит вертикально, чешуйки ржавчины или окалины отслаиваются с внутренней поверхности, или частицы дутья, введенные для удаления ржавчины или окалины, могут падать вниз в просвет трубы и прилипать к резьбовому соединению или осаждаться на нем. Поэтому закрепление может происходить в присутствии чешуек ржавчины или окалины или частиц дутья, прилипших на участок с резьбой или на участок металлического контакта без резьбы.
В условиях, включающих вышеуказанные проблемы, связанные со смещением осей и/или осажденными инородными примесями, которые часто встречаются во время закрепления труб в нефтяной скважине, даже в том случае, если может быть образовано покрытие из твердой смазки-смолы заданной толщины, легко может происходить
истирание. Это происходит потому, что покрытие из твердой смазки-смолы имеет плохую растяжимость и текучесть и может легко отслаиваться. При вышеуказанных условиях на некоторых областях участка с резьбой и участка металлического контакта без резьбы может быть локально приложено избыточное давление, вследствие чего вызывается отслаивание покрытия из твердой смазки-смолы в областях чрезмерного давления. Поэтому открытые (обнаженные) металлические поверхности на некоторых участках соединения могут быть незащищенными, что приводит к появлению истирания.
С другой стороны, когда на резьбовое соединение наносят жирный или маслянистый смазочный материал, который имеет присущую ему высокую текучесть, во время закрепления резьбового соединения давление действует на смазку, заключенную в зазоры между нитями резьбы или в участки впадин на поверхности, вызывая просачивание сжатой смазки в окружающие участки, в результате чего участки металлического контакта могут быть успешно смазаны. Данный эффект невозможно ожидать при нанесении покрытия из твердой смазки-смолы, которое имеет плохую растяжимость и текучесть.
Консистентная смазка обычно смывается и повторно наносится перед каждой операцией закрепления. В противоположность указанному, покрытие из твердой смазки-смолы образуют перед операцией первоначального закрепления и его следует сохранять до последней операции закрепления, поэтому возникает проблема, связанная с необходимостью предотвращения появления ржавчины, описанная ниже.
Фиг.1 представляет схематическое изображение, показывающее
трубу для нефтяной скважины 1, имеющую ниппель с участком с наружной резьбой 3 на обоих ее концах, и связующий элемент 2 с резьбой, имеющий муфту с участком с внутренней резьбой 4 на обоих ее концах.
Трубу для нефтяной скважины 1 обычно перевозят в состоянии, показанном на фиг.1, т.е. в состоянии, в котором связующий элемент 2 соединен впереди с одним концом трубы для нефтяной скважины 1. Соответственно, вышеуказанное покрытие из твердой смазки-смолы должно быть образовано до присоединения связующего элемента 2, снабженного резьбой, к одному концу трубы для нефтяной скважины 1, которое осуществляют перед перевозкой. Образованный узел “труба для нефтяной скважины/связующий элемент” имеет на каждом конце ниппель или муфту, которые не соединены с сопряженной им муфтой или ниппелем, и такой ниппель или муфта часто подвергается действию дождевой воды во время транспортировки или во время хранения. Покрытие из твердой смазки-смолы не имеет достаточных защитных свойств для предотвращения появления ржавчины и обеспечения полной защиты ниппелей и муфт в такой ситуации, вследствие чего может легко произойти образование ржавчины. Если с целью предотвращения образования ржавчины перед перевозкой частично наносят смешанную смазку, образование ржавчины может быть предотвращено более эффективно.
Вследствие плохой смазывающей способности ржавчины и вследствие набухания или отслаивания покрытия из твердой смазки-смолы, сопровождающего образование ржавчины, дополнительный крутящий момент, необходимый для закрепления заржавевшего
соединения, становится еще более непостоянным, вследствие чего легко происходит истирание, и уменьшается газонепроницаемость.
Описание изобретения
Цель настоящего изобретения состоит в том, чтобы предложить композицию, пригодную для образования смазочного покрытия, в особенности, на резьбовом соединении труб для нефтяных скважин, с помощью которой вышеуказанные проблемы предшествующего уровня техники, по меньшей мере, частично смягчаются или устраняются.
Другая цель настоящего изобретения состоит в том, чтоы предложить композицию смазочного покрытия, которая способна предотвращать или уменьшать образование ржавчины без использования смешанной смазки, вследствие чего повышается стабильность крутящего момента докрепления.
Еще одна цель настоящего изобретения состоит в том, чтобы предложить композицию смазочного покрытия, которая может обеспечивать резьбовое соединение труб для нефтяной скважины, которое имеет высокое сопротивление истиранию и которое способно образовывать уплотнение с высокой газонепроницаемостью даже в том случае, если закрепление резьбового соединения проводят при таких условиях, как условия, в которых имеется смещение осей труб или прилипание чешуек ржавчины или окалины или частиц дутья к резьбовому соединению, которые часто встречаются в реальных операциях закрепления.
Авторы настоящего изобретения исследовали сопротивление покрытия из полутвердой или вязкой текучей среды (ниже совокупно отнесенной к полусухому материалу) истиранию измерением его способности нести нагрузку до истирания с использованием прибора
для определения трения при вращении, показанного на фиг.2. Они также исследовали способность покрытия предотвращать появление ржавчины с применением испытания на стойкость к распылению морской воды, спецификация которого представлена в JIS Z2371. В результате заявитель обнаружил следующее:
[Сопротивление истиранию]
(1) Способность нести нагрузку до появления истирания, измеренная прибором для определения трения при вращении, имеет хорошую корреляцию с легкостью появления истирания при испытании реальной трубы на повторяющиеся сборку и разборку.
(2) Основной сульфонат, основной салицилат и основной фенат представляют собой полутвердые или вязкие смазки, подобные консистентной смазке при комнатной температуре. Они проявляют текучесть при гидростатическом давлении и могут обеспечивать высокое сопротивление истиранию даже в том случае, когда они находятся в форме относительно тонкого покрытия.
(3) Когда какая-либо одна из данных смазок, по меньшей мере, частично растворима в растворителе и полученный раствор наносят на резьбовое соединение для образования тонкого покрытия, смазка имеет пониженную клейкость, вследствие чего уменьшается адгезия посторонних примесей к покрытию и повышается сопротивление истиранию.
(4) Добавление термопластичной смолы к смазке приводит к еще меньшей клейкости смазки и служит для повышения вязкости, вследствие чего дополнительно повышается сопротивление истиранию.
(5) Чем больше шероховатость поверхности субстрата, на
который наносят смазку, тем больше увеличение сопротивления истиранию.
[Предотвращение ржавчины]
(1) Основной сульфонат, салицилат или фенат обладают более высокой способностью предотвращать образование ржавчины по сравнению с нейтральными соединениями.
(2) Когда указанные смазки перед нанесением разбавляют растворителем, они адсорбируются субстратом более однородно, и высокая способность предотвращать появление ржавчины может быть получена даже при нанесении тонкого покрытия.
В одном аспекте настоящее изобретение предусматривает композицию смазочного покрытия, содержащую летучий органический растворитель и, по меньшей мере, одну основную смазку, выбранную из группы, состоящей из основного сульфоната, основного салицилата и основного фената, которая, по меньшей мере, частично растворяется в растворителе.
В соответствии с другим аспектом настоящее изобретение представляет резьбовое соединение для металлических труб, содержащее ниппель и муфту, способные сопрягаться друг с другом, причем ниппель имеет участок с наружной резьбой и участок металлического контакта без резьбы, а муфта имеет участок с внутренней резьбой и участок металлического контакта без резьбы, где, по меньшей мере, одна деталь из ниппеля и муфты имеет смазочное покрытие, образованное на участке с резьбой и/или участке металлического контакта без резьбы, причем смазочное покрытие включает, по меньшей мере, 10 масс.%, по меньшей мере, одной основной смазки, выбранной из группы, состоящей из
основного сульфоната, основного салицилата и основного фената. Резьбовое соединение может быть образовано без нанесения консистентной смазки.
В предпочтительном варианте композиция смазочного покрытия или смазочное покрытие дополнительно содержит термопластичную смолу, и термопластичная смола, предпочтительно, находится в форме порошка, который не растворим в растворителе. В другом предпочтительном варианте композиция или покрытие дополнительно содержит, по меньшей мере, одну добавку, выбранную из смазки, иной чем основная смазка, и противоизносной/противозадирной присадки.
Настоящее изобретение также относится к способу смазки резьбового соединения металлических труб, в котором вышеуказанную композицию смазочного покрытия наносят, по меньшей мере, на часть участка с резьбой и участка металлического контакта без резьбы, по меньшей мере, одной детали из ниппеля и муфты резьбового соединения и сушат для выпаривания растворителя и образования полусухого смазочного покрытия.
В опубликованной не проходившей экспертизу заявке на патент Японии №2-229891 (1990) раскрыта композиция смазочного масла, включающая, по меньшей мере, одно соединение из основного сульфоната, основного салицилата и основного фената. Однако, как будет объяснено ниже, указанная композиция смазочного масла, по существу, отличается от композиции смазочного покрытия в соответствии с настоящим изобретением.
Композиция смазочного масла, раскрытая в опубликованной не проходившей экспертизу заявке на патент Японии №2-229891,
включает кроме аминовой добавки в базовом масле смазочного масла, по меньшей мере, одну основную смазку, выбранную из основного сульфоната, основного салицилата и основного фената. Поскольку базовое масло является нелетучим, композиция образует при нанесении масляное покрытие, в котором базовое масло остается неиспаренным.
В противоположность указанному, в композиции смазочного покрытия в соответствии с настоящим изобретением основная смазка, выбранная из основного сульфоната, основного салицилата и основного фената, по меньшей мере, частично растворима в летучем растворителе. Поскольку после нанесения растворитель во время сушки испаряется, он, по существу, не остается в смазочном покрытии. Таким образом, действие базового масла, используемого в вышеуказанной опубликованной заявке Японии, и летучего растворителя, используемого в настоящем изобретении, существенно отличается.
Кроме того, когда композицию смазочного покрытия настоящего изобретения наносят на резьбовое соединение труб для нефтяных скважин, она образует смазочное покрытие, которое продолжает оказывать смазочное действие даже в том случае, когда повторяют сборку и разборку. Предложенное смазочное покрытие содержит, по меньшей мере, 10 масс.% основной смазки в качестве главной смазки, и даже когда оно не включает другую смазку, такую как базовое масло, оно может оказывать смазывающее действие.
И наоборот, композиция смазочного масла, описанная в вышеуказанной опубликованной заявке, представляет собой масло, используемое при резке или шлифовке металла. Доля основной
смазки в композиции смазочного масла составляет 0,1-10 масс.% и поскольку базовое масло не испаряется, основная смазка присутствует в таком же количестве в масляном покрытии. Поэтому основная смазка является не более чем добавкой в покрытии смазочного масла. Соответственно композиция и применение смазочного покрытия настоящего изобретения отличаются от таковых, описанных в вышеуказанной опубликованной заявке Японии.
В опубликованной не проходившей экспертизу заявке на патент Японии №5-306397 (1993) раскрыта смазочная композиция для горячей прокатки стали, в которой к базовому маслу для горячей прокатки добавляют большое количество сульфоната кальция, имеющего чрезмерно высокую основность. Данная смазочная композиция также отличается от композиции настоящего изобретения тем, что базовое масло является нелетучим и остается в образованном масляном покрытии. Кроме того, применение также отличается от применения настоящего изобретения.
Краткое описание рисунков
Фиг.1 представляет схематическое изображение, показывающее в собранном виде структуру трубы для нефтяной скважины и связующего элемента с резьбой, соединенного с трубой во время перевозки.
Фиг.2 представляет схематическое изображение, показывающее прибор для определения трения при вращении, используемый для оценки смазывающей способности композиции смазочного покрытия в соответствии с настоящим изобретением.
Фиг.3 представляет схематическое изображение, показывающее резьбовое соединение труб для нефтяной скважины.
Фиг.4 представляет схематическое изображение, показывающее, что в участках с резьбой и участках контакта без резьбы резьбового соединения труб для нефтяной скважины присутствуют мелкие зазоры (промежутки).
Фиг.5(а), 5(b), и 5(с) представляют увеличенные схематические поперечные сечения, показывающие смазочное покрытие, образованное на предварительно обработанной поверхности участка металлического контакта ниппеля без резьбы, в некоторых вариантах резьбового соединения труб для нефтяной скважины в соответствии с настоящим изобретением.
Фиг.6 представляет увеличенное схематическое поперечное сечение, показывающее смазочное покрытие, образованное на участках металлического контакта без резьбы, в другом варианте резьбового соединения труб для нефтяной скважины в соответствии с настоящим изобретением.
Подробное описание изобретения
Композиция смазочного покрытия в соответствии с настоящим изобретением включает растворитель и определенную основную смазку в качестве главных компонентов, наряду с другими необязательными компонентами, которые описаны более полно.
[Растворитель]
Растворитель служит для растворения или диспергирования основной смазки и других необязательных смазок и добавок. Растворитель присутствует в композиции для того, чтобы обеспечить возможность образования смазочного покрытия, имеющего однородную толщину и состав, эффективным образом. В результате основная смазка и другие смазочные компоненты однородно
адсорбируются поверхностью субстрата, и можно образовать смазочное покрытие, обладающее высокой способностью предотвращать образование ржавчины даже тогда, когда покрытие является тонким.
Растворитель, используемый в настоящем изобретении, является летучим. А именно, по сравнению с базовым маслом, которое традиционно используется в смазочном масле, растворитель выпаривается или испаряется в ходе образования покрытия, и он, по существу, не остается в полученном смазочном покрытии. Используемый в данном описании термин “летучий” означает, что растворитель проявляет тенденцию испаряться при температуре от комнатной температуры до 150°С в том случае, когда он находится в виде покрытия.
Тип растворителя не является критическим до тех пор, пока он представляет органическую жидкость, которая может полностью или частично растворять основную смазку и которая после нанесения во время сушки может легко испаряться. Примеры летучего растворителя, который является подходящим для использования в настоящем изобретении, включает нефтяные растворители, такие как осветляющие растворители и минеральные лаковые растворители, соответствующие промышленному бензину, которые указаны в спецификации JIS К2201, и ароматические специальные бензино-лигроиновые фракции, ксилол и целлосольвы. Может быть использована смесь двух или нескольких из указанных растворителей. Растворитель, предпочтительно, имеет температуру вспышки, равную, по меньшей мере, 30°С, начальную точку кипения, равную, по меньшей мере, 150°С, и конечную точку кипения не
более 210°С, поскольку такой растворитель является относительно легким в обращении и быстро испаряется, что снижает время, необходимое для сушки.
[Основная смазка]
В качестве основного смазочного компонента в композиции смазочного покрытия в соответствии с настоящим изобретением используют, по меньшей мере, одну основную смазку, выбранную из основного сульфоната, основного салицилата и основного фената. Основной смазочный компонент не всегда может присутствовать в композиции в наибольшем количестве, но он является компонентом, который играет главную роль в заявленной композиции смазочного покрытия.
Каждая из данных основных смазок представляет соль, образованную из кислоты ароматического ряда и избыточного количества щелочи. Как указывается ниже, данный тип основной смазки содержит избыточное количество щелочи в форме коллоидных частиц, которые диспергированы в маслянистом веществе, и она является полутвердой или вязкой текучей средой, подобной консистентной смазке при комнатной температуре.
А. Основной сульфонат:
Порция сульфоновой кислоты, которая образует основной сульфонат, может быть нефтяной сульфоновой кислотой, которая получена сульфированием ароматических компонентов в нефтяном дистилляте, или синтетической ароматической сульфоновой кислотой. Примеры синтетической ароматической сульфоновой кислоты включают додецилбензолсульфоновую кислоту, динонилнафталинсульфоновую кислоту и подобные кислоты. Катионная
часть или соль данного сульфоната может быть солью щелочного металла или щелочноземельного металла. Из указанных солей предпочтительными являются соль щелочноземельного металла и, в особенности, кальциевая соль, бариевая соль и магниевая соль. Данные соли будут давать почти такой же эффект, как любая другая соль.
В качестве примера ниже будет описан основной сульфонат кальция, но основной сульфонат не ограничен только кальциевой солью. Основной сульфонат кальция является коммерчески доступным. Примеры коммерческого продукта включают Sulfol 1040, производимой Matsumura Petroleum Institute, и Lubrizol 5318, производимый Japan Lubrizol.
Основной сульфонат кальция получают растворением нейтральной сульфонатной соли в подходящем растворителе, таком как растворитель, выбранный из ароматического углеводорода, спирта и минерального масла, добавлением гидроксида кальция в количестве, достаточном для получения щелочного числа, необходимого для основного сульфоната кальция, и смешиванием. После этого в смесь подают избыточное количество углекислого газа для карбонизирования добавленного гидроксида кальция, и затем смесь фильтруют в присутствии фильтрующего средства, такого как активированный каолин. Фильтрат перегоняют в вакууме для удаления летучего растворителя, при этом в качестве остатка остается требуемый основной сульфонат кальция.
Основной сульфонат кальция, который получен указанным способом, представляет полутвердую или вязкую текучую среду, подобную консистентной смазке, которая содержит коллоидные
мелкие чатстицы карбоната кальция, стабильно диспергированные в масляном веществе соответствующим образом. Поскольку диспергированные частицы карбоната кальция могут функционировать в качестве твердой смазки, в особенности, при жестких условиях закрепления с небольшими помехами в резьбе, основной сульфонат кальция может показывать значительно более высокую смазывающую способность по сравнению с обычным жидким смазочным маслом. Кроме того, в том случае, когда трущаяся поверхность имеет незначительные неровности (шероховатость поверхности), основной сульфонат кальция на резьбовом соединении труб для нефтяной скважины может показывать еще более высокое сопротивление истиранию благодаря комбинированному эффекту, состоящему из эффекта от смазывания жидкой пленкой, вызванного гидростатическим давлением, и эффекта от смазывания твердыми мелкими частицами.
При использовании вышеупомянутой смешанной смазки, которую традиционно наносят на резьбовое соединение труб для нефтяной скважины перед закреплением, содержащийся в ней порошок тяжелого металла, такого как Pb, действует в качестве твердой смазки, и сопротивление истиранию и газонепроницаемость, необходимые для закрепления резьбового соединения трубы для нефтяной скважины, обеспечиваются комбинированием эффекта от смазывания твердыми частицами порошка и эффекта от смазывания жидкой пленкой консистентной смазки. В композиции смазочного покрытия в соответствии с настоящим изобретением основной сульфонат сам по себе может проявлять как эффект от смазывания твердыми частицами, так и эффект от смазывания жидкой пленкой, и поэтому
он может придать резьбовому соединению труб для нефтяной скважины такое же сопротивление истиранию и такую же газонепроницаемость, как это делает смешанная смазка, при этом без использования порошка тяжелого металла. Указанное действие основного сульфоната может быть также получено с использованием основного салицилата или основного фената.
В. Основной салицилат:
Основной салицилат может быть солью щелочного металла или солью щелочноземельного металла и алкилсалициловой кислоты. Алкилсалициловая кислота может быть получена реакцией Кольбе-Шмитта из алкилфенола, который получают алкилированием фенола с использованием альфа-олефина, имеющего от около 14 до около 18 атомов углерода. Соль, предпочтительно, представляет собой соль щелочноземельного металла и, в особенности, кальциевую соль, бариевую соль или магниевую соль.
Основной салицилат может быть получен превращением нейтральной салицилатной соли в основную соль тем же способом, который разъяснен для основного сульфоната. Он является полутвердым или вязким веществом, подобным консистентной смазке, и содержит карбонат щелочного металла в виде коллоидных частиц, диспергированных в масле. Основной салицилат кальция является также коммерчески доступным. Примеры коммерческих продуктов включают OSCA 431 и OSCA 453 фирмы OSCA Chemicals и SAP 005 фирмы Shell Chemicals.
C. Основной фенат:
Основной фенат может быть получен превращением нейтральной фенатной соли в основную соль таким же способом, который описан
для основного сульфоната. Нейтральный фенат может быть получен взаимодействием алкилфенола, который описан выше, с гидроксидом металла в присутствии элементарной серы в спиртовом растворителе. Основной фенат также является полутвердой или вязкой текучей средой, подобной консистентной смазке, и содержит избыточное количество щелочного карбоната в виде коллоидных частиц, диспергированных в масле. Соль, предпочтительно, представляет собой соль щелочноземельного металла, в особенности, кальциевую соль, бариевую соль или магниевую соль.
В композиции смазочного покрытия в соответствии с настоящим изобретением в качестве основной смазки используют, по меньшей мере, одну основную смазку, выбранную из основного сульфоната, основного салицилата и основного фената. При использовании двух или нескольких основных смазок они могут быть или одного и того же класса (например, два основных сульфоната) или разных классов (например, комбинация из основного сульфоната и основного салицилата).
Чем выше щелочное число используемой основной смазки, тем больше количество мелких частиц избыточного карбоната, которые функционируют в качестве твердой смазки, и тем выше смазывающая способность и сопротивление истиранию. Кроме того, смазочное покрытие, имеющее степень основности выше определенного уровня, обладает повышенной способностью предотвращать появление ржавчины, вследствие его эффекта нейтрализации кислых веществ, которые могут вызывать ржавление. По этой причине основная смазка, используемая в настоящем изобретении, предпочтительно, имеет щелочное число (JIS K2501) (когда используют две или более
основных смазок, - средневесовое число их щелочных чисел в пересчете на их количество), равное, по меньшей мере, 50 мг КОН/г. Однако, основная смазка, имеющая щелочное число, превышающее 500 мг КОН/г, имеет повышенную гидрофильность и уменьшенную способность предотвращать появление ржавчины. Щелочное число основной смазки, более предпочтительно, находится в диапазоне 100-500 мг КОН/г и, наиболее предпочтительно, в диапазоне 250-450 мг КОН/г.
[Термопластичная смола]
Композиция смазочного покрытия в соответствии с настоящим изобретением, предпочтительно, дополнительно содержит термопластичную смолу, поскольку такая смола служит для повышения толщины смазочного покрытия, а также сопротивления истиранию при ее введении на трущуюся поверхность.
Примеры подходящих термпопластичных смол включают, хотя без ограничения, полиэтиленовые смолы, полипропиленовые смолы, полистироловые смолы, полиметилакрилатные смолы, смолы сополимера стирола и акрилата, полиамидные смолы и тому подобные смолы. Могут быть также использованы сополимер или смесь из указанных смол либо указанных смол и других термопластичных смол. Плотность (JIS K7112) термопластичных смол, предпочтительно, находится в диапазоне 0,9-1,2. Вследствие необходимости легкого деформирования смолы на трущейся поверхности и проявления смазывающей способности, термопластичная смола, предпочтительно, имеет температуру термической деформации (JIS K7206), равную 50-150°С.
Когда термопластичная смола присутствует в смазочном
покрытии в виде частиц, она может проявлять эффективно улучшенное сопротивление к истиранию, поскольку частицы оказывают смазывающее действие, подобное действию твердой смазки при ее введении на трущуюся поверхность. Поэтому термопластичная смола, предпочтительно, находится в форме порошка, в особенности, сферической формы, который не растворим в органическом растворителе, используемом в композиции смазочного покрытия. Если только порошок термопластичной смолы может быть диспергирован или суспендирован в растворителе, он может набухать в нем.
Для повышения вязкости композиции и, следовательно, толщины полученного покрытия и повышения сопротивления истиранию выгодно, чтобы порошок термопластичной смолы имел мелкие частицы. Однако, частицы, имеющие диаметр менее 0,05 микрометров, приводят к тому, что композиция смазочного покрытия будет иметь заметную тенденцию к гелеобразованию, вследствие чего становится трудно образовать покрытие с однородной толщиной. Частицы, имеющие диаметр более 30 микрометров, трудно ввести на трущуюся поверхность, и они легко отделяются осаждением или всплыванием в композиции, вследствие чего становится трудно образовать гомогенное покрытие. Поэтому диаметр частиц, предпочтительно, находится в диапазоне 0,05-30 микрометров и, более предпочтительно, в диапазоне 0,07-20 микрометров.
[Другие смазки]
Композиция смазочного покрытия в соответствии с настоящим изобретением может дополнительно включать одну или несколько
смазок, иных чем вышеуказанная основная смазка. Некоторые неограничивающие примеры таких других смазок, которые могут быть использованы в настоящем изобретении, включают соли щелочноземельного металла или соли щелочного металла и жирных кислот, синтетические сложные эфиры, натуральные масла и жиры, воски и минеральное масло. Включение одной или нескольких других смазок не только обеспечивает возможность уменьшения стоимости композиции смазочного покрытия в соответствии с настоящим изобретением, но в некоторых случаях обеспечивает возможность улучшения ее свойств.
Соль щелочноземельного металла или соль щелочного металла и жирной кислоты имеет свойства, подобные свойствам вышеуказанной основной смазки, такой как основной сульфонат, хотя не такого же уровня, и может быть включена в композицию по изобретению в качестве разбавителя. С точки зрения смазывающей способности и способности предотвращать появление ржавчины, жирная кислота, предпочтительно, имеет 12-30 атомов углерода. Жирная кислота может быть или смешанной жирной кислотой, полученной из натурального масла, или жиром или соединением одной жирной кислоты. Соль жирной кислоты, предпочтительно, представляет собой кальциевую соль, и она может быть нейтральной солью или основной солью.
Сложный синтетический эфир повышает пластичность термопластичной смолы и, в то же время, он может повысить текучесть смазочного покрытия при гидростатическом давлении. Поэтому в композиции смазочного покрытия в соответствии с настоящим изобретением, предпочтительно, присутствует сложный
синтетический эфир. Для регулирования точки плавления и твердости или мягкости образованного смазочного покрытия может быть также использован высокоплавкий сложный синтетический эфир.
Сложные синтетические эфиры, подходящие для использования в настоящем изобретении, включают, но без ограничения, сложные моноэфиры жирной кислоты, сложные диэфиры двухосновной кислоты и сложные эфиры жирных кислот и триметилолпропана или пентаэритрита. Примеры сложного моноэфира жирной кислоты включают сложные моноэфиры карбоновой кислоты, имеющей 12-24 атома углерода, и высшего спирта, имеющего 8-20 атомов углерода. Примеры сложного диэфира двухосновной кислоты включают сложные диэфиры двухосновной кислоты, имеющей 6-10 атомов углерода, и высшего спирта, имеющего 8-20 атомов углерода. Примеры жирной кислоты, образующей сложный эфир жирной кислоты и триметилолпропанала или пентаэритрита, включают кислоты, имеющие 8-18 атомов углерода.
Для регулирования вязкости смазочного покрытия, кроме того, могут быть использованы натуральные масла и жиры, такие как говяжий жир, свиное топленое сало (лярд), ланолин, пальмовое масло, рапсовое масло и кокосовое масло; воски, такие как природный воск или парафиновый воск, имеющий молекулярную массу 150-500; и минеральное масло или синтетическое минеральное масло, имеющее вязкость 10-300 сСт (cst) (сантистокс) при 40°
[Противоизносная/противозадирная присадка]
В заявленной композиции смазочного покрытия может присутствовать агент, снижающий износ трущихся поверхностей и/или образование задиров в условиях высоких давлений (нагрузок)
на трущиеся поверхности, называемый в данной заявке “противоизносная/противозадирная присадка”, поскольку такой агент повышает сопротивление истиранию. Неограничивающие примеры противоизносной/противозадирной присадки включают сульфированные масла и жиры, полисульфиды, фосфаты, фосфиты, тиофосфаты и металлические соли дитиофосфорной кислоты.
Примеры предпочтительных сульфированных масел и жиров включают такие соединения, имеющие содержание серы 5-30 масс.%, полученные добавлением серы к животному или растительному маслу или жиру, имеющему ненасыщенную связи, и последующим нагревом.
Полисульфиды включают диалкил-, диарил-, диаралкил- и диалкиларилполисульфиды и сульфированные олефины, каждый из которых имеет 2-5 последовательных сульфидных групп. Примеры предпочтительных полисульфидов включают дибензилдисульфид, ди-трет-додецилполисульфид и ди-трет-нонил-полисульфид.
Фосфат, фосфит, тиофосфат и металлическая соль дитиофосфорной кислоты могут быть такими, которые имеют следующие формулы:
В вышеприведенных формулах каждый из R3-R6 означает алкильную группу, циклоалкильную группу, алкилциклоалкильную группу, арильную группу, алкиларильную группу или арилалкильную группу, каждая из которых имеет до 24 атомов углерода, или R4 и
R5 могут быть водородом. Me означает молибден (Мо), цинк (Zn) или барий (Ba).
В особенности, предпочтительные примеры указанных соединений включают трикрезилфосфат и диоктилфосфат для фосфатов; тристеарилфосфит, тридецилфосфит и кислый дилаурилфосфит для фосфитов; тридодецил- и тритридецилтиофосфаты и триалкилфенилтиофосфат для тиофосфатов; и диалкилдитиофосфат цинка, в котором R3 и R6 представляют первичные или вторичные алкильные группы, имеющие 3-20 атомов углерода, для металлических солей дитиофосфорной кислоты.
[Композиция смазочного покрытия]
Количество каждого компонента в композиции смазочного покрытия настоящего изобретения специально не ограничено, если только композиция может образовывать смазочное покрытие, которое проявляет высокое сопротивление истиранию во время закрепления резьбового соединения труб для нефтяной скважины и которое придает высокую способность предотвращать появление ржавчины. Однако, предпочтительно, количество каждого компонента является следующим.
Летучий органический растворитель присутствует в композиции в количестве, достаточном для растворения или диспергирования основной смазки и других смазок и добавок, обеспечения высокой смачиваемости покрываемой поверхности и распределения по поверхности и облегчения адсорбции основных и других смазок поверхностью резьбового соединения. Если количество используемого растворителя является слишком малым, вязкость композиции становится настолько высокой, что будет мешать
операции нанесения покрытия или будет затруднять адекватное достижение вышеуказанных эффектов. С другой стороны, если количество растворителя становится слишком большим, полученное покрытие становится слишком тонким для достаточного достижения требуемого смазывания и предотвращения появления ржавчины. Растворитель, предпочтительно, присутствует в композиции смазочного покрытия в количестве 25-80 масс.% и, более предпочтительно, 30-70 масс.%.
Поскольку в смазочном покрытии, образованном после сушки, растворителя, по существу, не остается, смазочное покрытие состоит из оставшихся нелетучих компонентов, иных чем растворитель. Соответственно, количество каждого компонента в таком случае, когда общее количество всех нелетучих компонентов составляет 100 масс.частей, обычно равно количеству каждого компонента в смазочном покрытии. Для того, чтобы показать содержание компонентов в сухом покрытии, количество каждого компонента, иного чем растворитель, выражено в масс.% в расчете на общее количество компонентов, иных чем растворитель, которое составляет 100 масс.%.
Содержание основной смазки, которая является главным компонентом смазочного покрытия настоящего изобретения, обычно составляет 10-100 масс.% от массы смазочного покрытия. Она, предпочтительно, присутствует в количестве в диапазоне 15-100 масс.%, более предпочтительно, 20-100 масс.% и, наиболее предпочтительно, 30-80 масс.%.
Предпочтительно также, чтобы количество основной смазки было выбрано таким образом, чтобы образованное смазочное
покрытие имело щелочное число, равное, по меньшей мере, 50 мг КОН/г. Так, например, смазочное покрытие, содержащее в качестве единственного основного компонента 20 масс.% основной смазки, имеющей щелочное число, равное 400 мг КОН/г, будет иметь щелочное число 80 мг КОН/г. Таким образом, когда щелочное число основной смазки увеличивают, количество основной смазки может быть уменьшено, при этом другие смазки будут присутствовать в повышенном количестве.
Термопластичная смола может присутствовать в смазочном покрытии в количестве в диапазоне 0-30 масс.%. Большее количество смолы, в особенности, в форме порошка, может вызвать значительное гелеобразование, вследствие чего становится затрудненным образование покрытия с однородной толщиной. Количество термопластичной смолы, предпочтительно, составляет не более 20 масс.% и, более предпочтительно, не более 15 масс.%. Для повышения сопротивления истиранию добавлением термопластичной смолы количество термопластичной смолы в смазочном покрытии, предпочтительно, составляет, по меньшей мере, 0,5 масс.% и, более предпочтительно, по меньшей мере, 1 масс.%, а наиболее предпочтительно, по меньшей мере, 2 масс.%.
Количество других смазок в смазочных покрытиях, предпочтительно, находится в диапазоне 0-90 масс.% и, более предпочтительно, оно составляет не более 75 масс.% и, наиболее предпочтительно, не более 60 масс.%. Поскольку другие смазки могут сделать более легким образование однородного смазочного покрытия, предпочтительно, чтобы композиция содержала, по меньшей мере, 5 масс.% одной или нескольких других смазок. Как
указывалось выше, когда основная смазка имеет высокое щелочное число, добавление других смазок в большом количестве будет в меньшей степени затруднять проявление смазывающей способности.
Количество противоизносной/противозадирной присадки в смазочном покрытии, предпочтительно, находится в диапазоне 0-15 масс.% и, более предпочтительно, оно составляет не более 10 масс.%. Для получения эффекта, выражающегося в повышении сопротивления истиранию за счет противоизносной/противозадирной присадки, она, предпочтительно, присутствует в количестве, по меньшей мере, 1 масс.%. Если количество противоизносной/противозадирной присадки является слишком большим, она может оказывать неблагоприятное действие на способность предотвращать появление ржавчины.
Кроме вышеуказанных компонентов, композиция смазочного покрытия в соответствии с настоящим изобретением может дополнительно включать один или несколько дополнительных компонентов, таких как антиоксидант, консервант, краситель и подобные компоненты.
Не имеется особых ограничений на такие свойства композиции смазочного покрытия в соответствии с настоящим изобретением, как вязкость, щелочное число и число (значение) омыления, но, предпочтительно, они находятся в следующих диапазонах.
Вязкость композиции смазочного покрытия, измеренная при 40°С предпочтительно, находится в диапазоне 2-300 сСт и, более предпочтительно, 3-250 сСт. Вязкость менее 2 сСт может привести к образованию смазочного покрытия, которое является слишком тонким для того, чтобы стало возможным достижение
соответствующей способности предотвращать появление ржавчины. Если вязкость больше 300 сСт, становится затрудненным образование покрытия с однородной толщиной. Вязкость может регулироваться количеством растворителя.
Как указывалось выше, щелочное число композиции смазочного покрытия, предпочтительно, является таким, чтобы образованное из нее смазочное покрытие после сушки (выпаривания растворителя) имело щелочное число в диапазоне 50-500 мг КОН/г и, более предпочтительно, в диапазоне 100-500 мг КОН/г. Щелочное число покрытия можно регулировать щелочным числом и содержанием основной смазки и других основных компонентов в случае их присутствия.
Число омыления композиции смазочного покрытия, предпочтительно, является таким, чтобы образованное из нее покрытие после сушки имело число омыления в диапазоне 30-100 мг КОН/г. Число омыления обеспечивается присутствием различных масел и жиров или их производных, используемых в качестве других смазок и в качестве противоизносной/противозадирной присадки, и его можно регулировать числами омыления и количествами таких компонентов. Число омыления может быть равно нулю, когда такие компоненты совсем не используются.
[Нанесение композиции на резьбовое соединение труб для нефтяной скважины]
Настоящее изобретение будет описано в отношении варианта, в котором композицию смазочного покрытия в соответствии с настоящим изобретением наносят на типичное резьбовое соединение труб для нефтяной скважины, хотя композиция смазочного покрытия
может быть нанесена на резьбовое соединение других металлических труб.
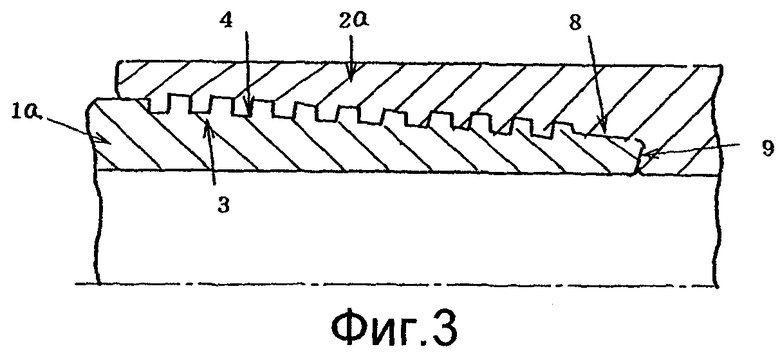
Фиг.3 представляет схематический продольный вид в разрезе части типичного резьбового соединения труб для нефтяной скважины. На данной фиг.1а показывает ниппель, образованный в трубе для нефтяной скважины на ее конце, 2а показывает муфту, образованную в связующем элементе, 3 показывает участок ниппеля с наружной резьбой, 4 показывает участок муфты с внутренней резьбой, 8 показывает участок металлического контакта каждой детали из ниппеля 1а и муфты 2а без резьбы и 9 показывает участок буртика.
Фиг.4 представляет увеличенное изображение участка фиг.3, показывающее участки металлического контакта без резьбы 8 и смежную область участков с резьбой 3, 4 ниппеля 1а и муфты 2а соответственно. Данная фигура показывает, что в участках с резьбой и участках металлического контакта без резьбы имеются небольшие зазоры (промежутки) 10. На фиг.4 такие же элементы, как на фиг.3, обозначены теми же позициями.
Фиг.5(а), 5(b) и 5(с) представляют увеличенные схематические виды в разрезе смазочного покрытия в соответствии с настоящим изобретением, образованного на резьбовом соединении труб для нефтяной скважины, имеющем различные типы предварительной обработки поверхности, показывающие участок металлического контакта ниппеля 1а. Фиг.5(а) показывает вариант, в котором смазочное покрытие 11 образовано на поверхности 12 ниппеля 1а, имеющего относительно небольшую шероховатость поверхности, созданную, например, механической обработкой.
Фиг.5(b) показывает вариант, в котором смазочное покрытие 11 образовано на шероховатой поверхности 12 ниппеля 1а, которая может быть получена, например, пескоструйной или дробеструйной обработкой с последующей механической обработкой. Фиг.5(с) показывает вариант, в котором смазочное покрытие 11 образовано на предварительно полученном покрытии 13, имеющем большую шероховатость поверхности, таком как покрытие из фосфата марганца, полученное обработкой методом химической конверсии, которое образовано на поверхности 12 ниппеля 1а, имеющего относительно небольшую шероховатость поверхности, созданную, например, механической обработкой. Позиция 14 показывает поверхность предварительно полученного покрытия 13.
Фиг.6 показывает смазочное покрытие варианта таким же образом, как на фиг.5(а)-5(с), в котором как поверхность 15 муфты 2а, так и поверхность 12 ниппеля 1а имеет смазочное покрытие 11. В данном конкретном варианте муфта 2а имеет предварительно полученное покрытие 13, такое как покрытие из фосфата марганца, имеющее шероховатую поверхность 14, на котором образовано смазочное покрытие 11.
Как показано на фиг.3, типичное резьбовое соединение труб для нефтяной скважины содержит ниппель 1а и муфту 2а, способные сопрягаться друг с другом. Ниппель 1а имеет сопрягающуюся поверхность, включающую участок с наружной резьбой 3 и участок металлического контакта без резьбы 8, образованный на наружной поверхности в каждой концевой части трубы для нефтяной скважины. Более точно, участок металлического контакта без резьбы 8 расположен в конце трубы и простирается внутрь от конца к
участку с резьбой 3. Подобно этому, муфта 2а имеет сопрягающуюся поверхность, включающую участок с внутренней резьбой 4 и участок металлического контакта без резьбы 8, образованный на внутренней поверхности связующего элемента с резьбой, имеющего форму рукава.
Можно также образовать ниппель в связующем элементе и образовать муфту в трубе для нефтяной скважины или образовать ниппель на одном конце и муфту на противоположном конце трубы для нефтяной скважины. Материал, используемый для образования резьбового соединения, т.е. материал, образующий трубу для нефтяной скважины и связующий элемент, не является критическим, но обычно он является сталью, включающей углеродистую сталь, высоколегированную сталь и нержавеющую сталь.
Ниппель и муфта имеют такую форму, чтобы они могли сопрягаться друг с другом. Однако, если их наблюдать близко, то можно заметить мелкие зазоры (промежутки) между ниппелем и муфтой, в особенности, на участках с резьбой, которые показаны на фиг.4. Если такие зазоры, обеспечивающие промежутки, не присутствуют, практически невозможно осуществить операцию закрепления. Жидкостная смазка может поступать в данные мелкие зазоры, заполняя их, и при давлении, производимом во время закрепления, она просачивается в окружающие участки из зазоров, вследствие чего эффективно предотвращается появление истирания. Поэтому данные зазоры способствуют смазыванию. Смазочное покрытие, образованое из композиции в соответствии с настоящим изобретением, является полусухим, подобным смешанной смазке, поэтому оно может просачиваться и придавать высокую смазывающую
способность и газонепроницаемость.
В соответствии с настоящим изобретением смазочное покрытие образуют на сопрягающейся поверхности ниппеля и/или муфты нанесением композиции смазочного покрытия в соответствии с настоящим изобретением с последующей сушкой. Нанесение можно осуществлять подходящим методом, таким как нанесение кистью, распыление или погружение, и сушку, предпочтительно, осуществляют при комнатной температуре или горячим воздухом с температурой до 150° по существу, до полного испарения растворителя.
Смазочное покрытие, предпочтительно, образуют на всей сопрягающейся поверхности, т.е. на поверхности как участка с резьбой, так и участка металлического контакта без резьбы ниппеля и/или муфты. Однако, возможно образование смазочного покрытия на части сопрягающейся поверхности или поверхностей, что также входит в область настоящего изобретения. В таком случае предпочтительно, чтобы смазочное покрытие было образовано, по меньшей мере, на поверхности участка металлического контакта без резьбы, который является более восприимчивым к образованию задиров и истиранию, чем участок с резьбой.
Вышеуказанным способом могут быть смазаны или ниппель, или муфта, или как ниппель, так и муфта. Таким образом, как показано на фиг.5(а)-5(с) может быть смазан только ниппель или может быть смазана только муфта. Как показано на фиг.6, альтернативно могут быть смазаны как ниппель, так и муфта.
Как указано выше со ссылкой на фиг.1, трубу для нефтяной
скважины часто перевозят с ниппелем на одном из ее концов, имеющим уже соединенную с ним муфту. В таком случае ниппель и муфта, которые подлежат скреплению друг с другом перед перевозкой, могут быть эффективно защищены от ржавчины, если на сопрягающейся поверхности или ниппеля или муфты образовано смазочное покрытие в соответствии с настоящим изобретением. Конечно, в таком случае могут быть покрыты как ниппель, так и муфта. Для других ниппеля и муфты, которые разомкнуты и подвергаются действию атмосферы, перед производимым в скважине соединением трубы для нефтяной скважины с другой трубой для нефтяной скважины, предпочтительно, чтобы смазочное покрытие, образованное как на ниппеле, так и на муфте, препятствовало ржавлению всех сопрягающихся поверхностей. В результате ржавления уменьшение смазывающей способности и газонепроницаемости может быть предотвращено. Альтернативно или дополнительно, незакрепленный ниппель и муфта могут быть защищены от ржавчины с использованием защитного устройства или другого известного оборудования. В таком случае смазочное покрытие в соответствии с настоящим изобретением может быть образовано или на ниппеле, или на муфте для достижения требуемой смазывающей способности, когда ниппель или муфту скрепляют с другим элементом.
Фиг.5(b) и 5(с) показывают варианты, в которых ниппель подвергается обработке, включающей придание шероховатости поверхности. Такая обработка может быть осуществлена на муфте или она может быть осуществлена как на ниппеле, так и на муфте. Муфта, являющаяся составной частью связующего элемента, имеет
гораздо меньшую длину, чем ниппель, являющийся составной частью трубы, и, следовательно, ею легче манипулировать. Поэтому, с точки зрения простоты операции, выгодно осуществить обработку, включающую придание шероховатости поверхности, только на муфте.
[Толщина смазочного покрытия]
Резьбовое соединение труб для нефтяной скважины, имеющее образованное на нем смазочное покрытие в соответствии с настоящим изобретением, может предотвращать истирание даже в жестких условиях смазывания, в которых к сопрягающейся поверхности ниппеля или муфты прикладывается чрезмерно высокое поверхностное давление, причем до такой степени, что давление вызывает пластическую деформацию, что бывает в таких случаях, когда, вследствие смещения осей трубы или присутствия между сопрягающимися поверхностями посторонних примесей, имеет место эксцентричность или наклон резьбового соединения. В таком случае важно, чтобы между трущимися (сопрягающимися) поверхностями была введена смазка, которая должна сохраняться.
Соответственно, композицию смазочного покрытия наносят в количестве, достаточном для заполнения мелких зазоров между сопрягающимися поверхностями, таких как зазоры между резьбой, которые показаны на фиг.4. Если количество является слишком малым, нельзя ожидать, что образованное сухое покрытие будет иметь присущий эффект, состоящий в том, что смазка, заключенная в мелких зазорах или поверхностных неровностях, просачивается на окружающие трущиеся поверхности под воздействием гидростатического давления, созданного при закреплении. По этой причине смазочное покрытие, предпочтительно, имеет толщину,
равную, по меньшей мере, 10 микрометров и, более предпочтительно, по меньшей мере, 20 микрометров. Толщина смазочного покрытия в соответствии с настоящим изобретением, равная, по меньшей мере, 10 микрометров, является также достаточной для предотвращения ржавчины.
Однако в том случае, когда смазочное покрытие образовано на шероховатой поверхности, толщина смазочного покрытия, предпочтительно, больше значения Rmax поверхности. Толщина смазочного покрытия в данном случае определяется как среднее значение между максимальной и минимальной толщиной покрытия, образованного на шероховатой поверхности.
Композиция смазочного покрытия в соответствии с изобретением включает растворитель, предназначенный для более легкого нанесения композиции и способствования однородной адсорбции основной смазки и других смазок. Поэтому композиция имеет относительно низкую вязкость и может эффективно образовывать тонкое полусухое покрытие. Кроме того, смазочное покрытие содержит в качестве главного компонента основную смазку, такую как основной сульфонат, которая проявляет высокую смазывающую способность. Таким образом, нужная смазывающая способность может быть получена при относительно тонком покрытии. Получение слишком толстого покрытия не только вызывает расходование смазки, но также противоречит одной из целей настоящего изобретения, которая состоит в предотвращении загрязнения окружающей среды. С данной точки зрения, верхний предел толщины смазочного покрытия, предпочтительно, составляет около 200 микрометров. Более предпочтительная толщина смазочного
покрытия равна 30-150 микрометров.
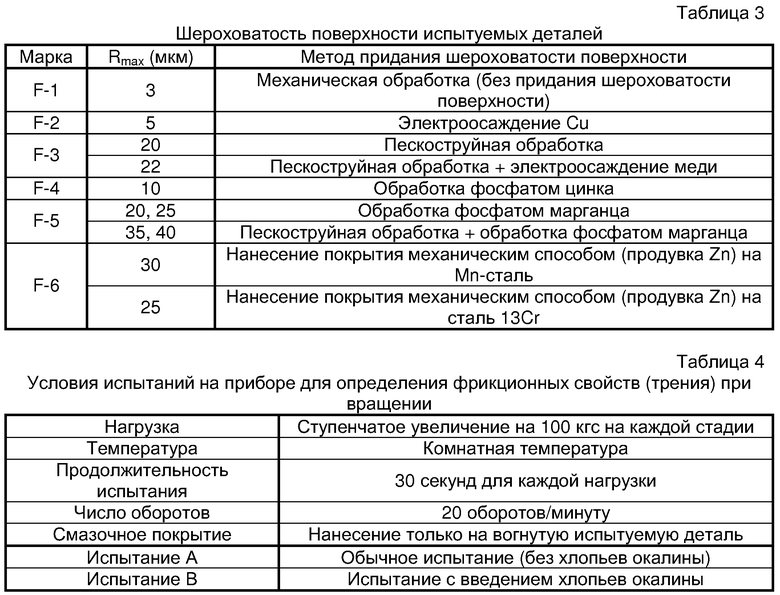
[Шероховатость поверхности]
Резьбовое соединение труб для нефтяной скважины, подвергнутое механической обработке, обычно имеет шероховатость поверхности (Rmax) 3-5 микрометров. Сопрягающиеся поверхности соединения, т.е. поверхности участков с резьбой и участков металлического контакта без резьбы ниппеля и/или муфты, на которых образуют смазочное покрытие в соответствии с настоящим изобретением, предпочтительно, подвергают предварительной обработке, например, пескоструйной обработке, с тем, чтобы иметь повышенную шероховатость поверхности, вследствие чего становится возможным дополнительное повышение сопротивления покрытия истиранию. Указанное происходит потому, что шероховатая поверхность может заключать смазку в образованных на ней мелких выемках, при этом более эффективно достигается вышеуказанный эффект, состоящий в том, что смазка, включенная в выемки, просачивается на окружающую трущуюся поверхность под действием гидростатического давления, созданного во время закрепления.
Данный эффект может быть достигнут независимо от метода предварительной обработки, используемого для придания шероховатости поверхности. Подходящей является шероховатость поверхности после придания шероховатости с Rmax в диапазоне 5-40 микрометров. Если шероховатость поверхности превышает 40 микрометров, периферия впадин поверхности не может быть адекватно уплотнена и становится затрудненным создание достаточного гидростатического давления для получения соответствующей смазывающей способности за счет эффекта
просачивания. Более предпочтительно, Rmax находится в диапазоне 10-30 микрометров.
Могут быть использованы следующие методы предварительной обработки (1)-(5), предназначенные для придания большей шероховатости сопрягающимся поверхностям ниппеля и/или муфты, хотя могут быть использованы и другие методы. Из нижеследующих методов методы (1) и (2) включают неравномерное удаление материала с поверхности для придания ей шероховатости, как показано на фиг.5(b). Методы (3)-(5) включают образование при предварительной обработке нижнего покрытия, имеющего большую шероховатость поверхности, как показано на фиг.5(с), и образование такого покрытия ниппеля показано на фиг.6.
(1) Пескоструйная или дробеструйная обработка: Шероховатость поверхности, полученная указанным методом, может изменяться за счет изменения размера частиц, используемых для дутья.
(2) Травление в кислоте: Погружение в сильную кислоту, такую как серная кислота, хлористоводородная кислота, азотная кислота или фтористоводородная кислота, может придать шероховатость поверхности резьбового соединения.
(3) Фосфатирование: Конверсионное покрытие, такое как марганец-фосфатное, цинк-фосфатное, железомарганец-фосфатное, цинккальций-фосфатное или подобное покрытие, которое является кристаллическим и имеет большую шероховатость поверхности, может быть образовано в качестве покрытия, полученного предварительной обработкой. Обычно, когда кристаллы растут, шероховатость покрытия увеличивается.
(4) Нанесение покрытия способом электроосаждения: В качестве предварительной обработки для придания шероховатости поверхности может быть осуществлено электроосаждение металла, предпочтительно, электроосаждение меди или железа. Электроосажденный металл, предпочтительно, осаждается на выступах поверхности, вследствие чего поверхность становится слегка шероховатой.
(5) Нанесение металлического покрытия методом соударения частиц в сухом виде (механическое нанесение покрытия): В данном методе используются частицы, имеющие железную сердцевину, покрытые металлом или сплавом, такими как цинк или цинк-железный сплав. Нанесение покрытия осуществляют дутьем частиц на поверхность с использованием центробежной силы или давления воздуха для осаждения частиц, покрытых металлом, на поверхность.
Данные методы предварительной обработки, предназначенные для придания шероховатости поверхности, легче осуществить на муфте, но их можно осуществить на ниппеле или их можно осуществить на муфте и на ниппеле. Методы (3), (4) и (5) являются выгодными в том отношении, что они приводят к образованию полученного предварительной обработкой покрытия, которое может предотвратить металлический контакт между ниппелем и муфтой, когда смазочное покрытие израсходуется, вследствие чего обеспечивается возможность повышения сопротивления истиранию и способности предотвращать появление ржавчины. В особенности, является предпочтительным покрытие из фосфата марганца, поскольку оно изобилует игольчатыми кристаллами, подобно ковру, и имеет тенденцию к повышенной шероховатости
поверхности и высокой способности удерживать смазки. В результате, когда композицию смазочного покрытия в соответствии с настоящим изобретением наносят на марганец-фосфатное покрытие, полученное предварительной обработкой, может быть образовано, в особенности, эффективное полусухое смазочное покрытие. Некоторые материалы, используемые для изготовления труб для нефтяной скважины, такие как высоколегированные стали, трудно или невозможно подвергнуть фосфатированию. В таких случаях фосфатирование можно осуществлять после электроосаждения железа, как указывалось выше в (4).
Толщина покрытия, полученного предварительной обработкой, как описано выше, предпочтительно, больше шероховатости поверхности, приданной таким покрытием для повышения ее способности удерживать смазки и повышения адгезии покрытия к поверхности субстрата. Более предпочтительно, толщина имеет значение порядка на 5-20 микрометров больше вышеуказанного предпочтительного значения Rmax, которое находится в диапазоне 5-40 микрометров.
Резьбовое соединение в соответствии с настоящим изобретением может быть использовано без покрытия смешанной смазкой. В таком случае, если резьбовое соединение хранится в течение длительного периода времени, на нем возможно появление ржавчины. Для того, чтобы справиться с такой проблемой, оба конца трубы для нефтяной скважины, собранной в узел со связующим элементом, как показано на фиг.1, т.е. ниппель на конце трубы, не соединенный со связующим элементом (левый конец на фиг.1), и конец связующего элемента, не связанный с трубой (правый конец
связующего элемента на фиг.1), могут быть защищены установленными защитными устройствами, каждое из которых имеет сопрягающуюся резьбу для образования газонепроницаемого уплотнения с соответствующим участком трубы с резьбой или связующим элементом.
Следующие примеры даны с целью иллюстрации и не предназначены для ограничения настоящего изобретения. Специалистам в данной области следует иметь в виду, что могут быть сделаны различные модификации вариантов, раскрытых в данном описании, без отклонения от объема настоящего изобретения.
Примеры
В следующих примерах смазывающую способность смазочного покрытия оценивали испытанием с использованием прибора для определения трения при вращении, показанного на фиг.2. Подтверждено, что данное испытание дает хорошую корреляцию с испытанием резьбового соединения трубы для нефтяной скважины на закрепление. В данном испытании используют пару сопрягающихся выпуклых и вогнутых испытуемых деталей 5, 6. Выпуклая испытуемая деталь 5, к которой можно приложить контролируемую нагрузку, соответствует ниппелю и имеет конец с конической формой. Вогнутая испытуемая деталь 6, которая может вращаться с контролируемой скоростью, соответствует муфте и имеет выемку такой же конической формы, как и выпуклая испытуемая деталь 5. Две испытуемые детали изготавливали из одной и той же стали, которую представляла Mn-сталь (углеродистая сталь) или сталь 13Cr (нержавеющая сталь), имеющая состав, показанный в таблице 1, обе из которых реально используют в производстве труб для
нефтяной скважины и связующих элементов. Сопрягающиеся или контактирующие поверхности 7 испытуемых деталей имели образованное на них смазочное покрытие для его оценки.
Способность предотвращать появление ржавчины оценивали коррозионным испытанием в солевом тумане, которое изложено в JIS Z2371.
Различные композиции смазочного покрытия получали тщательным смешиванием компонентов, выбранных из компонентов, показанных в таблице 2, в гомогенизаторе. Смешивание вызывало почти полное растворение основной смазки в растворителе.
Каждую из композиций наносили кистью на контактные поверхности двух пар выпуклых/вогнутых испытуемых деталей, имеющих шероховатость их поверхности, регулируемую одним из методов, показанных в таблице 3, и сушили при комнатной температуре в течение 24 часов для существенного удаления растворителя и образования смазочного покрытия.
Одну пару из выпуклой и вогнутой испытуемых деталей использовали для оценки смазывающей способности покрытия по его способности нести нагрузку следующим образом. Смазочное покрытие образовывали только на вогнутой испытуемой детали и осуществляли определение фрикционных свойств при условиях, показанных в таблице 4, при этом измеряли способность нести нагрузку до появления истирания (испытание А на смазывающую способность). Для моделирования уменьшения смазывающей способности, вызванного включением посторонних примесей, таких как хлопья окалины или ржавчины, которые часто встречаются во время закрепления труб для нефтяной скважины, такое же определение фрикционных свойств
повторяли после распределения 50 мг хлопьев окалины, собранных из действующих труб (имеющих размер частиц, отрегулированный до 0,2-2 мм просеиванием) (испытание В на смазывающую способность).
При определении фрикционных свойств прикладываемую нагрузку увеличивали с приращением 100 кгс до появления истирания и максимальную нагрузку до появления истирания использовали при оценке как способность нести нагрузку. В тех случаях, когда заедание было небольшим и после обычной восстановительной обработки закрепление было возможно, определение фрикционных свойств продолжали после такой обработки. Значения смазывающей способности, представленные в таблицах 5 и 6, показывают, сколько раз происходило увеличение нагрузки от нуля. Так например, смазывающая способность 10 указывает на то, что способность нести нагрузку до появления истирания была равна 1000 кгс. Максимальная нагрузка, которая прикладывается во время закрепления резьбового соединения трубы для нефтяной скважины, составляет обычно порядка 1000 кгс. Таким образом, если результаты испытания на смазывающую способность дают значение 10 или более, предполагается, что резьбовое соединение труб для нефтяной скважины может быть повторно закреплено и ослаблено (освобождено) без вызова истирания.
Другую пару испытуемых деталей использовали для оценки способности предотвращать появление ржавчины следующим образом. Смазочное покрытие образовывали как на выпуклой, так и на вогнутой испытуемой детали. Для моделирования образования “ушибов”, которые могут встречаться во время транспортировки трубы для нефтяной скважины на территории завода или к участку
выемки для нефтяной скважины, две испытуемые детали помещали в прибор для определения фрикционных свойств таким образом, чтобы их продольные оси или оси вращения были смещены в горизонтальном направлении по отношению друг к другу на 1 мм и их сжимали один раз друг к другу с приложением усилия 500 кгс. Затем испытуемые детали освобождали и опять помещали в прибор для испытаний таким образом, чтобы их продольные оси или оси вращения были центрированы по отношению друг к другу, и подвергали коррозионному испытанию в солевом тумане в течение 240 часов для оценки способности предотвращать появление ржавчины визуальным наблюдением сопрягающихся поверхностей испытуемых деталей следующим образом.
 : ржавчина и обесцвечивание отсутствуют;
: ржавчина и обесцвечивание отсутствуют;
 : ржавчина отсутствует и наблюдается незначительное обесцвечивание (допустимое);
: ржавчина отсутствует и наблюдается незначительное обесцвечивание (допустимое);
 : небольшое образование ржавчины;
: небольшое образование ржавчины;
 : заметное образование ржавчины.
: заметное образование ржавчины.
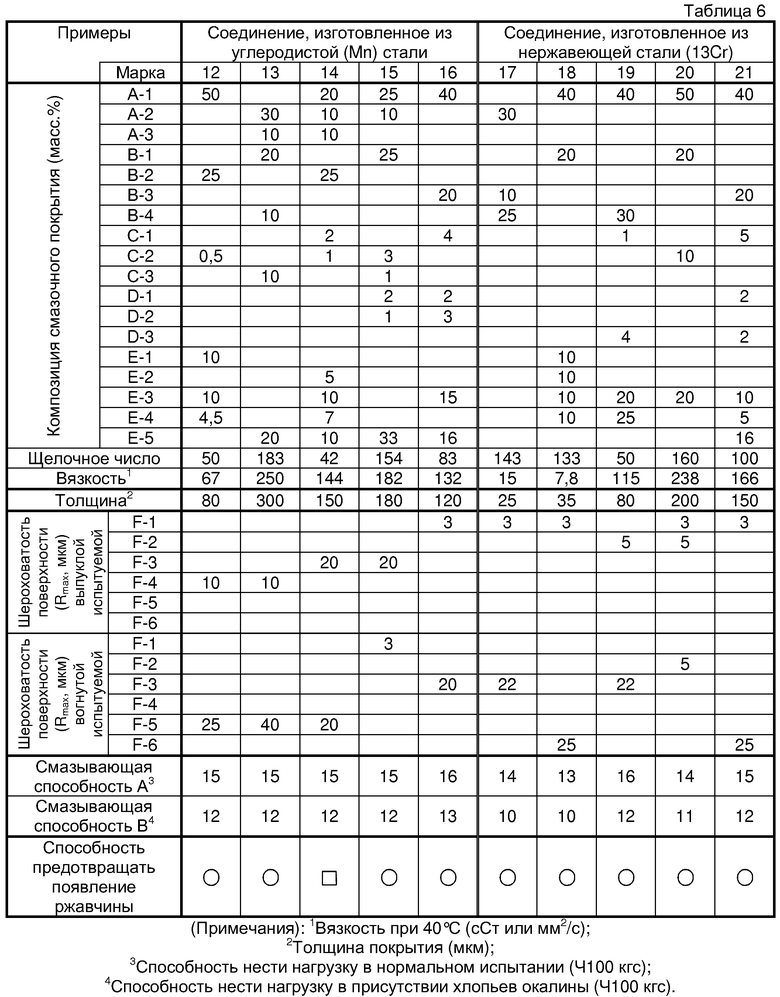
Таблицы 5 и 6 показывают композицию смазочного покрытия в соответствии с настоящим изобретением (доли ингредиентов показаны в масс.%), щелочное число и вязкость каждой композиции, измеренную при 40°С, толщину образованного из нее покрытия в сухом виде (рассчитанную с учетом увеличения массы испытуемой детали и плотности смазочного покрытия), шероховатость поверхности каждой испытуемой детали и оценку смазывающей способности и способности предотвращать появление ржавчины. Таблица 7 показывает те же самые свойства для сравнительных примеров и стандартных примеров.
Из стандартных примеров, представленных в таблице 7, стандартные примеры 1, 2 и 4 представляют примеры, в которых перед испытанием наносили смешанную смазку (Shell, тип III), удовлетворяющую стандартам API, и в примерах, для которых указано дополнительное нанесение, осуществляли дополнительное нанесение смешанной смазки, причем каждый раз в испытании на смазывающую способность или через соответствующие интервалы в испытании на предотвращение появления ржавчины увеличивали нагрузку. Смешанную смазку наносили и пополняли в количестве, предписанном для продукта. Стандартный пример 3 представляет пример смазочного покрытия, содержащего твердую смазку в смоле, т.е. покрытие из твердой смазки-смолы, которое раскрыто в опубликованной не проходившей экспертизу заявке на патент Японии №8-233164 (1996).




Как показано в стандартных примерах в таблице 7, если в случае применения консистентной смазки дополнительное нанесение консистентной смазки осуществляли осторожно, как в стандартных примерах 1 и 4, то как смазывающая способность, так и
способность предотвращать появление ржавчины были высокими, и смазывающая способность была гарантирована до такой степени, что закрепление резьбового соединения труб для нефтяной скважины можно было осуществлять без появления истирания даже в присутствии хлопьев окалины. Однако в стандартном примере 2, в котором дополнительное нанесение консистентной смазки не осуществляли, смазывающая способность значительно уменьшалась, и облегчалось появление истирания, в особенности, в присутствии хлопьев окалины. Таким образом, при использовании консистентной смазки для поддержания смазывающей способности было необходимо причиняющее неудобства дополнительное нанесение консистентной смазки.
В стандартном примере 3 в таблице 7 покрытие из твердой смазки-смолы оценивали без дополнительного нанесения консистентной смазки, как и в случае для примеров и сравнительных примеров. Как можно видеть из результатов испытаний, смазывающая способность была едва приемлемой при нормальных условиях проведения испытания в отсутствие хлопьев окалины, но при испытании в присутствии хлопьев окалины она значительно ухудшалась. Следовательно, покрытие не могло придать достаточную смазывающую способность, чтобы обеспечить его действительное использование на резьбовом соединении труб для нефтяной скважины. Кроме того, оно имело неадекватную способность предотвращать появление ржавчины. Таким образом, очевидно, что нерастяжимое покрытие из твердой смазки-смолы имеет ухудшенную способность предотвращать появление ржавчины сразу же после его повреждения и ухудшенную смазывающую
способность после осаждения на нем хлопьев ржавчины или окалины.
В противоположность указанному, как видно из таблиц 5 и 6, показывающих примеры, в которых смазочное покрытие образовали из композиции в соответствии с настоящим изобретением и испытывали без нанесения консистентной смазки, при использовании заявленной композиции получали превосходную смазывающую способность и способность предотвращать появление ржавчины, причем такого же уровня, который обеспечивала традиционная консистентная смазка с ее дополнительным нанесением (стандартные примеры 1 и 4). Таким образом, даже в присутствии хлопьев окалины резьбовому соединению труб для нефтяной скважины, изготовленному не только из углеродистой стали, но и из нержавеющей стали, которая является более чувствительной к истиранию, могло быть гарантировано сопротивление истиранию без нанесения консистентной смазки и без ее пополнения.
Каждую из композиций смазочного покрытия, полученных в примерах, наносили на реальное резьбовое соединение труб для нефтяной скважины и подвергали 10 раз повторяющемуся закреплению и ослаблению. Крутящий момент докрепления был стабильным, при этом изменение составляло не более ±10 процентов.
Промышленная применимость
В соответствии с настоящим изобретением можно придать превосходную смазывающую способность и способность предотвращать появление ржавчины для резьбового соединения труб для нефтяной скважины, причем такого же уровня, который может быть достигнут при использовании консистентной смазки с ее дополнительным нанесением. Таким образом, адекватная смазывающая способность и
способность предотвращать появление ржавчины могут быть гарантированы без использования консистентной смазки даже при таких условиях, в которых имеются проблемы, связанные со сборкой или адгезией либо осаждением частиц дутья, или хлопьев окалины, или ржавчины. В результате эксплуатационная производительность при соединении труб для нефтяной скважины с использованием резьбового соединения может быть значительно повышена с одновременным избежанием загрязнения, вызываемого использованием смешанной смазки, содержащей тяжелые металлы.
Специалистам в данной области следует принять во внимание, что могут быть сделаны различные изменения и модификации вышеуказанных конкретных вариантов изобретения без отклонения от объема изобретения.






Изобретение относится к композициям смазочных покрытий для смазки резьбовых соединений, а также к резьбовым соединениям металлических труб, способу смазки резьбового соединения и способу соединения металлических труб. Композиция смазочного покрытия для смазки резьбовых соединений содержит летучий органический растворитель и, по меньшей мере, одну основную смазку, имеющую щелочное число, составляющее, по меньшей мере, 50 мг КОН/г, выбранную из основного сульфоната, основного салицилата и основного фената, которая, по меньшей мере, частично растворима в растворителе. Описана также композиция смазочного покрытия для смазки резьбовых соединений, состоящая, по существу, из (А) 25-80 мас.% летучего органического растворителя и (В) 75-20 мас.%, по меньшей мере, одного нелетучего компонента, где 100 мас.частей нелетучего компонента (В) состоят, по существу, из 10-100 мас.частей, по меньшей мере, одной основной смазки, выбранной из основного сульфоната, основного салицилата и основного фената, которая, по меньшей мере, частично растворима в растворителе (А), 0-30 мас.частей термопластичной смолы, 0-90 мас.частей смазки, иной, чем основная смазка, и 0-15 мас.частей противоизносной/противозадирной присадки. Описаны также резьбовые соединения металлических труб, содержащие ниппель и муфту. Описан также способ смазки резьбового соединения металлических труб, содержащего ниппель и муфту, способных сопрягаться друг с другом, причем ниппель имеет участок с наружной резьбой и участок металлического контакта без резьбы. Муфта имеет участок с внутренней резьбой и участок металлического контакта без резьбы. Соединение включает нанесение композиции смазочного покрытия, по меньшей мере, на часть участка с резьбой и/или участок металлического контакта без резьбы, по меньшей мере, одного из этих элементов - ниппеля и муфты - с последующей сушкой для выпаривания растворителя. Описан также способ соединения, включающий соединение множества металлических труб друг с другом без нанесения консистентной смазки, в котором используется резьбовое соединение, смазанное вышеуказанным способом. 6 с. и 15 з.п.ф-лы, 7 табл., 6 ил.

| Устройство для автоподстройки частоты генератора | 1984 |
|
SU1239860A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Смазка для резьбовых соединений | 1990 |
|
SU1759860A2 |

