Изобретение относится к механизированной сборке резьбовых соединений с применением ударно-импульсных гайковертов и может быть использовано в различных отраслях машиностроения.
Известен способ контроля качества затяжки резьбовых соединений ударным гайковертом (см. а.с. СССР №1650424 В25B от 23.05.91 г.), заключающийся в контроле суммарного количества ударов при затяжке.
К недостаткам указанного изобретения относится отсутствие информации о качестве сборки резьбовых соединений.
Технический результат изобретения - получение информации о качестве сборки резьбовых соединений.
Поставленный технический результат достигается тем, что согласно способу контроля качества затяжки при сборке резьбовых соединений ударным гайковертом, заключающемуся в контроле суммарного количества ударно-вращательных импульсов при затяжке, определяют минимально допустимое и максимально допустимое количество ударно-вращательных импульсов, образующих поле допуска, обеспечивающее качественную затяжку резьбовых соединений, сравнивают с ним суммарное количество ударно-вращательных импульсов, совершенное гайковертом при затяжке до установленного значения крутящего момента на шпинделе гайковерта, при котором отключают гайковерт, а при попадании или не попадании указанного суммарного количества ударно-вращательных импульсов в упомянутое поле допуска обеспечивают, соответственно, поступление информации о качественно затянутом резьбовом соединении или индикацию о наличии дефекта при его затяжке.
Известно устройство для контроля затяжки при сборке резьбовых соединений ударным гайковертом, содержащее электромагнитный клапан, осуществляющий подключение двигателя гайковерта к пневмосети, датчик момента, установленный на шпинделе гайковерта, выходом через усилитель и формирователь импульсов, подключенный к счетному входу счетчика импульсов, выходами соединенного со входами первого программного переключателя, выходами подключенного ко входам первого элемента И, выходом соединенного с установочным S-входом первого триггера, второй триггер инверсным выходом подключенного к управляющему входу первого транзисторного ключа, коллектором, через катушку возбуждения электромагнитного клапана подключенного к положительному выводу блока питания, а эмиттером к общей нулевой шине, второй транзисторный ключ, коллектором через первый светоизлучающий индикатор, подключенный к положительному выводу блока питания, а эмиттером к общей нулевой шине, установочный R-вход счетчика импульсов первого и второго триггера через кнопку управления соединены с шиной «Напряжение логической единицы» (см. патент RU №2299799, МПК В25B 21/00).
Недостатком указанного изобретения является недостаточно высокое качество контроля затяжки резьбовых соединений, так как контролируется только один параметр - количество ударно-вращательных импульсов.
Повысить качество затяжки можно контролируя одновременно два параметра: момент затяжки и количество ударно-вращательных импульсов, произведенных для достижения требуемого крутящего момента затяжки.
При этом появляется возможность выявлять дефектно-собранные соединения, если количество ударно-вращательных импульсов, произведенных для достижения требуемого крутящего момента, не попадает в поле допуска, образованного минимально допустимым и максимально допустимым их значением.
Технический результат изобретения - повышение качества контроля затяжки резьбовых соединений.
Поставленный технический результат достигается тем, что устройство контроля качества затяжки при сборке резьбовых соединений ударным гайковертом, содержащее электромагнитный клапан, осуществляющий подключение двигателя гайковерта к пневмосети, датчик момента, установленный на шпинделе гайковерта, выходом через усилитель и формирователь импульсов подключенный к счетному входу счетчика импульсов, выходами соединенного со входами первого программного переключателя, выходами подключенного ко входам первого элемента И, выходом соединенного с установочным S-входом первого триггера, второй триггер инверсным выходом подключенного к управляющему входу первого транзисторного ключа, коллектором, через катушку возбуждения электромагнитного клапана подключенного к положительному выводу блока питания, а эмиттером к общей нулевой шине, второй транзисторный ключ, коллектором через первый светоизлучающий индикатор, подключенный к положительному выводу блока питания, а эмиттером к общей нулевой шине, установочный R-вход счетчика импульсов первого и второго триггера через кнопку управления соединены с шиной «Напряжение логической единицы», снабжена вторым программным переключателем, третьим триггером, компаратором, элементом НЕ, двумя элементами И и третьим транзисторным ключом, первый вход второго элемента И подключен к выходу первого триггера, второй вход подключен к инверсному выходу третьего триггера, а выход соединен со входом элемента НЕ, первый вход компаратора подключен к выходу усилителя, второй - к источнику опорного напряжения, а выход - к установочному S-входу второго триггера, входы второго программного переключателя соединены с выходами счетчика импульсов, а выходы - со входами третьего элемента И, выходом подключенного к установочному S-входу третьего триггера, установочным R-входом соединенного с установочными R-входами счетчика импульсов и первого и второго триггеров, выход второго элемента И подключен ко входу второго транзисторного ключа, а выход элемента НЕ подключен ко входу третьего транзисторного ключа, коллектором через второй светоизлучающий индикатор, подключенный к положительному выводу блока питания, а эмиттером к общей нулевой шине.
На чертеже приведена функциональная схема устройства для контроля качества затяжки резьбовых соединений ударным гайковертом.
Устройство для контроля качества сборки при затяжке резьбовых соединений ударным гайковертом содержит электромагнитный клапан 1, осуществляющий подключение двигателя 2 гайковерта 3 к пневмосети, датчик момента 4, установленный на шпинделе 5 гайковерта 3, выходом через усилитель 6 и формирователь 7 импульсов подключенный к счетному входу счетчика 8 импульсов, выходами соединенного со входами первого программного переключателя 9, выходами подключенного ко входам первого элемента 10 И, выходом соединенного с установочным S-входом первого триггера 11, второй триггер 12 инверсным выходом подключенного к управляющему входу первого транзисторного ключа 13, коллектором, через катушку 14 возбуждения электромагнитного клапана 1 подключенного к положительному выводу блока 15 питания, а эмиттером к общей нулевой шине, второй транзисторный ключ 16, коллектором через первый светоизлучающий индикатор 17, подключенный к положительному выводу блока 15 питания, а эмиттером к общей нулевой шине, установочный R-вход счетчика 8 импульсов первого и второго триггера 11, 12 через кнопку 18 управления соединены с шиной «Напряжение логической единицы», второй программный переключатель 19, третий триггер 20, компаратор 21, элемент 22 НЕ элементы И 23, 24 и третий транзисторный ключ 25, первый вход второго элемента 23 И подключен к выходу первого триггера 11, второй вход подключен к инверсному выходу третьего триггера 20, а выход соединен со входом элемента 22 НЕ, первый вход компаратора 21 подключен к выходу усилителя 6; второй вход - к источнику опорного напряжения 26, а выход - к установочному S-входу второго триггера 12, входы второго программного переключателя 19 соединены с выходами счетчика 8 импульсов, а выходы - со входами третьего элемента 24 И, выходом подключенного к установочному S-входу третьего триггера 20, установочными R-входами счетчика 8 импульсов и первого и второго триггера 11,12, выход второго элемента 23 И подключен ко входу второго транзисторного ключа 16, а выход элемента 22 НЕ подключен ко входу третьего транзисторного ключа 25, коллектором через второй светоизлучающий индикатор 27, подключенный к положительному выводу блока 15 питания, а эмиттером к общей нулевой шине.
Способ контроля качества затяжки при сборке резьбовых соединений ударным гайковертом осуществляется следующим образом.
Вначале определяют минимально допустимое и максимально допустимое количество ударно-вращательных импульсов, необходимых для качественной затяжки резьбовых соединений.
Для этого берут несколько резьбовых соединений с минимальной жесткостью собираемого узла, и на этих соединениях определяют количество ударно-вращательных импульсов, необходимых для достижения установленного момента.
Количество импульсов необходимое для достижения установленного значения момента при минимальной жесткости собираемого соединения, соответствует количеству максимально допустимых импульсов при затяжке резьбового соединения.
Аналогично определяют количество ударно-вращательных импульсов при затяжке резьбовых соединений с максимальной жесткостью.
Количество импульсов, необходимое для достижения установленного значения момента при максимальной жесткости собираемого узла, соответствует минимально допустимому количеству ударно-вращательных импульсов.
Затем начинают осуществлять затяжку резьбовых соединений.
При этом если количество ударно-вращательных импульсов при достижении установленного крутящего момента затяжки попадает в поле допуска, образованного минимально допустимым количеством ударно-вращательных импульсов и максимально допустимым количеством импульсов, то соединение затянуто качественно, а если это условие не выполняется, то соединение имеет дефект.
Устройство, реализующее указанный способ, работает следующим образом.
Гайковерт устанавливают на гайку резьбового соединения (не показано), и нажимают кнопку 18 управления.
При этом счетчик 8 импульсов и триггеры 11, 12 и 20 устанавливаются в нулевое состояние.
На инверсном выходе триггера 12 появляется напряжение логической единицы, транзисторный ключ 13 открывается и подключает катушку 14 возбуждения электромагнитного клапана 1 к блоку 15 питания.
Клапан 1 срабатывает и соединяет двигатель 2 гайковерта 3 с пневмосетью 28.
Двигатель 2 гайковерта 3 приходит во вращение, и начинается холостое повинчивание гайки.
После соприкосновения торца гайки с опорной поверхностью собираемого узла начинается процесс ударной затяжки резьбового соединения. При этом на выходе датчика 4 момента появляются импульсы, амплитуда которых пропорциональна амплитуде ударно-вращательного импульса крутящего момента, а частота соответствует частоте ударно-вращательных импульсов гайковерта 3.
С выхода формирователя 7 импульсов импульсы с выхода датчика 4 момента поступают на счетный вход счетчика 8 импульсов. С выходов счетчика 8 код, соответствующий количеству поступивших на вход счетчика 8 импульсов, поступает на входы программных переключателей 9 и 19, которыми устанавливается количество минимально допустимых и максимально допустимых импульсов, необходимых для качественной затяжки резьбовых соединений.
Импульсы с выхода датчика 4 момента через усилитель 6 поступают также на первый вход компаратора 21, на второй вход которого поступает опорное напряжение, соответствующее требуемому моменту затяжки. При достижении в резьбовом соединении установленного момента затяжки амплитуда импульса с выхода датчика 4 момента превысит величину опорного напряжения на втором входе компаратора 21.
Компаратор 21 срабатывает. На его выходе появляется напряжение логической единицы, которое поступает на S-вход триггера 12. Триггер 12 устанавливается в единичное состояние, на управляющем входе транзисторного ключа 13 пропадает напряжение, транзисторный ключ 13 закрывается и отключает катушку 14 возбуждения электромагнитного клапана от блока 15 питания.
Клапан срабатывает и отключает двигатель 2 гайковерта 3 от пневмосети 28. Гайковерт отключается, затяжка гайки заканчивается.
При этом если количество импульсов достигло минимально допустимого, то код на выходах счетчика 8 импульсов совпадает с кодом, набранным в программном переключателе 9, условия совпадения для элемента 10 И начинают выполняться, на его выходе появляется напряжение логической единицы, которым триггер 11 устанавливается в единичное состояние, условия совпадения для элемента 23 И начинают выполняться, транзисторный ключ 16 открывается и подключает светоизлучающий индикатор 17 «Норма» к блоку 15 питания. Индикатор загорается и сигнализирует, что соединение затянуто без дефектов.
Если по каким-либо причинам количество импульсов превысило максимально допустимое значение, установленное программным переключателем 19, то триггер 20 устанавливается в единичное состояние, условие совпадения для элемента 23 И перестает выполняться, транзисторный ключ 16 закрывается и отключает индикатор 17 от блока питания, индикатор 17 «Норма» гаснет.
Так как на выходе элемента 23 И напряжение логического нуля, то на выходе элемента 22 НЕ напряжение логической единицы, которым транзисторный ключ 25 открывается и подключает индикатор 27 к блоку 15 питания.
Индикатор 27 «Дефект» загорается и сигнализирует о наличии дефекта при сборке резьбового соединения.
Если при затяжке резьбового соединения количество импульсов не достигло минимально допустимого значения, то триггер и продолжает оставаться в нулевом состоянии, условие совпадения для элемента 23 И не выполняется, на выходе элемента 22 НЕ напряжение логической единицы, транзисторный ключ 25 открыт и горит индикатор 27 «Дефект», сигнализируя о дефекте при затяжке резьбового соединения.
Введение в устройство для контроля качества затяжки при сборке резьбовых соединений ударным гайковертом, содержащее электромагнитный клапан, осуществляющий подключение двигателя гайковерта к пневмосети, датчик момента, установленный на шпинделе гайковерта, выходом через усилитель и формирователь импульсов подключенный к счетному входу счетчика импульсов, выходами соединенного со входами первого программного переключателя, выходами подключенного ко входам первого элемента И, выходом соединенного с установочным S-входом первого триггера, второй триггер инверсным выходом подключенного к управляющему входу первого транзисторного ключа, коллектором, через катушку возбуждения электромагнитного клапана подключенного к положительному выводу блока питания, а эмиттером к общей нулевой шине, второй транзисторный ключ, коллектором через первый светоизлучающий индикатор подключенный к положительному выводу блока питания, а эмиттером к общей нулевой шине, установочный R-вход счетчика импульсов первого и второго триггера через кнопку управления соединены с шиной «Напряжение логической единицы», второго программного переключателя, третьего триггера, компаратора, элемента НЕ, двух элементов И и третьего транзисторного ключа, первый вход второго элемента И подключен к выходу первого триггера, второй вход подключен к инверсному выходу третьего триггера, а выход соединен со входом элемента НЕ, первый вход компаратора подключен к выходу усилителя, второй вход - к источнику опорного напряжения, а выход - к установочному S-входу второго триггера, входы второго программного переключателя соединены с выходами счетчика импульсов, а выходы - со входами третьего элемента И, выходом подключенного к установочному S-входу третьего триггера, установочным R-входом соединенного с установочными R-входами счетчика импульсов и первого и второго триггеров, выход второго элемента И подключен ко входу второго транзисторного ключа, а выход элемента НЕ подключен ко входу третьего транзисторного ключа, коллектором через второй светоизлучающий индикатор, подключенный к положительному выводу блока питания, а эмиттером к общей нулевой шине, позволило повысить качество сборки резьбовых соединений, а также выявлять дефектные резьбовые соединения, так как при затяжке осуществляется контроль двух параметров: крутящего момента и количества ударно-вращательных импульсов, необходимых для достижения заданного значения крутящего момента затяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ УДАРНЫМ ГАЙКОВЕРТОМ | 2005 |
|
RU2299799C1 |
| Система управления ударным гайковертом | 1987 |
|
SU1445928A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ УДАРНЫМ ГАЙКОВЕРТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2360785C2 |
| Многошпиндельный гайковерт | 1983 |
|
SU1142814A1 |
| Устройство контроля сборки резьбовых соединений | 1988 |
|
SU1609636A1 |
| Система управления электрическим гайковертом | 1987 |
|
SU1493451A1 |
| Многошпиндельный гайковерт | 1987 |
|
SU1438955A1 |
| Многошпиндельный гайковерт | 1987 |
|
SU1608617A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ УДАРНЫМ ГАЙКОВЕРТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2359810C2 |
| СТЕНД ДЛЯ КОНТРОЛЯ КРУТЯЩЕГО МОМЕНТА ПНЕВМАТИЧЕСКИХ ГАЙКОВЕРТОВ | 2008 |
|
RU2394214C2 |
Изобретение относится к механизированной сборке резьбовых соединений ударно-импульсным гайковертом и может быть использовано в различных отраслях машиностроения. Определяют минимально допустимое и максимально допустимое количество ударно-вращательных импульсов, образующих поле допуска, обеспечивающее качественную затяжку резьбовых соединений. Сравнивают с ним суммарное количество ударно-вращательных импульсов, совершенное гайковертом при затяжке до установленного значения крутящего момента на шпинделе гайковерта, при котором отключают гайковерт. При попадании или не попадании указанного суммарного количества ударно-вращательных импульсов в упомянутое поле допуска обеспечивают, соответственно, поступление информации о качественно затянутом резьбовом соединении или индикацию о наличии дефекта при его затяжке. В результате обеспечивается повышение качества контроля затяжки резьбовых соединений. 2 н.з. ф-лы, 1 ил.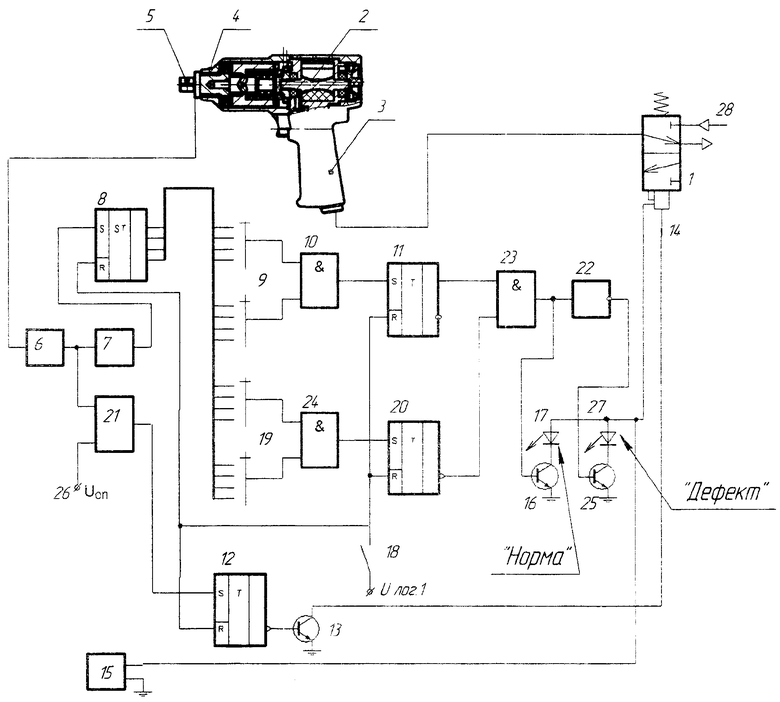
1. Способ контроля качества затяжки при сборке резьбовых соединений ударным гайковертом, включающий контроль суммарного количества ударно-вращательных импульсов при затяжке, отличающийся тем, что определяют минимально допустимое и максимально допустимое количество ударно-вращательных импульсов, образующие поле допуска, обеспечивающее качественную затяжку резьбовых соединений, сравнивают с ним суммарное количество ударно-вращательных импульсов, совершенное гайковертом при затяжке до установленного значения крутящего момента на шпинделе гайковерта, при котором отключают гайковерт, а при попадании или не попадании указанного суммарного количества ударно-вращательных импульсов в упомянутое поле допуска обеспечивают соответственно поступление информации о качественно затянутом резьбовом соединении или индикацию о наличии дефекта при его затяжке.
2. Устройство для контроля качества затяжки при сборке резьбовых соединений ударным гайковертом, содержащее электромагнитный клапан для подключения двигателя гайковерта к пневмосети, датчик момента, установленный на шпинделе гайковерта, подключенный выходом через усилитель и формирователь импульсов к счетному входу счетчика импульсов, выходами соединенного со входами первого программного переключателя, выходами подключенного ко входам первого элемента И, выходом соединенного с установочным S-входом первого триггера, второй триггер, инверсным выходом подключенный к управляющему входу первого транзисторного ключа, подключенного коллектором через катушку возбуждения электромагнитного клапана к положительному выводу блока питания, а эмиттером - к общей нулевой шине, второй транзисторный ключ, подключенный коллектором через первый светоизлучающий индикатор к положительному выводу блока питания, а эмиттером - к общей нулевой шине, причем установочные R-входы счетчика импульсов, а также первого и второго триггеров через кнопку управления соединены с шиной «Напряжение логической единицы», отличающееся тем, что оно снабжено вторым программным переключателем, третьим триггером, компаратором, элементом НЕ, элементами И и третьим транзисторным ключом, первый вход второго элемента И подключен к выходу первого триггера, второй вход указанного элемента И подключен к инверсному выходу третьего триггера, а выход соединен со входом элемента НЕ, первый вход компаратора подключен к выходу усилителя, второй вход - к источнику опорного напряжения, а выход - к установочному S-входу второго триггера, входы второго программного переключателя соединены с выходами счетчика импульсов, а выходы - со входами третьего элемента И, выходом подключенного к установочному S-входу третьего триггера, установочным R-входом соединенного с установочными R-входами счетчика импульсов и первого и второго триггеров, выход второго элемента И подключен ко входу второго транзисторного ключа, а выход элемента НЕ подключен ко входу третьего транзисторного ключа, подключенного коллектором через второй светоизлучающий индикатор к положительному выводу блока питания, а эмиттером - к общей нулевой шине.
| Способ затяжки резьбовых соединений | 1989 |
|
SU1650424A1 |
| СИСТЕМА УПРАВЛЕНИЯ УДАРНЫМ ГАЙКОВЕРТОМ | 2005 |
|
RU2299799C1 |
| Устройство контроля сборки резьбовых соединений | 1988 |
|
SU1609636A1 |
| Способ сборки резьбовых соединений и устройство для его осуществления | 1988 |
|
SU1504083A1 |
| Система управления ударным гайковертом | 1987 |
|
SU1445928A1 |
| US 5076120 A1, 31.12.1991 | |||
| DE 19845871 A1, 15.04.1999. | |||

