Изобретение относится к области производства волокнистых теплозвукоизоляционных материалов и может быть использовано при получении штапельного полиэтилентерефталатного волокна способом раздува струи расплавленного материала потоком энергоносителя, например воздуха.
Синтетическое штапельное волокно обладает низкой гигроскопичностью, высокой светостойкостью, способностью сохранять приданную форму, имеет высокую стойкость к некоторым агрессивным веществам, поэтому такие материалы имеют перспективу применения в строительстве - для теплоизоляции и звукоизоляции зданий, в машиностроении, медицине и других областях деятельности человека. Среди известных технологических процессов получения штапельного волокна из минеральных и синтетических расплавов, обеспечивающих получение качественного волокна с высокой производительностью при меньшей энергоемкости, является процесс, суть которого заключается в получении вертикально падающей струи расплава с последующим ее раздувом в дутьевой головке. Качество и себестоимость получаемого материала по рассматриваемой схеме во многом зависит от конструктивного решения дутьевой головки, поэтому работа в направлении создания таких решений актуальна.
Известная дутьевая головка [1], которая содержит корпус с центральным отверстием для подачи расплавленного материала и кольцевым соплом для ввода энергоносителя, камеру раздува волокон с диффузором.
Недостатком такой дутьевой головки является низкое качество получаемого волокна, обусловленное нерегулярностью турбулентных пульсаций потока энергоносителя, взаимодействующего со струей расплавленного материала, которые приводят к нестабильности поперечного размера и длины элементарных волокон. Недостатком является также низкая экономичность дутьевой головки, обусловленная увеличенным расходом энергоносителя через кольцевое сопло, диаметр которого не является рациональным.
Наиболее близкой к предлагаемой по технической сути является дутьевая головка [2], содержащая корпус, патрубок с отверстием для ввода энергоносителя, стакан, крышку, воронку с центральным отверстием для подачи расплавленного материала, кольцевое рабочее сопло и подсопловую камеру.
Недостатком такой дутьевой головки также является низкое качество получаемого волокна, обусловленное нерегулярностью турбулентных пульсаций потока энергоносителя, взаимодействующего со струей расплавленного материала, которые приводят к нестабильности поперечного размера и длины элементарных волокон. Недостатком является также низкая экономичность дутьевой головки, обусловленная увеличенным расходом энергоносителя через кольцевое сопло, диаметр которого не является рациональным.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение качества получаемого штапельного волокна, выражающееся в уменьшении разности поперечного размера и длины элементарных волокон, и повышение экономичности дутьевой головки за счет уменьшения расхода энергоносителя.
Поставленная техническая задача решена за счет того, что в известной дутьевой головке, содержащей корпус с отверстием для ввода энергоносителя и воронку с центральным отверстием переменного сечения для приема истекающего из питающего сопла расплавленного материала, головка имеет напорную полость и сообщающееся с ней кольцевое рабочее сопло, отверстие для ввода энергоносителя, расположенное тангенциально в корпусе, напорная полость имеет тороидальную форму и в ней свободно с минимальным зазором размещен шарообразный прерыватель потока энергоносителя, радиус которого равен радиусу тангенциального отверстия, что позволяет получить пульсирующий с постоянной частотой поток энергоносителя на выходе его из кольцевого рабочего сопла и обеспечить таким образом регулярность процесса волокнообразования, приводящую к уменьшению разности поперечного размера и длины элементарных волокон, а следовательно, к повышению качества получаемого штапельного волокна. Одновременно обеспечивается наиболее полное использование энергии потока для приведения в движение шарообразного прерывателя потока, что повышает экономичность дутьевой головки. Диаметр наименьшего сечения центрального отверстия воронки в 2,5-3 раза больше диаметра проходного сечения питающего сопла, что исключает возможность прилипания струи расплавленного материала к поверхности центрального отверстия воронки, обеспечивая повышение качества штапельного волокна, и не приводит к увеличению размера кольцевого рабочего сопла и увеличению расхода энергоносителя, что повышает экономичность дутьевой головки. Выходной торец воронки имеет острую кромку, утопление которой внутрь корпуса в 3…5 раз больше ширины зазора кольцевого сопла, а ее диаметр составляет 0,8…0,9 диаметра выходного отверстия корпуса, что уменьшает размеры кольцевого рабочего сопла, уменьшая расход энергоносителя и повышая экономичность дутьевой головки, и обеспечивает рациональные условия встречи потока энергоносителя со струей расплавленного материала, что повышает качество штапельного волокна.
При оценке соответствия комплекса новых признаков волокнообразующего устройства критерию "существенные отличия" по доступным авторам и заявителю, информационным источникам в известных технических решениях признаков, сходных с заявляемыми, обнаружить не удалось.
На фиг.1 приведена конструктивная схема дутьевой головки, а на фиг.2 - ее сечение плоскостью, проходящей через ось симметрии напорной полости тороидальной формы перпендикулярно оси воронки.
Дутьевая головка содержит корпус 1, выполненный из двух соединенных между собой верхней и нижней частей. В верхней части корпуса выполнено тангенциальное отверстие для ввода энергоносителя 2 и воронка 3 с центральным отверстием переменного сечения для приема истекающего из соосно размещенного питающего сопла 4 расплавленного материала Верхняя и нижняя части корпуса 1 образуют между собой кольцевое рабочее сопло 5 и напорную полость 6 тороидальной формы в которой свободно с минимальным зазором 0,05…0,1 мм размещен шарообразный прерыватель потока энергоносителя 7, радиус которого равен радиусу тангенциального отверстия 2. Выходной торец воронки имеет острую кромку, утопление К которой внутрь корпуса в 3…5 раз больше ширины В зазора кольцевого сопла, а ее диаметр составляет 0,8…0,9 диаметра выходного отверстия корпуса. Диаметр D0 наименьшего сечения центрального отверстия воронки в 2,5-3 раза больше диаметра d0 проходного сечения питающего сопла 4. Указанные выше соотношения размеров дутьевой головки обоснованы результатами испытаний опытного образца.
Дутьевая головка работает следующим образом. Поток энергоносителя, например сжатого воздуха или пара, через тангенциальное отверстие для ввода энергоносителя 2 поступает в тороидальную полость 6 и через кольцевое рабочее сопло 5 истекает в атмосферу. Под действием аэродинамической силы, действующей на шарообразный прерыватель потока 7, последний совершает вращательное движение вокруг оси дутьевой головки. При прохождении его напротив тангенциального отверстия 2 давление энергоносителя в напорной полости 6 кратковременно уменьшается, что приводит к обеспечению на выходе из кольцевого рабочего сопла пульсирующего потока. Одновременно, из соосно размещенного питающего сопла 2, под действием гидростатического или избыточного давления в соединенном с питающим соплом плавильном агрегате (условно не показан), а также под действием разрежения в воронке 3 с центральным отверстием переменного сечения, создаваемого при выходе потока энергоносителя в атмосферу, истекает струя расплавленного материала. На выходе из дутьевой головки при встрече струи расплавленного материала с истекающим из рабочего кольцевого сопла 5 пульсирующим потоком энергоносителя, создаваемым шарообразным прерывателем потока 7, струя расплавленного материала расщепляется на элементарные волокна, которые осаждаются на приемном транспортере (условно не показан). Испытания нескольких вариантов опытных образцов дутьевой головки с различными соотношениями ее размеров подтвердили реальность достижения поставленной технической задачи. Экспериментальная оценка качества полиэтилентерефталатного волокна, полученного с применением предлагаемой дутьевой головки, показала, что наличие в тороидальной полости шарообразного прерывателя потока (при идентичных размерах проточной части дутьевой головки) позволило в три раза уменьшить разность максимальных и минимальных диаметров элементарных волокон (без прерывателя потока максимальный и минимальный диаметр элементарных волокон составили 32 и 13 мкм, а с прерывателем потока - 25 и 19 мкм). Эксперименты показали, что уменьшение диаметра наименьшего сечения центрального отверстия воронки при постоянном диаметре питающего сопла (экспериментальный образец дутьевой головки имел диаметр наименьшего сечения центрального отверстия головки 7,5 мм, а диаметр питающего сопла 3 мм) в результате незначительных поперечных колебаний струи расплавленного материала и проявления эффекта Коанда (прилипание струи к стенке при малых углах между ними) приводит к контакту струи расплавленного материала с внутренней поверхностью воронки и прекращению процесса волокнообразования. Соотношение указанных диаметров не должно быть меньше 2,5. Увеличение этого соотношения более чем в три раза (экспериментальный образец дутьевой головки имел диаметр наименьшего сечения центрального отверстия головки 9 мм, а диаметр питающего сопла 3 мм) приводит к уменьшению скорости потока энергоносителя (в опытах использовался сжатый воздух) в зоне его встречи со струей расплавленного материала и нарушению процесса волокнообразования. Восстановление процесса волокнообразования в этом случае возможно при увеличении расхода энергоносителя, что снизит экономичность дутьевой головки.
Таким образом, предлагаемая дутьевая головка позволяет повысить качество штапельного полиэтилентерефталатного волокна, получаемого способом раздува струи расплавленного материала потоком энергоносителя за счет создания на выходе раздувочной головки пульсирующего потока и выполнения рационального соотношения размеров ее проточной части, и одновременно повысить свою экономичность за счет рациональной минимизации площади поперечного сечения кольцевого рабочего сопла.
Источники информации
1. А.с. №1525122, С03В 37/06. Дутьевая головка / Печеный Н.И., Гаврилюк В.П., Коновалов Н.Г., Примаченко Г.А. Опубл. В БИО №44, 1989.
2. А.с. №2215702, С03В 37/06. Дутьевая головка / Уваров А.С., Клочков В.П., Фроловский Л.В., Чертов В.А., Пеньевский Г.Г. Опубл. 2003.11.10.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКНООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2362746C1 |
| ВОЛОКНООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2531123C1 |
| ВОЛОКНООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2530065C1 |
| ВОЛОКНООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2019 |
|
RU2731241C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ ИЗ РАСПЛАВА ТЕРМОПЛАСТОВ | 2015 |
|
RU2614087C1 |
| ДУТЬЕВАЯ ГОЛОВКА | 2002 |
|
RU2215702C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ШТАПЕЛЬНОГО БАЗАЛЬТОВОГО ВОЛОКНА | 2016 |
|
RU2731237C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНА ИЗ РАСПЛАВА | 2018 |
|
RU2700130C1 |
| ЦЕНТРОБЕЖНАЯ УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ ЖИДКОСТИ ОТ ВОЛОКНИСТОГО МАТЕРИАЛА | 2011 |
|
RU2476272C1 |
| Дутьевая головка | 1985 |
|
SU1278310A1 |
Изобретение относится к области производства волокнистых теплозвукоизоляционных материалов и может быть использовано при получении штапельного полиэтилентерефталатного волокна способом раздува струи расплавленного материала потоком энергоносителя. Технической задачей, на решение которой направлено заявляемое изобретение, является повышение качества получаемого штапельного волокна и повышение экономичности дутьевой головки. Дутьевая головка содержит корпус, в верхней части корпуса выполнено тангенциальное отверстие для ввода энергоносителя, и воронку с центральным отверстием переменного сечения для приема истекающего из соосно размещенного питающего сопла расплавленного материала. Верхняя и нижняя части корпуса образуют между собой кольцевое рабочее сопло и напорную полость тороидальной формы, в которой свободно размещен шарообразный прерыватель потока энергоносителя, радиус которого равен радиусу тангенциального отверстия. 2 ил.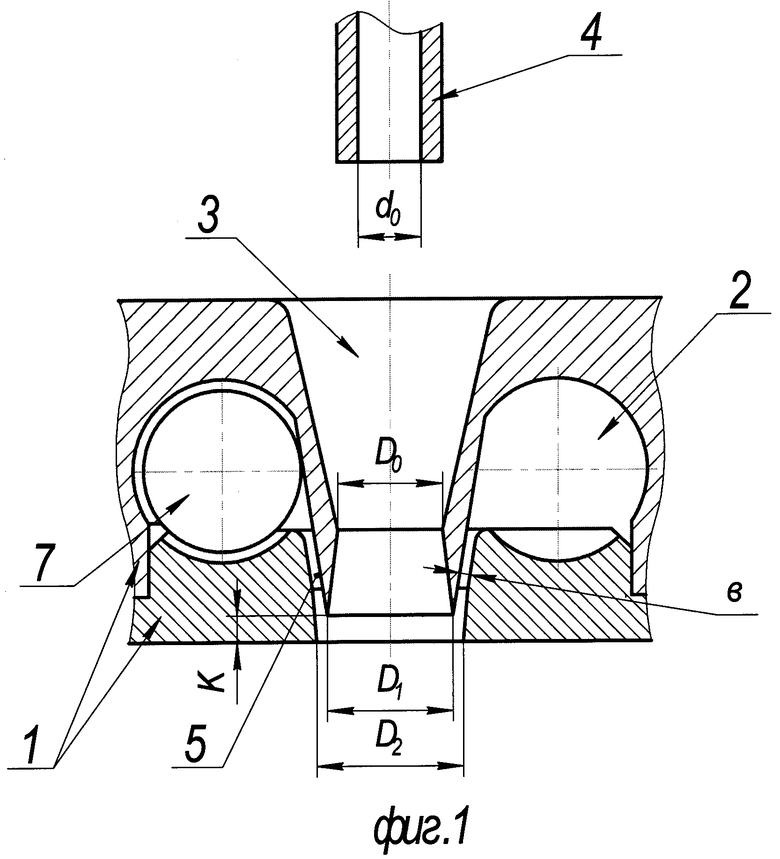
Дутьевая головка, содержащая корпус с отверстием для ввода энергоносителя и воронку с центральным отверстием переменного сечения для приема истекающего из питающего сопла расплавленного материала, отличающаяся тем, что головка имеет напорную полость и сообщающееся с ней кольцевое рабочее сопло, отверстие для ввода энергоносителя, расположенное тангенциально в корпусе, напорная полость имеет тороидальную форму и в ней свободно с минимальным зазором размещен шарообразный прерыватель потока энергоносителя, радиус которого равен радиусу тангенциального отверстия, причем диаметр наименьшего сечения центрального отверстия воронки в 2,5-3 раза больше диаметра проходного сечения питающего соосно размещенного сопла, выходной торец воронки имеет острую кромку, утопление которой внутрь корпуса в 3-5 раз больше ширины зазора кольцевого сопла, а ее диаметр составляет 0,8-0,9 диаметра выходного отверстия корпуса.
| Дутьевая головка | 1987 |
|
SU1525122A1 |
| ДУТЬЕВАЯ ГОЛОВКА | 2002 |
|
RU2215702C1 |
| US 4861362 А, 29.08.1989 | |||
| WO 2007115920 А1, 18.10.2007. | |||

