Изобретение относится к специализированной технике, предназначенной для работы в полевых и экстремальных условиях, которая, наряду со своим функциональным назначением, дополнительно позволяет в условиях отсутствия стационарного электроснабжения осуществлять ручную электросварку, резку и наплавку постоянным током.
В настоящее время в качестве источника электроэнергии в полевых условиях используются агрегаты, устанавливаемые на одноосные прицепы. Эти агрегаты являются не достаточно эффективными, имеют большую массу и малую маневренность.
Известен способ монтажа автомобильного сварочного агрегата (RU 2042484, МКИ6 В23К 9/10, опубл. 27.08.1995) в виде приставки к штатному электрооборудованию.
Способ не обеспечивает стационарности установки, что ограничивает возможности применения.
Известен способ работы сварочного агрегата (RU, 48849, МКИ7 В23К 9/10, опубл. 10.11.2005 г.), выбранный за прототип, включающий обеспечение передачи энергии вращательного движения генератору от шкива коленчатого вала.
В известной полезной модели не описан способ монтажа сварочного агрегата.
Задачей настоящего изобретения является разработка способа монтажа специально разработанного сварочного агрегата под коммерческим названием «МУСАТ» на транспортное средство, снабженное двигателем внутреннего сгорания, позволяющего посредством модернизации получить специализированную технику, пригодную для работы в полевых и экстремальных условиях.
Предлагаемое изобретение позволяет расширить возможности применения транспортного средства, а именно позволяет вести сварочные работы без дополнительных трудозатрат на монтаж спецоборудования, снизить затраты на эксплуатацию и техническое обслуживание. Применение индукторного генератора с малогабаритными размерами позволяет расположить генератор под капотом транспортного средства, при этом обеспечить повышенную частоту индуцирования, которая позволяет получить более мягкую дугу с малым разбрызгиванием, высокую надежность начального зажигания сварочной дуги, эластичность дуги и устойчивость процесса сварки.
Технический результат достигается тем, что способ монтажа сварочного агрегата на транспортное средство, заключающийся в модернизации, включает установку на двигателе внутреннего сгорания стационарной площадки, закрепление на площадке дополнительного бесконтактного индукторного пяти- или семифазного одноименно-полюсного генератора с односторонним электромагнитным возбуждением, снабженного основным и дополнительным блоками выпрямителей, установку шкива на коленчатый вал транспортного средства с учетом соотношения:
D/d≈8500/N (мин-1),
где D - диаметр шкива коленчатого вала;
d - диаметр шкива генератора;
N - номинальные обороты двигателя транспортного средства, обеспечение передачи энергии вращательного движения генератору от шкива коленчатого вала с помощью приводного ремня с натяжным механизмом, установку в кабине транспортного средства переносного устройства управления генератором, обеспечивающим прием команд с пульта управления, расположенного на лицевой панели устройства, автоматическое формирование выходных характеристик при заданных режимах и параметрах, стабилизацию характеристик в процессе сварки, защиту агрегата от режима, нарушающего возможности агрегата, соединение катушки возбуждения генератора через блок управления с аккумулятором, вывод выходного напряжения генератора через блок управления на силовые сварочные разъемы, комплектацию транспортного средства кабелем для осуществления ручной электросварки, резки и наплавки постоянным током.
Специально разработанный сварочный агрегат «МУСАТ» имеет уменьшенные габариты, это позволяет посредством модернизации транспортного средства, снабженного двигателем внутреннего сгорания, получить специализированную технику, предназначенную для работы в полевых и экстремальных условиях.
На фиг.1 представлена общая схема агрегата, на фиг.2 - устройство управления генератором (лицевая панель).
Мобильный универсальный сварочный агрегат под коммерческим наименованием «МУСАТ» включает:
- переносное устройство управления генератором 1, заключенное в корпус, содержащее однотактный инвертор с дополнительной размагничивающей обмоткой трансформатора, построенный на полевом транзисторе, однополупериодный выходной выпрямитель, встроенный специализированный микропроцессор, дополнительно, устройство управления содержит вентилятор охлаждения;
- пяти- или семифазный индукторный генератор 2, электрически связанный через контакты 7, 8, 9, 10 и штекерный разъем 3 с устройством управления 1, снабженный основным и дополнительным блоками выпрямителей;
- источник энергии в виде коленчатого вала транспортного средства, снабженный дополнительным шкивом, взаимосвязанным со шкивом генератора посредством ременной передачи с натяжным механизмом (не показано);
- аккумуляторную батарею 4, электрически связанную через контакты 5, 6 и штекерный разъем 3 с устройством управления 1.
Пульт управления, размещенный на лицевой панели корпуса, содержит блок установки режимов работы 11 («сварка»; «14 В»; «28 В»), блок установки сварочного тока 12, блок установки режимов сварки 13 соответственно первый режим от 25 до 140 А; второй режим от 140 до 200 А, третий режим 200-315 А (для семифазного двигателя).
Визуальный блок контроля работы агрегата, также размещенный на лицевой панели корпуса, включает амперметр 14, снабженный шунтом для расширения пределов измерения тока сварки, индикатор включения устройства управления 15, индикаторы режимов сварки 16, индикаторы режимов выходного напряжения 17.
Кроме того, на корпусе устройства 1 размещены выключатель питания 18, сварочные разъемы 19, сальниковый зажим для ввода кабелей, клеммы выходного напряжения 14 вольт и 28 вольт, автоматический выключатель устройства управления.
Монтаж сварочного агрегата на транспортное средство осуществляют следующим образом.
На двигателе внутреннего сгорания транспортного средства устанавливают и фиксируют стационарную установочную площадку. На площадке закрепляют дополнительный индукторный генератор 2. Для этого на корпусе генератора 2 выполняют лапы, посредством которых с помощью соединения генератор крепят к установленной площадке. На коленчатый вал транспортного средства устанавливают дополнительный шкив с учетом соотношения, обеспечивающего номинальный отбор мощности от двигателя внутреннего сгорания:
D/d≈8500/N (мин-1),
где D - диаметр шкива коленчатого вала;
d - диаметр шкива генератора;
N - номинальные обороты двигателя транспортного средства.
Для обеспечения передачи энергии вращательного движения генератору при работающем двигателе шкивы коленчатого вала и генератора взаимосвязывают посредством приводного ремня. Для регулировки натяжения ремня дополнительно устанавливают натяжной механизм, например в виде натяжного рычага, соединенного с корпусом генератора. Монтаж генератора на двигателе внутреннего сгорания, использование специально подобранных шкивов генератора и коленчатого вала позволяют обеспечить скорость вращения ротора до 8500 мин-1, спектр сварочных работ в диапазоне 25-315 А.
В кабине транспортного средства устанавливают переносное устройство управления генератором 1. Конструкция устройства управления 1 обеспечивает прием команд с пульта управления, автоматическое формирование выходных характеристик при заданных режимах и параметрах, стабилизацию характеристик в процессе сварки, защиту агрегата от режима, нарушающего возможности агрегата.
Выходные клеммы 9 и 10 катушки возбуждения генератора через штекерный разъем 3 и блок управления 1 соединяют с аккумулятором 4. Клеммы выходного напряжения 7 и 8 генератора через блок управления 1 выводят на силовые сварочные разъемы 19. Транспортное средство комплектуют кабелем для осуществления ручной электросварки, резки и наплавки постоянным током.
Применение в специализированном транспортном средстве индукторного генератора, имеющего шесть или восемь пар полюсов, позволяет автоматизировать управление сварочным процессом, получить более мягкую дугу с малым разбрызгиванием, высокую надежность начального зажигания сварочной дуги, эластичность дуги и устойчивость процесса сварки.
Семифазный генератор 2, представляющий собой бесконтактную, индукторную, одноименно-полюсную машину с односторонним электромагнитным возбуждением, устроен следующим образом. Статор генератора выполнен из пластин электротехнической стали, с внутренней стороны имеется четырнадцать зубцов, на которых закреплены катушки семифазной обмотки. Каждая катушка содержит 15 витков, выполненных двойным проводом ПЭТ - 200-1,4. Фазы соединены семиугольником, при этом в фазу включено последовательно две катушки. Начала семи фаз подведены к вентилям выпрямительного блока. Ротор имеет восемь пар полюсов, выполнен из пакета пластин и представляет собой восьмилучевую «звезду».
Катушка возбуждения представляет собой обмотку возбуждения на стальной втулке, закрепленную таким образом, чтобы лучи «звездочки» двигались у торца катушки возбуждения. Обмотка выполнена проводом ПЭТ - 155 диаметром 1,25 мм, имеет 550 витков.
Выпрямительный блок представляет собой двухполупериодный выпрямитель семифазного тока на четырнадцати диодах. Диоды прямой и обратной полярности соединены попарно с фазными обмотками. Дополнительный выпрямитель выполнен на семи диодах и предназначен для питания обмотки возбуждения.
Пятифазный генератор, в отличие от семифазного, имеет пятифазную обмотку, при этом фазы соединены пятиугольником. Ротор имеет шесть пар полюсов в виде шестилучевой звездочки. Выпрямительный блок выполнен на десяти диодах, дополнительный выпрямитель - на пяти.
Магнитный поток в статорных обмотках изменяется по значению за счет перемещения ферромагнитной массы ротора, приводимого в движение от источника энергии. Переменная ЭДС индуктируется в витках, при этом изменение магнитного поля создается вращением «звездочки» ротора, намагничиваемой одноименными полюсами катушки возбуждения. Частота (f) наводимой в обмотках статора ЭДС пропорциональна частоте вращения ротора (n) и зависит от числа полюсов (р), т.е. f=pn/60.
Генератор 2 обладает свойством самоограничения отдаваемого максимального тока. Самоограничение тока происходит за счет увеличения индуктивного сопротивления в специально подобранных обмотках статора при повышении частоты переменного тока, а также за счет уменьшения магнитного потока, пронизывающего катушки статора, при этом в последних при повышенных токах возрастает свой магнитный поток, направленный против магнитного поля ротора.
В специально изготовленном пятифазном генераторе (паспорт ФЭГТ.2000.000-36ПС) ротор может вращаться с максимальной частотой до 8500 мин-1 в закрытых подшипниках, установленных в крышках генератора. Направление вращения со стороны привода - правое. Номинальное напряжение - 14 В, номинальный ток - 140 А, номинальный ток возбуждения - 5 А, масса без шкива - 10 кг. Смазку в подшипниках не меняют в течение всего срока службы, что позволяет снизить затраты при обслуживании и эксплуатации.
Малые габариты и вес генератора позволяют установить его на любом транспортном средстве.
Ниже приведены технические характеристики одного из вариантов стационарно установленного спецоборудования на транспортное средство, позволяющего вести ручную дуговую сварку покрытыми электродами.
Режим сварки
Пределы регулирования сварочного тока, А:
Режим электропитания 14 В
Режим электропитания 28 В
Работа специализированного транспортного средства при проведении сварочных работ осуществляется следующим образом.
При выполнении сварочных работ включают двигатель и выводят генератор на номинальный режим работы. С блока 11 пульта управления задают режим работы «сварка», с блока 13 устанавливают пределы регулирования сварочного тока, например «25-140 А», с блока 12 задают параметр тока сварки током возбуждения, например 3А. При установлении режимов и параметров автоматически срабатывают визуальные индикаторы контроля 14, 15, 16, 17. Принимая заданные режимы и параметры, микропроцессор автоматически формирует выходные характеристики, поддерживает стабильность заданного режима посредством управления током возбуждения, обеспечивает автоматизированную защиту в заданных пределах регулирования. При необходимости задают иные параметры сварки с помощью блоков 12, 13. При работе в режиме «сварка» с пределами регулирования 140-200 А и 200-315 А (для семифазного генератора) может происходить повышенный нагрев обмоток генератора, при достижении критической температуры индикатор 16 начинает мигать и происходит автоматический переход на пониженный режим работы. Защита от режима, нарушающего возможности агрегата, осуществляется посредством автоматического выключения устройства управления.
Габаритные размеры опытного образца устройства управления генератором БУГ-01 составляют, мм 270×290×140; масса БУГ-01 без сварочных кабелей не более кг 6.
В целом, изобретение позволяет получить специализированное транспортное средство для выполнения сварочных работ в полевых условиях с бесперебойной выработкой электроэнергии большой мощности, обеспечивает компактность установленного спецоборудования, малогабаритность, сведение электропроводки к минимуму, что значительно упрощает эксплуатацию и обслуживание, при этом обеспечивается повышение качества сварки, автоматизация процесса, оперативность переключения на разные режимы работы, формирование выходных сварочных характеристик с мягким стартом.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОХОДНАЯ МАШИНА С ЭЛЕКТРОМЕХАНИЧЕСКОЙ ТРАНСМИССИЕЙ И СИСТЕМОЙ ОТБОРА МОЩНОСТИ | 2020 |
|
RU2726814C1 |
| ТРЕХФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОСВАРОЧНЫЙ ГЕНЕРАТОР | 1995 |
|
RU2111599C1 |
| ИНДУКТОРНАЯ ГЕНЕРАТОРНАЯ УСТАНОВКА | 2001 |
|
RU2192946C1 |
| Электрический ретардер | 2019 |
|
RU2729329C1 |
| ИНДУКТОРНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2009 |
|
RU2430817C2 |
| Сварочный агрегат | 1979 |
|
SU791489A1 |
| ГУСЕНИЧНЫЙ ТРАКТОР-ТЯГАЧ ГРУЗОПОДЪЕМНОЙ МАШИНЫ | 2019 |
|
RU2726350C1 |
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2001 |
|
RU2211519C2 |
| ИСТОЧНИК ПИТАНИЯ ПУТЕВОЙ | 2008 |
|
RU2361033C1 |
| АВТОТРАКТОРНЫЙ БЕСКОНТАКТНЫЙ ЭЛЕКТРОГЕНЕРАТОР | 2008 |
|
RU2389120C2 |
Изобретение относится к передвижной специализированной технике, предназначенной для электросварки, резки и других работ с постоянным током. Способ монтажа сварочного агрегата на транспортном средстве включает установку на двигателе внутреннего сгорания стационарной площадки, закрепление на площадке дополнительного бесконтактного индукторного пяти- или семифазного одноименно-полюсного генератора (2) с основным и дополнительным блоками выпрямителей. На коленчатый вал транспортного средства устанавливают дополнительный шкив для передачи вращательного движения генератору. В кабине транспортного средства устанавливают переносное устройство управления (1) генератором, обеспечивающее прием команд с пульта управления, автоматическое формирование выходных характеристик, стабилизацию характеристик в процессе сварки и защиту агрегата от режима, нарушающего возможности агрегата. Соединяют катушку возбуждения генератора через блок управления с аккумулятором, выводят выходное напряжение генератора через блок управления на силовые сварочные разъемы. Транспортное средство комплектуют кабелем для осуществления ручной электросварки, резки и наплавки постоянным током. Изобретение расширяет функциональные возможности и снижает затраты на эксплуатацию и техническое обслуживание. 2 ил.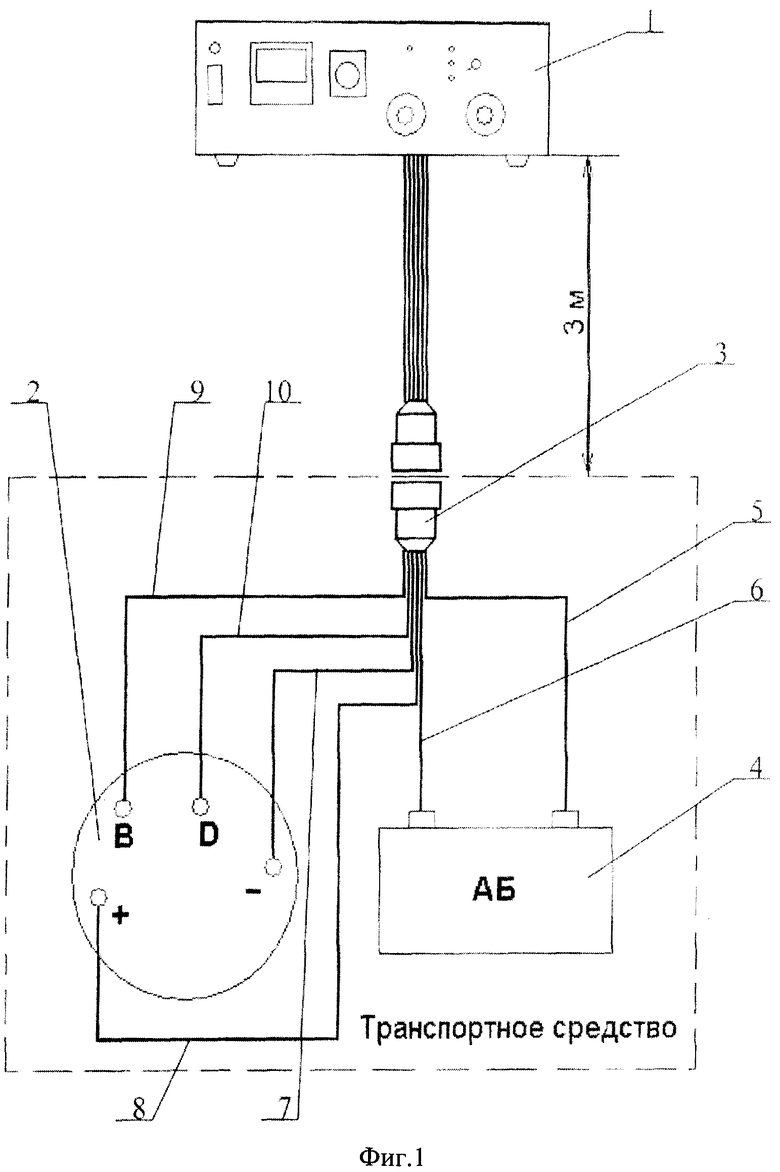
Способ монтажа сварочного агрегата на транспортное средство, включающий обеспечение передачи энергии вращательного движения генератору от шкива коленчатого вала, отличающийся тем, что осуществляют модернизацию транспортного средства посредством установки на двигателе внутреннего сгорания стационарной площадки, закрепления на площадке дополнительного бесконтактного индукторного пяти- или семифазного одноименно-полюсного генератора с односторонним электромагнитным возбуждением, снабженного основным и дополнительным блоками выпрямителей, установки дополнительного шкива на коленчатый вал транспортного средства с учетом соотношения:
D/d≈8500/N (мин-1),
где D - диаметр шкива коленчатого вала;
d - диаметр шкива генератора;
N - номинальные обороты двигателя транспортного средства, обеспечения передачи энергии вращательного движения генератору от шкива коленчатого вала с помощью приводного ремня с натяжным механизмом, установки в кабине транспортного средства переносного устройства управления генератором, обеспечивающим прием команд с пульта управления, расположенного на лицевой панели устройства, автоматическое формирование выходных характеристик при заданных режимах и параметрах, стабилизацию характеристик в процессе сварки, защиту агрегата от режима, нарушающего возможности агрегата, соединения катушки возбуждения генератора через блок управления с аккумулятором, вывода выходного напряжения генератора через блок управления на силовые сварочные разъемы, комплектации транспортного средства кабелем для осуществления ручной электросварки, резки и наплавки постоянным током.
| Устройство для усиления электронных токов | 1934 |
|
SU48849A1 |
| WO 9110043 A1, 11.07.1991 | |||
| НОСИТЕЛЬ ЗАПИСИ, СПОСОБ КОНФИГУРИРОВАНИЯ ЕГО УПРАВЛЯЮЩЕЙ ИНФОРМАЦИИ, СПОСОБ ЗАПИСИ И/ИЛИ ВОСПРОИЗВЕДЕНИЯ С ИХ ИСПОЛЬЗОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2389087C2 |
| WO 2007094896 A1, 23.08.2007. | |||

