Изобретение относится к области изготовления многожильных винтовых пружин сжатия в машиностроении и в других областях техники из закаливаемой, патентированной, прошедшей предварительную термомеханическую обработку проволоки, в том числе высокотемпературной ВТМО.
Известно устройство для изготовления многожильных пружин по пат. RU 2210455 C1 [1], включающее оправку для навивки пружины, механизмы вращения оправки и шпули и механизмы перемещения шпули вдоль оправки, с перемещаемыми вдоль оправки втулкой для свивки проволоки в трос и вращающейся шпулей с катушками, содержащими размещенные в корпусе обойму, несущую подпружиненную катушку с запасом проволоки, и приводную шестерню, снабженную соосно установленной с обоймой и жестко связанной с ней втулкой, имеющей выполненные на ее наружной поверхности шлицевые пазы, и фланцем, а шестерня снабжена смонтированными внутри нее параллельно один другому фрикционными дисками, входящими в пазы втулки, отличающееся тем, что катушки размещены радиально на шпуле таким образом, что приводные шестерни катушек приводятся во вращение, обкатываясь вокруг расположенной на одной оси со шпулей неподвижной центральной шестерни, а шпуля вращается посредством вала со шпоночным пазом и шестерен от общего привода. Это устройство позволяет навивать качественные многожильные пружины из патентированной проволоки за одну операцию путем синхронизации и совмещения операций свивания троса и навивки троса на оправку с одновременным скручиванием и растяжением проволоки.
Технический результат настоящего изобретения - расширение технологических возможностей устройства и дальнейшее повышение качества пружин.
Технический результат достигается наличием индуктора для нагрева проходящей через него проволоки, расположенного на механизме перемещения шпули рядом с втулкой для свивки проволоки в трос, и наличием охлаждающего устройства, расположенного на механизме перемещения шпули, для охлаждения проходящей через него навитой пружины.
На фиг.1 представлен токарный станок, предназначенный для модернизации; на фиг.2 изображена схема предлагаемого устройства для изготовления многожильной пружины и сечение приводного вала со шпоночным пазом; на фиг.3 изображена шпуля предлагаемого устройства; на фиг.4 изображена катушка для размещения проволоки; на фиг.5 изображена изготавливаемая многожильная пружина.
Устройство состоит из следующих узлов и деталей. Коробка скоростей 1 со встроенным приводом связана с коробкой подач 2 и приводным валом 14 шпули 10 посредством гитары 3. Втулка для свивки проволоки в трос 8 закреплена в резцедержателе 18 суппорта 4 и расположена в непосредственной близости от оправки 7. К резцедержателю 18 также прикреплен индуктор для нагрева проходящей через него проволоки 19. Оправка 7 с навиваемой пружиной проходит через охлаждающее устройство 20, прикрепленное к суппорту 4. Один конец оправки 7 закреплен в трехкулачковом патроне 6 коробки скоростей, а второй конец оправки поддерживается центром задней бабки 5 устройства. Катушки 9 [2] расположены на шпуле 10. Подпружиненная катушка 11 прикреплена к корпусу 21 шпули 10, установленной на суппорте 4. Приводной вал 14, имеющий шпоночный паз, посредством шпонки 13 и набора шестерен 12 связан с центральной шестерней 15 шпули 10 и передает вращение от коробки скоростей 1 на шпулю 10. Ходовой винт 17 коробки подач взаимодействует с суппортом 4, перемещая его.
Работает устройство следующим образом.
В устройство устанавливают заправленные проволокой катушку 11 и катушки 9, аналогичные показанной на фиг.4. Проволоку из катушек пропускают через втулку для свивки проволоки в трос 8 и защемляют на оправке 7. Затем включают привод устройства.
При этом происходит следующее.
1. Шпуля 10 с расположенными на ней катушками 9 вращается в корпусе 4 шпули в требуемом направлении посредством воздействия приводного вала 14 и набора шестерен 12 на шестерню шпули 15. При этом приводные шестерни катушек 9 обкатываются вокруг расположенной на одной оси со шпулей неподвижной центральной шестерни 16. Центральная проволока натянута между катушкой 11 и оправкой 7 и является основой многожильной пружины с центральной жилой. На нее наматывается и свивается в трос проволока из катушек 9. В случае отсутствия центральной проволоки трос свивается без нее.
2. Оправка 7 вращается и вытягивает проволоку из подпружиненных катушек 9 и 11 через индуктор для нагрева проволоки 19 и наматывает нагретый в индукторе 19 и свитый во втулке 8 трос на себя, образуя пружину. Установленные на передвигающемся суппорте 4 втулка 8, индуктор 19, охлаждающее устройство 20 и шпуля 10 передвигаются вдоль оправки 7, образуя шаг навиваемой пружине. При этом проходящая через охлаждающее устройство 20 навитая пружина охлаждается. Передвижение суппорта производится ходовым винтом 17, а шаг передвижения обеспечивается настройкой коробки подач 2 и гитары 3. При этом за счет вращения катушек 9 и их конструкции создают необходимые усилия скручивания и растяжения проволоке при свивании в трос и одновременной навивке троса на оправку 7, а за счет конструкции устройства оперативно корректируют шаг и угол свивания троса и шаг навиваемой пружины.
Навитая таким образом заданной длины пружина отрезается и направляется для заварки концов жил, при необходимости дальнейшей термообработки, нанесения защитного покрытия, заневоливания, замера геометрических и силовых параметров согласно способу [3].
Преимущество предлагаемого устройства над известными заключается в том, что при навивке многожильных пружин на предлагаемом устройстве возможно одновременно с навивкой производить следующие виды термообработки, используя индуктор и охлаждающее устройство в различных комбинациях:
- многожильные пружины из закаливаемой проволоки - при навивке закаливать;
- многожильные пружины из патентированной проволоки или прошедшей предварительную термомеханическую обработку, в том числе высокотемпературную - при навивке подвергать отпуску;
- многожильные пружины из патентированной проволоки или прошедшей предварительную термомеханическую обработку, в том числе высокотемпературную - при навивке подвергать дополнительной термомеханической обработке [4];
- жесткие пружины малого индекса при навивке нагревать для снижения усилий навивки и достижения плотной навивки.
Достигнутое расширение технологических возможностей устройства позволит совместить операции изготовления пружин и повысить их качество.
Источники информации
1. Пат. RU 2210455 С1, МПК B21F 35/00. Устройство для изготовления многожильных витых пружин. / Землянушнова Н.Ю., Тебенко Ю.М. - №2002120673/12; заявл. 29.07.2002; опубл. 20.08.2003. Бюл. №23. - 6 с.
2. А.с. 453212 СССР, М. Кл. В21С 47/16, В21F 23/00. Устройство для размотки длинномерного материала. / Тебенко Ю.М. - №1913370/25-27; заявл. 03.05.73; опубл. 15.12.1974, Бюл. №46 за 1974 г. - 2 с.
3. Заявка №2007144045(048256) от 27.11.2007 (решение о выдаче пат. от 18.11.2008).
4. Рахштадт А.Г. Пружинные стали и сплавы. - 3-е изд. перераб. и доп./ А.Г.Рахштадт.- М.: Металлургия, 1982. - 400 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2001 |
|
RU2186652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2009 |
|
RU2392082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2352427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2007 |
|
RU2346780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИНТОВЫХ ПРУЖИН | 2007 |
|
RU2346779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН СЖАТИЯ | 2007 |
|
RU2346778C1 |
| Узел свивки троса для изготовления многожильных пружин | 2016 |
|
RU2628724C1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ПРУЖИН | 2016 |
|
RU2628722C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении винтовых пружин сжатия. Устройство содержит оправку для навивки пружины, механизм вращения оправки, шпулю, имеющую радиально расположенные на ней катушки с приводными шестернями и подпружиненную катушку с запасом проволоки, и механизм перемещения шпули вдоль оправки. На нем с возможностью перемещения вдоль оправки расположена втулка для свивки проволоки в трос. На одной оси со шпулей расположена неподвижная центральная шестерня. Приводные шестерни катушек выполнены с возможностью вращения при обкатывании их вокруг неподвижной центральной шестерни, а шпуля - с возможностью вращения посредством приводного вала со шпоночным пазом, набора шестерен и привода. Устройство выполнено с индуктором для нагрева проходящей через него проволоки, который расположен на механизме перемещения шпули рядом с упомянутой втулкой для свивки проволоки в трос. Расширяются технологические возможности и повышается качество пружин. 1 з.п. ф-лы, 5 ил.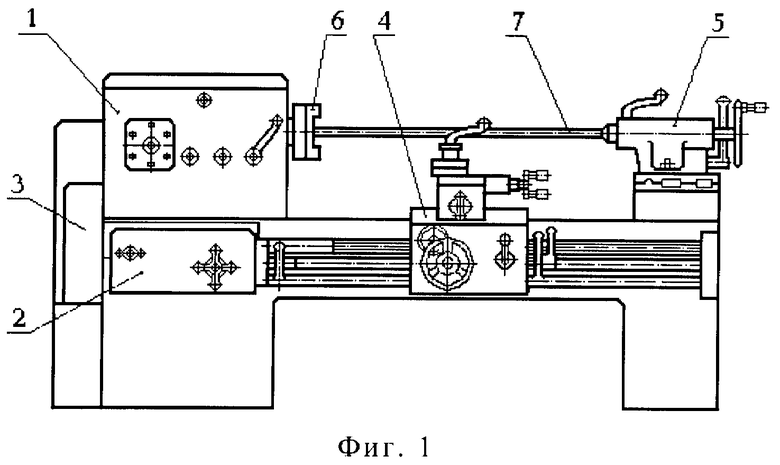
1. Устройство для изготовления многожильных пружин, содержащее оправку для навивки пружины, механизм вращения оправки, шпулю, имеющую радиально расположенные на ней катушки с приводными шестернями и подпружиненную катушку с запасом проволоки, механизм перемещения шпули вдоль оправки, расположенную на нем с возможностью перемещения вдоль оправки втулку для свивки проволоки в трос, неподвижную центральную шестерню, расположенную на одной оси со шпулей, при этом приводные шестерни катушек выполнены с возможностью вращения при обкатывании их вокруг неподвижной центральной шестерни, а шпуля - с возможностью вращения посредством приводного вала со шпоночным пазом, набора шестерен и привода, отличающееся тем, что оно снабжено индуктором для нагрева проходящей через него проволоки, расположенным на механизме перемещения шпули рядом с упомянутой втулкой для свивки проволоки в трос.
2. Устройство по п.1, отличающееся тем, что оно снабжено охлаждающим устройством, расположенным на механизме перемещения шпули, для охлаждения проходящей через него навитой пружины.
| ПОЛИМЕРНАЯ БУТЫЛКА | 1995 |
|
RU2110455C1 |
| RU 20080197 C1, 27.05.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ витыхИЗДЕЛИЙ | 0 |
|
SU264329A1 |
| Способ изготовления крупногабаритный пружин | 1984 |
|
SU1234018A1 |
| СПОСОБ ВЫРАБОТКИ КОНСЕРВИРОВАННОГО ПРОДУКТА "РЫБНЫЕ КОТЛЕТЫ В ТОМАТНОМ СОУСЕ" | 2011 |
|
RU2467646C1 |

