Изобретение относится к области изготовления многожильных витых пружин в машиностроении и в других областях техники.
Известно, что при разрушении многожильной пружины вначале разрушается одна жила без нарушения целостности пружины, что позволяет обнаружить неисправность пружины до полного выхода ее из строя и избежать внезапного отказа изделия. Это повышает надежность и безопасность работы, поэтому в ряде случаев ее применение предпочтительнее при равных геометрических параметрах с одножильной пружиной.
Из книги 2 "Детали машин" под редакцией д-ра техн. наук профессора Н.С. Ачеркана (Государственное Научно-техническое издательство машиностроительной и судостроительной литературы, Москва, 1953 г., стр. 238) известно, что технологический процесс изготовления многожильных пружин разделяется на несколько операций, в том числе:
1 - свивание троса на специальных станках;
2 - приемка троса (просмотр троса и промеры его шага и диаметра);
3 - навивка пружины из троса с помощью другого станка на оправку специально подобранного диаметра (сила натяжения троса при его подаче на оправку влияет на положение точки FK излома характеристики на силовой диаграмме пружины).
Специальные станки состоят из электропривода, роторной свивающей части (шпули), установочной рамы и опорных роликов, обжимного устройства с плашкодержателями и свивающими плашками (глазками), тягового механизма и приемного механизма для намотки каната на приемную катушку (672 Б-90, Букштейн М. А. "Производство и использование стальных канатов", Металлургия, 1973 г., Москва, стр.130).
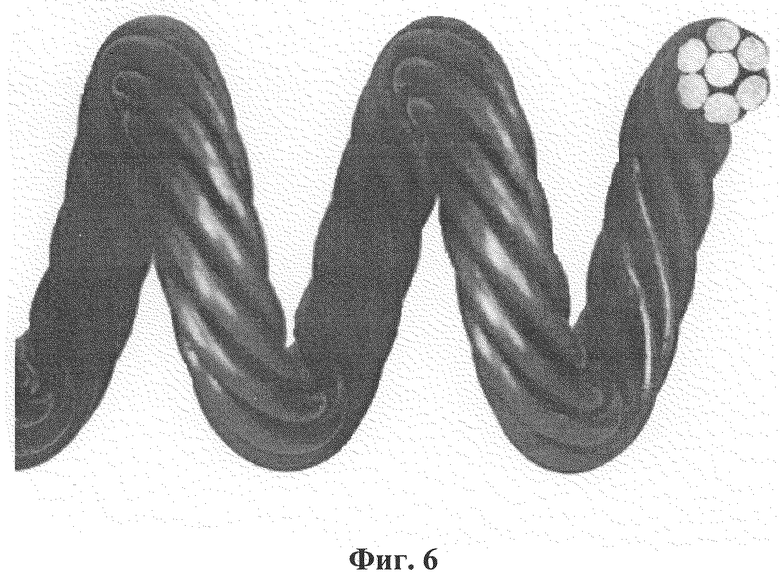
К навивочным станкам относится токарный станок ("Обработка материалов резанием", С. С. Некрасов, Москва, ВО "Агропромиздат", 1988, стр.93), основными узлами которого являются коробка скоростей 1, коробка подач 2, гитара со сменными шестернями 3, суппорт с резцедержателем 4, задняя бабка 5 (фиг. 1). Управление станком осуществляется: рукоятками переключения скоростей; рукояткой переключения звена увеличенного шага; грибком управления для нарезания правых и левых резьб; маховичком ручного продольного перемещения суппорта; ползунком с пуговкой для включения и выключения реечной шестерни фартука; рукояткой ручного поперечного перемещения суппорта; кнопочной станцией; рукояткой ручного перемещения верхней части суппорта; кнопкой включения быстрых перемещений суппорта; рукояткой включения, выключения, реверсирования продольной и поперечной подач суппорта; рукоятками включения, выключения и реверса шпинделя; рукояткой включения маточной гайки фартука; рукоятками управления коробкой подач.
На этом станке благодаря его широкой универсальности навиваются как многожильные из готового троса, так и одножильные пружины из прутка (проволоки). Для этого на шпинделе станка установлен трехкулачковый патрон 6 для закрепления в нем одного конца оправки 7 для навивки пружин. Другой конец оправки 7 поддерживает центр задней бабки 5. Трос (проволоку, пруток) пропускают через втулку (глазок), закрепленную на суппорте в резцедержателе. Продольной подачей суппорта обеспечивают шаг навиваемой пружине.
Недостатком таких устройств является то, что для изготовления многожильных пружин требуются два станка и две станочные операции, что непроизводительно.
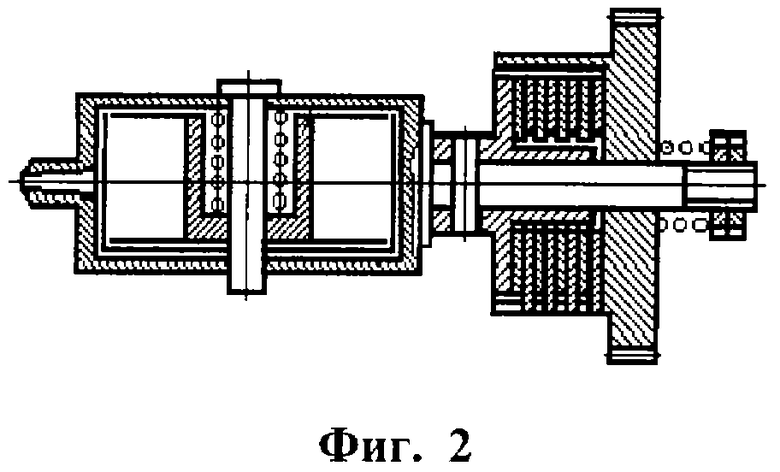
Известно устройство (фиг. 2) по авторскому свидетельству 453212 с формулой изобретения: "Устройство для размотки длинномерного материала, преимущественно проволоки, содержащее размещенные в корпусе обойму, несущую катушку с запасом проволоки и приводную шестерню, отличающееся тем, что с целью регулирования в процессе размотки усилий скручивания и натяжения оно снабжено соосно установленной с обоймой и жестко связанной с ней втулкой и фланцем, имеющей выполненные на ее наружной поверхности шлицевые пазы, а шестерня снабжена смонтированными внутри ее параллельно один другому фрикционными дисками, входящими в пазы втулки".
Недостатком этого устройства является невозможность изготовления многожильных пружин.
Известно также устройство для изготовления многожильных спиралей, которое содержит оправку для навивки спирали и механизмы вращения оправки и шпули, на которой смонтированы катушки, заправленные проволокой (авт. св. СССР 1378996, кл. В 21 F 3/04, 07.03.1988). Однако известное устройство также мало пригодно для изготовления многожильных пружин.
Задачей настоящего изобретения является разработка устройства для изготовления многожильных пружин за одну операцию путем синхронизации и совмещения операций свивки троса и навивки троса на оправку с одновременным скручиванием и растяжением проволоки.
Технический результат достигается тем, что устройство содержит оправку для навивки пружины, механизм вращения оправки и механизм перемещения шпули вдоль оправки с перемещаемыми вдоль оправки втулкой для свивки троса и шпулей с катушками, содержащими размещенные в корпусе обойму, несущую подпружиненную катушку с запасом проволоки и приводную шестерню, снабженную соосно установленной с обоймой и жестко связанной с ней втулкой и фланцем, имеющей выполненные на ее наружной поверхности шлицевые пазы, а шестерня снабжена смонтированными внутри ее параллельно один другому фрикционными дисками, входящими в пазы втулки. Катушки установлены на шпуле радиально таким образом, что приводные шестерни катушек обкатываются вокруг расположенной на одной оси со шпулей неподвижной центральной шестерни, а шпуля вращается посредством вала со шпоночным пазом и размещенных в ее корпусе набора шестерен со шпонкой от общего привода.
Для изготовления многожильных пружин с центральной жилой на основании шпули на одной оси со шпулей может быть расположена самоустанавливающаяся подпружиненная катушка с проволокой для центральной жилы.
Предложенное устройство позволяет изготовить многожильные пружины за одну операцию путем синхронизации и совмещения операций свивки троса и навивки троса на оправку с одновременным скручиванием и растяжением проволоки.
На фиг.1 изображен токарный станок.
На фиг.2 изображена катушка по авторскому свидетельству 453212.
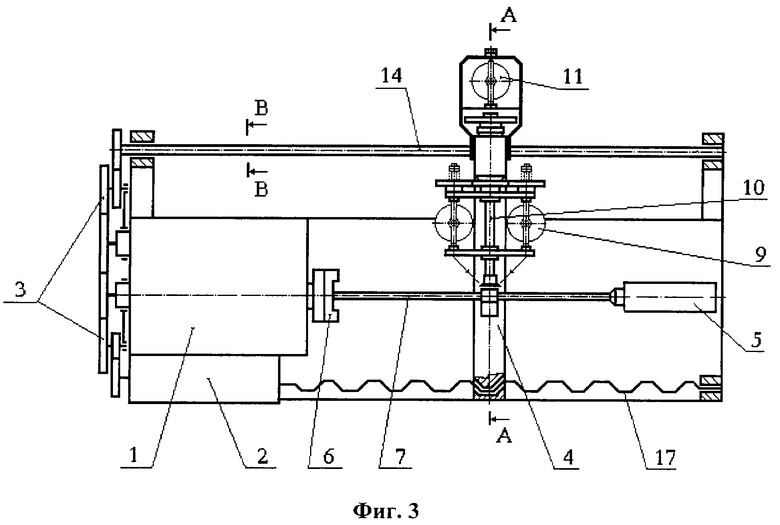
На фиг. 3 изображена схема предлагаемого устройства для изготовления многожильной пружины.
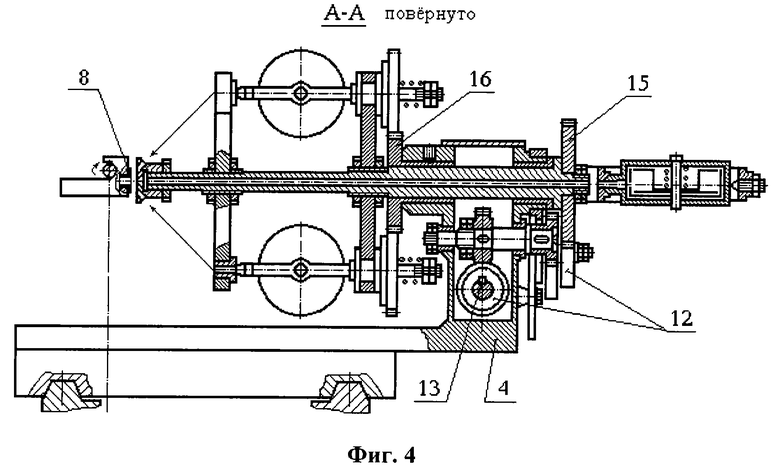
На фиг.4 изображена шпуля предлагаемого устройства.
На фиг.5 изображено сечение приводного вала со шпоночным пазом.
На фиг.6 изображена многожильная пружина.
Устройство состоит из следующих узлов и деталей (фиг.3-5).
Коробка скоростей 1 со встроенным электродвигателем связана с коробкой подач 2 и приводным валом 14 шпули 10 посредством гитары 3. Втулка (глазок) 8 закреплена в резцедержателе суппорта (условно не показано) и расположена в непосредственной близости от оправки 7. Один конец оправки закреплен в трехкулачковом патроне 6 коробки скоростей, а второй конец оправки поддерживается центром задней бабки 5 устройства. Катушки 9 расположены на шпуле 10. Катушка 11 прикреплена к корпусу 4 шпули 10, установленной на суппорте. Приводной вал 14, имеющий шпоночный паз, посредством шпонки 13 и набора шестерен 12 связан с центральной шестерней 15 шпули 10 и передает вращения от коробки скоростей 1 на шпулю 10. Ходовой винт 17 коробки подач взаимодействует с суппортом.
Работает устройство следующим образом.
В устройство устанавливают заправленные проволокой катушки 9, аналогичные показанной на фиг. 2. Проволоку из катушек пропускают через втулку (глазок) 8 и защемляют на оправке 7. Затем включают электродвигатель устройства. При этом происходит следующее.
1 - Шпуля 10 с расположенными на ней катушками 9 вращается в корпусе 4 шпули в требуемом направлении посредством воздействия приводного вала 14 и набора шестерен 12 на шестерню шпули 15. При этом приводные шестерни катушек 9 обкатываются вокруг расположенной на одной оси со шпулей неподвижной центральной шестерни 16.
Центральная проволока натянута между катушкой 8 и оправкой 7 и является основой многожильной пружины с центральной жилой. На нее наматывается и свивается в трос проволока из катушек 9. В случае отсутствия центральной проволоки трос свивается без нее.
2 - Оправка 7 вращается и вытягивает проволоку из подпружиненных катушек 9 и наматывает свитый во втулке (глазке) 8 трос на себя. Установленные на суппорте втулка (глазок) 8 и шпуля 10 передвигаются вдоль оправки 7, образуя шаг навиваемой пружине. Передвижение суппорта производится ходовым винтом 17, а шаг передвижения обеспечивается настройкой коробки подач 2 и гитары 3. При этом за счет вращения катушек 9 и их конструкции создаются необходимые усилия скручивания и растяжения проволоки при свивке в трос и одновременной навивке троса на оправку 7.
При этом с помощью предлагаемого устройства становится возможным оперативно корректировать шаг и угол свивки троса, усилия скручивания и растяжения проволоки по результатам испытания только что навитой пружины, а благодаря наличию общего привода достигается синхронность работы узлов свивки троса и навивки троса на оправку. Это является полезным и способствует повышению качества пружин и производительности их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2364461C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2001 |
|
RU2186652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2007 |
|
RU2346780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2352427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИНТОВЫХ ПРУЖИН | 2007 |
|
RU2346779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2009 |
|
RU2392082C1 |
| Узел свивки троса для изготовления многожильных пружин | 2016 |
|
RU2628724C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН СЖАТИЯ | 2005 |
|
RU2275270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОНАГРУЖЕННЫХ ПРУЖИН СЖАТИЯ | 2004 |
|
RU2275269C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ПРУЖИН | 2016 |
|
RU2628722C1 |
Изобретение относится к изготовлению многожильных витых пружин в машиностроении и в других областях техники. Техническим результатом устройства является синхронизация и совмещение операций свивки троса и навивки троса на оправку с одновременным скручиванием и растяжением проволоки. Это достигается тем, что на суппорте токарного станка установлена шпуля, содержащая катушки с механизмами для скручивания и растяжения проволоки, например, размещенные радиально на шпуле таким образом, что приводные шестерни катушек обкатываются вокруг неподвижной и расположенной на одной оси со шпулей центральной шестерни. Шпуля вращается посредством вала со шпоночным пазом и размещенных в ее корпусе набора шестерен со шпонкой от общего привода. 6 ил.
Устройство для изготовления многожильных пружин, включающее оправку для навивки пружины, механизмы вращения оправки и шпули и механизмы перемещения шпули вдоль оправки, с перемещаемыми вдоль оправки втулкой для свивки троса и вращающейся шпулей с катушками, содержащими размещенные в корпусе обойму, несущую подпружиненную катушку с запасом проволоки, и приводную шестерню, снабженную соосно установленной с обоймой и жестко связанной с ней втулкой, имеющей выполненные на ее наружной поверхности шлицевые пазы, и фланцем, а шестерня снабжена смонтированными внутри нее параллельно один другому фрикционными дисками, входящими в пазы втулки, отличающееся тем, что катушки размещены радиально на шпуле таким образом, что приводные шестерни катушек приводятся во вращение, обкатываясь вокруг расположенной на одной оси со шпулей неподвижной центральной шестерни, а шпуля вращается посредством вала со шпоночным пазом и шестерен от общего привода.
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ винтовых ПРУЖИН | 0 |
|
SU218800A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1971 |
|
SU454957A1 |
| Станок для изготовления спиралей проволочныхНАгРЕВАТЕлЕй | 1979 |
|
SU797828A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |

