Область изобретения
Раскрывается способ уплотнения твердых порошков с жестким покрытием (ТСНР) до практически абсолютной плотности при низком давлении или без него, и изделия, полученные с использованием данного способа. Способ является рентабельным способом изготовления спеченных основ для материалов из ТСНР, базирующимся на жидкофазном спекании, обеспечивающем улучшенные характеристики по сравнению с обычными жесткими изделиями и материалами, известными в настоящее время в данной области.
Предпосылки создания изобретения
Спекание может быть определено как термообработка порошка или прессованных порошковых деталей с целью связывания частиц для создания твердого изделия.
В некоторых применениях, где порошок состоит из смеси порошков, по крайней мере, двух отличных материалов с различными точками плавления, смесь порошка прессуется в пористую («зеленую») основу. Эта основа нагревается выше точки плавления составляющего компонента с самой низкой точкой плавления, и часть спрессованной рыхлой смеси порошка превращается в жидкое состояние. После выдерживания основы при температуре спекания в течение заданного времени материал охлаждается, и жидкость затвердевает и «цементирует» основу в уплотненную пригодную структуру. Примерами подобных структур является медь/олово, железо/медь и карбид вольфрама/кобальт.
В подобных процессах затвердевание уплотненной основы происходит в присутствии жидкой фазы, и подобные процессы спекания называются жидкофазным спеканием (LPS). В некоторых структурах, в частности, при уплотнении твердых сплавов типа карбида вольфрама и других керамических частиц, жидкофазное спекание иногда называется обычным спеканием. В процессах жидкофазного спекания выгодно иметь некое минимальное количество жидкой фазы, присутствующей при температуре спекания, для обеспечения переноса связующей фазы для осуществления однородного распределения и затвердевания. Также обычно выгодно ограничить величину присутствующей жидкой фазы, чтобы избежать частичной деформации формы детали и роста зерен.
Превращение в жидкость, например, позволяет повысить перенос массы, перераспределение частиц, развить скелетную структуру и обеспечить затвердевание. Обычно считается, что это выполняется путем округления частиц по мере того, как их внешние неровности переходят в жидкое состояние, и путем перетекания этой жидкости для заполнения пустот. После охлаждения происходит рекристаллизация и часто - рост зерен. В связи с затвердеванием структуры может уменьшиться пористость в процентном отношении ко всему объему. На скорость затвердевания может влиять, например, температура спекания, время спекания, давление спекания, атмосфера спекания и массовая доля связующего компонента.
Жидкофазное спекание обычных твердых сплавов типа прессованного карбида вольфрама-кобальта (WC-Co) обычно выполняется при температурах спекания в диапазоне от 1325°С до 1475°С.
По мере того как порошковая деталь из WC-Co нагревается во время спекания твердых металлов WC-Co, кобальт начнет вести себя как очень вязкая жидкая фракция при приблизительно 700°С, и диффузия будет увеличиваться с увеличением температуры по мере того, как соответственно будет уменьшаться вязкость Co. Предполагается, что подобное густой смазке поведение и вязкость металла Co создает капиллярные притягивающие силы, возникающие из-за сильной склонности Co как можно больше смачивать поверхность WC. Это приводит к перераспределению частиц WC, и композитный материал начинает давать усадку даже до начала формирования первой жидкой фазы.
При 1275°С связующий метал Co начинает растворять частицы WC, а тройная эвтектическая реакция начинает формировать сплав Co-W-C. В виду продолжения увеличения температуры, увеличения смачивающей поверхности, образования жидкой фракции и наличия капиллярных сил продолжается перераспределение и усадка порошковой массы в форму требуемых изделий, по мере того как границы зерен передвигаются к границе раздела между зернами WC и связывающей фазы Co.
Высокая плотность, однородность и стехиометрия WC в спеченном изделии являются основными требованиями для микроструктурной целостности и крепости WC-Co. Обеспечение соответствующего локального баланса углерода во время жидкофазного спекания, устраняющего образование хрупкой обедненной углеродом фазы Co3W3C и пористость углерода, вызываемая слишком большим содержанием углерода, также имеют большое значение в обеспечении вязкости при разрушении материалов из WC-Co. Устранение снижающей прочность пористости и роста зерен в микроструктуре может быть достигнуто путем выбора соответствующей температуры и давления спекания. Например, температура должна быть достаточно высокой для превращения в жидкую фракцию достаточного количества материала для осуществления переноса массы, необходимого для заполнения пор между частицами, при этом она должна быть достаточно низкой для избежания чрезмерного растворения WC, вызывающего рост зерен. В той степени, в которой капиллярные силы недостаточны для обеспечения уплотнения до плотности, близкой к теоретической, может применяться внешнее давление.
При обычном спекании, кобальт обычно в небольших процентах (3-18 масс.%) смешивается с WC. Связывающий кобальт играет роль в уплотнении, и его однородное распределение желательно для достижения однородности в микроструктурах WC-Co. Микроструктурные дефекты обычно обнаруживаются в спеченных деталях из WC-Co. Общей причиной является свойственная ему несовершенная гомогенизация (даже в течение длительного периода) порошков WC и Co, которые имеют приблизительно одинаковый диаметр. Желательно, чтобы в результате этого процесса каждая частица WC была заключена в оболочку, инкапсулирована (или, по крайней мере, связана) соответствующим надлежащим количеством кобальта таким образом, чтобы соотношение Co к WC было бы практически однородным по всей смеси. Статистически весьма маловероятно, чтобы можно было достичь этого результата, потому что в кобальте не имеется достаточно малых наночастиц, чтобы однородно гомогенизироваться с частицами WC. Барьерами для этого служат окисление кобальта, взрывоопасные пирофорные (самовоспламеняющиеся) реакции.
Следствием является смесь WC-Co с участками, богатыми Co и бедными Co. Жидкая фаза образуется сначала в зонах богатых Co, и кобальт, ненасыщенный WC, ищет термодинамического равновесия путем (а) поглощения находящихся рядом более мелких кристаллов WC (самые маленькие могут быть полностью поглощены) и (b) путем мобилизации ненасыщенного Co на большие расстояния по направлению к зонам, бедным co для растворения все большего и большего количества WC до тех пор, пока не будет достигнуто насыщение. Таким образом, требуется более высокая, чем для создания жидкой фазы, температура для превращения в жидкую фракцию и транспортировки кобальта к бедным кобальтом зонам, где он требуется для равновесия и для обеспечения достаточного количества жидкого Co для смачивания частиц WC.
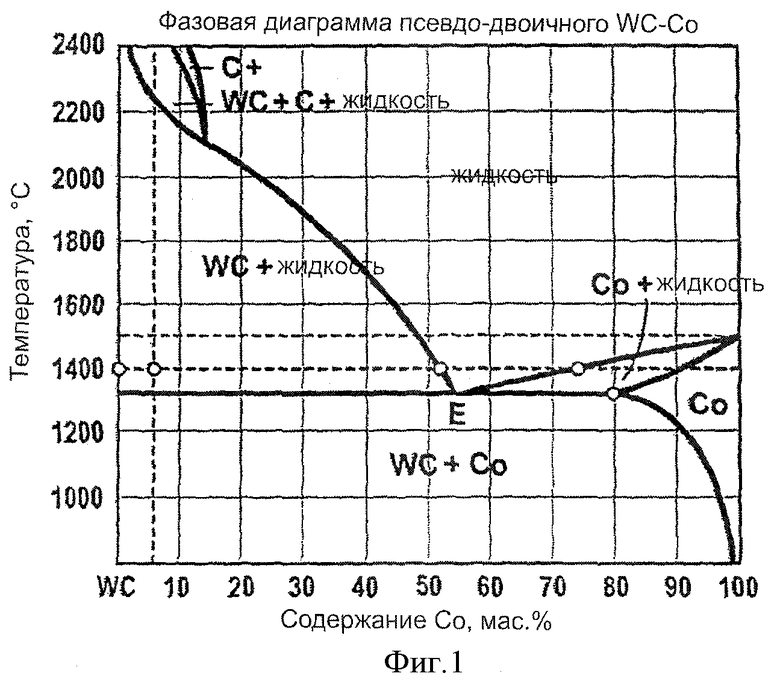
Борьба с эффектами данного неравномерного распределения Co обычно осуществляется путем использования (а) очень длительного времени размола на шаровой мельнице, (b) более высоких температур спекания, и (с) более длительного времени спекания. Размол на шаровой мельнице имеет тенденцию уменьшать частицы WC до тонкозернистых частиц, которые предпочтительно растворяются в Со во время нагревания. Две последние меры реально помогают увеличить связующую фазу и нормализовать распределение жидкого кобальта во время спекания, но они также увеличивают растворение WC. В дополнении к этому часть Co будет проникать в частицы WC вдоль границ зерен, потому что энергия межфазного взаимодействия WC/WC выше (более положительная), чем энергия межфазного взаимодействия WC/Co, по крайней мере, пока границы зерен имеют угол границы раздела, почти перпендикулярный поверхности. После охлаждения насыщенный раствор WC-Co осаждает WC, предпочтительно служа центром кристаллизации и рекристаллизуя WC на смежных оставшихся более крупных нерастворенных кристаллах WC, создавая нежелательное явление дозревания Оствальда (рост зерна) по мере отвердевания. Рост зерна протекает до уменьшения температуры до ниже третичной эвтектической температуры 1275°С структуры Co-W-C. На Фиг.1 показана фазовая диаграмма псевдодвоичного WC-Co. Для материалов WC-Co обычными являются почти 100%-ная плотность спекания.
Таким образом, увеличение температур спекания способствует мобильности связующего вещества, но также вызывает чрезмерное растворение WC, приводящее к нежелательному росту зерен. Существует оптимальное соотношение между температурой и временем спекания, которое должно быть тщательно сбалансировано. Максимальная температура должна быть достаточно высокой, чтобы превращать в жидкое состояние достаточно материала для выполнения переноса массы, необходимого для заполнения пор между частицами (вступая в компромисс со структурной прочностью), в то же время, пытаясь избежать слишком высоких температур в течение длительного времени для исключения роста зерен (что также снижает структурную прочность).
Так как регулирование температуры спекания является одним из главных аспектов для высококачественных твердосплавных микроструктур, были использованы альтернативные методики спекания. Эти методики включают изучение сокращенного времени спекания (например, микроволновое спекание) и использование давления газа (например, горячее прессование, горячее изостатическое прессование (HiP) и способы спекания-штамповки Сеrасоn и Roc-Tec) для достижения уплотнения при более низких температурах.
Другим подходом, используемым при уплотнении обычных твердых сплавов, является увеличение массовой доли такого связующего компонента как кобальт. Это может быть в диапазоне от 18-25 мас.%, что не только увеличивает количество присутствующей жидкости, но может иметь положительный эффект увеличения прочности структуры. Однако у этого подхода имеется два значительных недостатка и, следовательно, его обычно избегают. Во-первых, увеличение мас.% связующего компонента уменьшает мас.% WC (износостойкая фаза) в структуре и, соответственно, снижает устойчивость к износу. Во-вторых, увеличение величины связующего компонента также приводит к растворению большего количества WC, внося значительный вклад в рост зерен во время охлаждения.
Далее, единственным средством улучшить износостойкость обычных карбидов (сохраняя при этом высокую вязкость при разрушении субстрата WC-Co) за последние семьдесят лет было (а) постоянное совершенствование и улучшение обычного порошка и способов обработки и уплотнения, (b) добавление тонких износостойких покрытий и (c) наслаивание более твердых материалов на подложку из WC-Co. Совершенствование обычных микроструктур WC-Co обеспечивается путем деликатного баланса времени, температуры, размера зерен и других параметров продукта и процесса. За последние пятьдесят лет возросло совершенствование обычных карбидов путем лучшего регулирования температуры спекания и использования более высокочистых, абсолютно однородных стартовых порошков WC и Co. За последние тридцать лет после введения наружных покрытий, улучшение износостойкости материалов при сохранении прочности WC-Co почти наполовину замедлилось.
Хотя эти методики и уменьшили проблемы, возникающие в жидкофазном спекании обычных твердых металлов, тем не менее, остается неудовлетворенной потребность в способе производства частиц со свойствами, обеспечивающими однородность всех порошков WC и связующего компонента после спекания, и производства полученных из них изделий.
Для избежания описанных выше недостатков, изобретением предусматривается способ уплотнения зернистых материалов с микроструктурой нового класса, имеющих беспрецедентную комбинацию свойств, называемых твердыми порошками с жестким покрытием (ТСНР или сплав EternAloy®), с помощью жидкофазного спекания. Это новое семейство спеченных зернистых материалов состоит из одного или более типов сверхтвердых частиц Geldart класса С или более крупных частиц сердцевины керамического или жаропрочного сплава, имеющих чрезвычайную износостойкость, чистоту поверхности и другие свойства, которые (1) индивидуально покрыты нанослоями металлического соединения, имеющего относительно более высокую вязкость при разрушении типа WC или TaC, и (2) снова покрыты вторым слоем, включающим связующий металл, такой как Co или Ni. Комбинация сплавов с множеством свойств внутри спеченной структуры ТСНР позволяет комбинировать обычно конфликтующие экстремальные значения характеристик, включая, вязкость при разрушении, абразивность, сопротивляемость химическому износу, но не ограничиваясь ими, и легкий вес на приводимых выше уровнях для создания материалов со свойствами, превосходящими имеющиеся спеченные однородные порошки. Материалы ТСНР раскрыты в выданном г-ну Тосу (Toth) патенте США №6372346, включенном в данный материал в качестве ссылки.
Процесс по данному изобретению позволяет интегрировать термодинамически несовместимые разновидности материалов и экстремальные значения характеристик в отдельном материале. Таким образом, материалы ТСНР могут быть созданы с твердостью, приближающейся к твердости алмаза, с вязкостью при разрушении, превышающей вязкость при разрушении карбида вольфрама, и с весом, приближающимся к весу титана. В результате, ТСНР могут значительно превысить износостойкость обычных инструментов для резки и формовки; абразивных материалов; фрикционных и изнашивающихся изделий и термопокрытий; а также автомобильных, аэрокосмических деталей и деталей тяжелой и оборонной промышленности.
Краткое содержание изобретения
Принимая во внимание вышеупомянутое, предлагается способ формирования изделия из зернистого материала. Способ включает обеспечение множества частиц сердцевины, включающих один материал частицы сердцевины или множество различных материалов частицы сердцевины, выбранных из нитридов металла и металлоида, карбидов металла и металлоида, карбонитридов металла и металлоида, боридов металла и металлоида, оксидов металла и металлоида, сульфидов металла и металлоида, силицидов металла и металлоида и алмаза.
На большинстве частиц сердцевины предусматривается промежуточный слой. Промежуточный слой включает второе соединение, отличное по составу от материала частиц сердцевины и имеющее более высокую относительную вязкость при разрушении. Второе соединение способно связываться с материалом частиц сердцевины и способно связываться с металлом, выбранным из железа, кобальта, никеля, меди, титана, алюминия, магния, лития, бериллия, серебра, золота, платины и их смесей. Комбинация частиц сердцевины и промежуточного слоя образует покрытые частицы.
Наружный слой наносится на покрытые частицы. Наружный слой включает метал, выбранный из железа, кобальта, никеля и их смесей и образует практически непрерывный наружный слой на промежуточном слое. Комбинация покрытых частиц и наружного слоя образует компонентные частицы.
Множество компонентных частиц формируется в изделие.
Изделие спекается до практически абсолютной плотности без значительного внешнего давления уплотнения, при температуре, необходимой для превращения в жидкое состояние, по крайней мере, части наружного слоя, и в течение времени, достаточного для растворения части промежуточного слоя в жидкости, образованной из наружного слоя.
Жидкие фракции, образованные из наружного слоя, и промежуточный слой затвердевают до возникновения значительного ухудшающего взаимодействия жидких фракций с частицами сердцевины.
В одном примере осуществления изобретения материал частицы сердцевины имеет формулу MaXb, где M является элементом, выбранным из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена, вольфрама, алюминия, магния, меди и кремния; Х является элементом, выбранным из азота, углерода, бора, серы и кислорода; и а и b являются числами больше нуля и до четырнадцати включительно.
В другом примере осуществления изобретения материал частицы сердцевины выбран из TiN, TiCN, TiC, TiB2, ZrC, ZrN, ZrB2, HfC, HfN, HfB2, ТаВ2, VC, VN, cBN, hBN, Al2О3, Si3N4, SiB6, SiAlCB, B4C, В2О3, W2B5, WB2, WS2, AIN, AlMgB14, MoS2, MoSi2, Mo2B5 и MoB2.
Металлоидные элементы - это те элементы, которые размещены вдоль линии между металлами и неметаллами в периодической таблице. Металлоиды обычно включают бор, кремний, германий, мышьяк, сурьму и теллур. Полоний также часто рассматривается как металлоид. Неограничивающие примеры нитридных металлоидов включают кубический нитрид бора (cBN) и Si3N4. Примером карбидного металлоида является B4C. Примером биметаллоидного соединения является SiB6.
Также в данном изобретении раскрывается способ формирования изделия из зернистого материала, включающий создание множества частиц сердцевины, состоящих из одного материала частицы сердцевины или множества различных материалов частицы сердцевины, выбранных из таких как TiN, TiCN, TiC, TiB2, ZrC, ZrN, ZrB2, HfC, HfN, HfB2, TaB2, VC, VN, cBN, hBN, Al2О3, Si3N4, SiB6, SiAlCB, B4C, В2О3, W2B5, WB2, WS2, AIN, AlMgB14, MoS2, MoSi2, Mo2B5, MoB2 и алмаза; и создание промежуточного слоя на большинстве этих частиц сердцевины в количестве, находящемся в диапазоне от 10% до 80% по весу изделия. Промежуточный слой обычно включает второе соединение, отличное по составу от материала частицы сердцевины, и имеет более высокую относительную вязкость разрушения, отличающегося тем, что второе соединение выбрано из WC, TaC, W2C, и смеси WC и W2C, тем самым образуя покрытые частицы.
Покрытые частицы обычно обрабатываются как было описано ранее, что включает нанесение наружного слоя на покрытые частицы, при этом наружный слой включает метал, выбранный из железа, кобальта, никеля и их смесей и образует практически непрерывный наружный слой на промежуточном слое, тем самым формируя компонентные частицы; формирование множества компонентных частиц в изделие; спекание изделия при температуре, достаточной для превращения в жидкое состояние, по крайней мере, части наружного слоя и в течение времени, достаточном для растворения от 5 об.% до 90 об.% промежуточного слоя в жидкости, образованной из наружного слоя для обеспечения эффективного количества жидкости для достижения практически абсолютной плотности без значительного внешнего давления уплотнения, при этом твердая часть вышеупомянутого промежуточного слоя предотвращает взаимодействие жидкости с частицами сердцевины; и затвердевание жидких фракций, образованных из наружного слоя и промежуточного слоя перед оказанием значительного ухудшающего свойства взаимодействия жидких фракций с частицами сердцевины.
Температура и время спекания таковы, что они не приводят к полному растворению промежуточного слоя, но в лучшем случае приводят к растворению некоторой части промежуточного слоя, такой как 5-50% растворение или 50-99% растворение промежуточного слоя. Действительно, именно твердая часть промежуточного слоя препятствует химическому взаимодействию жидкости с вышеупомянутыми частицами сердцевины.
Краткое описание чертежей
На Фиг.1 показана фазовая диаграмма псевдодвоичного WC-Co.
На Фиг.2 показано типичное спеченное изделие из ТСНР.
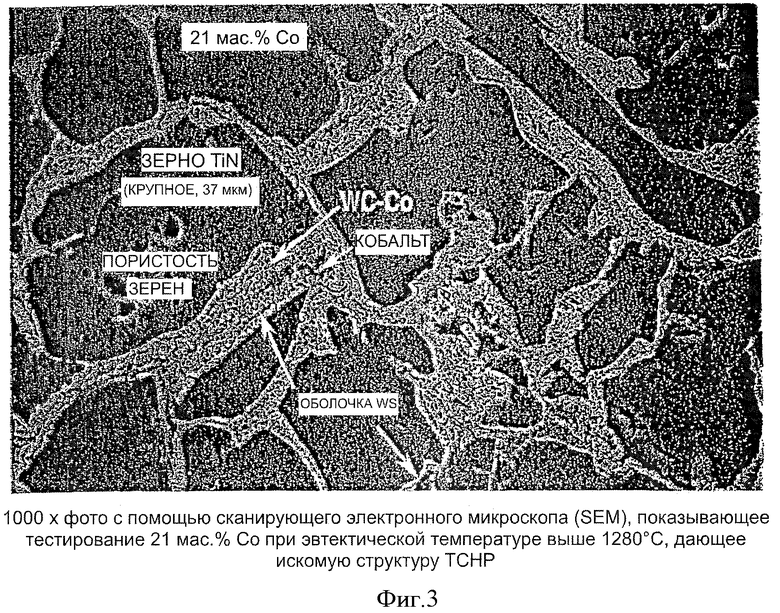
На Фиг.3 представлена фотография, сделанная с помощью сканирующего электронного микроскопа (SEM), на которой показано, что структура ТСНР не затрагивается даже тогда, когда включено избыточное количество Co.
На Фиг.4 представлена фотография, сделанная с помощью сканирующего электронного микроскопа (SEM), на которой показано эффективное предотвращение растворения слоя WC во время и после спекания.
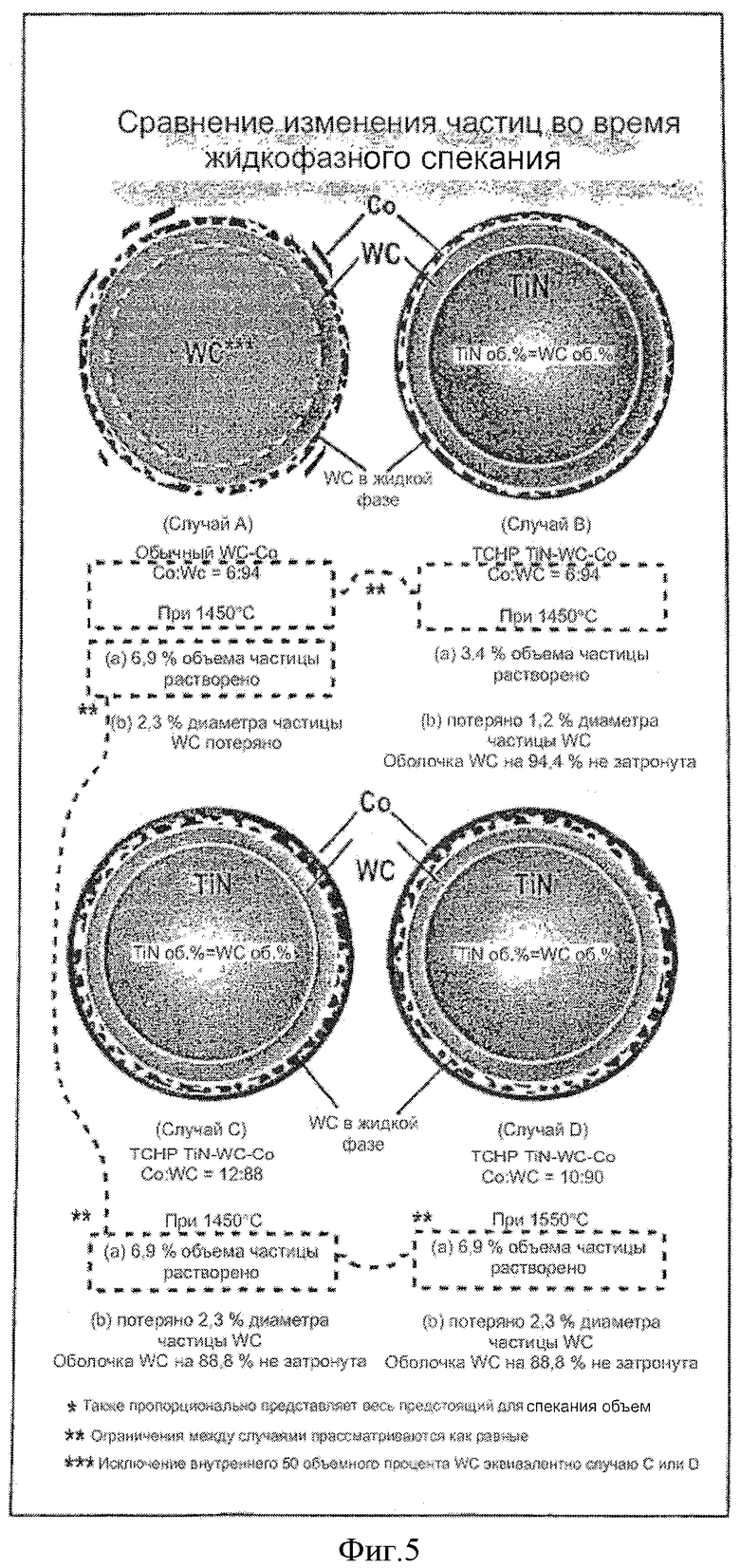
На Фиг.5 представлена модель различных материалов ТСНР при различных температурах спекания. Она сравнивает растворение частиц при различных условиях жидкофазного спекания.
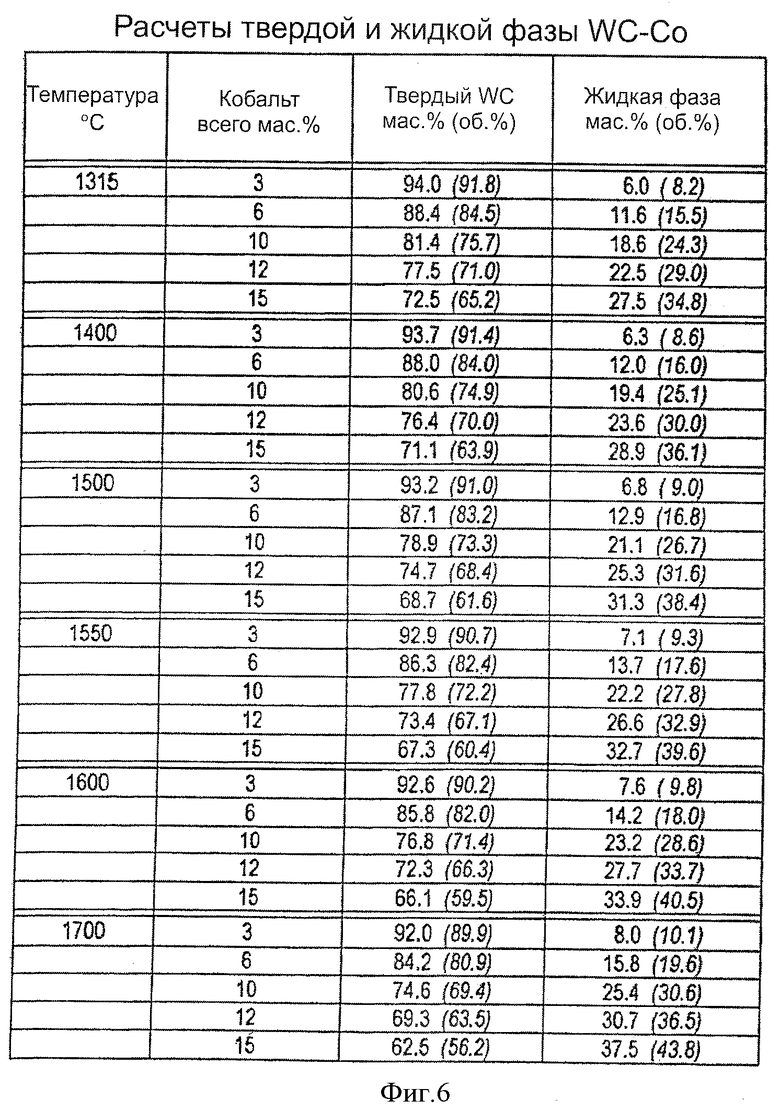
На Фиг.6 приводится таблица рассчитанных композиций твердой и жидкой фазы WC-Co при различных температурах и содержании кобальта.
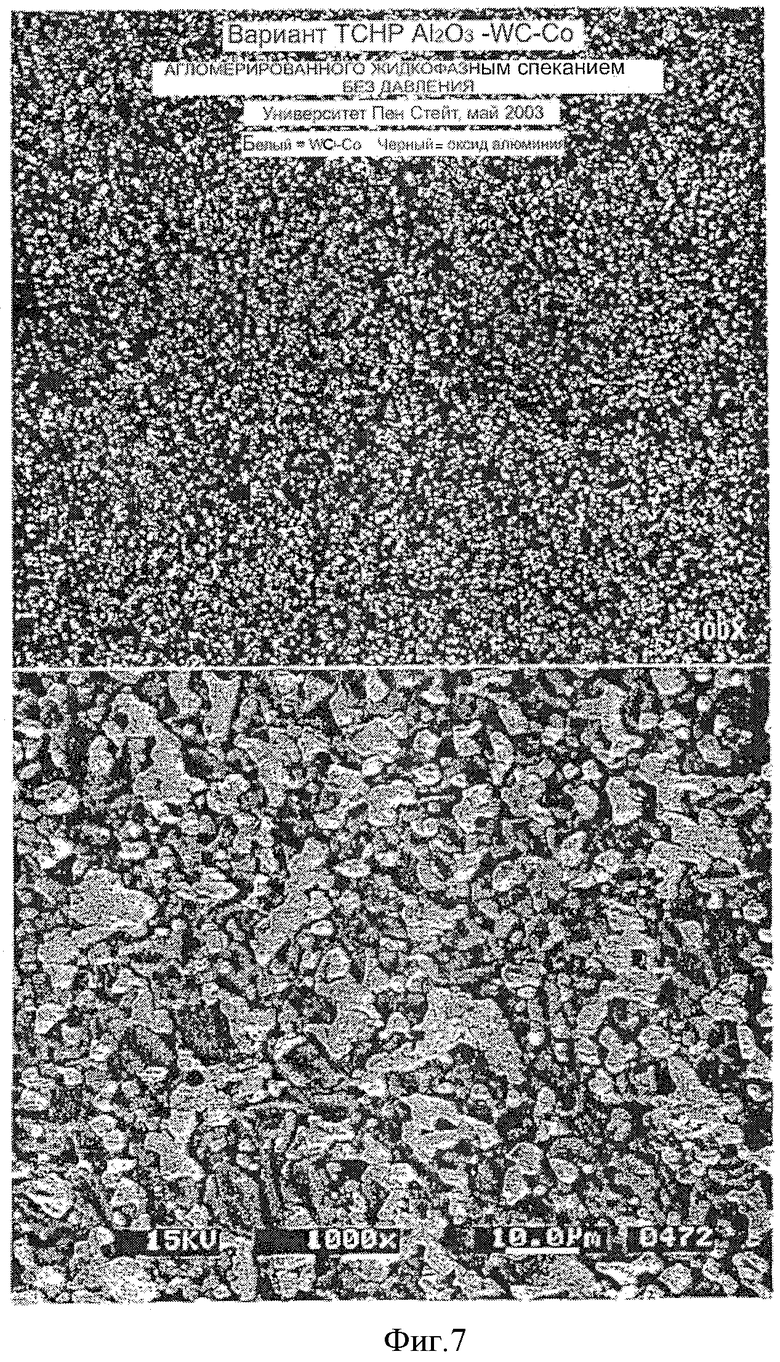
На Фиг.7 даны микроструктурные фотографии жидкофазного спеченного ТСНР. Подробное описание изобретения
В настоящем раскрытии предмета изобретения описываются способы заключения в оболочку (инкапсулирование) и спекания тонких частиц, имеющих требующийся набор свойств с модификаторами границ зерен, имеющими другие свойства, тем самым позволяя конструировать ранее невозможные комбинации свойств материала. «Строительный блок» частицы ТСНР содержит такие элементы как твердость + износостойкость + вязкость при разрушении + связующий метал + другие свойства создаваемой конструкции, и это дает материаловеду тысячи новых марок материала, у которых разработанные свойства одновременно оптимизированы на нано-, микро-, макро- и функциональных уровнях.
Слияние наноинкапсулирования со спеканием мелких частиц создает структуру псевдосплава, интегрирующую термодинамически несовместимые фазы и свойства материала. Подобная интеграция позволяет этим фазам и свойствам одновременно срабатывать как комплексным компонентам и как термически нанесенным покрытиям, например, у рабочих поверхностей и краев инструментов. Комбинация множества свойств, таких как, например, малый вес, низкий коэффициент трения, высокая/низкая теплопроводность, чистота поверхности, смазочная способность достигается без традиционных ограничений, налагаемых сплавами, покрытиями, усилением механических свойств и термообработкой.
Способы, описанные в данной заявке, включают формирование изделия из зернистого материала. Например, зернистый материал, или ТСНР, включает множество частиц сердцевины, промежуточное покрытие на большинстве частиц и наружное покрытие на частицах.
В примерах осуществления изобретения, где материалы представлены в виде порошка, частицы сердцевины могут быть уникальным классом композитного зернистого материала, который включает, например, один материал частиц сердцевины или множество различных материалов частиц сердцевины, выбранных из металлов или металлоидов нитридов, карбидов, карбонитридов, боридов, оксидов, сульфидов и силицидов, или алмаза. Материалы частиц сердцевины часто являются металлическим соединением, имеющим формулу MaXb, где M выбран из, по крайней мере, одного элемента, выбранного из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена, вольфрама, алюминия, марганца, меди, бора и кремния, где Х выбран из, по крайней мере, одного элемента, выбранного из азота, углерода, бора, серы, кремния и кислорода.
Буквы а и b в формуле MaXb, являются числами, которые находятся в диапазоне от нуля до четырнадцати. Неограничивающие примеры подобных соединений включают TiN, TiCN, TiC, ZrC, ZrN, VC, VN, Al2О3, Si3N4, SiB6, SiAlCB, W2B5, AIN, AlMgB14, МоS2, MoSi2, Mo2В5 и Mo2В. В другом примере осуществления изобретения множество частиц сердцевины включают, по крайней мере, одну частицу, выбранную из алмаза, кубического нитрида бора и гексагонального нитрида бора и их смесей друг с другом или любым из вышеописанных материалов.
Использование в данной заявке терминов «выбранный из» или «отобранный из» относится к выбору индивидуальных компонентов или комбинации двух (или более) компонентов. Например, Х может включать только одно вещество из азота, углерода, бора, серы, кремния и кислорода, или он может включать смесь любого или всех этих компонентов.
В других примерах осуществления изобретения большинство частиц содержат промежуточный слой, включающий WC, W2С, инструментальную сталь, стекловидные и расстеклованные сплавы наностали, нитрид кремния или карбид тантала. Подобные материалы имеют вязкость при разрушении, большую, чем у кубического нитрида бора. Однако следует понимать, что материал промежуточного слоя должен иметь не только более высокую вязкость при разрушении, чем материалы, составляющие частицы сердцевины, но также быть способным связываться с металлическим(-и) соединением(-ями) или материалом(-ами), образующими частицы сердцевины, и также быть способным связываться с материалом, выбранным из железа, кобальта, никеля, меди, титана, алюминия, магния, лития, бериллия, серебра, золота и платины.
В одном неограничивающем примере осуществления изобретения, покрытые частицы имеют средний размер частиц менее приблизительно 1000 микрон. В другом примере осуществления изобретения, покрытые частицы могут иметь средний размер частиц менее 100 микрон, например, менее чем около 50 микрон, даже менее 2 микрон и далее, например, менее чем около 1 микрона. В еще одном примере осуществления изобретения, покрытые частицы могут иметь средний размер частиц в диапазоне 100-1000 нанометров.
В другом неограничивающем примере осуществления изобретения промежуточный слой может иметь толщину после спекания в диапазоне от 5% до 50% диаметра частиц сердцевины. Толщина промежуточного слоя воздействует на механические свойства изделий, изготовленных из него. В одном примере осуществления изобретения, когда покрытые частицы (сердцевина с промежуточным слоем на ней) имеют средний диаметр частиц, измеряемый графически в фотомикрографии разреза с использованием метода свободного пробега частиц, составляющий менее чем приблизительно 2 микрона, сопротивление движению перемещения внутри смежных спеченных частиц усиливается, улучшая механические свойства спеченного изделия. Даже при использовании классического механического подхода с использованием анализа конечных элементов, очевидно, что увеличение толщины сферической оболочки WC, окружающей сферу TiN, от приблизительно 0,1 микрона до приблизительно 0,4 микрона может увеличить теоретическую вязкость при разрушении более чем на 40%. По мере того как покрытия из WC, TaC, W2C или WC и W2C уменьшаются, начиная с приблизительно 150 нанометров, предполагается, что отраженные нагрузки начинают постепенно увеличивать вязкость при разрушении на значительно более высокие значения, чем предсказанные анализом конечных элементов. Как обсуждалось Н.Лоуэт (N.Louat) в работе Acta Metallurgica, том 33, №1, стр.59-69 (1985), «отраженные нагрузки» определены как присущее им ньютоновское сопротивление микроструктурному дислокационному скольжению.
Подобный промежуточный слой может быть осажден, по крайней мере, одним способом, выбранным из химического осаждения из паровой фазы, физического осаждения из паровой фазы, плазменного осаждения, лазерного плакирования или процесса осаждения, плазменного плакирования, магнитноплазменного осаждения, электрохимического нанесения покрытия, электролизного нанесения покрытия, металлизации напылением, синтеза твердой фазы, процессов химического осаждения из растворов; и комбинацией этих процессов.
В некоторых примерах осуществления изобретения в зависимости от осаждаемого соединения или соединений, различных исходных веществ, используемых для данного осаждаемого соединения, используемого способа осаждения из предшествующего параграфа, химического состава частицы сердцевины, толщины промежуточного слоя и требуемых свойств покрытия, промежуточный слой осаждается при температуре, которая может находиться в диапазоне от 20°С до приблизительно 8000°С, подобно как, например, от 20°С до 125°С. В другом примере осуществления изобретения промежуточный слой осаждается при температуре, которая может находиться в диапазоне от 125°С до приблизительно 1800°С, от 1800°С до около 8000°С и далее, например, от 200°С до 800°С.
Дополнительно, в некоторых примерах осуществления изобретения промежуточный слой включает материал, выбранный, например, из WC, TaC, W2C или WC и W2C в количестве, который может находиться в диапазоне от, например, 60% до 98% по весу изделия. В другом примере осуществления изобретения промежуточный слой включает WC, TaC, W2C или WC и W2C в количестве, который может находиться в диапазоне от, например, 10% до 60% по весу изделия. В еще одном примере осуществления изобретения промежуточный слой включает WC, TaC, W2C или WC и W2C в количестве, который может находиться в диапазоне от, например, 5% до 10% по весу изделия.
В некоторых примерах осуществления изобретения большинство покрытых частиц ТСНР могут затем быть покрыты оболочкой (инкапсулированы) наружного связывающего слоя, который может, например, быть непрерывным. Этот слой может включать кобальт, никель, железо, их смеси, их сплавы или их интерметаллические соединения, осаждаемые на наружной поверхности второго слоя металлического соединения. Наружный слой обычно имеет толщину после спекания в диапазоне от 3% до 12% диаметра покрытых частиц. Подобный наружный слой включает, по крайней мере, один слой, выбранный из других металлов или керамики, связующего компонента, интенсификатора спекаемости и полимерного материала.
Наружный слой может осаждаться, по крайней мере, одним из следующих способов: химическое осаждение из паровой фазы, физическое осаждение из паровой фазы, плазменное осаждение, лазерное плакирование или процесс осаждения, плазменное плакирование, магнитноплазменное осаждение, электрохимическое нанесение покрытия, электролизное нанесение покрытия, металлизация напылением, синтез твердой фазы, процессы химического осаждения из растворов; и комбинация этих процессов. В одном примере осуществления ТСНР ранее упоминавшийся наружный слой включает, по крайней мере, одно соединение, выбранное из металла, керамики, связующего вещества, интенсификатора спекаемости, восков или полимерных материалов. В случае связующих веществ, интенсификаторов спекаемости, восков или полимерных материалов, покрытие может быть выполнено путем смешивания или усреднения, с или без добавления тепла в диапазоне от 50°С до 150°С.
Слои покрытия ТСНР могут осаждаться при широком диапазоне температур, используя различные процессы, при этом химическое осаждение из паровой фазы (CVD) является наиболее общепринятым. Наиболее обычный температурный диапазон для нанесения покрытия с помощью CVD составляет 200°С до 800°С. Однако значительно более высокие температуры (1800°С до около 8000°С) типичны для таких процессов как плазменное осаждение, магнитоплазменное осаждение, импульсное лазерное осаждение и разряд электрической дуги. Далее, гораздо более низкие температуры (20°С до 200°С) типичны для таких процессов, как химическое осаждение из насыщенных растворов, электрохимическое и электролизное осаждения.
Как и с промежуточным слоем, в различных осуществлениях изобретения наружный слой осаждается при различных температурах в зависимости от осаждаемого соединения или соединений, различных исходных веществ, используемых для данного осаждаемого соединения, используемого способа осаждения из предшествующего параграфа, химического состава частицы сердцевины, толщины промежуточного слоя и требуемых свойств покрытия, наружный слой осаждается при температуре, которая может находиться в диапазоне от 20°С до приблизительно 650°С. В одном примере осуществления изобретения наружный слой осаждается при температуре, которая может находиться в диапазоне от, например, 20°С до 125°С. В другом примере осуществления изобретения наружный слой осаждается при температуре, которая может находиться в диапазоне от, например, 125°С до 650°С. В другом примере осуществления изобретения наружный слой осаждается при температуре в диапазоне от, например, 200°С до 550°С.
Как было упомянуто, наружный слой частиц обычно имеет толщину после спекания в диапазоне от 3% до 12% диаметра покрытых частиц. Толщина наружного слоя может допускать поля деформации, связанные со смещениями в одной покрытой частице, которые передаются через наружный связующий слой на непосредственно следующий промежуточный слой.
В одном примере осуществления изобретения наружный слой включает величину, например, до 45% по весу изделия и далее, например, от около 0,5% до 3,0% по весу изделия. В другом примере осуществления изобретения наружный слой включает количество в диапазоне от более 3% до 18% по весу изделия, и в еще одном примере осуществления изобретения наружный слой содержит количество в диапазоне от более 18% до 45% по весу изделия.
Комбинация частиц сердцевины, промежуточного слоя и наружного слоя может образовать покрытую частицу, имеющую средний размер частицы, например менее около 1 микрона.
При использовании описанных выше порошков может быть разработан пример осуществления спеченного ТСНР, включающего множество вариантов спеченных покрытых ТСНР композитных частиц, имеющих множество описанных выше соединений или элементов частиц сердцевины, которые будут одновременно находиться в смежной микроструктуре с высокой вязкостью при разрушении, состоящей из частиц промежуточного покрытия и связующего слоя. Именно эти комбинации и перемещения (пермутации) более 30 различных соединений и элементов частиц сердцевины дают семейству ТСНР такое многообразие разнообразных свойств, каждое из которых имеет уникальные комбинации свойств.
В общем, ТСНР изготавливаются для окончательного уплотнения в готовые изделия или покрытия для них. Готовые изделия ТСНР предназначены для различных применений, при которых требуется как чрезвычайная износостойкость, так и высокая прочность. В примерах осуществления изобретения порошки ТСНР являются уникальным классом материалов, по сути состоящим из множественных композитных покрытых частиц ТСНР, спеченных в единое целое. В некоторых примерах осуществления изобретения, покрытые частицы ТСНР агломерированы в изделия с использованием жидкофазного спекания. В одном примере осуществления изобретения изделия агломерированы жидкофазным спеканием с использованием кобальта в качестве связующей фазы. В другом примере осуществления изобретения никель, или железо, или сплавы кобальта, никеля и железа могут использоваться в качестве связующих компонентов. Во время данного процесса спекания уплотнение может возникать в основном от капиллярных сил.
Жидкофазное спекание ТСНР может быть стимулировано несколькими факторами. Одним фактором является практически однородное распределение материала, включающего наружный слой, по всему порошку. Для целей описания распределения данного материала, «однородный» означает то, что наружный слой на поверхности промежуточного слоя частиц является таковым, что материал наружного слоя равномерно распределяется по массиву неспеченного утрамбованного порошка. Этого можно добиться в некоторых примерах осуществления изобретения путем добавления кобальта (или другого материала, включенного в наружный слой на частице) по атому во время процесса покрытия, чтобы заключить в оболочку, инкапсулировать поверхность высокооднородной покрытой WV частицы ТСНР с заданным соотношением Co:WC. Это продолжается до тех пор, пока требуемое соотношение Co:WC не будет однородно распределено на частицах ТСНР и по всему порошку. Этот признак ТСНР позволяет адаптировать условия таким образом, чтобы подходить к различным требующимся составам ТСНР, как, например, путем (а) защиты частиц сердцевины от растворения связующим веществом и (b) обеспечения смежной прочной поддерживающей структуры. Результатом являются более высокие температуры спекания, чем используемые для обычных материалов WC-Co, в то же время снижая требование более высокого внешнего давления без подверженности риску роста зерен WC и потери прочности. Более однородное распределение Co также приводит к значительно лучшей микроструктурной стабильности и равномерному распределению частиц сердцевины износостойкой фазы. Получаемая в результате однородная микроструктура ТСНР имеет более совершенную микроструктурную целостность. Это приводит к меньшему количеству структурных дефектов и далее переходит в лучшие, более соответствующие свойства материала при сопутствующем увеличении характеристик.
В некоторых примерах осуществления изобретения спекание может произойти при условиях, таких как температура и/или давление уплотнения в течение времени, достаточном для получения жидкой фазы в наружном слое, промежуточном слое или и том и другом вместе в количестве до, например, 99,5%, подобно 70% по объему слоев, не включая объем частицы сердцевины и далее, например, до 45% по объему слоев, не включая объем частиц сердцевины.
В некоторых примерах осуществления изобретения, температура спекания может находиться в диапазоне, например, от 600°С до около 8000°С. В одном примере осуществления изобретения температура может колебаться от 600°С до 1700°С, как, например, от 1250°С до 1700°С. В другом примере осуществления изобретения температура спекания может находиться в диапазоне, например, от 1700°С до около 8000°С.
В одном неограничивающем примере осуществления изобретения температура спекания может находиться в диапазоне, например, от 600°С до 1700°С и величина жидкой фазы может находиться в диапазоне, например, от 6 до 44% по объему слоев, не включая объем частиц сердцевины.
Обычно уплотнение ТСНР происходит при неком давлении более высоком, чем давление абсолютного нуля, как-то в диапазоне от абсолютного нулевого давления до атмосферного давления.
Обычно «вакуумные» давления спекания происходят в диапазоне 1-760 тор (760 тор = 1 атмосфера), и это обычно называется «спеканием без давления». В данном случае использование давления ниже атмосферного обычно преследует две цели - управление скоростями химической реакции и управление физическими процессами во время различных температурных диапазонов, используемых во время процесса спекания. Газы могут включать азот, аргон, гелий, водород, неон, криптон, ксенон, метан, ацетилен, окись углерода, двуокись углерода, их смеси и связанные с ними соединения, но не ограничиваются ими.
Следует понимать, что спекание без давления относится только к спеканию или уплотнению при температурах спекания, а не к формированию предварительно обожженного (или «зеленого») изделия во время процессов холодного или полугорячего прессования, таких как холодное изостатическое прессование (CIP). Во время процедур прессования, внешнее давление уплотнения обычно прилагается в количестве, достаточном для формирования «зеленого» изделия. Обычным специалистам в данной области будет понятно, что спекание не происходит во время процессов полугорячего или холодного прессования.
Связующие компоненты, обычно используемые для добавления дообжиговой прочности изделиям, образованным из описанных здесь ТСНР, включают парафиновые воски, стеариновую кислоту, этилен бис-стеарамид (EBS), пластификаторы (такие как поливиниловый спирт, полиэтиленгликоль или синтетические смолы) и подобные органические соединения, но не ограничиваются ими.
Некоторые порошки ТСНР сердцевины, типа нитридов, включающие TiN, ZrN и HfN, но не ограничивающиеся ими, реагируют на высокие температуры спекания путем выделения газа азота. Выделение N2 освобождает атомы Ti, которые могут обеднить покрытие WC углеродом, создавая нестехиометрическое состояние, которое вредно для механических свойств ТСНР. Примеры химических реакций ТСНР, которые могут быть предотвращены или активизированы путем использования давлений ниже атмосферного, включают реакции окисления и восстановления (типа декарбонизации, раскисления, денитрификации, газовыделения или химического разложения различных составных частей в порошке сердцевины или покрытий). Управление этими реакциями окисления и восстановления желательно для однородности спеченных деталей и для процессов стабилизации, что в дальнейшем окажет дополнительную помощь в затвердевании.
Некоторые частицы ТСНР сердцевины имеют очень беспорядочную форму, и могут потребоваться добавки смазки для помощи при их уплотнении, так как они не округляются с помощью растворения. В дополнении к этому, тонкие покрытия ТСНР из WC и Co требуют защиты от атмосферного кислорода и влажности, и это может потребовать дополнительного полимерного защитного покрытия. Примеры физических процессов ТСНР, контролируемых путем использования давлений ниже атмосферного, включают перенос полимерных материалов (например, скорости удаления связующего компонента или смазки), скорости испарения, скорости теплопроводности и возможного теплового разрушения составных материалов.
Полимерные материалы используются в этих примерах применения ТСНР в качестве летучих компонентов и смазок, для покрытия защитной оболочкой, а для увеличения долговечности/устойчивости, например, содержат ранее упоминавшиеся, парафиновые воски, стеариновую кислоту, этилен бис-стеарамид (EBS), пластификаторы (такие как поливиниловый спирт, полиэтиленгликоль или синтетические смолы) и сходные органические соединения.
Давления ниже атмосферного обычно не используются для процессов уплотнения. Одной из целей абсолютных давлений выше атмосферного является уплотнение порошковой металлической детали. Однако давления газа выше атмосферного может также служить для управления перечисленными выше реакциями.
Понятно, что объем жидкой фазы в наружном слое или промежуточном слое может быть увеличен путем роста, по крайней мере, одного параметра, выбранного, например, из температуры спекания, давления спекания и содержания материала связующего компонента. Неограничивающим примером связующего компонента является кобальт.
Очень однородное распределение Co, как локально, так и во всем объеме ТСНР, снижает требование высокого внешнего давления путем допуска увеличения температуры спекания до необходимой температуры, превышающей вышеупомянутую эвтектическую точку в 1275°С для получения количества жидкой фазы, необходимого для массопереноса и затвердевания ТСНР.
При спекании ТСНР даже при суб-эвтектических температурах, угол смачивания слоя кобальта на покрытии WC может, например, быть небольшим и, далее, например, может быть равен нулю. В одном примере осуществления изобретения кобальту в ТСНР, нанесенному непосредственно на слои WC, необходимо переместиться на чрезвычайно короткие расстояния, чтобы смочить и покрыть WC покрытия. Во время нагрева ТСНР наружные слои атомов в каждом слое WC сначала диффундируют и затем растворяются в наружный слой Co. Слой WC однородно растворяется по направлению снаружи внутрь. В ТСНР эти слои достигают термодинамического равновесия и жидкой фазы со значительно сниженной необходимой мобильностью кобальта.
В некоторых примерах осуществления изобретения кобальт не проникает через покрытие в частицу сердцевины. Например, чрезвычайно непрерывная структура поверхности покрытия WC(1-x), типичная для плотности покрытий при осаждении из газовой фазы (CVD), может присутствовать на вставках инструментов и других изделиях. Поликристаллы WC(1-x), полученные осаждением из газовой фазы (CVD), при температурах осаждения могут быть до двух порядков величины меньше и более плотно упакованы, чем обнаруживаемые в обычных раздробленных частицах WC-Co. Во время науглероживания покрытия WC(1-x) до стехиометрии, имеется рост зерен внутри поликристаллов покрытия (в зависимости от температуры науглероживания). Однако существенная близость кобальта к этим поликристаллам такова, что поликристаллы покрытия будут однородно растворены вокруг покрытия WC, и равновесие может ограничить рост зерен. На Фиг.3 и Фиг.4 на структурах покрытия WC после спекания можно увидеть, что поликристаллы могут быть на один порядок величины меньше, чем при обычных раздробленных поликристаллах WC-Co. В другом примере осуществления изобретения в зонах, где происходит значительное накопление Co, можно заметить рост зерен до около 1 микрона.
Непроницаемость покрытий ТСНР из WC к проникновению Co может быть, по крайней мере, частично объяснена следующим. Аксиоматично, что WC и Со в ТСНР химически ведут себя практически как WC и Co в обычных смесях твердых сплавов.
Путем оценки фазовой диаграммы WC-Co (см. Фиг.5) можно определить (см. Фиг.6), что во время спекания типичной расчетной матрицы ТСНР, состоящей из 50 об.% частиц (75 мас.%) покрытия WC при составе покрытия из 94 мас.% WC - 6 мас.% Co при 1500°С, 87,1 мас.% покрытия WC (или 92,7% исходного покрытия WC в 50 об.%) остается в качестве защитного твердого WC в покрытии ТСНР на частицах сердцевины ТСНР. Так как покрытие WC растворяется снаружи вовнутрь, оставшийся твердый WC может присутствовать только в качестве намеченного защищающего сердцевину структурного покрытия.
По мере того как кобальт размягчается и приближается к жидкой фазе, ожидается некоторый перенос частиц, но только перенос будет недостаточным для обеспечения полного затвердевания, так что необходимо превратить в жидкое состояние дополнительный WC. Затвердевание может быть получено даже при очень низких объемах жидкой фазы. Так как Со жидкой фазы однородно распределен в ТСНР, почти полностью вдоль всех поверхностей WC, без группировок или градиентов, очень низкий объем жидкого связующего Co может обеспечить основную часть жидкофазного спекания. Предполагается, что растворение WC должно обеспечить остальную часть жидкофазного спекания.
Как упоминалось, покрытия WC частиц ТСНР обычно растворяются снаружи вовнутрь, оставляя нерастворенным защитный и структурный слой вокруг частиц сердцевины, и повторно выпадают в осадок и образуют центры кристаллизации для усиления существующего покрытия частиц или служат в качестве кинетически транспортируемого заполнителя пор и межкристаллического пространства. При использовании в данной работе «межкристаллический заполнитель» означает материал, который заполняет междоузлия (небольшие пространства) между смежными частицами. Только частичное растворение слоя покрытия WC в связующем Co необходимо для затвердевания, повторного осаждения/рекристаллизации WC и создания непрерывной целостности микроструктурной матрицы ТСНР. Единственной требующейся мобильностью Co и WC является мобильность, необходимая для переноса материала для заполнения уменьшающихся соседних междоузлий между покрытыми частицами сердцевины.
Теоретически, существует, по крайней мере, три пути для увеличения растворения растворяемого вещества в растворителе: (1) увеличение количества присутствующего растворителя (в одном примере осуществления изобретения соотношение Co:WC в мас.%), (2) увеличение температуры растворителя и растворяемого вещества, и (3) снижение давления на растворитель и растворяемое вещество. В действительности существуют только два пути увеличения количества жидкой фазы, присутствующей при спекании ТСНР. Рассматриваются первые два пути.
Некоторое количество частиц сердцевины, например, переходные карбиды металла и нитриды, будут химически взаимодействовать с кобальтом, никелем и другими связующими компонентами. Эти частицы сердцевины называются группой частиц с «растворяемой сердцевиной». Что касается увеличения температуры, даже если температура спекания ТСНР была бы значительно увеличена до величины, достаточной для обеспечения необходимого количества жидкой фазы для LPS (жидкофазного спекания) - толстый слой WC все еще будет присутствовать для защиты группы частиц с «растворяемой сердцевиной» от воздействия кобальта. Возможно, необходимо так сильно увеличить температуру до значения, требующегося для получения любого дополнительного количества жидкой фазы («смазка + заполнитель междоузлия + капиллярный аттрактор), необходимого для абсолютной плотности при минимальном внимании к росту зерен.
Например, в одном примере осуществления изобретения с использованием частицы TiN с сердцевиной ТСНР в 1 микрон при равных WC и TiN в об.%, первоначальное покрытие WC (сферическая модель) будет иметь толщину почти 129 нм и будет включать около 75 мас.% всей частицы. Растворение WC при 1500°С удалит только 7,9 нм или около 6% толщины покрытия, оставив около 121 нм или около 94% первоначальной толщины покрытия для защиты частицы сердцевины для обеспечения равенства расстояний между частицами и структурной прочности.
В связи с подобным свойством ТСНР увеличение количества присутствующего растворителя связывающей фазы, например, увеличение толщины слоя кобальта, является другим возможным способом спекания, который может использоваться в соответствии с описанными здесь способами. Например, увеличение мас.% кобальта выше значений, обычных при спекании WC-Co, становится осуществимым как средство для обеспечения требуемого растворения, капиллярности, кинетики WC и упрочнения для ТСНР. Следует помнить, что в ТСНР WC присутствует в первую очередь как твердый материал матрицы в связи с тем, что реальная износостойкость обеспечивается частицами сердцевины. Поэтому добавленный кобальт увеличит количество жидкой фазы во время спекания, и в то же время увеличит вязкость при разрушении после охлаждения.
Спекание может происходить способом, выбранным из следующих процессов: прессовочное спекание, вакуумное спекание, формование под давлением методом впрыска, пластифицированная экструзия, горячее прессование, горячее изостатическое прессование (HIP), спекание методом горячего изостатического прессования, агломерационная электропечь, процесс лазерного плакирования, плазменное плакирование, высокоскоростной кислородно-топливный (HVOF) процесс, искровое плазменное спекание, плазменное спекание под давлением, метод в среде передачи давления, динамическое/взрывное прессование, агломерационный пресс для ковки и штамповки, быстрое макетирование, электронно-лучевой способ и электродуговой способ.
В ТСНР покрытие WC защищает частицы сердцевины. Во-первых, во время спекания, особенно в группе с «растворимой сердцевиной», покрытие WC может защитить частицы сердцевины от растворения связующим металлом и может также защитить матрицу от вредных примесей, таких как, например, TiN, ZrN, NbC. Во время использования чрезвычайно износостойкие частицы сердцевины ТСНР могут защитить опорную матрицу от износа после спекания, в то время как опорная матрица защищает хрупкие фазы от растрескивания и напряжения. На Фиг.2 отображена спеченная микроструктура типичного материала ТСНР.
Структура ТСНР с небольшим размером твердых частиц сердцевины и вязкими оболочками наноразмера, отделенными тонкими кобальтовыми связками размером менее одного микрометра между зернами, улучшает, например, эластичность, твердость, вязкость при разрушении и прочность. В одном неограничивающем примере осуществления изобретения, даже при использовании материала с низкой твердостью (подобного кобальту), отраженные нагрузки от дислокации (смещения) вблизи поверхности (и все они происходят вблизи поверхности при зернах размером ниже микрометра), свойства композита выше, чем возможные свойства в абразивных композитах.
В соответствии с описанным здесь способом, ТСНР обеспечивает пригодный для спекания металлический зернистый материал, который может быть разработан таким образом, чтобы обеспечить оптимальный баланс свойств, таких как, например, вязкость при разрушении, прочность, низкий коэффициент трения и жесткость. В одном неограничивающем примере осуществления изобретения операционные усовершенствования, которые можно наблюдать в пресс-формах и другом инструментарии, изготовленном из ТСНР, представляют собой, например: (а) низкий коэффициент трения на границе раздела между обрабатываемой деталью и инструментом, что дает снижение нагревания, износа и образования кратеров и требует меньше энергии при обработке и дополнительного использования внешних смазок, что в конечном итоге приводит к более длительному сроку службы инструмента и лучшему управлению процессом; (b) низкая химическая активность с железом, снижающая налипание и диффузию, фланкирование или износ пресс-формы и что, в свою очередь, продлевает срок службы экструзионной формы; и (с) микроструктура спеченного материала инструмента, в котором прочный, крепкий материал покрытия (например, WC) на частицах образует клеточную опорную макроструктуру на инструменте, в то же время обеспечивая плотное прилегание поверхности и плотно примыкающий защитный слой для твердых частиц сердцевины (из, например, TiN), удерживающий их в нужном положении и позволяющий оптимальную подверженность внешнему воздействию и сохранение твердой фазы у износостойкой поверхности инструмента. Это контрастирует с изделиями, изготовленными обычными способами, в которых сплавление Ti-Co-WC значительно снижает крепость связующего вещества, существующего между частицами, и само связующее вещество снижает уровень вязкости при разрушении и прочности на изгиб, или в которых изделие из спеченного материала полностью покрыто оболочкой для придания твердости, при этом тонкое покрытие имеет ограниченный срок службы или трещины.
Размещение сплавов твердой фазы внутри в качестве частицы сердцевины вместо размещения снаружи, распределяет сплавы твердой фазы (обнаженные на внешних поверхностях после конечного измельчения) по спеченной микроструктуре в значительно больших пропорциях и толщине, чем это возможно в любом известном обычном материале. Это само по себе может, например, увеличить износостойкость, снизить химическое взаимодействие с обрабатываемой деталью и значительно снизить коэффициент трения. Срок службы инструмента может быть увеличен путем постоянного обновления поверхностных зерен, которые изнашиваются и удаляются противоположной скользящей поверхностью.
Также характеристики износа и адгезии многих возможных материалов сердцевины известны по их поведению в обычных материалах, так что их эксплуатационные качества в качестве материалов сердцевины являются прогнозируемыми в свете настоящего раскрытия сущности изобретения. Так как в некоторых неограничвающих примерах осуществления изобретения частицы сердцевины покрыты известными материалами (например, WC), смешивание и спекание вместе покрытых покрытием частиц, имеющих несколько различных материалов сердцевины, упростит усиления множества характеристик. Соответственно, стоимость разработки и тестирования снижаются, в то же время обеспечивая конечный материал с уникальными свойствами. Таким образом, конструирование спеченной микроструктуры, в которой каждая частица имеет плотную оболочку (промежуточный слой), который может очень сильно прикрепляться к своим соседним частицам и образовывать прочную ячеистую опорную систему по всей подложке спеченного изделия, производит спеченное изделие с высокой комбинацией прочности, высокого модуля эластичности, вязкости разрушения и содержания твердого сплава.
В некоторых примерах осуществления изобретения получаемая в результате микроструктура изделия представляет собой ячеистый микроструктурный каркас, состоящий из прочных, крепких, взаимосвязанных покрытых оболочкой частиц, каждая из которых содержит и поддерживает, по крайней мере, один материал, выбранный из механически и химически связанных частиц сердцевины, кристаллов, волокон и нитевидные кристаллы. Данный принцип оптимизации комбинации различных материалов для частиц сердцевины и окружающего промежуточного слоя позволяет комбинировать обычно конфликтующие характеристики изделия, такие как прочность и хрупкость, на уровнях, недостижимых в обычных материалах.
Эта концепция может дать конструктору материалов множество инструментов, которые могут быть использованы по отдельности или в комбинации и исчерпывающий способ обеспечения простого и полного управления при адаптации структуры частицы ТСНР (толщины промежуточного слоя, размера и материала сердцевины) и смешивания (интегрируя различные порошки в зоны инструмента и изделия), чтобы отвечать различным уникальным, комбинированным и специально требуемым условиям для отдельного изделия или инструмента.
Более того, использование стандартного прочного материала (типа WC, например) в качестве твердой наружной оболочки частицы значительно снижает усилия на исследования, разработку и промышленное внедрение, потому что только один исходный газовый реагент материала (например, карбида вольфрама) должен использоваться для покрытия частиц порошка, вместо многих десятков сложных исходных газов и химически активных газов, используемых при многократном внешнем покрытии подложки. Подобные зернистые материалы будут спекаться так, как будто бы они сделаны из частиц карбида вольфрама, например, которые, как уже известно, очень прочно связываются с соседними частицами карбида вольфрама и связующим компонентом типа кобальта. Толщина покрытия из карбида вольфрама на частице может быть увеличена, например, чтобы соответствовать более сложным требованиям прочности или может быть уменьшена, например, в применениях с более критическим износом, чтобы решить большинство задач конструкции. Например, размер частицы сердцевины может быть легко увеличен для соответствия более строгим требованиям по износостойкости или уменьшен для применений с более высокой прочностью. Использование различных материалов частиц сердцевины с такими характеристиками как, например, жесткость и коэффициент трения, известными или зарекомендовавшими себя как лучшие в специфических применениях, таких как, при износе по грани (режущего инструмента) или язвенном износе, может быть также осуществлено путем выбора материала сердцевины. Также можно сочетать вышеупомянутую толщину, диаметр и параметры порошка материала сердцевины для решения большинства применений с множеством критериев.
Изделия, изготовленные из частиц ТСНР, объединяют лучшие механические свойства, такие как прочность, твердость, высокий модуль упругости, вязкость при разрушении, низкое взаимодействие с обрабатываемой деталью и низкий коэффициент трения, которые существуют отдельно в обычных материалах и формируют изделия с несравнимыми комбинированными свойствами. ТСНР имеют практически неограниченные применения в производстве, модификации поверхности, или ремонте компонентов, сборок и машин. Одна группа компонентов включает режущие, формующие, шлифовальные, измерительные, нефтяные, а также горнодобывающие и строительные инструменты. Неинструментальные компоненты включают биомедицинское, военное, электронное, спортивное, терморегулирование и космические применения. Обширные промышленные применения можно найти в сельскохозяйственном, гражданском, деревообрабатывающем и целлюлозно-бумажном, нефтехимическом, производстве резин и пластмасс, транспортном, авиационном/авиакосмическом, морском, архитектурном и энергетическом секторах. Таким образом, этот материал хорошо подходит для использования в широком массиве изделий, включая, например:
инструментарий, такой как фильеры для волочения проволоки, экструзионные матрицы, ковочные штампы, режущие и чеканочные штампы, формы, формующие ролики, пресс-формы для литья под давлением, ножницы, сверла, фрезерные резцы и фрезы для токарного станка, пилы, мастер-пуансоны, долота, расширители, метчики и штампы;
индивидуальные механические детали, такие как шестерни, эксцентрики, цапфы, сопла, уплотнения, седловины клапанов, крыльчатки насосов, барабаны, направляющие ролики, подшипники и изнашиваемые поверхности;
интегрированные совместно спеченные компоненты для замены сопряженных деталей двигателя внутреннего сгорания, шатунов, подшипников и/или обеспечения твердых зон поверхности в механических деталях из порошкового металла, заменяющих кованые или изготовленные на станке стальные детали с зонами термообработки, такие как распределительный вал, детали трансмиссии, детали принтера/копировальной машины;
изделия для тяжелой промышленности, такие как буровые головки для бурения глубоких скважин, зубцы для горнодобывающего и передвигающего землю оборудования, горячие валки для сталепрокатных станов; и
электромеханические компоненты, такие как приводы памяти, головки считывания, специализированные магниты.
Тот факт, что изготовленные изделия ТСНР являются однородными макроскопически, а не покрытыми внешней оболочкой, может предложить пользователям или поставщикам возможность экономичного перешлифования и повторного использования первоначально изношенных изделий. Это особенно важно для таких инструментов, как фильеры для волочения проволоки, спиральные сверла, шарошки и водометные сопла.
Специалистам в данной области будет понятно, что изменения могут вноситься в описанные выше примеры осуществления изобретения, не отклоняясь от его широкой изобретательской концепции. Следовательно, понятно, что данное изобретение не ограничивается конкретными раскрытыми примерами осуществления, но включают модификации, находящиеся в пределах сущности и объема изобретения, определенного прилагаемой формулой.
Если не определено иначе, все числа, выражающие количества ингредиентов, условия реакции и так далее, используемые в описании и формуле, понимаются как во всех случаях модифицированные термином «приблизительно», что должно означать +/-5% от выраженного числа.
Соответственно, если не указано противоположное, числовые параметры, изложенные в данном описании и прилагаемой формуле, являются аппроксимациями, которые могут меняться в зависимости от желаемых свойств, которые предполагается получить с помощью настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2726161C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2753932C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2726135C1 |
| СУПЕРАБРАЗИВНЫЙ МАТЕРИАЛ С ЗАЩИТНЫМ АДГЕЗИВНЫМ ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ПОКРЫТИЯ | 2014 |
|
RU2666390C2 |
| КОМПОЗИТНАЯ ВСТАВКА С ПОЛИКРИСТАЛЛИЧЕСКИМИ АЛМАЗАМИ | 2010 |
|
RU2503522C2 |
| МАТЕРИАЛ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2018 |
|
RU2739838C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ TI, TI-СПЛАВОВ И СПЛАВОВ НА ОСНОВЕ NI | 2017 |
|
RU2741728C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОГО СПЛАВА С РЕГУЛИРОВАНИЕМ РАСПРЕДЕЛЕНИЯ И КОЛИЧЕСТВА УГЛЕРОДА В ЕГО ОБЪЕМЕ | 2011 |
|
RU2479653C1 |
| ПОРОШОК, СОДЕРЖАЩИЙ ПОКРЫТЫЕ ЧАСТИЦЫ ТВЕРДОГО МАТЕРИАЛА | 2019 |
|
RU2763369C1 |
| ТВЕРДОСПЛАВНЫЙ НАКОНЕЧНИК И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2424875C2 |

Изобретение относится к порошковой металлургии, в частности к получению изделий из порошков с покрытием. На частицы сердцевины, состоящие из по меньшей мере одного соединения, выбранного из нитридов металла и металлоида, карбидов металла и металлоида, карбонитридов металла и металлоида, боридов металла и металлоида, оксидов металла и металлоида, сульфидов металла и металлоида и силицидов металла и металлоида, и алмаза, наносят промежуточный слой из соединения, отличного по составу от материала частиц сердцевины. Соединение промежуточного слоя способно связываться с материалом частиц и с металлом, выбранным из группы: железо, кобальт, никель, медь, титан, алюминий, магний, литий, бериллий, серебро, золото, платина и их смеси. На промежуточный слой наносят наружный слой из металла, выбранного из группы: железо, кобальт, никель и их смеси, с образованием компонентных частиц. Полученные частицы формуют и проводят жидкофазное спекание при температуре, достаточной для превращения в жидкое состояние, по крайней мере, части наружного слоя, в течение времени, обеспечивающего растворение части промежуточного слоя в жидком наружном слое для обеспечения эффективного количества жидкости для достижения практически абсолютной плотности без приложения значительного внешнего давления уплотнения. Способ позволяет получить изделие с высокой плотностью, прочностью, износостойкостью. 3 н. и 41 з.п. ф-лы, 7 ил.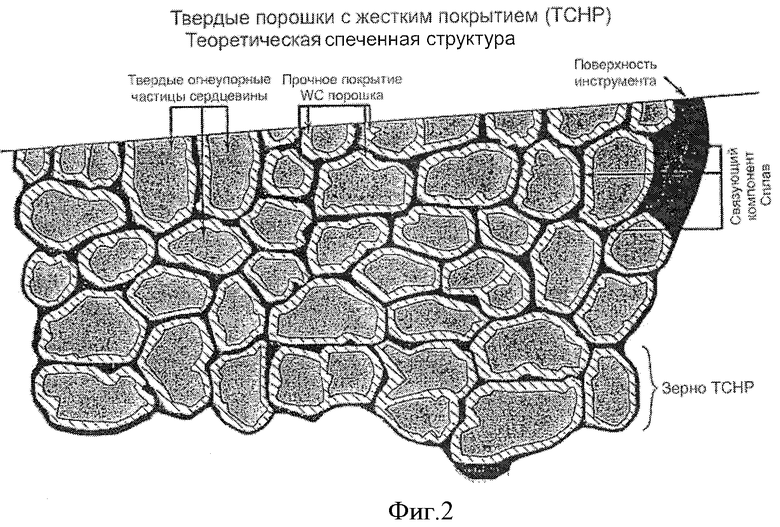
1. Способ формирования изделия, включающий
приготовление множества частиц сердцевины, содержащих один материал частиц сердцевины или множество различных материалов частиц сердцевины, при этом вышеупомянутый материал частиц сердцевины выбран из группы, состоящей из нитридов металла и металлоида, карбидов металла и металлоида, карбонитридов металла и металлоида, боридов металла и металлоида, оксидов металла и металлоида, сульфидов металла и металлоида и силицидов металла и металлоида, и алмаза;
создание промежуточного слоя на большинстве вышеупомянутых частиц сердцевины, при этом вышеупомянутый промежуточный слой включает второе соединение, отличное по составу от вышеупомянутого материала частиц сердцевины, и имеет более высокую относительную вязкость при разрушении, при этом второе соединение способно связываться с вышеупомянутым материалом частиц сердцевины и способно связываться с металлом, выбранным из группы, состоящей из железа, кобальта, никеля, меди, титана, алюминия, магния, лития, бериллия, серебра, золота, платины и их смесей, тем самым формируя покрытые частицы;
нанесение наружного слоя на вышеупомянутые покрытые частицы, при этом вышеупомянутый наружный слой включает метал, выбранный из группы, состоящей из железа, кобальта, никеля и их смесей, для формирования практически непрерывного наружного слоя на вышеупомянутом промежуточном слое, тем самым образуя компонентные частицы;
формование множества вышеупомянутых компонентных частиц в изделие;
спекание вышеупомянутого изделия при температуре, достаточной для превращения в жидкое состояние, по крайней мере, части вышеупомянутого наружного слоя, и в течение времени, достаточного для растворения части вышеупомянутого промежуточного слоя в жидкой фракции, образованной из вышеупомянутого наружного слоя, для обеспечения эффективного количества жидкости для достижения практически абсолютной плотности без приложения значительного внешнего давления уплотнения; и
затвердевание жидких фракций, образованных из вышеупомянутого наружного слоя и вышеупомянутого промежуточного слоя, до оказания значительного вредного воздействия вышеупомянутых жидких фракций на вышеупомянутые частицы сердцевины.
2. Способ по п.1, отличающийся тем, что вышеупомянутый материал частиц сердцевины имеет формулу MaXb, где M является элементом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена, вольфрама, алюминия, магния, меди и кремния; X является элементом, выбранным из азота, углерода, бора, серы и кислорода; а и b являются числами больше нуля до четырнадцати включительно.
3. Способ по п.1, отличающийся тем, что вышеупомянутый материал частиц сердцевины выбирают из группы, состоящей из TiN, TiCN, TiC, TiB2, ZrC, ZrN, ZrB2, HfC, HfN, HfB2, TaB2, VC, VN, cBN, hBN, Al2О3, Si3N4, SiB6, SiAlCB, B4C, В2О3, W2B5, WB2, WS2, AlN, AlMgB14, MoS2, MoSi2, Mo2B5, MoB2 и их смесей.
4. Способ формирования изделия, включающий
приготовление множества частиц сердцевины, содержащих один материал частиц сердцевины или множество различных материалов частиц сердцевины, при этом вышеупомянутый материал частиц сердцевины выбирают из группы, состоящей из TiN, TiCN, TiC, TiB2, ZrC, ZrN, ZrB2, HfC, HfN, HfB2, TaB2, VC, VN, cBN, hBN, Al2O3, Si3N4, SiB6, SiAlCB, B4C, B2O3, W2B5, WB2, WS2, AlN, AlMgB14, MoS2, MoSi2, Mo2B5, MoB2 и алмаза;
создание промежуточного слоя на большинстве вышеупомянутых частиц сердцевины величиной в диапазоне от 10 до 80% по весу вышеупомянутого изделия, при этом вышеупомянутый промежуточный слой включает второе соединение, отличное по составу от вышеупомянутого материала частиц сердцевины, и имеет более высокую относительную вязкость при разрушении, при этом второе соединение выбрано из группы, состоящей из WC, TaC, W2C и смеси WC и W2C, тем самым формируя покрытые частицы;
нанесение наружного слоя на вышеупомянутые покрытые частицы, при этом вышеупомянутый наружный слой включает металл, выбранный из группы, состоящей из железа, кобальта, никеля и их смесей, и образует практически непрерывный наружный слой на вышеупомянутом промежуточном слое, тем самым образуя компонентные частицы;
формование множества вышеупомянутых компонентных частиц в изделие;
спекание вышеупомянутого изделия при температуре, достаточной для превращения в жидкое состояние, по крайней мере, части вышеупомянутого наружного слоя, и в течение времени, достаточного для растворения от 5 до 90 об.% вышеупомянутого промежуточного слоя в жидкой фракции, образованной из вышеупомянутого наружного слоя, для обеспечения эффективного количества жидкости для достижения практически абсолютной плотности без приложения значительного внешнего давления уплотнения; при этом твердая часть вышеупомянутого промежуточного слоя предотвращает химическое взаимодействие вышеупомянутой жидкой фракции с вышеупомянутыми частицами сердцевины; и
затвердевание жидких фракций, образованных из вышеупомянутого наружного слоя и вышеупомянутого промежуточного слоя, до оказания значительного вредного воздействия вышеупомянутых жидких фракций на вышеупомянутые частицы сердцевины.
5. Способ по любому из пп.1-3, отличающийся тем, что вышеупомянутые температура и время спекания не приводят к полному растворению вышеупомянутого промежуточного слоя.
6. Способ по любому из пп.1-3, отличающийся тем, что вышеупомянутые температура и время спекания приводят к 5-50% растворению вышеупомянутого промежуточного слоя.
7. Способ по любому из пп.1-3, отличающийся тем, что вышеупомянутые температура и время спекания приводят к 50-99% растворению вышеупомянутого промежуточного слоя.
8. Способ по любому из пп.1-3, отличающийся тем, что твердая часть вышеупомянутого промежуточного слоя предотвращает химическое взаимодействие вышеупомянутой жидкой фракции с вышеупомянутыми частицами сердцевины.
9. Способ по любому из пп.1-3, отличающийся тем, что вышеупомянутый промежуточный слой включает материал, выбранный из группы, состоящей из WC, W2C, инструментальной стали, стекловидных и расстеклованных сплавов наностали, нитрида кремния и карбида тантала.
10. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутые покрытые частицы имеют средний размер частиц менее около 1000 мкм.
11. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутые покрытые частицы имеют средний размер частиц менее около 100 мкм.
12. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутые покрытые частицы имеют средний размер частиц менее около 50 мкм.
13. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутые покрытые частицы имеют средний размер частиц менее около 2 мкм.
14. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутые покрытые частицы имеют средний размер частиц менее около 1 мкм.
15. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутые покрытые частицы имеют средний размер в диапазоне 100-1000 нм.
16. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый промежуточный слой имеет толщину после спекания в диапазоне от 5 до 50% диаметра вышеупомянутых частиц сердцевины.
17. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой имеет толщину после спекания в диапазоне от 3 до 12% диаметра вышеупомянутых частиц сердцевины.
18. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой далее включает один или более слоев материала, выбранного из группы, состоящей из металла, керамики, связующего компонента, интенсификатора спекаемости и полимерного материала.
19. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый промежуточный слой осаждают, по крайней мере, одним из способов, выбранных из химического осаждения из паровой фазы, физического осаждения из паровой фазы, плазменного осаждения, лазерного плакирования или процесса осаждения, плазменного плакирования, магнитноплазменного осаждения, электрохимического нанесения покрытия, электролизного нанесения покрытия, металлизации напылением, синтеза твердой фазы, процессов химического осаждения из растворов, и комбинацией этих процессов.
20. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой осаждают, по крайней мере, одним из способов, выбранных из химического осаждения из паровой фазы, физического осаждения из паровой фазы, плазменного осаждения, лазерного плакирования или процесса осаждения, плазменного плакирования, магнитноплазменного осаждения, электрохимического нанесения покрытия, электролизного нанесения покрытия, металлизацией напылением, синтеза твердой фазы, процессов химического осаждения из растворов и комбинацией этих процессов.
21. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый промежуточный слой осаждают при температуре в диапазоне от 125 до 1800°С.
22. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый промежуточный слой осаждают при температуре в диапазоне от 20 до 125°С.
23. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый промежуточный слой осаждают при температуре в диапазоне от 1800 до 8000°С.
24. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый промежуточный слой осаждают при температуре в диапазоне от 200 до 800°С.
25. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой осаждают при температуре в диапазоне от 20 до 125°С.
26. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой осаждают при температуре в диапазоне от 125 до 650°С.
27. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой осаждают при температуре в диапазоне от 200 до 550°С.
28. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутая температура спекания находится в диапазоне от 600 до 1700°С.
29. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутая температура спекания находится в диапазоне от 1700 до 8000°С.
30. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой содержится в количестве от 0,5 до 3% по весу вышеупомянутого изделия.
31. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой содержится в количестве от 3 до 18% по весу вышеупомянутого изделия.
32. Способ по любому из пп.1-4, отличающийся тем, что вышеупомянутый наружный слой содержится в количестве от 18 до 45% по весу вышеупомянутого изделия.
33. Способ по любому из пп.1-3, отличающийся тем, что вышеупомянутый промежуточный слой включает материал, выбранный из WC, TaC и W2C в количестве от 60 до 98% по весу вышеупомянутого изделия.
34. Способ по любому из пп.1-3, отличающийся тем, что вышеупомянутый промежуточный слой включает материал, выбранный из группы, состоящей из WC, TaC и W2C в количестве от 10 до 60% по весу вышеупомянутого изделия.
35. Способ по любому из пп.1-3, отличающийся тем, что вышеупомянутый промежуточный слой включает материал, выбранный из группы, состоящей из WC, TaC и W2C в количестве от 5 до 10% по весу вышеупомянутого изделия.
36. Способ по любому из пп.1-4, отличающийся тем, что спекание происходит при давлении уплотнения и температуре, достаточных для получения жидкой фазы, содержащей наружный слой, промежуточный слой или тот и другой в количестве до 45% объема компонентных частиц, не включая объем частиц сердцевины.
37. Способ по любому из пп.1-4, отличающийся тем, что спекание происходит при давлении уплотнения и температуре, достаточных для получения жидкой фазы в наружном слое, промежуточном слое или том и другом в количестве до 99,5% объема компонентных частиц, не включая объем частиц сердцевины.
38. Способ по любому из пп.1-4, отличающийся тем, что уплотнение спекания происходит в первую очередь за счет капиллярных сил.
39. Способ по любому из пп.1-4, отличающийся тем, что температура спекания находится в диапазоне от 600 до 1700°С, и количество жидкой фазы находится в диапазоне от 6 до 44% объема компонентных частиц, не включая объем частиц сердцевины.
40. Способ по любому из пп.1-4, отличающийся тем, что объем жидкой фазы возрастает посредством увеличения, по крайней мере, одного параметра, выбранного из температуры спекания и содержания кобальта.
41. Способ по любому из пп.1-4, отличающийся тем, что уплотнение происходит в атмосфере газа, выбранного из азота, аргона, гелия, водорода, неона, криптона, ксенона, метана, ацетилена, окиси углерода, двуокиси углерода и их смесей и соединений.
42. Способ по п.41, отличающийся тем, что вышеупомянутые технологические газы поставляются в диапазоне от нулевого абсолютного давления до атмосферного давления.
43. Способ по любому из пп.1-4, дополнительно включающий смешивание, по крайней мере, одной добавки, выбранной из парафиновых восков, стеариновой кислоты, этилен бис-стеарамида (EBS), поливинилового спирта и полиэтиленгликоля, с множеством вышеупомянутых компонентных частиц до или одновременно с вышеупомянутым формованием.
44. Изделие, сформированное способом по любому из пп.1-4.
| US 6372346 A, 16.04.2002 | |||
| КОМПОЗИЦИОННЫЙ ПОРОШОК ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2085613C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2098388C1 |
| ПЛАКИРОВАННЫЙ ПОРОШОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2103112C1 |
| US 5672382 А, 30.09.1997. | |||

