Настоящее изобретение относится к способу изготовления режущего инструмента, содержащего твердосплавную подложку, которая содержит регулируемое количество мелкодисперсной эта-фазы.
Область техники, к которой относится изобретение
Из уровня техники известны режущие твердосплавные инструменты.
Влияние содержание углерода на структуру твердого сплава хорошо известно. Дефицит углерода ведет к образованию эта-фазы, например, W6Co6C, W3Co3C, тогда как избыток углерода приводит к осаждению графита. Содержание углерода обычно поддерживают так, что не образуется ни эта-фаза, ни графит. Эта-фаза и графит считаются чем-то, чего следует избегать. Известно, что твердые сплавы, которые включают эта-фазу, будут хрупкими и по этой причине эта-фаза, как правило, нежелательна.
Однако существуют некоторые марки твердых сплавов в уровне техники, когда эта-фазу образуют умышленно. В US4843039 режущую твердосплавную пластину с покрытием изготавливают с низким содержанием углерода, так, что после спекания твердый сплав содержит эта-фазу. Твердый сплав затем подвергают науглероживающей обработке, так что образуется градиентная поверхностная зона. Поверхностная зона не содержит эта-фазу и имеет более низкое содержание Co (кобальта), чем внутренняя часть твердого сплава. Однако эти типы материалов не очень хорошо подходят для операций резки. Вместо этого эти типы материалов используют обычно для горнодобывающих применений, как в EP0182759.
EP2691198 описывает твердый сплав, пригодный для горнодобывающих применений, который усиливают наночастицами эта-фазы в связующей фазе. Размер зерна наночастиц меньше чем 10 нм и твердый сплав имеет магнитное насыщение по меньшей мере 70*201,9 мкТм3/кг=141 мкТм3/кг.
Трещины гребня являлись проблемой для фрезерных применений и существовало постоянное стремление найти материал режущего инструмента, который имеет улучшенную стойкость к трещинам гребня и таким образом имеет более длинный срок службы инструмента.
Было обнаружено, что с помощью получения твердосплавной подложки с регулируемой и равномерно распределенной эта-фазой можно значительно улучшить стойкость к трещинам гребня.
Подробное описание изобретения
Настоящее изобретение относится к способу изготовления режущего инструмента, содержащего твердосплавную подложку, включающему следующие этапы:
обеспечение первого спеченного твердосплавного тела, содержащего WC (карбид вольфрама), металлическую связующую фазу и эта-фазу, содержащую карбиды Me12C и/или Me6C, где Me выбирают из W (вольфрама), Mo (молибдена) и из одного или более металлов связующей фазы и при том, что субстехиометрическое содержание углерода в твердом сплаве составляет от -0,30 до -0,16 масс.%
термическую обработку упомянутого первого спеченного твердосплавного тела при температуре от 500 до 830°С в течение времени от 1 до 24 ч.
Термообработку целесообразно выполнять при температуре в пределах от 500 до 830°С, предпочтительно в пределах от 600 до 800°С. Время при повышенной температуре находится обычно в пределах от 1 до 24 ч, предпочтительно в пределах от 1,5 до 8 ч.
В одном варианте осуществления настоящего изобретения термообработку проводят на отдельном этапе, например, в печи.
В одном варианте осуществления настоящего изобретения термообработку проводят, в то время как на твердосплавную подложку наносят PVD покрытие (физическим осаждением из газовой фазы), когда температура осаждения является такой, что температура подложки и время осаждения будут находиться в пределах диапазонов термообработки, описанных выше. Фактическая температура подложки обычно ниже, чем заданная температура осаждения в камере PVD, поэтому если термообработку проводят в камере PVD, то она должна быть установлена так, что подложки имеют соответствующую температуру, чтобы получить целевой эффект от термической обработки.
В другом варианте воплощения настоящего изобретения термообработку проводят в конце цикла спекания в печи спекания во время периода охлаждения.
Термообработка будет воздействовать на материал таким образом, что он будет иметь повышенную стойкость к трещинам профиля резьбы.
Для твердосплавных подложек, где связующей фазой является Co, такое изменение свойства может быть легко измерено с помощью изменения коэрцитивной силы (Hc). Термообработка будет вызывать увеличение коэрцитивной силы (Hc).
Если температура термообработки будет превышать 830°С, влияние коэрцитивной силы будет намного меньше и положительные эффекты тем самым будут уменьшены.
Другой путь увидеть эффект термообработки состоит в измерении соотношения между количествами Co (fcc) (fcc-с гранецентрированной кубической структурой) и Co (hcp) (hcp-с гексагональной структурой с плотной упаковкой). Термообработка будет увеличивать объемную фракцию Co(hcp) в связующей фазе.
Под эта-фазой здесь подразумеваются карбиды, выбранные из Me12C и Me6C, где Me выбирают из W, Mo и одного или более металлов связующей фазы. Обычными карбидами являются W6Co6C, W3Co3C, W6Ni6C, W3Ni3C, W6Fe6C, W3Fe3C.
В одном варианте осуществления настоящего изобретения эта- фаза содержит и Me12C, и Me6C.
В одном варианте осуществления настоящего изобретения эта- фаза не содержит Mo.
Еще в одном варианте осуществления настоящего изобретения эта-фаза включает в себя Mo. Если Mo присутствует в твердом сплаве, то Mo будет заменять некоторое количество вольфрама в эта-фазе.
Средний размер зерна для эта-фазы обычно составляет от 0,1 до 10 μм, предпочтительно от 0,5 до 3 μм.
Распределение эта-фазы должно быть как можно более равномерным.
В одном варианте осуществления настоящего изобретения объемная фракции эта-фазы обычно составляет от 2 до 10 объем.%, предпочтительно в пределах от 4 до 8 объем.% и более предпочтительно в пределах от 4 до 6 объем.%.
В одном варианте осуществления настоящего изобретения распределение эта-фазы является одним и тем же во всей твердосплавной подложке. Под этим здесь подразумевается, что твердый сплав не содержит каких-либо градиентов эта-фазы или зон без эта-фазы, аналогичных градиенту, например, в US 4843039.
Твердый сплав в настоящем изобретении имеет субстехиометрическое содержание углерода в определенных пределах. Субстехиометрический углерод является мерой содержания углерода по отношению к стехиометрическому значению углерода. Субстехиометрическая величина является хорошим инструментом для использования, поскольку не зависит от других параметров, таких как содержание связующей фазы, других карбидов и т.д.
Углеродный баланс в твердом сплаве является важным для управления образованием эта-фазы. Обычно содержание углерода в твердом сплаве составляет от -0,30 до -0,16 масс.% субстехиометрического углерода, предпочтительно в пределах от -0,28 до -0,17 масс.% субстехиометрического углерода.
С другой стороны содержание стехиометрического углерода зависит от других параметров, таких как содержание связующей фазы и т.д. Содержание стехиометрического углерода является расчетной величиной и может быть рассчитано как для порошковой смеси, так и для спеченного твердого сплава. Для порошка перед спеканием стехиометрическую величину рассчитывают, предполагая, что WC (карбид вольфрама) полностью стехиометрический, т.е. атомное соотношение W:C составляет 1:1. Если присутствуют другие карбиды, также предполагается, что они должны быть стехиометрическими.
Если стехиометрическое содержание углерода вычисляют для спеченного твердого сплава, например, состоящего из Co и WC, это можно сделать как исходя из количества введенного сырья WC, предполагая, что атомное соотношение W:C составляет 1:1 или из измерений спеченного материала, а затем исходя из измеренного содержания вольфрама рассчитывают стехиометрическое содержание углерода, предполагая, что атомное соотношение W:C составляет 1:1.
Это означает, что используемый здесь термин субстехиометрический углерод, является общим содержанием углерода, определяемым с помощью химического анализа за вычетом рассчитанного стехиометрического содержания углерода, исходя из WC и возможных других карбидов, присутствующих в твердом сплаве.
В виде примера, если рассчитанное стехиметрическое содержание углерода для конкретного твердого сплава составляет 5,6 масс.%, и необходимо получить такой же твердый сплав, но с содержанием углерода 5,30 масс.%, субстехиометрический углерод будет составлять -0,30 масс.%
Для того чтобы достичь хорошо распределенной эта-фазы, которая необходима для получения улучшенного сопротивления трещинам гребня (трещинам профиля резца), существенным является получение корректного содержания углерода. Следовательно, не только простое присутствие эта-фазы, которая даст улучшение сопротивления трещинам гребня (трещинам профиля резца), необходимо, чтобы эта-фаза была равномерно распределена в отвечающем требованиям количестве. Это достигается с помощью тщательного контроля баланса углерода в процессе изготовления.
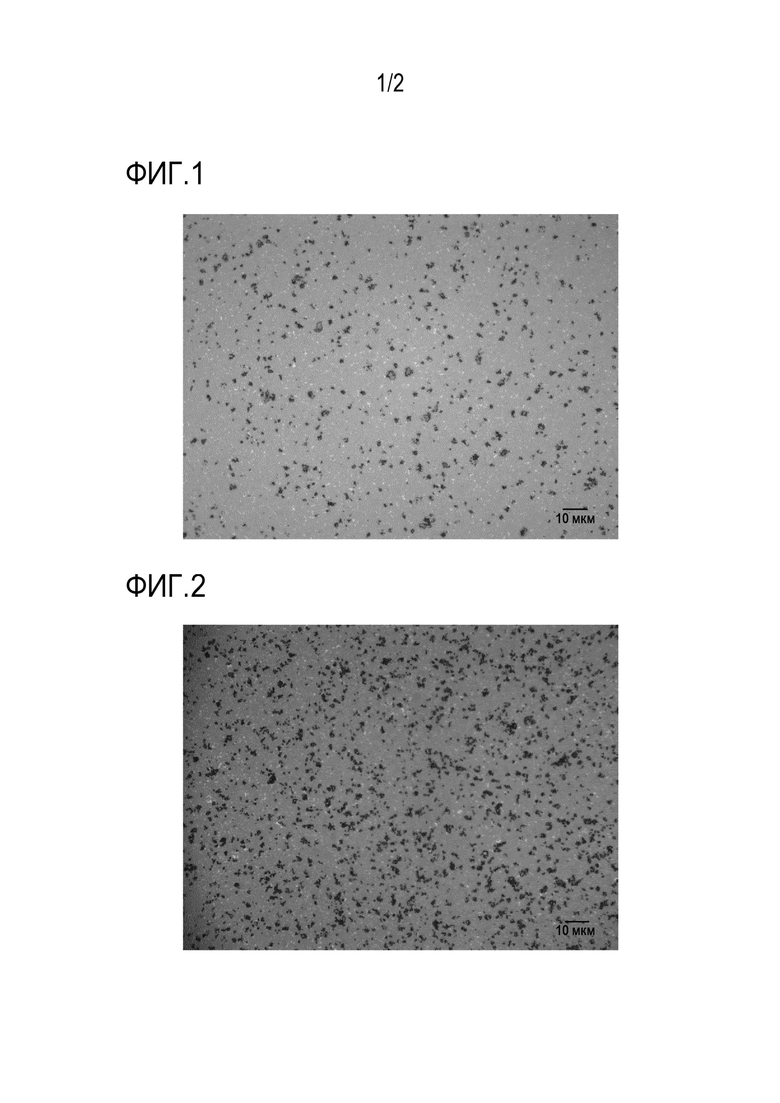
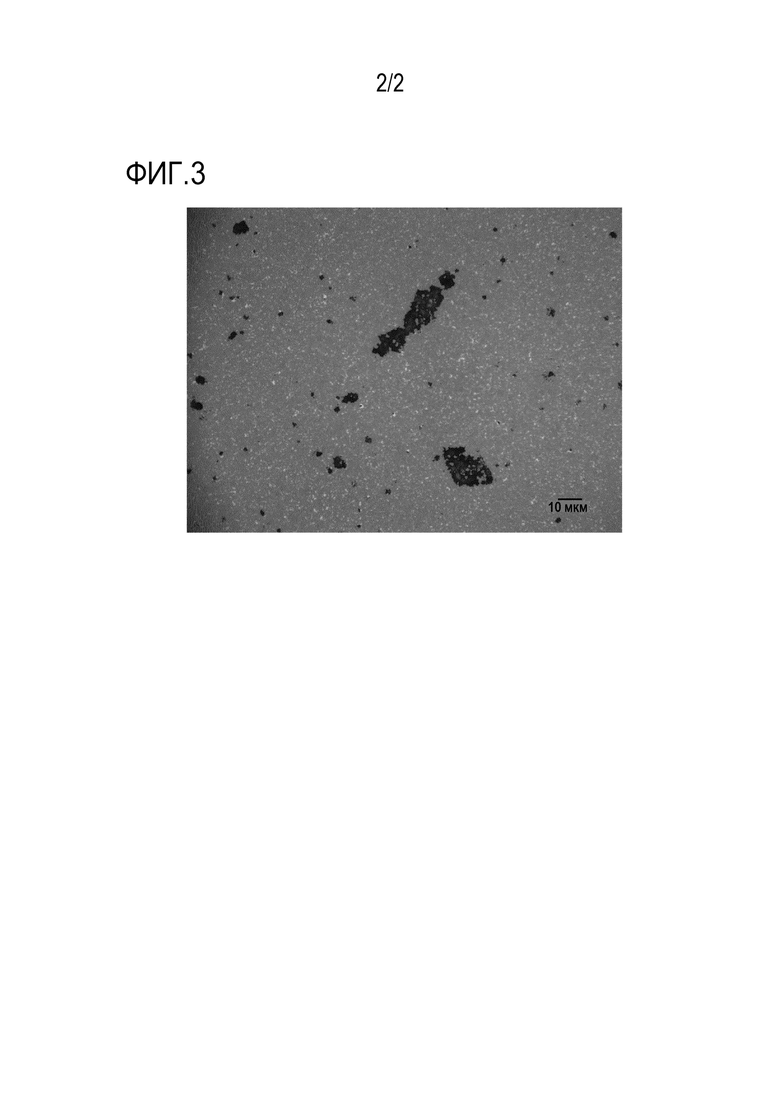
Если содержание углерода в спеченном твердом сплаве слишком низкое, т.е. ниже чем субстехиометрическое -0,30 масс.%, то количество эта-фазы становится слишком большим и твердый сплав будет хрупким. С другой стороны, если содержание углерода выше, чем заявленный диапазон, т.е. выше -0,16, но все еще в области образования эта-фазы, образовавшаяся эта-фаза будет распределена неравномерно как в больших кластерах, что приводит к снижению вязкости твердого сплава. Пределы для интервала субстехиометрического содержания углерода основаны на анализах, полученных методами, описанными в примерах. Различие в содержании углерода среди получения нежелательных больших кластеров эта-фазы, см. например, Фиг.3, и получения тонкодисперсной эта-фазы см. Фиг.1, что является целью, может быть очень мало. Близость к этому пределу требует мониторинга микроструктуры, чтобы убедиться в том, что нежелательные большие кластеры отсутствуют.
Твердый сплав согласно настоящему изобретению должен иметь тонкодисперсную эта-фазу, под этим здесь подразумевается, что твердый сплав не содержит больших кластеров эта-фазы.
Связующую фазу обычно выбирают из одного или более Fe, Co и Ni, предпочтительно Co в количестве от 2 до 20 масс.% от спеченного тела, предпочтительно в пределах от 5 до 12 масс.% спеченного тела.
В одном варианте осуществления настоящего изобретения, когда в твердом сплаве присутствует Cr, часть Cr растворяется в связующей фазе.
Количество WC в твердом сплаве находится обычно в пределах от 80 до 98 масс.%. Размер зерна (FSSS)(FSSS-Fisher Sub Sieve Sizer ситовой классификатор Фишера) WC в порошке сырьевого материала перед спеканием находится обычно в пределах от 0,1 до 12 μм, предпочтительно в пределах от 0,4 до 9 μм.
В одном варианте осуществления настоящего изобретения твердый сплав также содержит Mo в количестве от 0,5 до 20 масс.%, предпочтительно 0,8-5 масс.%.
Твердый сплав может также содержать другие составляющие, обычные в уровне техники твердых сплавов, например, карбиды, карбонитриды или нитриды одного или более из Ti, Ta, Nb, Cr или V.
Первое спеченное твердосплавное тело изготавливают в соответствии с обычными способами, известными в уровне техники, т.е. с помощью получения порошков, образующих твердые составляющие, порошков, образующих связующую фазу и органической прессовочной добавки, например, PEG. Порошки смешивают с фрезерной жидкостью (размалывающей гидросмесью). Затем образовавшуюся взвесь подвергают измельчению, сушке, прессованию и спеканию для образования первого спеченного твердосплавного тела. Соответствующую субстехиометрическую величину углерода получают добавлением к взвеси одного или более из W, W2C, Mo или Mo2C. Обычно часть углерода теряется в процессе спекания из-за присутствия кислорода. Кислород будет вступать в реакцию с углеродом и уходить в виде CO или CO2 в процессе спекания, тем самым сдвигая баланс углерода, так, что введенное количество одного или более из W, W2C, Mo или Mo2C необходимо регулировать. Сколько точно углерода теряется в процессе спекания, зависит от используемого сырья и производственных технологий, и именно квалифицированный специалист в данной области техники должен регулировать добавки W, W2C, Mo или Mo2C так, чтобы получить расчетное субстехиометрическое содержание углерода в спеченном материале.
Порошки, образующие твердые составляющие, выбирают из WC и других составляющих обычных для техники твердых сплавов, например, карбидов, карбонитридов или нитридов одного или более из Ti, Ta, Nb, Cr или V.
В одном варианте осуществления настоящего изобретения режущую твердосплавную пластину предоставляют с износостойким PVD-покрытием.
В одном варианте осуществления настоящего изобретения режущую твердосплавную пластину предоставляют с износостойким PVD-покрытием (покрытие физическим осаждением из газовой фазы), обычно являясь нитридом, оксидом, карбидом или их смесью из одного или более элементов, выбранных из Al, Si и групп 4,5 и 6 периодической системы.
Покрытие также можно подвергнуть дополнительным обработкам, известным в уровне техники, например, очистке щетками, струйной очистке и т.д.
Под режущим инструментом здесь подразумевается режущая вставке, концевая фреза или сверло.
В одном варианте осуществления настоящего изобретения режущим инструментом является режущая пластина, предпочтительно режущая пластина для фрезерной обработки.
В одном варианте осуществления настоящего изобретения твердосплавную подложку используют для фрезерования чугуна, стали, Ti-сплавов.
Настоящее изобретение относится также к режущему инструменту, содержащему твердосплавную подложку, изготовленную согласно способу, описанному выше.
Режущий инструмент, изготовленный согласно способу, описанному выше, содержит твердосплавную подложку, содержащую WC, и связующую фазу, содержащую один или более из Co, Fe и Ni, при том, что твердый сплав содержит также эта-фазу, содержащую карбиды Me12C и/или Me6C, где Me является один или более металл, выбранный из W, Mo и металла связующей фазы, при том субстехиометрическое содержание углерода в твердом сплаве составляет от -0,30 до -0,16 масс.%.
Для твердосплавных подложек, где связующей фазой является Co это изменение свойств можно легко измерить с помощью изменения коэрцитивной силы (Hc). Термообработка будет вызывать увеличение коэрцитивной силы (Hc). Коэрцитивная сила, измеренная после термообработки, будет выше по меньшей мере 1,5 кА/м по меньшей мере выше 2,5 кА/м, чем коэрцитивная сила, измеренная до термообработки.
Если температура термообработки будет превышать 830°С, влияние коэрцитивной силы будет гораздо меньше и положительные эффекты тем самым будут снижены.
Еще один способ увидеть влияние термообработки состоит в измерении соотношения между объемной фракцией Co (fcc) и Co (hcp) в твердом сплаве. Обычно соотношение Co (fcc)/Co (hcp) после термообработки будет меньше, чем 80/20, предпочтительно меньше, чем 70/30. Co (fcc) и Co (hcp) измеряют обычно с помощью EBSD (дифрактометрии с обратным рассеянием электронов).
Подробное описание чертежей
Фиг. 1 показывает LOM-изображение (изображение, полученное с помощью светового оптического микроскопа) твердого сплава по настоящему изобретению, имеющего субстехиометрическое содержание углерода в спеченном теле -0,17 масс.%.
Фиг. 2 показывает LOM-изображение твердого сплава, полученного из порошка, имеющего содержание углерода, меньше, чем заявленное субстехиометрическое содержание углерода -0,35 масс.%.
Фиг. 3 показывает LOM-изображение твердого сплава, имеющего субстехиометрическое содержание углерода в спеченном теле -0,15 масс.%, т.е. содержание углерода, больше заявленного.
Пример 1
Были приготовлены две спеченные подложки. Их составы показаны в Таблице 1.
Таблица 1
метрический углерод в спеченном теле (масс.%)
*Общий Co (кобальт) в материале, т.е. количество добавленного порошка Co.
Количество эта-фазы определяли путем анализа изображения, с использованием программного пакета Image J, используя настройку ʺАвтоматическиʺ. Изображения, использованные для анализа, были LOM изображениями с увеличением 500Х и 1000Х, были выполнены по два измерения при каждом увеличении и значения в Таблице 2 являются их средними значениями. Значение в таблице является средним из четырех анализов изображения, выполненных на двух изображениях, по 2 измерения на каждом изображении. % магнитного Co определяли путем анализа с помощью Foerster Koerzimat CS 1.096 от Foerster Instruments Inc., по стандарту DIN IEC 60404-7. Результаты показаны в Таблице 1.
Стехиометрическое содержание углерода в спеченном материале вычисляют с помощью первого измерения общего содержания углерода с использованием инструментального средства LECO WC-600, для этого анализа перед анализом образец измельчали. Точность значений составляет ± 0,01 масс.%. Содержание Co измеряется с помощью XRF (рентгеновской флуоресценции) с использованием прибора Panalytical Axios Max Advanced. Вычитая количество кобальта и углерода из общего веса образца, получают содержание W, которое используют для вычисления стехиометрического содержания углерода, предполагая, что WC имеет соотношение 1:1.
Вычитая стехиометрическое содержание углерода из общего углерода, измеренного инструментальным средством LECO WC-600, получают субстехиометрическое содержание углерода.
Ссылочная подложка 1 предназначена для такого же твердого сплава, что в изобретении 1, но без эта фазы. Причина, по которой содержание кобальта отличается между изобретением 1 и ссылочной подложкой 1, состоит в том, что когда образуется эта-фаза, Co расходуется, поскольку Co является частью эта-фазы. Это означает, что количество металлического кобальта, т.е. количество кобальта, который работает как связующее в твердом сплаве, будет меньше чем добавленное количество, если для компенсации не добавляют дополнительный кобальт. Для подложки 1 7,4 масс.% Co является общим количеством кобальта, которое было введено, тогда как по оценкам количество металлического кобальта в подложке 1 составляет около 6 масс.%
Пример 2 (термообработка)
Подложку 1 подвергали термообработке в течение 2 ч при 650°С. Термически обработанная подложка 1 и необработанная подложка 1 вместе со ссылочной подложкой 1 затем были обеспечены одним и тем же PVD покрытием, нанесенным при 700°С. Термически обработанную подложку с покрытием далее в данном документе обозначают изобретение 1, необработанную подложку с покрытием обозначают сравнительная 1, ссылочную с покрытием 1 обозначают ссылочная 1.
Коэрцитивная сила и % магнитного Co были проанализированы до и после осаждения. Результаты показаны в таблице 2. Коэрцитивную силу измеряли по ISO3326.
Co (fcc) и Co (hcp) измеряли, с помощью EBSD. Образцы подготавливали с помощью ионной полировки, и подготовленные образца монтировали на держатель образца и помещали в сканирующий электронный микроскоп (SEM). Образцы были наклонены под 70° относительно горизонтальной плоскости и в направлении EBSD детектора. Сканирующий электронный микроскоп (SEM), используемый для характеристики, представлял собой Zeiss Supra 55 VP, работающий при 15 кВ с использованием диафрагмы объектива, использующий режим ʺСильный токʺ и работающий в режиме изменяемого давления (VP) при давлении в SEM камере 0,128 Торр. Используемым EBSD детектором был детектор от Oxford Instruments NordlysMax.
Параметры, используемые для измерения образцов, к примеру, размер шага и т.д., были одними и теми же для всех образцов. Полученные данные обрабатывали также одним и тем же способом для всех образцов, относительно уменьшения шума и т.д. Результаты могут быть показаны в Таблице 2.
Таблица 2
hcp для Co
Пример 3 (рабочие примеры)
Для этого испытания фрезерованием торцевой фрезой, твердый сплав с покрытием по настоящему изобретению сравнивали с тремя режущими пластинами согласно предшествующему уровню техники, которые все имели одну и ту же геометрию. Испытание выполняли на сером чугуне SS0125; во влажных условиях со следующими параметрами резки:
Vc: 300
Fz: 0,35
Ap: 3
Ae: 29 мм
Критерием долговечности был скол/трещина до глубины 0,30мм. Количество проходов ниже является средним из 3 испытаний каждый.
Сравнительный 1 является режущей пластиной, которая уже была использована для таких типов использования. Результаты можно увидеть в Таблице 3.
Таблица 3
Пример 4
Для исследования влияния продолжительности термической обработки твердосплавную подложку, раскрытую в примере 1, подвергали термической обработке при 650°С в течение разного количества часов. Коэрцитивную силу измеряли до и после термической обработки и разница коэрцитивной силы обозначена как ΔHC.
Таблица 4
Как можно видеть, время влияет на изменение коэрцитивной силы таким образом, что разница в коэрцитивной силе увеличивается, чем дольше термическая обработка.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2726161C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2753932C2 |
| ТВЕРДОСПЛАВНОЕ ТЕЛО | 2010 |
|
RU2521937C2 |
| КОМПОЗИТНАЯ ВСТАВКА С ПОЛИКРИСТАЛЛИЧЕСКИМИ АЛМАЗАМИ | 2010 |
|
RU2503522C2 |
| ТВЕРДЫЙ СПЛАВ С АЛЬТЕРНАТИВНЫМ СВЯЗУЮЩИМ | 2019 |
|
RU2771728C1 |
| КЕРМЕТ, СОДЕРЖАЩИЙ СВЯЗУЮЩЕЕ С ПОВЫШЕННОЙ ПЛАСТИЧНОСТЬЮ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2212464C2 |
| ТВЕРДЫЙ СПЛАВ С АЛЬТЕРНАТИВНЫМ СВЯЗУЮЩИМ ВЕЩЕСТВОМ | 2017 |
|
RU2731925C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ TI, TI-СПЛАВОВ И СПЛАВОВ НА ОСНОВЕ NI | 2017 |
|
RU2741728C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2016 |
|
RU2710406C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
Изобретение относится к области металлургии, а именно к способу изготовления режущего инструмента, содержащего твердосплавную подложку, которая содержит регулируемое количество мелкодисперсной эта-фазы. Способ изготовления режущего инструмента, содержащего твердосплавную подложку, включает следующие этапы: обеспечение первого спеченного твердосплавного тела, содержащего WC, металлическую связующую фазу, при этом металл связующей фазы выбирают из одного или более из Co, Fe и Ni, и эта-фазу, содержащую карбиды Me12C и/или Me6C, где Me выбирают из W, Mo и одного или более из металлов связующей фазы, при этом субстехиометрическое содержание углерода в твердом сплаве составляет от -0,30 до -0,16 мас.%, термическую обработку упомянутого первого спеченного твердосплавного тела при температуре от 500 до 830°С в течение времени от 1 до 24 ч. Режущий инструмент, изготовленный заявленным способом, имеет повышенную стойкость к трещинам гребня. 2 н. и 13 з.п. ф-лы, 3 ил., 4 табл., 4 пр.
1. Способ изготовления режущего инструмента, содержащего твердосплавную подложку, включающий следующие этапы:
обеспечение первого спеченного твердосплавного тела, содержащего WC, металлическую связующую фазу, при этом металл связующей фазы выбирают из одного или более из Co, Fe и Ni, и эта-фазу, содержащую карбиды Me12C и/или Me6C, где Me выбирают из W, Mo и одного или более из металлов связующей фазы, при этом субстехиометрическое содержание углерода в твердом сплаве составляет от -0,30 до -0,16 мас.%;
термическую обработку упомянутого первого спеченного твердосплавного тела при температуре от 500 до 830°С в течение времени от 1 до 24 ч с получением режущего инструмента.
2. Способ по п.1, отличающийся тем, что термическую обработку проводят при температуре от 600 до 800°С в течение от 1,5 до 8 ч.
3. Способ по п.1 или 2, отличающийся тем, что термическую обработку проводят в отдельной печи.
4. Способ по п.1, отличающийся тем, что этап термической обработки выполняют, подвергая первое спеченное твердосплавное тело воздействию процесса физического осаждения из паровой фазы, где температура подложки составляет от 500 до 830°С и время осаждения составляет от 1,5 до 24 ч.
5. Способ по любому из пп.1-4, отличающийся тем, что субстехиометрическое содержание углерода в первом твердосплавном теле составляет от -0,28 до -0,17 мас.%.
6. Способ по любому из пп.1-5, отличающийся тем, что количество эта-фазы в первом твердосплавном теле составляет от 2 до 10 об.%.
7. Способ по любому из пп.1-6, отличающийся тем, что эта-фаза в первом твердосплавном теле имеет размер зерна от 0,1 до 10 μм.
8. Способ по любому из пп.1-7, отличающийся тем, что в первом твердосплавном теле содержание связующей фазы составляет 2-20 мас.%.
9. Способ по любому из пп.1-8, отличающийся тем, что связующей фазой в первом твердосплавном теле является кобальт.
10. Способ по любому из пп.1-9, отличающийся тем, что распределение эта-фазы в первом твердосплавном теле является одним и тем же во всей твердосплавной подложке.
11. Способ по любому из пп.1-4, отличающийся тем, что на этапе термической обработки наносят покрытие на первое спеченное твердосплавное тело методом физического осаждения из паровой фазы (PVD).
12. Режущий инструмент, содержащий твердосплавную подложку, характеризующийся тем, что он изготовлен способом по любому из пп.1-11.
13. Инструмент по п.12, отличающийся тем, что он содержит твердосплавную подложку, содержащую WC и связующую фазу, содержащую одно или более из Co, Fe и Ni, причем твердый сплав также содержит эта-фазу, содержащую карбиды Me12C и/или Me6C, где Me выбирают из W, Mo и металлов связующей фазы, при этом субстехиометрическое содержание углерода в твердом сплаве составляет от -0,30 до -0,16 мас.%.
14. Инструмент по п.12 или 13, отличающийся тем, что связующей фазой является Co, коэрцитивная сила после термической обработки по меньшей мере на 1,5 кА/м выше, чем измеренная перед термической обработкой.
15. Инструмент по любому из пп.12-14, отличающийся тем, что объемное соотношение между Co (fcc)/Co (hcp) ниже 80/20.
| Способ приготовления смеси для изготовления крупнопористого легкого бетона | 2018 |
|
RU2691198C1 |
| Установка для обработки стоек деревянных опор линий электропередач | 1974 |
|
SU493352A1 |
| ИЗДЕЛИЯ ИЗ КОМПОЗИТНОГО КЕРМЕТА | 1995 |
|
RU2135328C1 |
| EP 1048750 A1, 02.11.2000 | |||
| US 4842482 A1, 11.04.1989. | |||

