Область техники, к которой относится изобретение
Данное раскрытие изобретения относится к материалу цементированного карбида и инструментам, содержащим его.
Уровень техники
Материал цементированного карбида содержит частицы карбида металла, такого как карбид вольфрама (WC) или карбид титана (TiC), диспергированные в материале связующего, содержащем металл, такой как кобальт (Co), никель (Ni) или металлический сплав. Фаза связующего, как это может быть сказано, цементирует карбидные частицы друг с другом в виде спеченной массы. Для опосредованного измерения аспектов микроструктуры и свойств материалов цементированных карбидов могут быть использованы измерения магнитных свойств. Для таких целей могут быть использованы магнитная коэрцитивная сила (или просто коэрцитивная сила или коэрцитивность) и магнитный момент (или магнитное насыщение).
Цементированные карбиды характеризуются относительно высокими вязкостью разрушения и твердостью и, таким образом, используются в инструментах, в которых применяются данные свойства. Примеры таких инструментов включают резцы для применения при планировке дороги или горно-добычных работах. Однако, твердость и износостойкость цементированных карбидов WC-Co обычно могут быть улучшены только за счет вязкости разрушения и прочности (Konyashin, «Cemented Carbides for Mining, Construction and Wear Parts», Comprehensive Hard Materials, Elsevier Science and Technology, 2014). Поэтому затруднительным является одновременное улучшение у материалов цементированных карбидов твердости, износостойкости, вязкости разрушения и сопротивления поперечному разрыву (СПР).
Один возможный подход к улучшению как твердости, так и вязкости разрушения заключается в изготовлении цементированных карбидов, обладающих однородной микроструктурой, содержащей округлые зерна WC. В документе US 6,126,709 раскрывается такой материал цементированного карбида, у которого микроструктура является крупнозернистой и очень однородной при содержании в ней крупных округлых зерен WC. Недостаток данного материала заключается в присутствии очень толстых слоев Co вокруг крупных округлых зерен WC. Толстые слои Со характеризуются низкими твердостью и износостойкостью, и поэтому инструменты, использующие данный тип материала, быстро становятся изношенными во время проведения операций по резке горных пород или бурению горных пород. Это оставляет зерна WC без опоры, и они могут легко растрескиваться, разрушаться и отделяться, что в результате приводит к получению высоких скоростей изнашивания (Konyashin et al., «Novel Ultra-Coarse Hardmetal Grades with Reinforced Binder for Mining and Construction», International Journal of Refractory Metals and Hard Materials, 23(2005), 225-232).
Один подход к ослаблению роли низкой износостойкости толстых промежуточных слоев Со в упомянутых выше сверхкрупнозернистых материалах WC-Co предлагается в публикации WO2012/130851A1. В ней раскрывается материал цементированного карбида, в котором слои связующего затвердевают и упрочняются при использовании наночастиц, характеризующихся композицией, описывающейся формулой CoxWyCz. Материал цементированного карбида, раскрытый в публикации WO2012/130851A1, характеризуется очень низким уровнем содержания углерода и, следовательно, низким магнитным моментом, что, как это известно, приводит к подавлению или полному исключению растворения и перекристаллизации мелкозернистой фракции WC, обычно присутствующей в начальных порошкообразных материалах WC во время жидкофазного спекания, (смотрите публикацию Konyashin et al., «On the Mechanism of WC Coarsening in WC-Co Hardmetals with Various Carbon Contents», International Journal of Refractory Metals and Hard Materials, 27 (2009) 234-243). В результате микроструктура цементированных карбидов, раскрытых в публикации WO2012/130851A1, характеризуется относительно низкой однородностью и содержит большое количество мелкозернистой фракции WC, присутствующей в первоначальном сверхкрупнозернистом порошкообразном материале WC, что приводит к получению их уменьшенной вязкости разрушения.
Один недостаток цементированных карбидов, раскрытых в документах, упомянутых выше, заключается в их низкой стойкости к механической усталости. Это означает невозможность их использования в областях применения, в которых они могут быть подвергнуты воздействию серьезной механической усталости, например, при ударном бурении. Данный подход к упрочнению связующего при использовании наночастиц W-Co-C, раскрытый в документах предшествующего уровня техники, который включает технологический процесс термической обработки или состаривания, не может быть использован для среднезернистых цементированных карбидов WC-Co, широко используемых, например, для вращательного и ударного бурения.
Сущность изобретения
Одна цель заключается в предложении материала цементированного карбида, характеризующегося улучшенной стойкостью к механической усталости.
Цементированные карбиды WC-Co, содержащие карбид титана или включения на основе карбидов титана, были известны на протяжении длительного времени и широко используются для различных областей применения, в том числе при горно-добычных работах и строительстве, (смотрите, например, публикацию Konyashin, «Cemented Carbides for Mining, Construction and Wear Parts», Comprehensive Hard Materials, Elsevier Science and Technology, 2014). Тем не менее, микроструктура таких цементированных карбидов почти что исключительно содержит макровключение (включения, более, крупные, чем 500 нм) так называемой «второй карбидной фазы» на основе ТаС, которая представляет собой смешанный карбид (Ta,W)C, присутствие которого приводит к получению уменьшенного сопротивления поперечному разрыву (СПР) и ухудшенных других механических свойств. Предел растворимости тантала или ТаС в фазе связующего цементированных карбидов WC-Co является пренебрежимо малым (порядка 0,1 мас.% и менее, смотрите, например, публикацию V. I. Tretyakov, Bases of materials science and production technology of sintered cemented carbides, Moscow, Metallurgiya 1972). Выше данного предела растворимости дополнительное количество Та, которое не может раствориться в связующем на основе Со, кристаллизуется в виде макровключений второй карбидной фазы (Ta,W)C.
Как неожиданно было установлено в настоящее время, в случае проведения для материала цементированного карбида, содержащего от 1,5 мас.% до 3,5 мас.% ТаС, после жидкофазного спекания специальной методики охлаждения, а именно, в случае его охлаждения при очень высоких скоростях охлаждения, больших, чем определенные значения, общее количество Та, превышающее предел растворимости, упомянутый выше, будет формировать в фазе связующего выделения в виде карбидных или интерметаллических наночастиц. Такие танталсодержащие наночастицы в общем случае являются меньшими, чем 80 нм, но могут быть настолько маленькими, как примерно 5 нм. Также, неожиданно было установлено, что в случае содержания ТаС в диапазоне, упомянутом выше, и превышения скоростями охлаждения определенных значений в микроструктуре Ta-содержащих цементированных карбидов не будет формироваться макровключение второй карбидной фазы (Ta,W)C. Как присутствие твердых наночастиц в фазе связующего, так и отсутствие макровключений второй карбидной фазы (Ta,W)C в микроструктуре приводят к кардинальному улучшению эксплуатационных характеристик цементированных карбидов, в особенности в областях применения, включающих воздействие серьезной механической и термической усталости, например, при ударном бурении и планировке дороги.
В соответствии с первым аспектом изобретения предлагается масса из цементированного карбида, содержащая: зерна карбида вольфрама; материал матрицы связующего, содержащий любой элемент или состоящий из него: кобальт, никель и железо или их смесь, где зерна карбида вольфрама располагаются в материале матрицы связующего; при этом материал матрицы связующего, кроме того, содержит танталсодержащие включения или состоит из них, причем танталсодержащие включения представляют собой карбидные наночастицы или интерметаллические наночастицы, при этом танталсодержащие включения имеют любую форму, выбираемую из по существу из сферической, пластинчатой или игольчатой формы, причем содержание тантала находится в диапазоне между 1,5 массового процента и 3,5 массового процента от уровня содержания связующего; и где танталсодержащие включения характеризуются средним наибольшим линейным размером, составляющим не более, чем 80 нм.
Танталсодержащие включения могут характеризоваться средним наибольшим линейным размером, составляющим не более, чем 50 нм. Танталсодержащие включения могут характеризоваться средним наибольшим линейным размером, составляющим менее, чем 20 нм или менее, чем 10 нм.
Необязательно масса из цементированного карбида по существу не содержит Та-содержащих зерен, характеризующихся наибольшим средним линейным размером, составляющим более, чем 200 нм, а предпочтительно более, чем 500 нм.
Необязательно зерна карбида вольфрама характеризуются средним размером зерен, составляющим приблизительно 2,5 мкм. В альтернативном варианте, зерна карбида вольфрама характеризуются средним размером зерен, составляющим приблизительно 5 мкм.
В порядке опции масса из цементированного карбида по существу не содержит эта-фазы и свободного углерода, и уровень содержания углерода является таким, чтобы магнитный момент для массы из цементированного карбида составлял бы, по меньшей мере, 87 процентов от теоретического значения для массы из цементированного карбида, содержащей материал связующего из номинально чистых компонентов Со, Ni и/или Fe или смеси из них.
При этом в порядке опции масса из цементированного карбида соответствует любому предшествующему притязанию, где масса из цементированного карбида по существу не содержит эта-фазы и свободного углерода, и уровень содержания углерода является таким, чтобы магнитный момент для массы из цементированного карбида составлял бы, по меньшей мере, 70 процентов от теоретического значения для массы из цементированного карбида, содержащей материал связующего из номинально чистых компонентов Со, Ni и/или Fe или смеси из них.
Включения могут содержать материал, соответствующий фазе, описывающейся формулой TaxWyCozC, где х представляет собой значение в диапазоне от 1 до 8, у представляет собой значение в диапазоне от 0 до 8, а z представляет собой значение в диапазоне от 0 до 10.
Включения могут содержать любую кубическую η-фазу, содержащую Co6(W,Ta)6C, или гексагональную η-фазу, содержащую Co3(W,Ta)10C3.
Масса из цементированного карбида может, кроме того, содержать ламелевидные танталсодержащие наночастицы, характеризующиеся средним наибольшим линейным размером, составляющим не более, чем 80 нм.
Предпочтительно нанотвердость связующего выбирают из любого значения, выбираемого из, по меньшей мере, 6 ГПа, по меньшей мере, 8 ГПа и, по меньшей мере, 10 ГПа.
Необязательно коэрцитивная сила для массы из цементированного карбида является большей, по меньшей мере, на 10 % в сопоставлении с тем, что имеет место для соответствующего цементированного карбида, характеризующегося теми же самыми содержанием Со и средним размером зерен карбида вольфрама, не содержащих тантала.
Масса может включать поверхностную область, примыкающую к поверхности, и сердцевинную область, удаленную от поверхности, при этом поверхностная область и сердцевинная область являются соприкасающимися друг с другом, и средняя доля связующего в сердцевинной области является большей в сопоставлении с соответствующей долей в поверхностной области.
Необязательно поверхностная область представляет собой слой, сформированный как единое целое с сердцевинной областью, при этом поверхностная область имеет толщину, составляющую, по меньшей мере, 0,5 мм и, самое большее, 10 мм.
Необязательно средняя доля связующего в поверхностной области является меньшей в сопоставлении с соответствующей долей в сердцевинной области с коэффициентом, составляющим, по меньшей мере, 0,05 и, самое большее, 0,90.
Масса может быть использована в качестве подложки для поликристаллического алмаза (ПКА).
Масса может быть использована для высокотемпературных компонентов высокого давления при синтезе алмаза или кубического нитрида бора (КНБ).
В соответствии со вторым аспектом изобретение предлагает способ изготовления массы из цементированного карбида, при этом способ включает:
а. совместное размалывание порошкообразных карбида вольфрама, танталсодержащего материала, и порошкообразных материалов, содержащих любой металл, выбираемый из кобальта, никеля и железа;
b. прессование размолотого порошкообразного материала для формирования полуфабриката;
с. спекание полуфабриката в вакууме при температуре в диапазоне между 1400°С и 1480°С на протяжении периода времени, составляющего, по меньшей мере, 15 минут;
d. охлаждение спеченной массы от температуры спекания до температуры 1365°С со скоростью охлаждения, составляющей, по меньшей мере, 2°С в минуту;
е. дополнительное охлаждение спеченной массы от 1365°С до 1295°С со скоростью охлаждения, составляющей, по меньшей мере, 3°С в минуту.
«Средняя длина свободного пробега» в спеченной массе может находиться в диапазоне от 0,1 мкм до 1 мкм после охлаждения до комнатной температуры. «Средняя длина свободного пробега» представляет собой термин, широко используемый в литературе, посвященной карбидам. Он представляет собой, может, быть, единственный наиболее важный параметр, характеризующий микроструктуру. Он представляет собой меру толщины связующего и зависит как от композиции связующего, так и от размеров частиц. Он обычно имеет в своей основе среднее расстояние разнесения между частицами, все из которых предположительно отделяются друг от друга слоями связующего, и может принимать во внимание присутствие соприкасающихся карбидных частиц при отсутствии какой-либо фазы связующего между ними (Exner, H. E., Gurland, J., POWDER METALLURGY, 13 (1970) 20-31, «A review of parameters influencing some mechanical properties of tungsten carbide-cobalt alloys»).
Необязательно танталсодержащий материал выбирают из любого из тантала, карбида тантала и танталсодержащих соединений.
Необязательно способ, кроме того, включает спекание полуфабриката в вакууме при температуре в диапазоне между 1400°С и 1480°С на протяжении продолжительности времени, составляющей не более, чем 360 минут.
В третьем аспекте изобретения инструмент содержит массу из цементированного карбида в соответствии с первым аспектом изобретения. Предпочтительно инструмент представляет собой резец для планировки дороги или резец для горно-добычных работ. В альтернативном варианте, инструмент может представлять собой бурильную головку для вращательного или ударного бурения.
В соответствии с четвертым аспектом изобретения предлагается масса из цементированного карбида, содержащая: зерна карбида вольфрама; материал матрицы связующего, содержащий любой металл из кобальта, никеля и железа или их смеси или состоящий из них, где зерна карбида вольфрама располагаются в материале матрицы связующего; при этом материал матрицы связующего, кроме того, содержит танталсодержащие включения или состоит из них, причем танталсодержащие включения представляют собой карбидные наночастицы или интерметаллические наночастицы, при этом танталсодержащие включения имеют форму, которая является любой из по существу сферической, пластинчатой или игольчатой форм, причем уровень тантала содержания находится в диапазоне между 1,5 массового процента и 15 массовых процентов от уровня содержания связующего; и где танталсодержащие включения характеризуются средним наибольшим линейным размером, составляющим не более, чем 80 нм.
Необязательно уровень содержания тантала может находиться в диапазоне между 3,5 массового процента и 15 массовыми процентами от уровня содержания связующего.
Дополнительные предпочтительные и/или необязательные признаки четвертого аспекта изобретения представлены в прилагающейся формуле изобретения.
Краткое описание чертежей
Неограничивающие типовые компоновки для иллюстрации настоящего раскрытия изобретения описываются при обращении к прилагающимся чертежам, на которых:
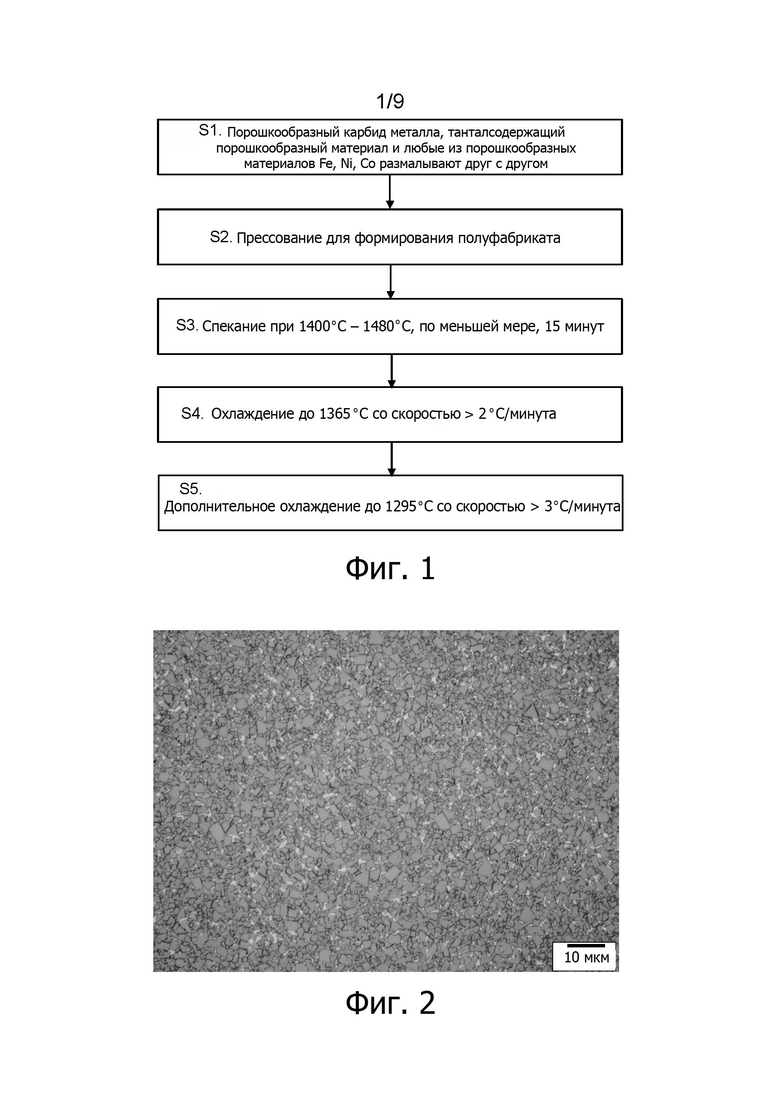
фиг.1 представляет собой блок-схему технологического процесса, демонстрирующую типовые стадии получения материала карбида;
фиг.2 представляет собой микрофотографию для образца цементированного карбида, полученного в соответствии с примером 1, (оптическая микроскопия после травления в растворе реактива Мураками на протяжении 5 минут);
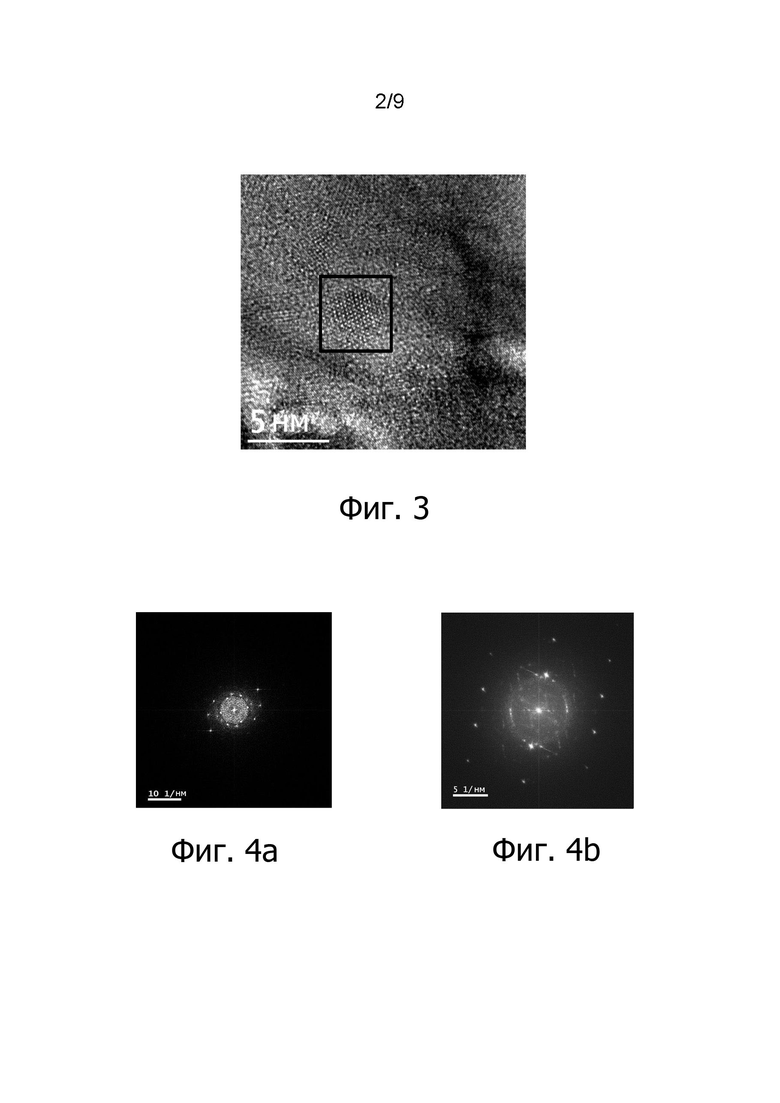
фиг.3 представляет собой сделанную при использовании просвечивающей электронной микроскопии микрофотографию первого типа наночастицы;
фиг. 4а и 4b представляют собой электронограммы от наночастиц кубической и гексагональной η-фаз;
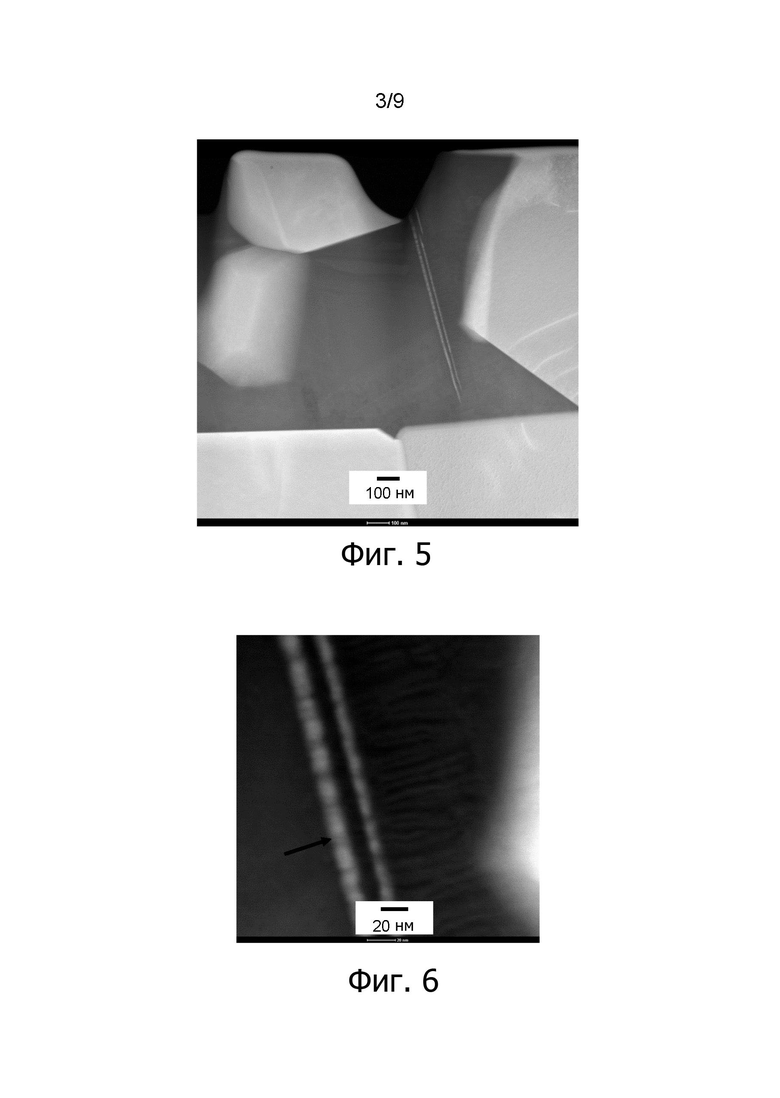
фиг.5 представляет собой сделанное при использовании сканирующей просвечивающей электронной микроскопии изображение для образца цементированного карбида, полученного в соответствии с примером 1;
Фиг. 6 представляет собой дополнительное сделанное при использовании сканирующей просвечивающей электронной микроскопии изображение для образца цементированного карбида, полученного в соответствии с примером 1;
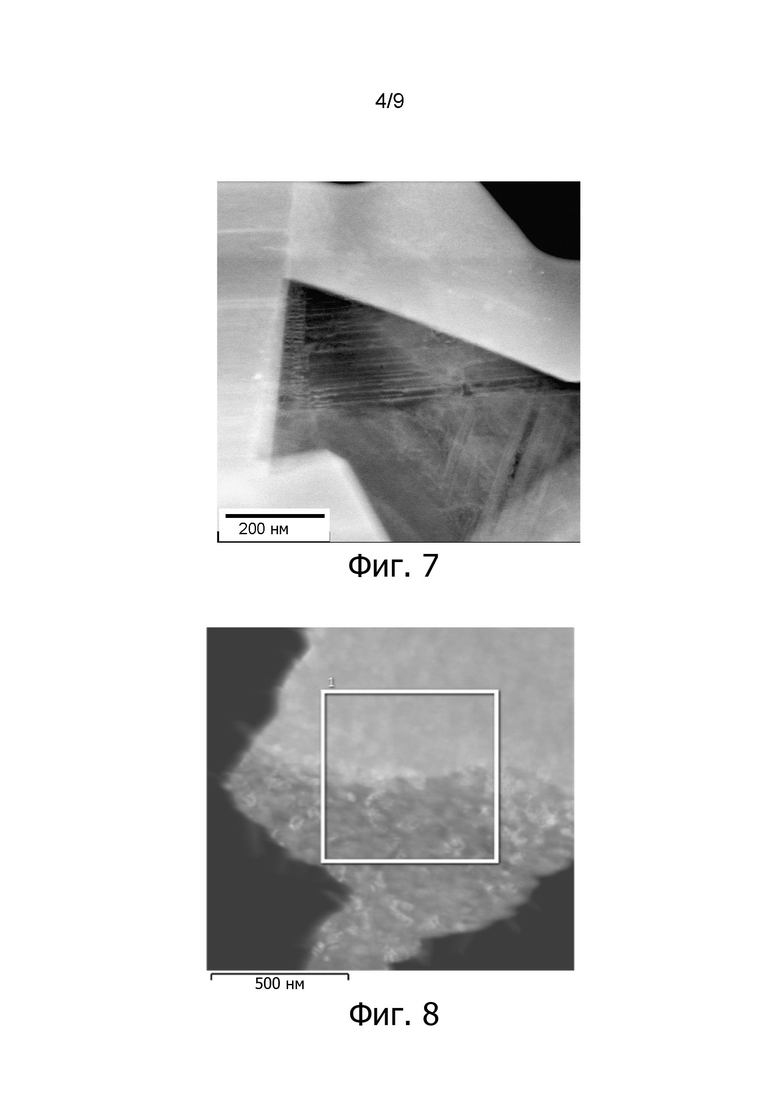
Фиг. 7 представляет собой сделанное при использовании кольцевого темного поля при больших углах (КТПБУ) изображение для кобальтового зерна, демонстрирующее фазу вторичного выделения в виде ламелей;
Фиг. 8 представляет собой сделанное при использовании сканирующей просвечивающей электронной микроскопии изображение для образца цементированного карбида, полученного в соответствии с примером 1, демонстрирующее поверхность, с которой получали данные по спектроскопии ЭДРС;
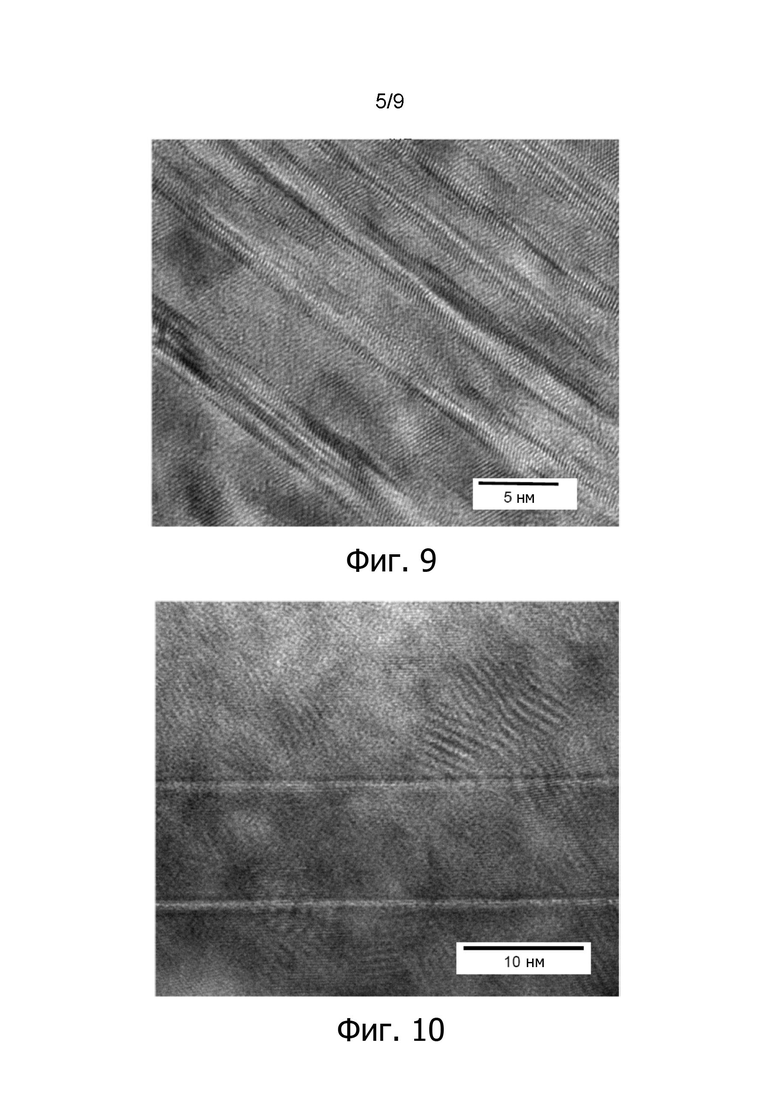
Фиг. 9 представляет собой изображение для третьего типа наночастиц, наблюдаемых в наноструктуре связующего, которые характеризуются формой удлиненной ламели;
Фиг. 10 представляет собой изображение для четвертого типа наночастиц, наблюдаемых в наноструктуре связующего, которые характеризуются округлой формой;
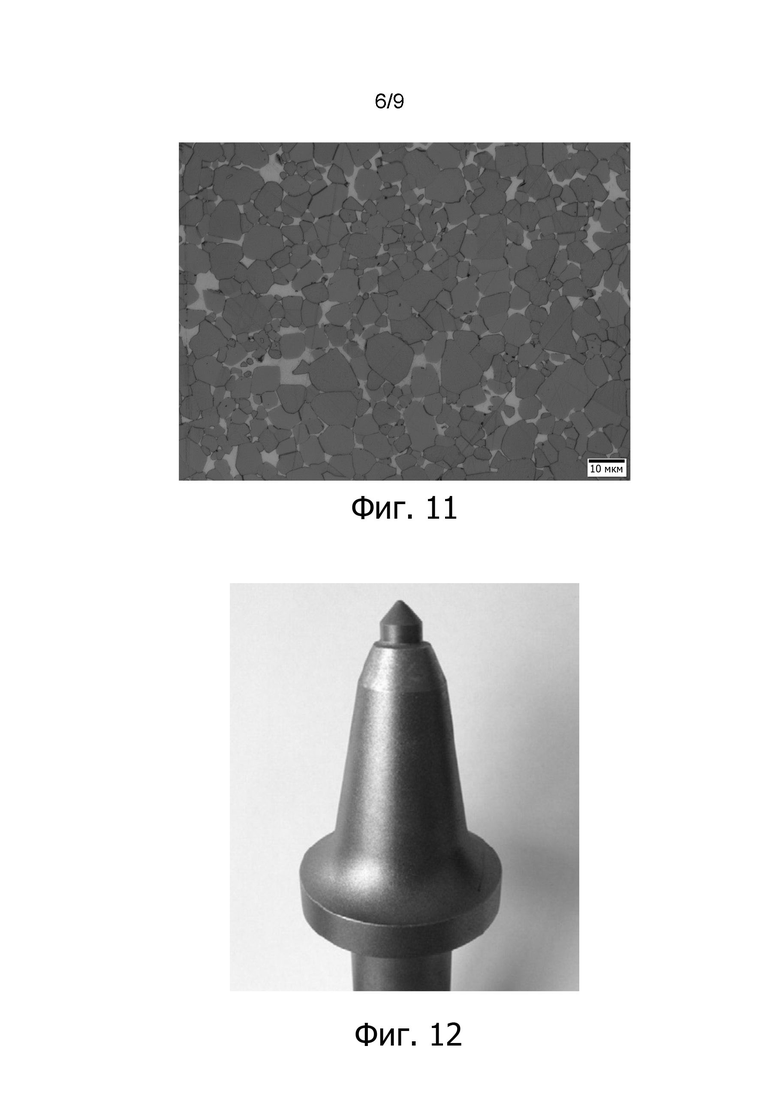
Фиг. 11 представляет собой изображение для микроструктуры из примера 3;
Фиг. 12 демонстрирует типовой инструмент в виде резца, изготовленный при использовании материалов из примеров 3 и 4;
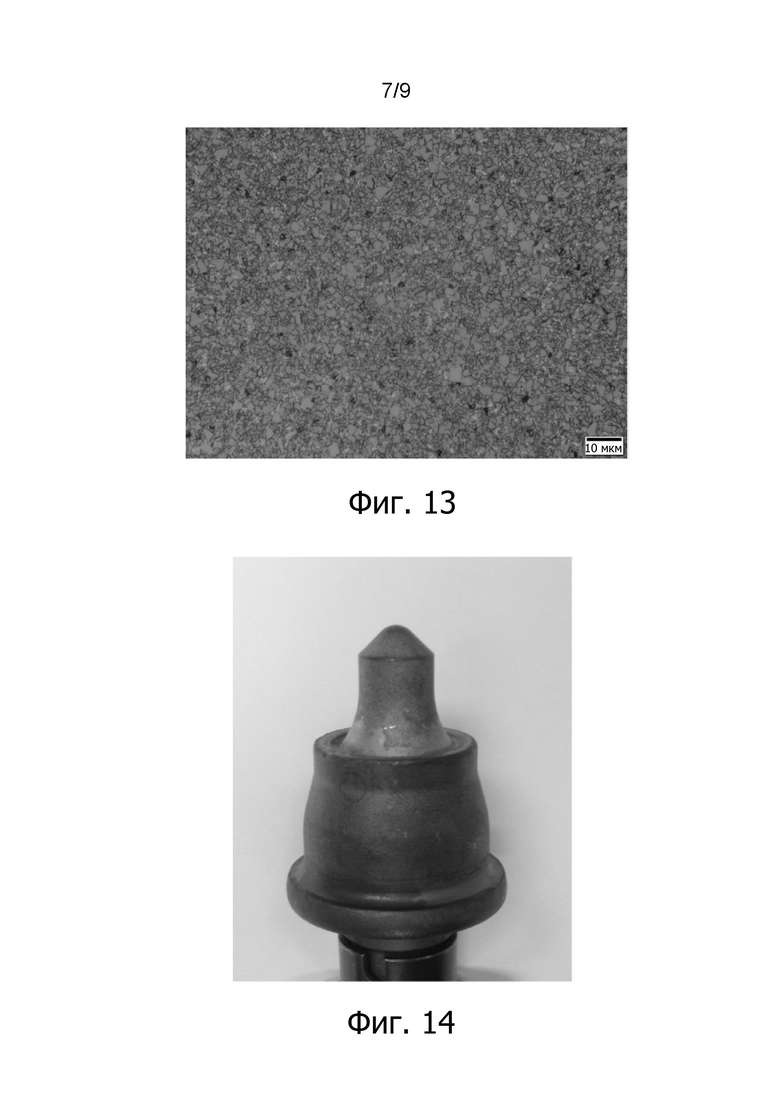
Фиг. 13 представляет собой изображение для микроструктуры из примера 8;
Фиг. 14 демонстрирует типовой инструмент в виде резца, изготовленный при использовании материалов из примеров 4 и 5;
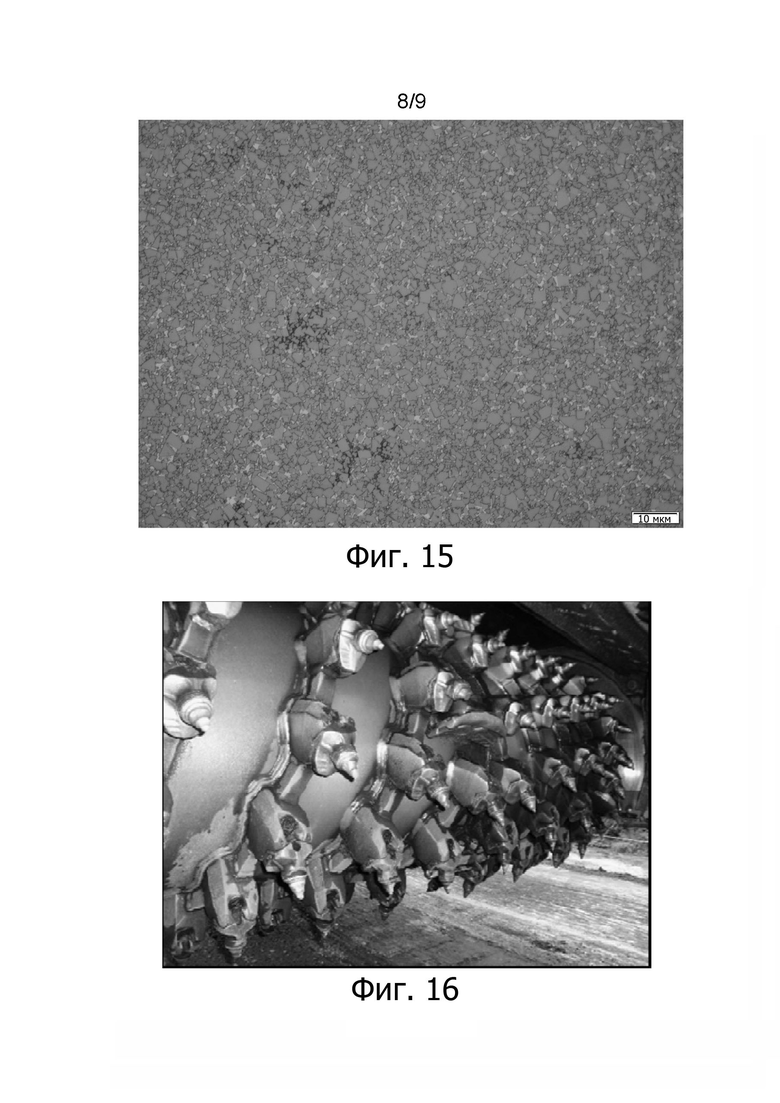
Фиг. 15 представляет собой изображение для микроструктуры образца цементированного карбида, соответствующего примеру 9;
Фиг. 16 представляет собой изображение для оборудования по планировке дороги, характеризующегося наличием барабана и множества резцов для планировки дороги;
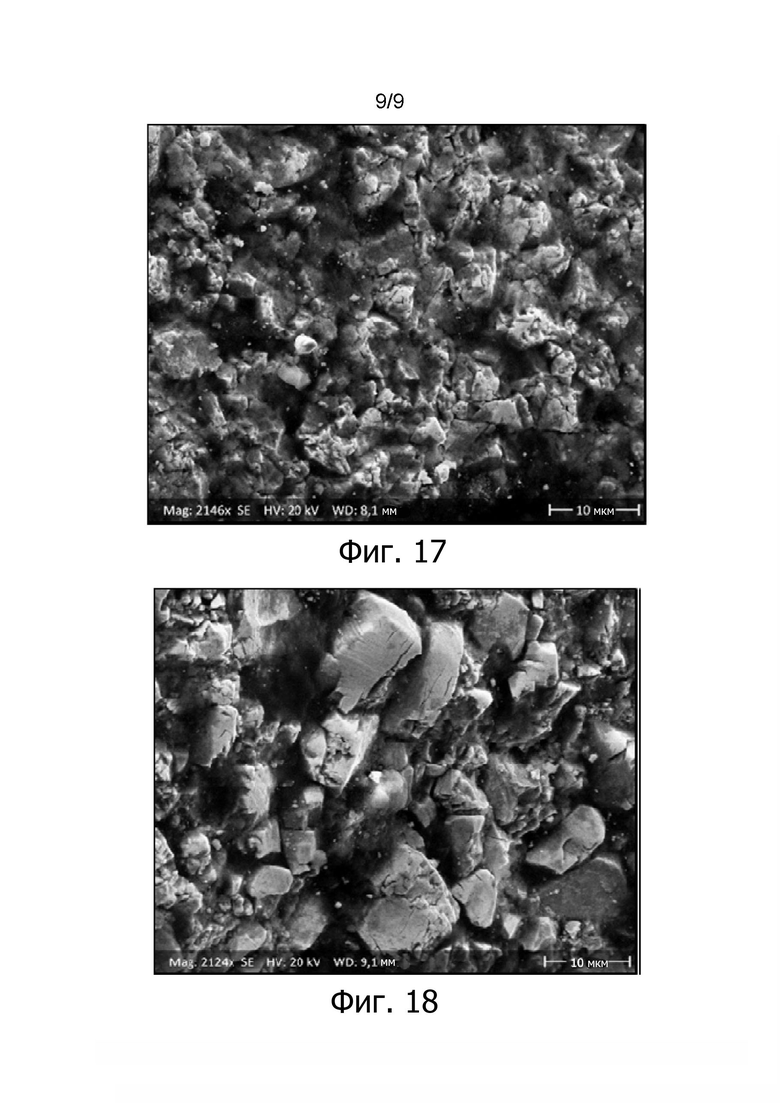
Фиг. 17 представляет собой изображение для задней поверхности карбидного рабочего конца, изготовленного в соответствии с примером 4, после полевого испытания; и
Фиг. 18 представляет собой изображение для задней поверхности карбидного рабочего конца, изготовленного в соответствии с примером 5, после полевого испытания.
Подробное описание изобретения
Фиг. 1 представляет собой блок-схему технологического процесса, демонстрирующую типовые стадии, у которых следующая далее нумерация соответствует нумерации с фигуры 1.
S1. Порошкообразные предшественники карбида металла (такого как карбид вольфрама), танталсодержащие порошкообразные материалы и порошкообразные предшественники матрицы размалывают друг с другом для формирования тщательно перемешанной смеси и получения желательного размера частиц. Порошкообразные предшественники матрицы обычно выбирают из частиц, содержащих любой из железа, никеля, кобальта и их комбинаций.
S2. Размолотые порошкообразные материалы спрессовывают друг с другом в сухом состоянии для формирования полуфабриката, который характеризуется надлежащей прочностью во время переработки.
S3. Полуфабрикат, спрессованный в сухом состоянии, спекают при температуре, составляющей, по меньшей мере, 1400°С и не более, чем 1480°С, на протяжении периода времени, составляющего, по меньшей мере, 15 минут (а предпочтительно не более, чем 360 минут). В случае температуры спекания, составляющей значительно более, чем приблизительно 1480°С, может обнаружиться нежелательный рост зерен.
S4. После этого спеченную массу охлаждают от температуры спекания, составляющей, по меньшей мере, 1400°С, до температуры 1365°С со скоростью охлаждения, составляющей, по меньшей мере, 2°С в минуту. Температура 1365°С находится непосредственно ниже температуры ликвидуса связующего при низком уровне содержания углерода. Меньшая скорость охлаждения, как это установлено, приводит к формированию термодинамически стабильных макровключений фаз карбида на основе ТаС вместо образования желательных выделений Та-содержащих наночастиц.
S5. После этого спеченную массу охлаждают от 1365° до температуры 1295°С со скоростью охлаждения, составляющей, по меньшей мере, 3°С в минуту. Температура 1295°С незначительно ниже температуры ликвидуса связующего при высоком уровне содержания углерода, таким образом, при данной температуре отсутствует какая-либо оставшаяся жидкая фаза. Скорость охлаждения является достаточно высокой для предотвращения нежелательного избыточного роста Та-содержащих наночастиц, формирующихся в результате охлаждения от температур спекания вплоть до 1365°С.
Неожиданно оказалось, что описанная выше обработка спеканием и последующим охлаждением при применении в отношении цементированного карбида металла, который содержит тантал, приводят к получению наночастиц (которые рассматриваются в настоящем документе в качестве частиц, характеризующихся средним наибольшим линейным размером, составляющим не более, чем 80 нм), являющихся результатом химических взаимодействий в системе Ta-W-Co-C, которые образуют выделения в связующем на кобальтовой основе при отсутствии потребности в каком-либо состаривании (отжиге при повышенной температуре на протяжении определенного периода времени). Состаривание на протяжении 1 часа при 800°С не приводило к какому-либо изменению магнитных свойств, но более продолжительные периоды состаривания, как это было установлено, приводят к получению увеличенной магнитной коэрцитивности. Это делает возможными значительное увеличение нанотвердости связующего и существенное улучшение механических и эксплуатационных свойств. Увеличение нанотвердости возникает в результате присутствия твердых карбидных наночастиц и не связано с уменьшением вязкости. Как это также неожиданно было установлено, такие цементированные карбиды могут быть успешно использованы в областях применения, характеризующихся наличием серьезной механической усталости, и могут быть получены в виде среднезернистых сортов, подходящих для использования при ударном бурении и вращательном бурении.
Неограничивающие примеры материала цементированного карбида более подробно описываются ниже.
Пример 1
Среднезернистый порошкообразный карбид вольфрама, характеризующийся средним размером зерен, составляющим приблизительно 2,5 мкм, (DS250 от компании H. C. Starck, Germany) и уровнем содержания углерода 6,13 мас.%, размалывали совместно с приблизительно 6 мас.% порошкообразного кобальта и приблизительно 0,2 мас.% порошкообразного материала ТаС, что соответствует относительному уровню содержания Та по отношению к связующему на основе Со, составляющему приблизительно 3,33 мас. %, при среднем размере зерен, составляющем приблизительно 1 мкм. Зерна Со характеризовались средним размером зерен, составляющим приблизительно 1 мкм. Размалывание проводили в шаровой мельнице в среде размалывания, состоящей из гексана при 2 мас.% парафинового воска, и при использовании соотношения между порошкообразным материалом и шариками 1 : 6 на протяжении 24 часов.
После высушивания отсортированного по крупности порошкообразного материала образцы, имеющие различные размеры, в том числе соответствующие образцы для рассмотрения сопротивления поперечному разрыву (СПР) в соответствии со стандартом ISO 3327-1982, и параболические вставки на 7 мм, предназначенные для использования в качестве бурильных головок при ударном бурении, прессовали для формирования полуфабриката.
Полуфабрикаты подвергали спеканию при 1440°С на протяжении 75 минут, включая ступень спекания в вакууме на протяжении 45 минут и ступень спекания при высоком изостатическом давлении (ВИД) на протяжении 30 минут, реализуемую в атмосфере аргона при давлении 40 бар.
После спекания при 1440°С получающиеся в результате спеченные изделия охлаждали до 1365°С со скоростью охлаждения 2,2°С в минуту, а после этого от 1365°С до 1295°С (температурный диапазон, где затвердевает жидкое связующее на основе Со) со скоростью охлаждения 3,3°С в минуту. Во время дальнейшего охлаждения от 1295°С до комнатной температуры скорость охлаждения была неконтролируемой.
В дополнение к этому, для измерения нанотвердости связующего получали порошкообразные образцы, содержащие крупные включения парафинового воска. После предварительного спекания при 300°С на протяжении 1 часа парафиновый воск удаляли, оставляя поры в массах до спекания, подвергнутых предварительному спеканию. Данные поры заполняли жидким связующем на основе Со во время ступени спекания при давлении ВИД, формируя кластеры Со, имеющие размеры, составляющие приблизительно 30 мкм, что является подходящим для использования при измерении нанотвердости. После этого в целях обеспечения возможности рассмотрения микроструктуры, твердости по Виккерсу и нанотвердости делали металлургические поперечные сечения.
Нанотвердость связующего измеряли при использовании дополнительного наноиндентирования, дающего показания по глубине образца. Информацию по микромеханическим свойствам связующего с разрешением по пространству и глубине определяли при использовании устройства для наноиндентирования. Измерения проводили при нагрузке 500 мкн при использовании устройства Bercovich Indenter. Исследования по просвечивающей электронной микроскопии (ПЭМ), ПЭМ высокого разрешения (ПЭМВР) и дифракции электронов в отношении связующего проводили при использовании устройств Technai instrument и TITAN 60-300 instrument. При использовании вставок на 7 мм для проведения лабораторных эксплуатационных испытаний по ударному бурению изготавливали бурильные головки на 32 мм с включением 2 центральных вставок и 6 калибрующих вставок. Лабораторные эксплуатационные испытания по ударному бурению проводили при использовании условий, продемонстрированных в таблице 1.
Таблица 1. Условия испытания на ударное бурение
На фиг. 2 демонстрируется микроструктура цементированного карбида вольфрама из примера 1. Образец, как это было установлено, содержит только WC и фазу связующего; каких-либо эта-фазы или свободного углерода не обнаружено. Микроструктура указывает на то, что цементированный карбид является среднезернистым.
Свойства цементированного карбида демонстрируются в таблице 2.
Таблица 2. Измеренные свойства цементированного карбида из примера 1
Как это было установлено, после бурения 3 м чрезвычайно абразивной горной породы (кварцита) среднее изнашивание калибрующих карбидных вставок на 7 мм составляло 0,3 мм.
В микроструктуре связующего наблюдали два типа наночастиц. Фиг. 3 представляет собой сделанную при использовании просвечивающей электронной микроскопии микрофотографию, демонстрирующую первый тип наночастиц (акцентированно выделенных в квадрате). Данные частицы варьировались по диаметру в диапазоне между 1 и 5 нм. Первый тип наночастиц, как это было установлено, представляет собой относящуюся к η-типу фазу на основе либо Co6(W,Ta)6C в кубической форме, либо Co3(W,Ta)10C3 в гексагональной форме, как это продемонстрировано, соответственно, на фиг. 4а и 4b. Отражения при дифракции электронов для η-фаз имеют маленькую интенсивность по отношению к матрице на основе Со и являются трудноразличимыми, и, таким образом, при использовании метода ПЭМВР и анализа результатов для быстрого преобразования Фурье (БПФ) было выявлено присутствие фаз, относящихся к η-типу.
Второй тип наночастиц демонстрируется на фиг. 5 и 6. Данные наночастицы могут формировать «цепи», включающие соединенные округлые наночастицы, имеющие в размере приблизительно 15 нм. Фиг. 5 представляет собой сделанное при использовании метода СПЭМ изображение для структуры при относительно маленьком увеличении, а фиг. 6 представляет собой сделанное при использовании метода СПЭМ изображение при большем увеличении, демонстрирующее цепи из наночастиц в связующем. Несмотря на пока еще отсутствие полных характеристик данной кристаллической фазы та же самая фаза согласно наблюдениям также образовывалась и в виде тонких ламеллярных или дисковидных выделений, которые продемонстрированы на фиг. 7. Фиг. 7 представляет собой сделанное при использовании кольцевого темного поля при больших углах (КТПБУ) изображение для кобальтового зерна. Яркие линии соответствуют фазе выделений в виде тонких ламелей/дисков. Диски имеют толщину, составляющую приблизительно 10 нм, и длину в диапазоне между 40 и 200 нм. Данные выделения приводят к получению дифрактограмм, на которых наблюдали межплоскостное расстояние 0,227, 0,222, 0,213, 0,170, 0,129, 0,125, 0,115, 0,107, 0,097, 0,085 и 0,082 нм. Связующее может быть перенасыщенным по Та, и в результате выбранных условий охлаждения могут формироваться выделения в виде цепей из вышеупомянутых наночастиц и ламели/диски. Кристаллическая решетка фазы, формирующей цепи из наночастиц и ламели/диски, соответствует соединению Co3W, характеризующемуся кубической кристаллической решеткой в ГЦК-матрице Co и гексагональной кристаллической решеткой в ГПУ-матрице Со. В соответствии с результатами Оже-электронной спектроскопии (ОЭС) данная фаза содержит Co, W, Ta и С.
Анализ результатов энергодисперсионной рентгеновской спектроскопии (ЭДРС) проводили исходя из микроструктуры, продемонстрированной на фиг. 8, на которой демонстрируется крупный кластер связующего, содержащий наночастицы. Результаты метода ЭДРС демонстрируются в таблице 3 и демонстрируют присутствие тантала в кластере связующего, содержащем наночастицы, (обратите внимание на то, что углерод не был принят во внимание при вычислении элементного состава кластера связующего). Уровень содержания Та был большим в сопоставлении с тем, что ожидалось, возможно, вследствие селективного травления элементов во время получения образца.
Таблица 3. Результаты метода ЭДРС
Пример 2
При использовании того же самого способа, что и способ, описанный в примере 1, изготавливали карбидные изделия и вставки, характеризующиеся той же самой геометрией, что и геометрия, описанная в примере 1. Однако, во время размалывания отсортированного по крупности порошкообразного материала к порошкообразной смеси добавляли приблизительно 1,6 мас.% порошкообразного металлического вольфрама (средний размер зерен, составляющий приблизительно 1 микрон) в целях уменьшения совокупного уровня содержания углерода. Относительный уровень содержания Та по отношению к связующему на основе Со выдерживали тем же самым, что и в примере 1, то есть, составляющим приблизительно 3,33 мас.%. Изготавливали образцы и вставки, а также бурильные головки, включающие вставки из цементированного карбида, которые подвергали испытанию при использовании тех же самых условий, что и условия, описанные в примере 1.
Как это было установлено, микроструктура изделий из цементированного карбида содержала только фазу WC и связующее на основе Со. Не было обнаружено каких-либо включений эта-фазы или макровключений второй Та-содержащей карбидной фазы.
Свойства цементированного карбида из примера 2 демонстрируются в таблице 4.
Таблица 4. Измеренные свойства цементированного карбида из примера 2
Как можно видеть, магнитный момент для цементированного карбида, соответствующего примеру 2, является уменьшенным, что указывает также и на уменьшенный уровень содержания углерода. Коэрцитивная сила и твердость по Виккерсу, а также нанотвердость связующего являются повышенными, что указывает на формирование предположительно более твердых наночастиц в фазе связующего в сопоставлении с цементированным карбидом, характеризующимся средним уровнем содержания углерода, произведенным в соответствии с примером 1.
Как это было установлено, после бурения 3 м кварцитной горной породы среднее изнашивание вставок на 7 мм составляло 0,2 мм, таким образом, износостойкость цементированного карбида, соответствующего примеру 2, была лучшей в сопоставлении с соответствующей характеристикой цементированного карбида, произведенного в соответствии с примером 1, предположительно в результате наличия более высоких твердости по Виккерсу и нанотвердости связующего.
В микроструктуре связующего наблюдали четыре типа наночастиц. Первый и второй типы наночастиц были теми же самыми, что и у связующего цементированного карбида, полученного в соответствии с примером 1. Наночастицы третьего типа, которые демонстрируются на фиг. 9, имеют форму тонких и длинных ламелей, имеющих в толщину несколько нанометров и в длину вплоть до 100 нм. Наночастицы четвертого типа, которые демонстрируются на фиг. 10, являются округлыми и имеют в диаметре приблизительно 10 нм.
Пример 3
В качестве контрольного образца при использовании тех же самых способов, что и способы, описанные в примере 1, изготавливали карбидные изделия и вставки, характеризующиеся той же самой геометрией, что и геометрия, описанная в примере 1. Однако, во время размалывания к отсортированному по крупности порошкообразном материалу WC-Co ТаС не добавляли. Цементированный карбид из примера 3 является эквивалентным стандартному сорту цементированного карбида, используемому во вставках для ударного бурения. Образцы и головки, включающие карбидные вставки, подвергали испытанию при использовании тех же самых условий, что и условия, описанные для примера 1.
Свойства цементированного карбида из примера 3 демонстрируются в таблице 5.
Таблица 5. Измеренные свойства цементированного карбида из примера 3
Как это было установлено, после бурения 3 м кварцитной горной породы среднее изнашивание вставок на 7 мм составляло 0,7 мм.
Как можно видеть, плотности цементированных карбидов из примеров 1 и 3 являются приблизительно идентичными. Однако, сопротивление поперечному разрыву и нанотвердость связующего для цементированного карбида, полученного в соответствии с примером 1, были значительно более высокими в сопоставлении с соответствующими характеристиками из примера 3. Кроме того, среднее изнашивание после бурения было намного меньшим для цементированного карбида из примера 1 в сопоставлении с соответствующей характеристикой цементированного карбида из примера 3.
Коэрцитивная сила для цементированного карбида из примера 1 изобретения также является ощутимо более высокой в сопоставлении с соответствующей характеристикой обычного цементированного карбида из примера 3 при подобных значениях твердости, что указывает на присутствие наночастиц в связующем для нового цементированного карбида.
Как это также необходимо отметить, анализ при использовании методов ПЭМ и ПЭМВР не выявил присутствия каких-либо наночастиц в фазе связующего из примера 3.
Пример 4
Сверхкрупнозернистый порошкообразный карбид вольфрама, характеризующийся средним размером зерна 5 мкм и уровнем содержания углерода 6,12 мас.%, размалывали совместно с 6,2 мас.% порошкообразного кобальта и 0,2 мас.% порошкообразного материала ТаС, что соответствует относительному уровню содержания Та по отношению к связующему на основе Со, составляющему приблизительно 3,23 мас.%, при среднем размере зерна, составляющем приблизительно 1 мкм. Зерна Со характеризовались средним размером зерна, составляющим приблизительно 1 мкм. Размалывание проводили в шаровой мельнице в среде размалывания, состоящей из гексана при 2 мас.% парафинового воска, и при использовании соотношения между порошкообразным материалом и шариками 1 : 6 на протяжении 24 часов.
После высушивания отсортированного по крупности порошкообразного материала вставки на 10 мм, имеющие в длину 4,5 мм и предназначенные для резцов при горно-добычных работах, прессовали и спекали при 1440°С на протяжении 75 минут, включая ступень спекания в вакууме на протяжении 45 минут и ступень спекания при высоком изостатическом давлении (ВИД) на протяжении 30 минут, реализуемую в атмосфере аргона при давлении 40 бар.
После спекания при 1440°С карбидные изделия охлаждали до 1365°С со скоростью охлаждения 2,2°С в минуту, а после этого от 1365°С до 1295°С (температурный диапазон, где затвердевает жидкое связующее на основе Со) со скоростью охлаждения 3,3°С в минуту. Во время дальнейшего охлаждения от 1295°С до комнатной температуры скорость охлаждения была неконтролируемой.
Микроструктура, которая демонстрируется на фиг. 11, как это было установлено, содержит только WC и фазу связующего; не было обнаружено каких-либо эта-фазы, свободного углерода или макровключений второй Та-содержащей фазы. Микроструктура указывает на сверхкрупнозернистость цементированного карбида.
Свойства цементированного карбида из примера 4 демонстрируются в таблице 6.
Таблица 6. Измеренные свойства цементированного карбида из примера 4
Исследования при использовании методов ПЭМ и ПЭМВР указали на присутствие наночастиц в фазе связующего, подобных наночастицам в цементированном карбиде, соответствующем примеру 1.
Резцы для горно-добычных работ, как это продемонстрировано на фиг. 12, производили при использовании карбидных вставок из примера 4 и подвергали испытанию при резке абразивного бетона. Как это было установлено, после резки 400 м абразивного бетона изнашивание составляло приблизительно 0,6 мм. Методика испытания описывается в публикации [I. Konyashin, B. Ries Wear damage of cemented carbides with different combinations of WC mean grain size and Co content. Part II: Laboratory performance tests on rock cutting and drilling. Int. Journal of Refractory Metals and Hard Materials 45 (2014) 230–237].
Пример 5
В качестве эталонного образца из того же самого сверхкркрупнозернистого порошкообразного карбида вольфрама, что и порошкообразный материал, использованный в примере 4, изготавливали карбидные вставки, характеризующиеся той же самой композицией за исключением того, что они не содержали ТаС. Микроструктура вставок не содержала эта-фазы или свободного углерода.
Свойства цементированного карбида из примера 5 демонстрируются в таблице 7.
Таблица 7. Измеренные свойства цементированного карбида из примера 5
Исследования при использовании методов ПЭМ и ПЭМВР не выявили каких-либо наночастиц в фазе связующего.
Резцы для горно-добычных работ, характеризующиеся той же самой геометрией, что и геометрия, соответствующая примеру 4, производили при использовании карбидных вставок из примера 5 и подвергали испытанию при резке абразивного бетона. Как это было установлено, после резки 400 м абразивного бетона изнашивание составляло приблизительно 1,4 мм.
Износостойкость цементированного карбида, содержащего Та в виде наночастиц в фазе связующего, соответствующей примеру 4, является большей в сопоставлении с соответствующей характеристикой из примера 5, который не включает Та-содержащих наночастиц в фазе связующего, с коэффициентом, составляющим более, чем два.
Пример 6
При использовании того же самого способа, что и способ, описанный в примере 1, изготавливали карбидные изделия и вставки, характеризующиеся той же самой геометрией, что и геометрия, описанная в примере 1. Однако, во время размалывания к порошкообразной смеси добавляли отсортированный по крупности порошкообразный цементированный карбид при 0,11 мас.% ТаС вместо 0,2 мас.% ТаС. Относительный уровень содержания Та по отношению к связующему на основе Со составлял приблизительно 1,83 мас.%. Образцы, вставки и головки, включающие карбидные вставки, изготавливали и подвергали испытанию при использовании тех же самых условий, что и условия, описанные для примера 1.
Как это было установлено, микроструктура изделий из цементированного карбида содержала только фазу WC и связующее на основе Со. Не было обнаружено каких-либо включений эта-фазы или макровключений второй Та-содержащей карбида фазы.
Свойства цементированного карбида из примера 6 демонстрируются в таблице 8.
Таблица 8. Измеренные свойства цементированного карбида из примера 6
Коэрцитивная сила, твердость по Виккерсу и нанотвердость связующего были меньшими в сопоставлении с соответствующими характеристиками, описанными в примере 1, но все еще большими в сопоставлении с соответствующими характеристиками из примера 3.
Исследования при использовании метода ПЭМВР указывают на присутствие в фазе связующего наночастиц, подобных наночастицам, описанным в примере 1.
Как это было установлено, после бурения 3 м кварцитной горной породы среднее изнашивание вставок на 7 мм составляло 0,4 мм, таким образом, износостойкость цементированного карбида, соответствующего примеру 6, была лучшей в сопоставлении с соответствующей характеристикой стандартного сорта цементированного карбида, соответствующего примеру 3.
Пример 7
При использовании того же самого способа, что и способ, описанный в примере 1, изготавливали карбидные изделия и вставки, характеризующиеся той же самой геометрией, что и геометрия, описанная в примере 1. Однако, во время размалывания к порошкообразной смеси добавляли отсортированный по крупности порошкообразный цементированный карбид при 0,07 мас.%ТаС вместо 0,2 мас.%ТаС. Относительный уровень содержания Та по отношению к связующему на основе Со составлял приблизительно 1,16 мас.%. Образцы и головки, включающие карбидные вставки, подвергали испытанию при использовании тех же самых условий, что и условия, описанные для примера 1.
Как это было установлено, микроструктура изделий из цементированного карбида содержала только фазу WC и связующее на основе Со. Не было обнаружено каких-либо включений эта-фазы или макровключений второй карбидной фазы.
Свойства цементированного карбида из примера 7 демонстрируются в таблице 9.
Таблица 9. Измеренные свойства цементированного карбида из примера 7
Коэрцитивная сила, твердость по Виккерсу и нанотвердость связующего являются близкими к соответствующим характеристикам из примера 1.
Исследования при использовании метода ПЭМВР указывают на отсутствие в фазе связующего каких-либо наночастиц, подобных наночастицам, описанным в примере 1.
Как это было установлено, после бурения 3 м кварцитной горной породы среднее изнашивание вставок на 7 мм составляло 0,7 мм, таким образом, износостойкость цементированного карбида, соответствующего примеру 7, была той же самой, что и соответствующая характеристика цементированного карбида, соответствующего примеру 3.
Пример 8
При использовании того же самого способа, что и способ, описанный в примере 1, изготавливали карбидные изделия и вставки, характеризующиеся той же самой геометрией, что и геометрия, описанная в примере 1. Однако, во время размалывания к порошкообразной смеси добавляли отсортированный по крупности порошкообразный цементированный карбид при 2 мас.% ТаС вместо 0,2 мас.% ТаС, таким образом, относительный уровень содержания Та по отношению к связующему на основе Со составлял приблизительно 33,3 мас.%. Образцы и головки, включающие карбидные вставки, подвергали испытанию при использовании тех же самых условий, что и условия, описанные для примера 1.
Как это было установлено, микроструктура изделий из цементированного карбида содержала в дополнение к фазе WC и связующему на основе Со макрозерна второй карбидной фазы на основе (Ta,W)C, имеющей форму относительно крупных округлых включений, которые демонстрируются на фиг. 13. Данные макровключения второй карбидной фазы видны на фиг. 13 в виде твердых частиц после травления в реактиве Мураками на протяжении 5 минут.
Свойства цементированного карбида из примера 8 демонстрируются в таблице 10.
Таблица 10. Измеренные свойства цементированного карбида из примера 8
Коэрцитивная сила, твердость по Виккерсу и нанотвердость связующего являются близкими к соответствующим характеристикам из примера 1, однако, значение СПР было значительно меньшим.
Как это было установлено, после бурения 30 см кварцитной горной породы все калибрующие вставки на 7 мм бурильной головки разрушались, что указывает на кардинальное уменьшение эксплуатационной вязкости цементированного карбида, соответствующего примеру 8.
Пример 9
При использовании того же самого способа, что и способ, описанный в примере 1, изготавливали карбидные изделия и вставки, характеризующиеся той же самой геометрией, что и геометрия, описанная в примере 1. Однако, во время размалывания к порошкообразной смеси добавляли отсортированный по крупности порошкообразный цементированный карбид при 0,6 мас.% ТаС вместо 0,2 мас.% ТаС, таким образом, относительный уровень содержания Та по отношению к связующему на основе Со составлял приблизительно 10 мас.%. Образцы и головки, включающие карбидные вставки, подвергали испытанию при использовании тех же самых условий, что и условия, описанные для примера 1.
Как это было установлено, микроструктура изделий из цементированного карбида содержала в дополнение к фазе WC и связующему на основе Со незначительное количество макрозерен второй карбидной фазы на основе (Ta,W)C, которые демонстрируются на фиг. 15. Данные макрозерна второй карбидной фазы видны на фиг. 15 в виде «кружево»-образных темных включений, окружающих зерна WC после травления в реактиве Мураками на протяжении 5 минут. Свойства цементированного карбида из примера 9 демонстрируются в таблице 11, указывая на то, что присутствие второй карбидной фазы в виде «кружево»-образных темных включений, окружающих зерна WC, не приводит к пагубному уменьшению механических и эксплуатационных свойств цементированного карбида, соответствующего примеру 9. Тем не менее, данные свойства не являются лучшими в сопоставлении с соответствующими свойствами цементированного карбида, соответствующего примеру 1 и содержащего значительно меньшее количество ТаС. Принимая во внимание очень высокие цены на тантал и, следовательно, карбид тантала, по-видимому, будет разумным производство вставок из цементированного карбида, содержащих меньшее количество добавленного материала ТаС в соответствии с примером 1.
Таблица 11. Измеренные свойства цементированного карбида из примера 9
Как это было установлено, после бурения 30 см кварцитной горной породы все вставки на 7 мм бурильной головки не разрушались, что указывает на неуменьшение эксплуатационной вязкости цементированного карбида, соответствующего примеру 9. Как это было установлено, после бурения 3 м кварцита среднее изнашивание калибрующих карбидных вставок на 7 мм составляло 0,3 мм.
Пример 10
При использовании того же самого способа, что и способ, описанный в примере 1, изготавливали карбидные изделия и вставки, характеризующиеся той же самой геометрией, что и геометрия, описанная в примере 1. Однако, во время размалывания к порошкообразной смеси добавляли отсортированный по крупности порошкообразный цементированный карбид при 0,9 мас.% ТаС вместо 0,2 мас.% ТаС, таким образом, относительный уровень содержания Та по отношению к связующему на основе Со составлял приблизительно 15 мас.%. Образцы и головки, включающие карбидные вставки, подвергали испытанию при использовании тех же самых условий, что и условия, описанные для примера 1.
Как это было установлено, микроструктура изделий из цементированного карбида содержала в дополнение к фазе WC и связующему на основе Со незначительное количество макрозерен второй карбидной фазы на основе (Ta,W)C, морфология которых была подобна морфологии, продемонстрированной на фиг. 15. Свойства цементированного карбида из примера 10 демонстрируются в таблице 12, и указывают на то, что присутствие второой карбидной фазы в качестве «кружево»-образных темных включений, окружающих зерна WC, не приводит к ощутимому уменьшению механических и эксплуатационных свойств цементированного карбида, соответствующего примеру 10. Тем не менее, данные свойства не являются лучшими в сопоставлении с соответствующими свойствами цементированного карбида, соответствующего примеру 1 и содержащего значительно меньшее количество ТаС. Принимая во внимание очень высокие цены на тантал и, следовательно, карбид тантала, по-видимому, будет разумным производство вставок из цементированного карбида, содержащих меньшее количество добавленного материала ТаС в соответствии с примером 1, хотя также приемлемыми являются и более значительные количества ТаС, добавленные к материалу цементированного карбида.
Таблица 12. Измеренные свойства цементированного карбида из примера 10
Как это было установлено, после бурения 30 см кварцитной горной породы все вставки на 7 мм бурильной головки не разрушались, что указывает на отсутствие уменьшения эксплуатационной вязкости цементированного карбида, соответствующего примеру 10. Как это было установлено, после бурения 3 м кварцита среднее изнашивание калибрующих карбидных вставок на 7 мм составляло 0,3 мм.
Пример 11
Резцы для планировки дороги, один из которых демонстрируется на фиг. 14, производили при изготовлении рабочих концов из цементированных карбидов, соответствующих примеру 4 и примеру 5, и подвергали полевым испытаниям при планировке дороги в результате фрезерования абразивного асфальта. Резцы предварительно маркировали и перемешивали со следующим далее вставлением в барабан для планировки дороги, продемонстрированный на фигуре 16.
Условия испытания представляли собой нижеследующее: глубина фрезерования – 20 см, расстояние фрезерования – 2800 м, подача при фрезеровании – 10-14 м/мин, водяное охлаждение – 100 %, объем фрезерованного асфальта – 2345 м3. После полевого испытания резцы удаляли из барабана, рассортировывали и измеряли как количество повреждений, так и среднюю величину изнашивания.
Как это было установлено, 4,8 % резцов, имеющих рабочие концы, произведенные в соответствии с примером 4, разрушались, и средняя величина изнашивания составляла приблизительно 4,0 мм, в то время как количество разрушенных резцов, имеющих рабочие концы, произведенные в соответствии с примером 5 (стандартный сорт цементированного карбида), было равно 9,2 %, и средняя величина изнашивания составляла 7,8 мм. Поэтому цементированный карбид, полученный в соответствии с примером 4, характеризуется как улучшенной эксплуатационной вязкостью, так и значительно лучшей износостойкостью, что в результате приводит к получению его продолжительного срока службы. Достижения этого добиваются в результате наличия значительно улучшенной износостойкости связующего, что можно видеть на фиг. 17 и фиг. 18, демонстрирующих поверхности изнашивания карбидных рабочих концов из обоих сортов цементированного карбида после полевого испытания. Как это ясно видно на фиг. 17, фаза связующего в цементированном карбиде, полученном в соответствии с примером 4, является только слегка изношенной, оставляя опору для зерен WC и, таким образом, при предотвращении их интенсивных микрорастрескивания и отделения от поверхности цементированного карбида. В противоположность этому, как это можно видеть на фиг. 18, фаза связующего в стандартном сорте цементированного карбида, полученном в соответствии с примером 5, является очень интенсивно изношенной и оставляет зерна WC без опоры. В результате зерна WC легко могут расщепляться, разрушаться и отделяться от поверхности цементированного карбида, что, таким образом, в результате приводит к получению значительно большей скорости изнашивания цементированного карбида в целом.
Известно изготовление масс из цементированного карбида, которые характеризуются наличием градиента по композиции от поверхности к сердцевине. Это может быть осуществлено, например, в результате тщательно контролируемого выдерживания условий проведения термических обработок. В частности, для изготовления такой массы могут быть использованы время, температура и атмосфера, которые соответствуют описанию изобретения, например, в публикации WO 2010/097784 (содержание которой включается в настоящий документ). Методики, описанные в данном документе, могут быть использованы для изготовления массы из цементированного карбида при соприкосновении поверхностной области с сердцевинной областью, где средняя доля связующего в сердцевинной области является большей в сопоставлении с соответствующей долей в поверхностной области. Это придает поверхностной области улучшенные износостойкость и вязкость. Поверхностная область представляет собой слой, неразъемно сформированный с сердцевинной областью, (в большинстве областей применения обычно достаточной является толщина в диапазоне между 0,5 мм и 10 мм). Средняя доля связующего в поверхностной области обычно является меньшей в сопоставлении с соответствующей долей в сердцевинной области с коэффициентом, составляющим, по меньшей мере, 0,05 и, самое большее, 0,90.
Цементированный карбид, который соответствует описанию изобретения в настоящем документе, может быть использован в качестве части инструмента, такого как резец для дороги или горно-добычных работ.
Выше были описаны различные типовые варианты осуществления цементированных карбидов, способов производства цементированных карбидов и инструментов, содержащих цементированные карбиды. Как это должны понимать специалисты в соответствующей области техники, для примеров могут быть реализованы изменения и модифицирования без отклонения от объема прилагающейся формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕМЕНТИРОВАННОЕ КАРБИДНОЕ ТЕЛО | 1989 |
|
RU2046152C1 |
| КОМПОЗИТНАЯ ВСТАВКА С ПОЛИКРИСТАЛЛИЧЕСКИМИ АЛМАЗАМИ | 2010 |
|
RU2503522C2 |
| АБРАЗИВНАЯ ПРЕССОВКА ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА | 2007 |
|
RU2466200C2 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДНОГО ИЛИ КЕРМЕТНОГО МАТЕРИАЛА | 2015 |
|
RU2703951C2 |
| ПУАНСОН ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2011 |
|
RU2563073C2 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДА И ПОЛУЧАЕМЫЙ ПРИ ЕГО ПОМОЩИ ПРОДУКТ | 2014 |
|
RU2694401C2 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ, ИЗДЕЛИЯ, ВКЛЮЧАЮЩИЕ ЭТОТ МАТЕРИАЛ, ИНСТРУМЕНТЫ, ВКЛЮЧАЮЩИЕ ЭТОТ МАТЕРИАЛ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2599319C2 |
| МЕЛКОЗЕРНИСТЫЙ ПОЛИКРИСТАЛЛИЧЕСКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ | 2006 |
|
RU2433908C2 |
| ТВЕРДОСПЛАВНОЕ ТЕЛО | 2010 |
|
RU2521937C2 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, УПЛОТНЕННАЯ КЕРАМИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, СПОСОБ УПЛОТНЕНИЯ ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН, КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ | 1994 |
|
RU2107607C1 |
Группа изобретений относится к материалу цементированного карбида, способу его изготовления и инструмента из упомянутого материала. Материал содержит: а. зерна карбида вольфрама; b. материал матрицы связующего, содержащий любой из кобальта, никеля и железа или их смеси или состоящий из них, где зерна карбида вольфрама расположены в материале матрицы связующего, причем материал матрицы связующего также содержит танталсодержащие включения, которые представляют собой карбидные наночастицы. Танталсодержащие включения имеют сферическую, пластинчатую или игольчатую форму. Содержание тантала находится в диапазоне между 1,5 массового процента и 3,5 массового процента от уровня содержания связующего. Танталсодержащие включения характеризуются средним наибольшим линейным размером, составляющим не более чем 80 нм. Материал цементированного карбида, по существу, не содержит Та-содержащих зерен, характеризующихся наибольшим средним линейным размером, составляющим более чем 500 нм. Обеспечивается повышение стойкости материала к механической усталости. 3 н. и 19 з.п. ф-лы, 18 ил., 12 табл., 11 пр.
1. Материал цементированного карбида, содержащий:
а. зерна карбида вольфрама;
b. материал матрицы связующего, содержащий любой из кобальта, никеля и железа или их смеси или состоящий из них, где зерна карбида вольфрама расположены в материале матрицы связующего;
при этом материал матрицы связующего также содержит танталсодержащие включения, которые представляют собой карбидные наночастицы, при этом танталсодержащие включения имеют любую форму из: по существу сферической, пластинчатой или игольчатой форм;
с. где содержание тантала находится в диапазоне между 1,5 массового процента и 3,5 массового процента от уровня содержания связующего; и
d. где танталсодержащие включения характеризуются средним наибольшим линейным размером, составляющим не более чем 80 нм,
причем материал цементированного карбида, по существу, не содержит Та-содержащих зерен, характеризующихся наибольшим средним линейным размером, составляющим более чем 500 нм.
2. Материал цементированного карбида по п. 1, где танталсодержащие включения характеризуются средним наибольшим линейным размером, составляющим не более чем 50 нм.
3. Материал цементированного карбида по п. 2, где танталсодержащие включения характеризуются средним наибольшим линейным размером, составляющим менее чем 20 нм или менее чем 10 нм.
4. Материал цементированного карбида по любому из пп. 1-3, где материал цементированного карбида по существу не содержит эта-фазы и свободного углерода, и где содержание углерода является таким, что магнитный момент материала цементированного карбида составляет по меньшей мере 87 процентов от теоретического значения для материала цементированного карбида, содержащего материал связующего из номинально чистых компонентов Со, Ni и/или Fe или смеси из них.
5. Материал цементированного карбида по любому из пп. 1-4, где материал цементированного карбида, по существу, не содержит эта-фазы и свободного углерода, и где содержание углерода является таким, что магнитный момент для массы из цементированного карбида составляет по меньшей мере 70 процентов от теоретического значения для массы из цементированного карбида, содержащей материал связующего из номинально чистых компонентов Со, Ni и/или Fe или смеси из них.
6. Материал цементированного карбида по любому из пп. 1-5, в котором включения содержат материал, соответствующий фазе, описывающейся формулой TaxWyCozC, где х представляет собой значение в диапазоне от 1 до 8, у представляет собой значение в диапазоне от 0 до 8, а z представляет собой значение в диапазоне от 0 до 10.
7. Материал цементированного карбида по любому из пп. 1-6, где включения содержат любую из кубической η-фазы, содержащей Co6(W,Ta)6C, и гексагональной η-фазы, содержащей Co3(W,Ta)10C3.
8. Материал цементированного карбида по любому из пп. 1-7, где наночастицы формируют цепи, содержащие соединенные округлые наночастицы.
9. Материал цементированного карбида по любому из пп. 1-8, содержащий, кроме того, ламелевидные танталсодержащие наночастицы, характеризующиеся средним наибольшим линейным размером, составляющим не более чем 80 нм.
10. Материал цементированного карбида по любому из пп. 1-9, в котором нанотвердость связующего выбирают из по меньшей мере 6 ГПа, по меньшей мере 8 ГПа или по меньшей мере 10 ГПа.
11. Материал цементированного карбида по любому из пп. 1-10, в котором коэрцитивная сила материала цементированного карбида больше по меньшей мере на 10%, чем коэрцитивная сила соответствующего цементированного карбида, характеризующегося теми же самыми уровнем содержания Со и средним размером зерен карбида вольфрама, не содержащих тантала.
12. Материал цементированного карбида по любому из пп. 1-9, где материал включает поверхностную область, примыкающую к поверхности, и сердцевинную область, удаленную от поверхности, при этом поверхностная область и сердцевинная область соприкасаются друг с другом, и средняя доля связующего в сердцевинной области больше, чем соответствующая доля в поверхностной области.
13. Материал цементированного карбида по п. 12, где поверхностная область представляет собой слой, сформированный как единое целое с сердцевинной областью, при этом поверхностная область имеет толщину, составляющую по меньшей мере 0,5 мм и, самое большее, 10 мм.
14. Материал цементированного карбида по п. 12 или 13, в котором средняя доля связующего в поверхностной области меньше, чем соответствующая доля в сердцевинной области с коэффициентом, составляющим по меньшей мере 0,05 и, самое большее, 0,90.
15. Материал цементированного карбида по любому из пп. 1-14, где материал используют в качестве подложки для поликристаллического алмаза (ПКА).
16. Материал цементированного карбида по любому из пп. 1-14, где материал используют для высокотемпературных компонентов высокого давления при синтезе алмаза или кубического нитрида бора (КНБ).
17. Способ изготовления материала цементированного карбида по любому из пп. 1-16, при этом способ включает:
а. совместное размалывание порошкообразного карбида вольфрама, карбида тантала и порошкообразных материалов, содержащих любой из кобальта, никеля и железа;
b. прессование размолотого порошкообразного материала для формирования полуфабриката;
с. спекание полуфабриката в вакууме при температуре в диапазоне между 1400°С и 1480°С на протяжении периода времени, составляющего по меньшей мере 15 минут;
d. охлаждение спеченной массы от температуры спекания до температуры 1365°С со скоростью охлаждения, составляющей по меньшей мере 2°С в минуту;
е. дополнительное охлаждение спеченной массы от 1365°С до 1295°С со скоростью охлаждения, составляющей по меньшей мере 3°С в минуту.
18. Способ по п. 17, в котором средняя длина свободного пробега для связующего в спеченной массе находится в диапазоне от 0,1 мкм до 1 мкм после охлаждения до комнатной температуры.
19. Способ по п. 17 или 18, включающий спекание полуфабриката в вакууме при температуре в диапазоне между 1400°С и 1480°С на протяжении не более чем 360 минут.
20. Инструмент, изготовленный из материала цементированного карбида по любому из пп. 1-16.
21. Инструмент по п. 20, который представляет собой резец для планировки дороги или резец для горно-добычных работ.
22. Инструмент по п. 20, который представляет собой бурильную головку для вращательного или ударного бурения.
| JP 2005068513 A, 17.03.2005 | |||
| US 20150360291 A1, 17.12.2015 | |||
| WO 2010036569 A3, 01.04.2010 | |||
| US 4911989 A1, 27.03.1990 | |||
| EP 1100976 B1, 03.03.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ СПЛАВОВ СПЕКАНИЕМ | 1932 |
|
SU36650A1 |

