Изобретение относится к способам контроля качества бумажного полотна в процессе его производства и к оптической контролирующей системе для определения характеристик качества бумажного полотна.
Контроль за качеством бумажного полотна в бумагоделательной машине включает в себя оперативное обнаружение различного рода дефектов - нарушения сплошности бумажного полотна, засветления и затемнения, отклонения размеров и качества введения в бумагу нитей и других визуальных защитных признаков, нарушения в их расположении. Предлагавшиеся до настоящего времени методы и устройства для решения этих задач не обладали в достаточной степени информативностью, гибкостью и простотой конструкции для решения комплексных задач при работе с различными видами бумажного полотна.
К недостаткам ранее предлагаемых устройств и методов можно отнести:
получение неполных оптических характеристик контролируемого полотна при использовании осветителя только с одной стороны (RU 2294997, МПК D21F 7/06, G01N 21/89, опубликовано 10.03.2007); невозможность достаточно осветить полотно, которое имеет свою текстуру и неровности, особенно при введении в него различных защитных признаков (US 4879000, опубликован 11.07.1989); неустойчивость к флаттеру (т.е. дрожанию или колебанию полотна в направлении, перпендикулярном его движению) полотна системы контроля.
Эти и некоторые другие недостатки устраняются предлагаемой системой, включающей способ и устройство контроля.
Общая структура подобных систем, как правило, включает тот или иной вид осветителя для освещения полотна с последующей регистрацией отраженного и/или прошедшего света приемником, например линейным сканером с ПЗС-матрицей (CCD-камерой), и последующей обработкой полученных сигналов для получения выводов о соответствии принятому стандарту качества.
Наиболее близким по общей структуре является оптическая контролирующая установка для производства сигаретной бумаги RU 2224994 (МПК D21F 7/06, G01N 21/89, опубликовано 27.02.2004), которая и выбрана в качестве прототипа. Установка содержит верхний линейный осветитель и приемник, размещенные над бумажным полотном, а также систему обработки сигналов.
Недостатками данного устройства являются получение неполных оптических характеристик контролируемого полотна при использовании осветителя только с одной стороны, недостаточное освещение полотна, которое имеет свою текстуру и неровности, особенно при введении в него различных защитных признаков, и неустойчивость устройства контроля к флаттеру бумажного полотна.
В предлагаемом устройстве одновременно используются два независимых осветителя с общим для них приемником, что позволяет повысить надежность и информативность контроля качества бумажного полотна.
Указанный технический результат достигается тем, что в способе контроля качества бумажного полотна в процессе его производства, заключающемся в освещении полотна сверху по линии наблюдения и регистрации отраженного света с последующей обработкой полученных сигналов, согласно изобретению дополнительно проводят одновременное освещение полотна снизу, причем взаимную яркость освещений устанавливают так, что яркость регистрируемой зеркально отраженной составляющей от участков полотна с максимальным коэффициентом отражения сравнима с регистрируемой яркостью прошедшего через полотно излучения и больше фонового отраженного света.
Дополнительно сверху полотна увеличивают световой поток за счет расширения углов освещения линии наблюдения.
Указанный технический результат достигается также тем, что устройство для контроля качества бумажного полотна, содержащее верхний линейный осветитель и приемник, размещенные над бумажным полотном, и систему обработки сигналов, согласно изобретению дополнительно содержит нижний линейный осветитель, расположенный под бумажным полотном так, что освещение снизу и сверху полотна происходит вдоль линии наблюдения приемника.
Верхний линейный осветитель состоит из ряда элементарных источников света, имеющих расходящуюся диаграмму направленности излучения в телесном угле. Устройство может иметь как минимум еще один верхний линейный осветитель, аналогичный первому и расположенный параллельно ему, причем оптические оси обоих осветителей сходятся по линии наблюдения.
Устройство может также содержать более одного приемника излучения, причем все они должны быть установлены вдоль линии.
В осветителях в качестве элементарных источников света используются светодиоды. Приемник и нижний осветитель лежат в разных плоскостях относительно линии наблюдения.
Устройство дополнительно может содержать систему, коллимирующую излучение.
Устройство имеет узел автоматической маркировки для отметки бракованных участков полотна.
В осветителях в качестве элементарных источников света предпочтительно использовать светодиоды. Это позволяет получить ровное по структуре и достаточной яркости освещение. Кроме того, ассортимент современных светодиодов позволяет сделать выбор спектра, яркости излучения, угла свечения. Высокие эксплутационные качества позволяют применять их в промышленных условиях.
Изобретение иллюстрируется следующими чертежами.
Фиг.1 - схема устройства контроля качества бумажного полотна.
Фиг.2 - узел подсветки с верхним и нижним осветителями.
Фиг.3 - верхний осветитель.
Основой устройства контроля является оптоэлектронная часть, содержащая блок приемников линейного сканирования, состоящий из скоростных линейных CCD-камер 1 (фиг.1), модуля верхнего линейного осветителя 2, который формирует необходимое излучение и его пространственное распределение для подсветки на отражение участка полотна по линии наблюдения CCD-камерами и представляет собой протяженный элемент с множеством точечных источников света на основе светодиодов, и модуля линейного осветителя на просвет 3, состоящего из ряда светодиодов с собирающей цилиндрической линзой. На серверной стойке 4 обрабатывается информация, поступающая от CCD-камер, формируются кадры участков полотна 5, производится контроль технологических отклонений полотна по установленным параметрам, осуществляется управление работой промышленных маркеров, передаются стоп-кадры участков полотна на рабочее место оператора. Рабочее место оператора 6 используется для управления системой, задания контролируемых параметров и допустимых технологических отклонений, просмотра стоп-кадров и формирования статистических отчетов.
Промышленные маркеры 7 маркируют участок полотна при обнаружении технологических отклонений, превышающих допустимые, и дефектов в виде темных пятен и дыр.
Ныряющая нить обозначена позицией 8, линия наблюдения - позиция 9.
Принцип подсветки полотна верхним и нижним осветителями показан на фиг.2. Применяя общий приемник для обеих подсветок, можно существенно снизить стоимость системы и получить как отражательные, так и просветные характеристики полотна, не увеличивая общее количество приемников.
В отличие от примененных в прототипе световодов, обладающих низким КПД, невозможностью подстройки по углам и рядом других недостатков, в данной системе в качестве элементарных источников света используются светодиоды, обладающие высокой эффективностью, долговечностью и широким ассортиментом при невысокой стоимости. Это позволяет подобрать требуемые характеристики излучения, возможность установить углы освещения полотна. Верхний осветитель образован из светодиодов несколькими рядами, параллельными друг другу, и линии наблюдения приемника, идущими поперек полотна. В нижнем линейном осветителе применен ряд из сверхъярких светодиодов. Оба осветителя создают на полотне вдоль линии наблюдения приемника подсвеченную полосу. В общем случае для подсветок применяются светодиоды белого свечения, но для повышения контраста или других особенностей контроля могут применяться и цветные. В качестве приемника выступает камера линейного сканирования.
Другое важное отличие от прототипа и аналогов - если требуется получить отраженный свет от наклонных или изогнутых участков полотна, например ныряющей нити 8, то необходимо осуществить подсветку верхним осветителем в более широких углах, т.к. наклон участков уводит отраженный свет под углами, исключающими его попадание в приемник - CCD-камеру. Для решения этой задачи верхний осветитель составляют несколько параллельных рядов светодиодов, формируя пространственный осветитель, освещающий линию наблюдения 9 приемника 1 под требуемыми углами.
Надо заметить, что элементы системы имеют модульную конструкцию, которую можно настраивать под требуемые условия контроля и достраивать в зависимости от ширины контролируемого полотна. Изменяя зону захвата, количество используемых приемников с соответствующей подсветкой поперек полотна и разрешение, можно подстраивать систему под нужные условия работы. Для этих целей предусмотрены соответствующие способы крепления и расположения узлов системы с возможностями регулировки.
На Фиг.3 показан принцип работы верхнего осветителя для трех, в качестве примера, углов наклона (обведены в кружках) контролируемой ныряющей нити 8.
Такая конструкция из множества светодиодов также служит минимизации влияния флаттера на качество подсветки полотна, т.к. позволяет увеличить область равномерного освещения не только в плоскости полотна, но и при его вертикальном колебании в процессе движения.
В предлагаемой системе модуль верхнего линейного осветителя служит в основном для получения отраженной составляющей освещения поверхности от участков с высоким коэффициентом отражения, например ныряющих защитных нитей, находящихся на поверхности полотна. Так как они обладают более высокой отражающей способностью, чем диффузная поверхность бумаги, то для освещения на поверхности бумажного полотна сила света в разы ниже силы света излучателя на просвет. Поэтому верхний излучатель не оказывает заметного влияния на контроль бумажного полотна на просвет.
Взаимную яркость верхнего и нижнего освещений устанавливают так, что яркость регистрируемой зеркально отраженной составляющей с максимальным коэффициентом отражения сравнима с регистрируемой яркостью прошедшего через полотно излучения и больше фонового отраженного света. Это позволяет обходиться менее яркой верхней подсветкой и не создавать в приемной системе бликов от зеркально отраженного света.
Использование информации, полученной только из отраженного света, ограничивает контролирующие возможности системы, т.к. мы лишаемся информации о внутренних неоднородностях и структуре полотна, а также, отчасти, и о его обратной стороне. Применение второго осветителя 3 под полотном, в отличие от прототипа, устраняет этот недостаток, т.к. позволяет получить характеристики просвета полотна.
Здесь требуется применить достаточно яркий источник света, и мы используем сверхъяркие светодиоды, способные просветить полотно достаточно равномерным излучением. Для устранения влияние флаттера устанавливается коллимирующая цилиндрическая линза, вблизи фокуса которой и располагаются светодиоды.
Видеоинформация, поступающая с линейных CCD-камер, строчная развертка которых синхронизируется датчиком движения полотна (не показан), обрабатывается серверной стойкой 4, которая на основе полученных данных формирует кадр полотна и выполняет контроль технологических отклонений и дефектов полотна. При обнаружении отклонений, превышающих заданные допуски, контроллер выдает команду на маркирование дефектного участка полотна и сигнализирует об обнаруженном дефекте. Видеоинформация и обнаруженные в процессе анализа технологические отклонения передаются на рабочее место оператора 6, отражаются на мониторе и регистрируются в базе данных для дальнейшей статистической обработки. Также рабочее место оператора периодически с серверной стойки получает стоп-кадры полотна по листам, отображает их на мониторе оператора с наложением шаблона и измерением текущих отклонений.
Предлагаемый способ контроля качества бумажного полотна в процессе его производства и устройство для контроля качества бумажного полотна предназначены для использования на предприятиях, производящих различные виды бумажной продукции, в частности при производстве защищенной от подделки бумаги. При использовании данного изобретения обеспечивается надежный контроль качества бумаги, при этом устройство для контроля имеет высокие эксплуатационные и технические показатели при оптимальной его стоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ЗАЩИЩЕННОГО БУМАЖНОГО ПОЛОТНА В ПРОЦЕССЕ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2747463C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ В ПРОИЗВОДСТВЕ БУМАГИ | 1989 |
|
RU2023782C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА СУХОГО ТРАВЛЕНИЯ СТРУКТУРООБРАЗУЮЩЕГО СЛОЯ МИКРОСХЕМЫ | 2008 |
|
RU2372690C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ НАНОПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2020 |
|
RU2746308C1 |
| СПОСОБ ВИДЕОКОНТРОЛЯ КАЧЕСТВА ПОВТОРА КВАЗИИДЕНТИЧНЫХ ОБЪЕКТОВ НА ОСНОВЕ СКОРОСТНЫХ АЛГОРИТМОВ СРАВНЕНИЯ ПЛОСКИХ ПЕРИОДИЧЕСКИХ СТРУКТУР РУЛОННОГО ПОЛОТНА | 2018 |
|
RU2688239C1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ РАДИАЛЬНОГО ЗАЗОРА МЕЖДУ ТОРЦАМИ ЛОПАТОК ВРАЩАЮЩЕГОСЯ РОТОРА И КОРПУСОМ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2415379C1 |
| УСТРОЙСТВО ДЛЯ ДЕТЕКТИРОВАНИЯ ЗАЩИТНЫХ ПРИЗНАКОВ В ПРОЦЕССЕ КОНТРОЛЯ ПОДЛИННОСТИ ЦЕННЫХ БУМАГ И ДОКУМЕНТОВ | 2012 |
|
RU2505863C2 |
| Устройство для контроля качества бумажного полотна | 1983 |
|
SU1080009A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОДЛИННОСТИ БАНКНОТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2271576C2 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ ПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2018 |
|
RU2685072C1 |
Изобретение относится к способам контроля качества бумажного полотна. Изобретение заключается в освещении полотна сверху по линии наблюдения и регистрации отраженного света с последующей обработкой полученных сигналов. Дополнительно проводят одновременное освещение полотна снизу, причем взаимную яркость освещений устанавливают так, что яркость регистрируемой зеркально отраженной составляющей от участков полотна с максимальным коэффициентом отражения сравнима с регистрируемой яркостью прошедшего через полотно излучения и больше фонового отраженного света. Технический результат - повышение надежности контроля. 2 н. и 7 з.п. ф-лы, 3 ил.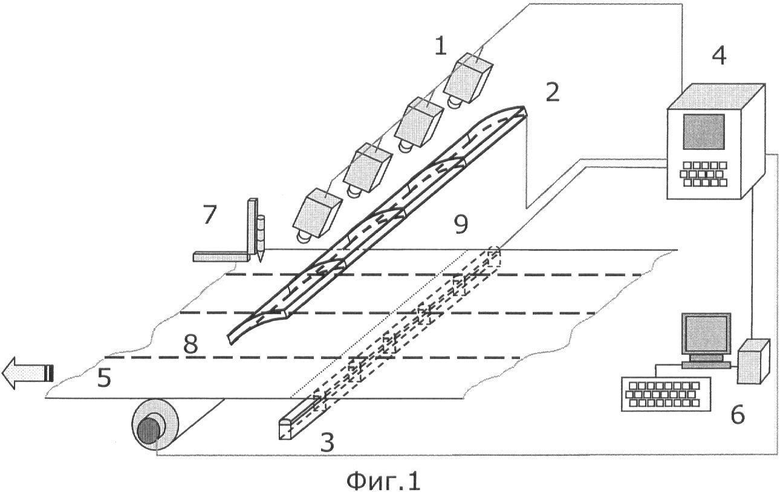
1. Способ контроля качества бумажного полотна в процессе его производства, заключающийся в освещении полотна сверху по линии наблюдения и регистрации отраженного света с последующей обработкой полученных сигналов, отличающийся тем, что дополнительно проводят одновременное освещение полотна снизу, причем взаимную яркость освещений устанавливают так, что яркость регистрируемой зеркально отраженной составляющей от участков полотна с максимальным коэффициентом отражения сравнима с регистрируемой яркостью прошедшего через полотно излучения и больше фонового отраженного света.
2. Способ по п.1, отличающийся тем, что дополнительно сверху полотна увеличивают световой поток за счет расширения углов освещения линии наблюдения, обеспечивая регистрацию зеркально отраженной составляющей от участков полотна, имеющих наклон или радиус кривизны.
3. Устройство для контроля качества бумажного полотна в процессе его производства, содержащее по меньшей мере один верхний линейный осветитель и по меньшей мере один приемник, размещенные над бумажным полотном, а также систему обработки сигналов, отличающееся тем, что устройство дополнительно содержит нижний линейный осветитель, расположенный под бумажным полотном так, что освещение снизу и сверху полотна происходит вдоль линии наблюдения приемника с возможностью установки взаимной яркости верхнего и нижнего освещений такой, что яркость регистрируемой зеркально отраженной составляющей от участков полотна с максимальным коэффициентом отражения сравнима с регистрируемой яркостью прошедшего через полотно излучения и больше фонового отраженного света.
4. Устройство по п.3, отличающееся тем, что верхний линейный осветитель состоит из ряда элементарных источников света, имеющих расходящуюся диаграмму направленности излучения в телесном угле.
5. Устройство по любому из пп.3 и 4, отличающееся тем, что имеет по меньшей мере еще один верхний линейный осветитель, аналогичный первому и расположенный параллельно ему, причем оптические оси обоих осветителей сходятся по линии наблюдения.
6. Устройство по п.3, отличающееся тем, что оно содержит более одного приемника излучения, причем все они установлены вдоль линии наблюдения.
7. Устройство по п.4, отличающееся тем, что элементарные источники света в осветителях выполнены в виде светодиодов.
8. Устройство по п.3, отличающееся тем, что оно содержит систему, коллимирующую излучение нижнего осветителя.
9. Устройство по п.3, отличающееся тем, что оно содержит узел автоматической маркировки бракованных участков полотна.
| ОПТИЧЕСКАЯ КОНТРОЛИРУЮЩАЯ СИСТЕМА ДЛЯ ПРОИЗВОДСТВА СИГАРЕТНОЙ БУМАГИ | 1998 |
|
RU2224994C2 |
| ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА ДЛЯ НАСТРОЙКИ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН (ВАРИАНТЫ) | 2005 |
|
RU2294997C1 |
| Способ определения неравномерности просвета бумаги | 1974 |
|
SU473939A1 |
| DE 3713279 A1, 03.11.1988. | |||

