Настоящее изобретение, главным образом, относится к оптической контролирующей системе для определения характеристик движущегося полотна. Более конкретно, настоящее изобретение относится к оптической контролирующей системе для определения характеристик движущегося полотна сигаретной бумаги, содержащей полоски.
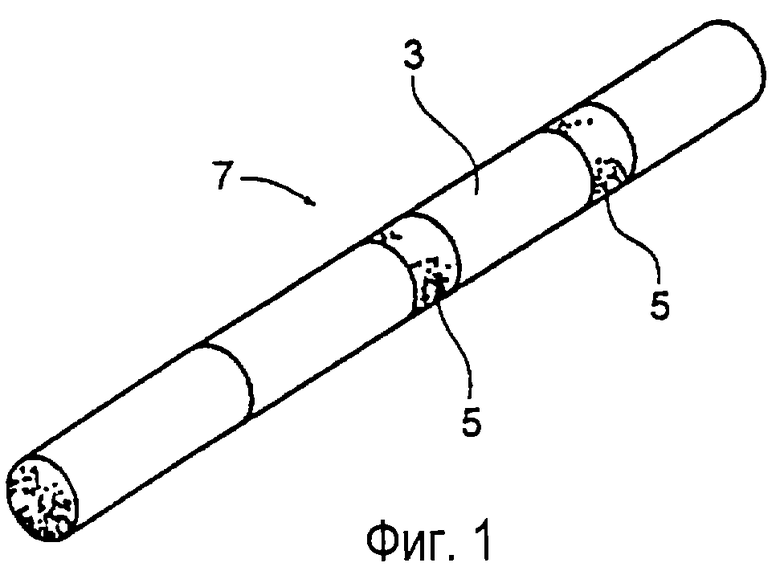
Переданные общему правопреемнику патенты США 5417228 и 5474095 раскрывают сигаретную бумагу, содержащую основное полотно и области полосок из дополнительного материала. Как показано на фиг.1, иллюстративная сигарета может содержать две полоски 5 из материала, образованного путем нанесения слоя целлюлозной массы на основную сигаретную бумагу 3. Целлюлон, микрокристаллическая целлюлоза, лен и древесная целлюлоза или крахмал представляют собой некоторые из различных предпочтительных веществ, которые использовались для образования полосок.
Переданный общему правопреемнику патент США 5534114 раскрывает, что вышеописанные полоски могут быть образованы путем модификации известной бумагоделательной машины типа Fourdrinier таким образом, чтобы наносить дополнительные слои целлюлозы на некоторой стадии производства сигаретной основной бумаги 3. Чтобы модернизировать процесс, полоски предпочтительно наносят, когда бумага движется с высокой скоростью, такой как 152,4 м/мин (500 футов/мин). При этих высоких скоростях разрывы и другие факторы (такие, как засоренные устройства нанесения полосок) могут в результате приводить к производству основного полотна, имеющего смещенные полоски.
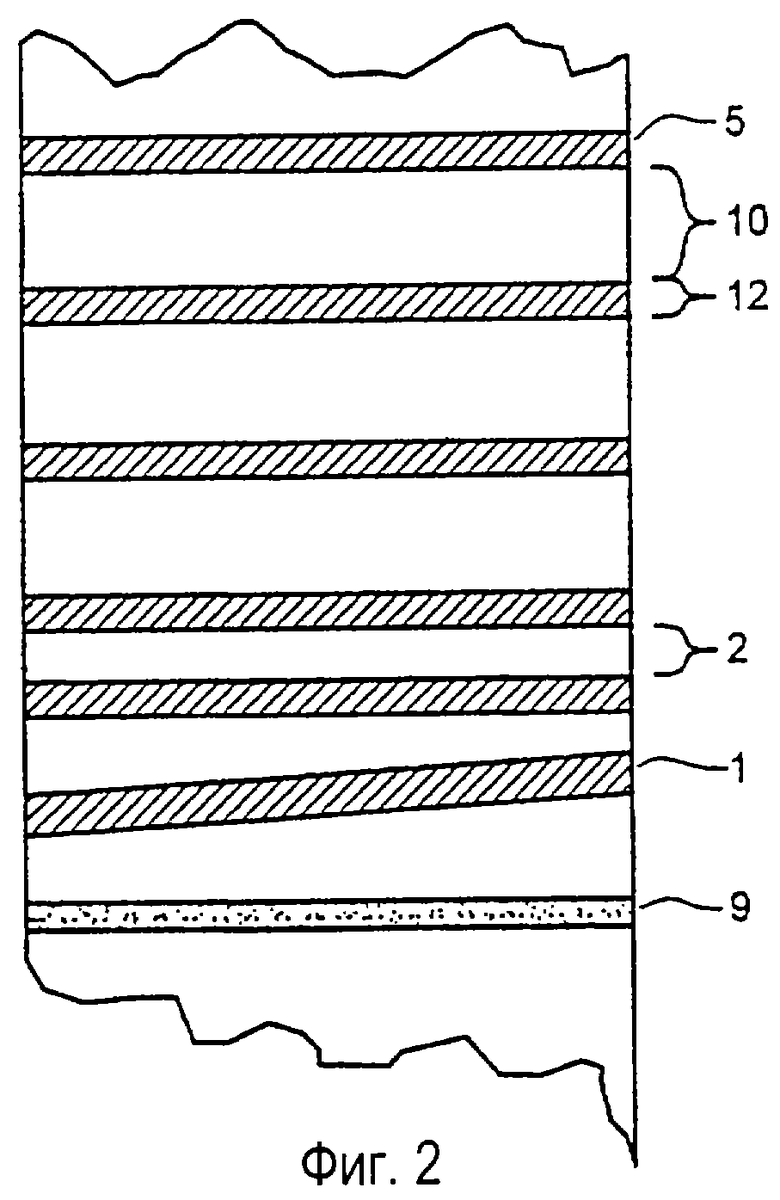
Например, как показано на фиг.2, основные аномалии возникают, когда ширина полоски 1 отклоняется от желаемой ширины 12 или полоска становится наклонной, так что она более не ортогональна по отношению к кромке бумаги (как в случае полоски 1). Другие аномалии возникают, когда раздел между двумя полосками отклоняется от желаемой ширины 10 (здесь так называемого "разнесения полосок"). Кроме того, неровное устройство нанесения полосок может произвести полоску с зазорами или полоску, имеющую контраст, который либо слишком высок (например, как в полоске 9), либо слишком низок.
Уровень техники включает устройства контроля полотна для использования в производстве тканей, пленки, бумаги и подобного материала. Некоторые из этих устройств включают в себя источники света для проектирования электромагнитного излучения на движущееся полотно материала. Свет падает на поверхность движущегося полотна, где он отражается и принимается устройством детектора. Любые аномалии в движущемся полотне могут быть обнаружены путем исследования характера отраженного электромагнитного излучения. Например, дырка, прокол или дефект в полотне будут проявлять себя в виде пика в уровне сигнала из детектора (который объясняется увеличением или уменьшением отраженного излучения). Пик можно визуально наблюдать путем присоединения выхода детектора к осциллографу, что иллюстрируется, например, в патенте США 5426509, автором которого является Peplinkski.
Хотя эти устройства пригодны, они являются неподходящими для задачи детектирования целостности сигаретной бумаги. Полоски, образованные на бумаге, часто имеют отражающие свойства, подобные самой сигаретной бумаге. Часто, например, полоски формируются из материала белого цвета, который трудно отличить от белой сигаретной бумаги. Более того, базовый вес сигаретной бумаги может варьироваться по направлению прохождения бумаги в бумагоделательной машине (из-за трудности сохранения постоянной скорости нанесения целлюлозы). Вариация базового веса бумаги влияет на ее отражающие свойства, тем самым внося путаницу в различия между областями с полосками и без полосок, которые и без того являются трудно уловимыми. Известные устройства не способны интерпретировать отражение от полотна такого характера. Как упоминалось, эти устройства компонуются для исследования поверхности полотна на предмет дырок, проколов и дефектов, которые проявляют себя в виде критических пиков в сигнале видеокамеры.
Также, если ширина полоски слишком велика или мала или отделена от ее соседней полоски на расстояние, большее или меньшее желаемого расстояния, она не может быть определена простым исследованием свойств одной точки на движущемся полотне. Скорее, свойства полоски должны оцениваться путем определения пространственного соотношения между различными элементами полотна.
Методы распознавания рисунка представляют собой один из путей определения пространственного соотношения между различными чертами на печатном полотне материала. В общем методе камера формирует цифровое изображение части полотна материала и напечатанной на нем информации. Затем цифровое изображение сравнивается с предварительно сохраненным шаблоном, представляющим часть идеального полотна. Несоответствия между шаблоном и изображением представляют неправильное полотно. Эти методы предполагают точность, но к сожалению вызывают большой объем обработки данных. Следовательно, эти методы являются неподходящими для детектирования свойств полосок на полотне, которое может двигаться со скоростями более чем или равными 152,4 м/мин (500 футов/мин).
Соответственно, основная задача настоящего изобретения состоит в создании контролирующей системы для точного детектирования свойств полосок, содержащихся в движущемся полотне сигаретной бумаги, без отклонения от стадий производства сигаретной бумаги.
Эти и другие задачи достигаются согласно настоящему изобретению посредством контролирующей установки, которая устанавливается над движущимся полотном в бумагоделательной машине ниже по ходу движения полотна относительно устройства нанесения полосок.
Установка контроля бумаги включает в себя каркас, содержащий множество источников света. Источники света направляют свет по оптоволоконному кабелю к светораспределительной сборке. Светораспределительная сборка направляет узкую полосу света поперек полотна. Полоса света отражается от поверхности бумаги и затем принимается множеством камер, каждая из которых содержит линейную ПЗС матрицу.
Данные из ПЗС матриц подаются в один или два процессорных блока, также установленных на каркасе. Блоки обработки делят данные из каждой матрицы на множество отрезков. Затем один элемент изображения из каждого отрезка сравнивается с динамическим порогом для определения, чему соответствует отрезок области с полоской или области без полоски. Отслеживая и записывая элементы изображения из последовательных отрезков, блоки обработки способны вычислять ширину полосок на полотне, разнесение между полосками и средний контраст полосок.
Информация, вычисленная блоками, на периодических интервалах собирается в Ethernet пакет и передается по сети Ethernet в компьютерную рабочую станцию. Затем компьютерная рабочая станция объединяет пакет с ранее принятыми пакетами и представляет оператору различные отображения итоговых статистических данных. Например, дисплей обеспечивает графики, иллюстрирующие ширину полосок, разнесение полосок, контраст полосок и аномалии полосок как функцию номера отрезка для самого последнего интервала. Кроме того, дисплей представляет совокупные статистические данные, представляя графики ширины полосок, разнесения полосок и контраста полосок как функцию времени.
Среди других преимуществ устройство точно оценивает главные аномалии сигаретной бумаги с полосками и своевременно представляет информацию в формате, который можно сразу легко понять. Например, пользователь может быть информирован о том, что конкретный элемент в устройстве нанесения полосок забит, посредством сообщения о том, что конкретное число отрезков получается из-за неправильных полосок. Далее, пользователь может быть информирован об общей тенденции к ухудшению в системе посредством исследования составных графиков, которые обсуждались выше, и таким образом незамедлительно осуществлять корректирующее действие.
Согласно другому особенно выгодному признаку порог, используемый для различения областей с полосками от областей без полосок, динамически устанавливается на основе скользящих средних значений непосредственно предшествующих областей с полосками и областей без полосок. В одном варианте осуществления изобретения порог представляет скользящее среднее значение фона без полосок плюс наибольшее из: (1) значений констант множества (такого, как 10 уровней яркости) или (2) 50% от скользящего среднего высот пиков областей с полосками (где "высоты пиков" соответствуют уровню яркости области с полосками минус уровень яркости смежной области без полосок). Динамическая установка порога этим способом приспосабливается к разнообразному множеству различных типов сигаретной бумаги и материала полосок и также может учитывать изменения в весе основы (и другие свойства типа химического состава, непрозрачности и т.д.) бумаги по направлению прохождения бумаги в бумагоделательной машине.
Ниже изобретение поясняется описанием конкретных вариантов его выполнения со ссылками на сопровождающие чертежи, на которых:
фиг. 1 изображает иллюстративную сигарету, содержащую области с полосками,
фиг. 2 изображает иллюстративное полотно сигаретного материала, содержащее полоски, некоторые из которых неправильные,
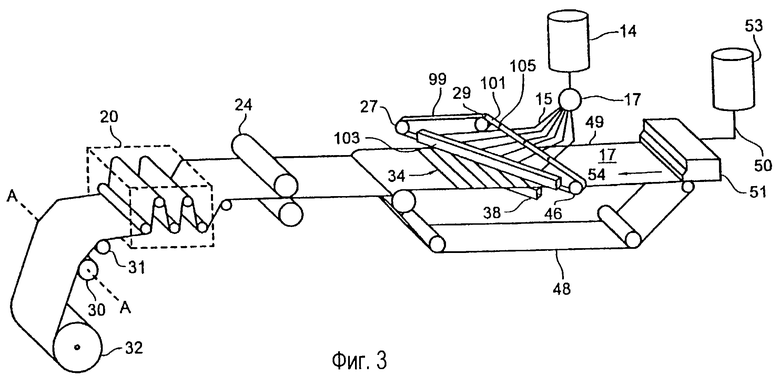
фиг. 3 изображает иллюстративную бумагоделательную машину, в которой может использоваться контролирующая установка настоящего изобретения,
фиг. 4 изображает иллюстративное устройство контроля бумаги настоящего изобретения,
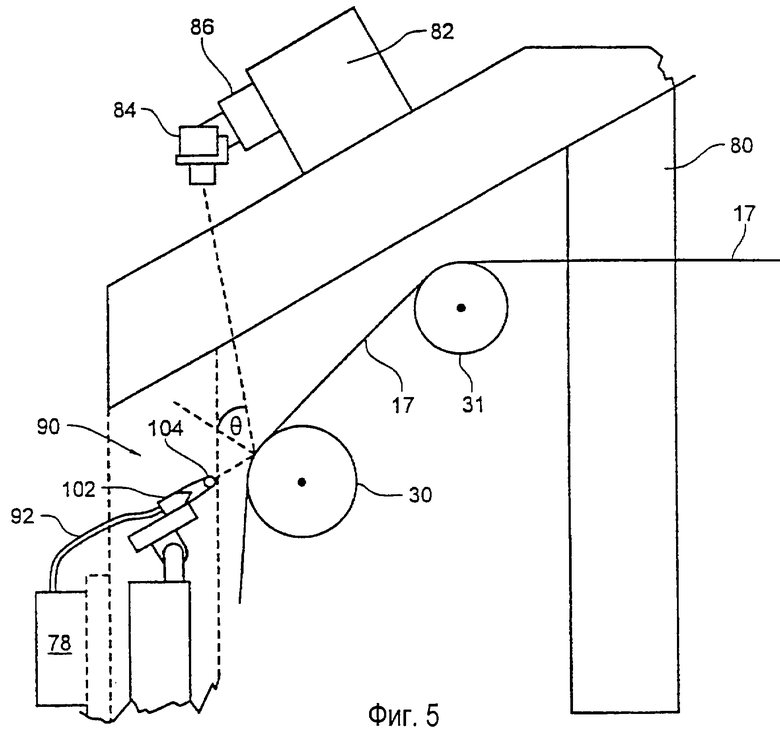
фиг.5 изображает устройство контроля бумаги фиг.4 в другом виде,
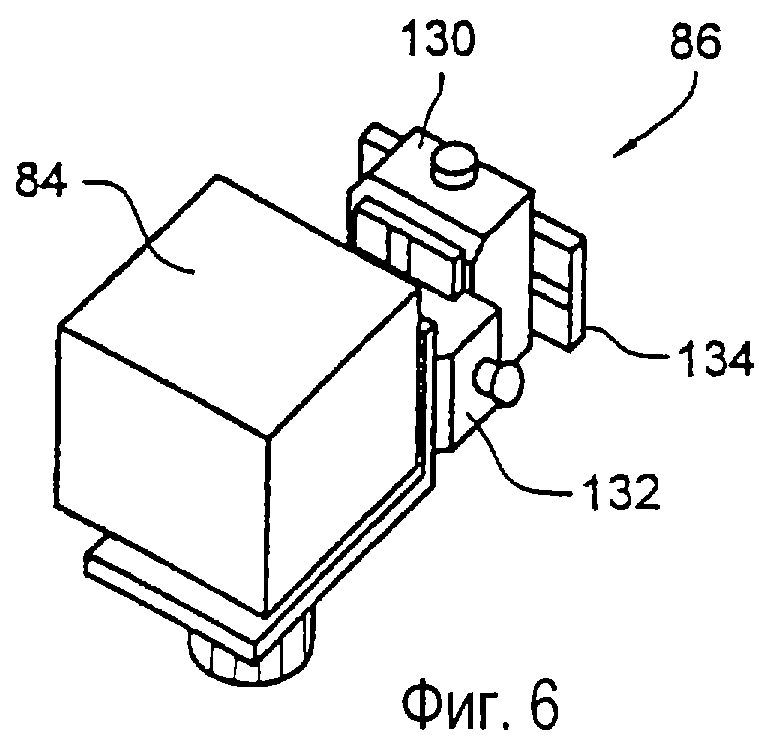
фиг. 6 изображает в увеличенном виде камеру, используемую в устройстве контроля бумаги фиг.4,
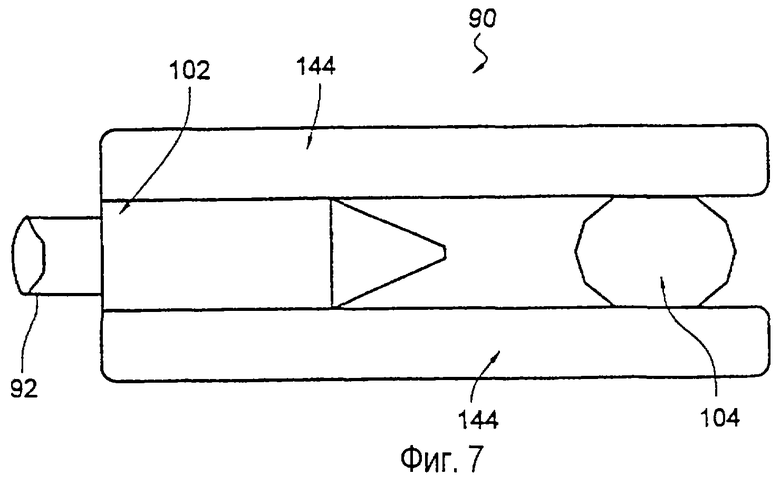
фиг.7 изображает в увеличенном поперечном сечении светораспределительную сборку, используемую в устройстве контроля бумаги фиг.4,
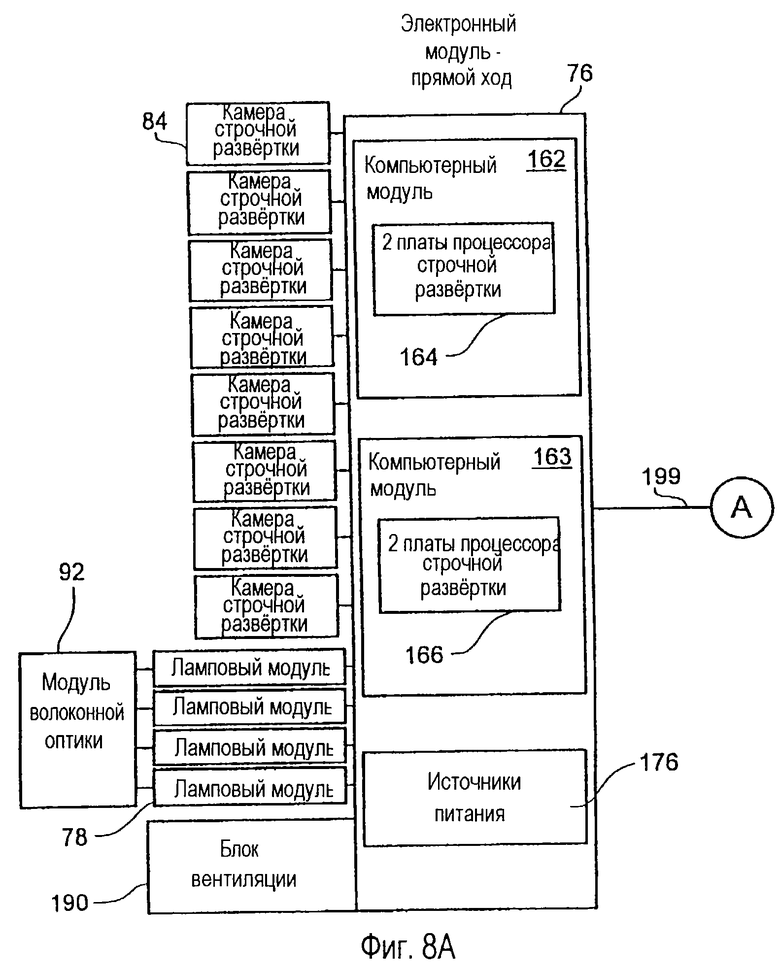
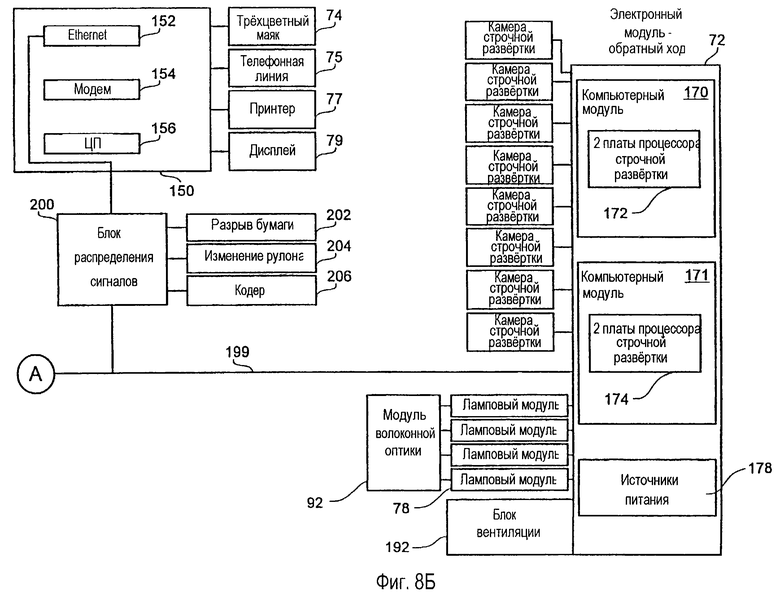
фиг. 8 изображает иллюстративную электрическую систему для использования в сочетании с устройством контроля бумаги фиг.4,
фиг. 9 изображает иллюстративный метод для обработки данных из камеры строчной развертки,
фиг. 10 изображает иллюстративную волновую форму уровня яркости элемента изображения как функцию строки развертки,
фиг.11 изображает иллюстративный алгоритм для определения различных свойств полосок, отображаемых камерой строчной развертки,
фиг. 12 изображает иллюстративное графическое отображение различных свойств полосок, отображаемых камерой строчной развертки,
фиг. 13 изображает схему резервуарной коробки вместе с системой распределения потока и системой управления давлением предпочтительного варианта осуществления изобретения, показанного на фиг.3, и
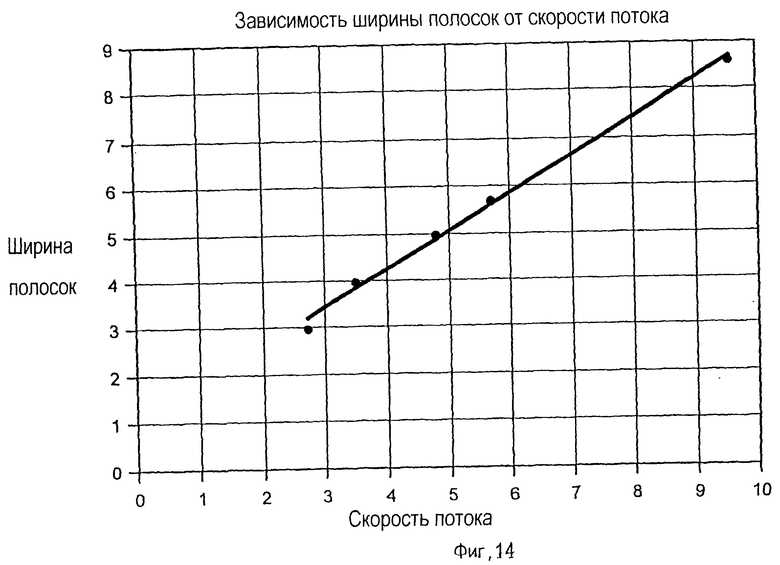
фиг. 14 изображает графическую зависимость ширины полосок от скорости потока добавочного материала, подаваемого в устройство нанесения суспензии.
В последующем описании с целью пояснения, но не ограничения специфические детали приведены для того, чтобы обеспечить полное понимание изобретения. Однако специалисту должно быть понятно, что настоящее изобретение может быть использовано в других вариантах выполнения, которые отступают от этих специфических деталей. В других случаях подробное описание хорошо известных способов, устройств и схем опускается с тем, чтобы не перегружать описание настоящего изобретения необязательными подробностями. На чертежах одинаковые номера позиций обозначают одинаковые компоненты.
Согласно иллюстративным аспектам контролирующая система настоящего изобретения предназначена для того, чтобы контролировать характеристики сигаретной бумаги во время ее изготовления. Таким образом, перед обсуждением непосредственно контролирующей установки полезно сначала описать иллюстративные аспекты системы изготовления сигаретной бумаги.
Фиг. 3 изображает иллюстративную машину для производства полотна 17 из волокнистого материала. Как показано на фигуре, содержимое центрального бака 53 с облагороженной целлюлозой (такой, как облагороженный лен или древесная целлюлоза) подается в головную распределительную коробку 51 посредством множества трубочек 50. Транспортер Fourdrinier 49 транспортирует целлюлозную суспензию из головной распределительной коробки 51 по направлению стрелки 54. В этом месте целлюлоза имеет высокое влагосодержание. Вода имеет возможность дренировать из суспензии или также может удаляться откачкой (не показано). Номер позиции 48 показывает возвратный контур транспортера Fourdrinier 49.
Сборка 99 нанесения полосок расположена вдоль пути транспортирования суспензии. Сборка 99 главным образом включает в себя каркас, поддерживающий замкнутый перфорированный стальной ремень 101, который направляется ведущим колесом 27, направляющим колесом 29 и ведомым колесом 46. Дно сборки 99 включает в себя резервуарную коробку 103, содержащую резервуар суспензии, подаваемой из бака 14 периодического действия через насос и управляющую систему 17 по трубочкам 15. Поток суспензии через трубочки 15 поддерживается на соответствующем уровне системой распределения потока, содержащей ряд насосов (не показаны) в сочетании с системой контроля давления (не показана). Суспензия выливается через отверстия 105 в замкнутом ремне 101, когда он проходит через донную часть резервуарной коробки. Ремень перемещается тогда, когда суспензия выливается, таким образом компенсируя перемещение полотна, двигающегося под камерой. Согласно иллюстративным вариантам выполнения ремень перемещается со скоростью 304,8 м/мин (1000 футов/мин) для "компенсации транспортера Fourdrinier 49, который перемещается со скоростью 152,4 м/мин (500 футов/мин). В результате этой компенсации резервуарная коробка наносит полоски (т.е. полоски 34) так, что они ортогональны кромкам полотна 17. Если полоски не совсем ортогональны, то можно отрегулировать угол или скорость сборки 99 нанесения полосок. Альтернативно может быть желательным неортогональное нанесение полосок. Дополнительные подробности относительно сборки 99 нанесения полосок раскрыты в переданном общему правопреемнику патенте США 5534114, приведенном здесь в качестве ссылки.
Затем бумага с нанесенными полосками проходит через один или более нажимных валиков 24, которые посредством механического давления выжимают из бумаги как можно больше воды. Затем остальная вода испаряется из бумаги при прохождении по поверхности одного или более сушильных валиков 20. Эти методы удаления влаги хорошо известны в технике и поэтому не будут обсуждаться более подробно. Более того, специалистам должно быть понятно, что вместо вышеупомянутых методов удаления влаги или вместе с ними могут использоваться другие методы удаления влаги, такие как известное использование фильтровального войлока для удаления влаги из бумаги.
Согласно иллюстративным аспектам контролирующая установка настоящего изобретения предпочтительно располагается ниже по ходу относительно сушильных валиков 20 непосредственно перед тем, как бумага наматывается на окончательный бумажный рулон 32. Более определенно, в иллюстративном варианте выполнения, показанном на фиг.3, контролирующая установка располагается над валиком 30, который следует после валика 31, в положении, обозначенном линией А-А. Валик 30 может представлять собой неподвижную трубку из нержавеющей стали, имеющую диаметр 15,24 см (6 дюймов). Специалисты должны понимать, что контролирующая установка может быть расположена во многих разнообразных положениях ниже по ходу относительно сборки 99 нанесения полосок или для контроля бумажного полотна может применяться более одной контролирующей установки.
Иллюстративная контролирующая установка 70, предназначенная для использования вместе с бумагоделательной машиной из фиг.3, изображена на фиг.4. Изображенная в общем виде контролирующая установка включает в себя каркас 80, который охватывает бумажное полотно, когда оно проходит по валику 30 вниз по ходу относительно транспортера Fourdrinier 49. Контролирующая установка 70 включает в себя восемь источников света, один из которых отмечен номером позиции 78. Источники света присоединяются посредством оптоволоконного кабеля 92 к светораспределительной сборке 90, которая перекрывает боковую ширину валика 30. Светораспределительная сборка 90 направляет свет на бумагу в виде узкой линии, когда бумага проходит по валику 30. Свет зеркально отражается от бумаги и принимается одной или более из шестнадцати камер, которые перекрывают длину полотна, одна из которых обозначена номером позиции 84. Каждая камера может отдельно позиционироваться с помощью юстировочного механизма 86, который регулируемым образом прикрепляет камеры (например, 84) к верхнему стержню 82 каркаса 80. Информация из камер передается по электрическим линиям (не показаны) к схемам обработки, расположенным в корпусах 72 и 76. Более конкретно, корпус 72 содержит схемы обработки, которые обслуживают крайние левые четыре источника света и крайние левые восемь камер. Корпус 76 содержит схемы обработки, которые обслуживают остальные крайние правые четыре источника света и восемь камер. Согласно иллюстративным вариантам выполнения каждая группа из восьми камер контролирует боковой сегмент бумаги шириной 152,4 см (60 дюймов) на валике 30. Таким образом, вся установка 70 контролирует полотно, имеющее полную ширину 304,8 см (120 дюймов). Более того, контролирующая установка имеет модульную конструкцию; могут быть добавлены дополнительные наборы модулей света и камер, чтобы интегрировать установку в бумагоделательную машину, имеющую большую боковую ширину.
Фиг. 5 изображает поперечное сечение оптической контролирующей системы, показанной на фиг.4. В иллюстративном варианте выполнения источник 78 света включает в себя 200-ваттную галогенную лампу (хотя могут использоваться другие источники света). Белый свет, генерируемый таким образом, подается по оптоволоконному кабелю 92 в оптоволоконный наконечник 102, который испускает белый свет поперек полотна. Затем испускаемый свет фокусируется стержневой линзой 104 на бумагу 17, проходящую над валиком 30. Свет отражается от бумаги 17 и принимается камерой 84, которая включает в себя линейную матрицу приборов с зарядовой связью (ПЗС). Угол θ, который отраженный свет образует с нормалью к валику 30, должен выбираться таким, чтобы максимизировать детектирование полосок. В иллюстративном варианте выполнения угол θ приблизительно равен 55 градусам. После этого сигналы из ПЗС матрицы подаются в компьютерный блок (т.е. блоки 72 или 76) для анализа.
Еще более детальное изображение сборки 84 камеры и светораспределительной сборки 90 можно найти на фиг.6 и 7 соответственно. Фиг.7 изображает поперечное сечение светораспределительной сборки 90. Сборка включает в себя оптический наконечник 102, который испускает белый свет поперек полотна. Затем испускаемый свет фокусируется стержневой линзой 104 на бумагу 17, чтобы образовать узкую освещенную полосу поперек бумаги. Наконечник 102 и стержневая линза 104 вставляются между двумя пластинами 144, которые перекрывают длину валика. Светораспределительная сборка 90 снабжается светом по оптоволоконным кабелям (один из которых обозначен номером позиции 92) из источников света (один из которых обозначен номером позиции 78). Например, для светораспределительной сборки 90 может быть использована сборка стержневой линзы, производимая фирмой Fostec.
Как показано на фиг.6, камера содержит корпус, заключающий линейную ПЗС матрицу. Корпус прикрепляется к юстировочному механизму 86, который позволяет оператору юстировать как азимут, так и высоту камеры посредством элементов 130 и 132 соответственно. Котировочный механизм включает в себя пластину 134, которая позволяет прикреплять сборку 84 камеры к верхней детали 82 каркаса 80 (как показано на фиг.4 и 5). Например, в качестве камеры 84 может быть использована камера, производимая фирмой EG&G Reticon.
Электрические сигналы, генерируемые ПЗС матрицами камеры (такой, как 84), подаются в схемы обработки, заключенные в одном из блоков 76 и 72. Более конкретно, как показано на фиг.8, блок 76 включает в себя 2 компьютерных модуля 162 и 163, предпочтительно включающие процессоры Пентиум PentiumTM (не показаны). Каждый компьютерный модуль включает в себя набор плат процессора строчной развертки, подключенных к нему для обработки данных, получаемых из камер строчной развертки. В варианте выполнения, показанном на фиг. 8, компьютерный модуль 162 имеет две процессорные платы 164, подключенные к нему, а компьютерный модуль 163 содержит другие две процессорные платы 164, подключенные к нему. Каждая процессорная плата обслуживает две камеры. Как будет обсуждаться более подробно далее, блоки 76 и 72 определяют наличие полосок и обрабатывают статистическую информацию, свойственную этим полоскам. Статистическая информация передается на периодических интервалах через интерфейс Ethernet (не показан) по линии связи 199 в блок 200 распределения сигналов. Блок распределения сигналов, в свою очередь, направляет данные из блоков 76 и 72 в отдельную компьютерную рабочую станцию 150 (не показано на фиг. 3 или 4). Блок 72 имеет конструкцию, идентичную блоку 76. Блок 72 включает в себя два компьютерных модуля 170 и 171. Компьютерный модуль 170 имеет две платы 172 процессора строчной развертки, подключенные к нему, а компьютерный модуль 171 имеет две другие процессорные платы 172, подключенные к нему.
Поскольку лампы (например, 78) и другие компоненты установки 70 могут во время работы генерировать тепло, электронные блоки 76 и 72 включают блоки вентиляции 190 и 192 соответственно. Альтернативно электронные блоки 76 и 72 могут охлаждаться кондиционированным воздухом из отдельной автономной вентиляционной системы (не показана). Взаимосвязанная сеть трубочек (не показана) может также направлять сжатый воздух в камеры (например, 84). Сжатый воздух охлаждает камеры и также помогает сохранять камеры свободными от остатка, который в противном случае мог бы задерживаться в камерах и ухудшать их характеристику. Источники питания 176 и 178 обеспечивают электропитание различных компонент системы 70. Специфическое соединение электрических компонентов должно быть очевидно специалистам и поэтому нет необходимости обсуждать их здесь подробно.
В дополнение к данным из камеры строчной развертки распределительная коробка маршрутизирует сигналы из датчика 202 разрыва бумаги, начала 204 нового рулона, и кодера 206 или тахометра (не показан на фиг.3 или 4). Датчик 202 разрыва бумаги содержит инфракрасный детектор, расположенный смежно с движущимся полотном в некоторой точке вдоль транспортера Fourdrinier 49 (см. фиг. 3). Судя по названию, этот датчик обеспечивает активный высокий или низкий сигнал, когда полотно прерывается по какой-то причине, такой как обрыв. Вход 204 нового рулона представляет собой кнопку, которую пользователь нажимает, чтобы сигнализировать старт производственного цикла. Этот вход может использоваться для того, чтобы информировать рабочую станцию 150 о начале накопления статистических данных для нового производственного цикла. Кнопка может быть расположена на рабочей станции 150 или вблизи нее.
Кодер представляет собой устройство, которое контролирует скорость движущегося полотна и таким образом обеспечивает опорный кадр, посредством которого выходные данные камеры можно коррелировать с действительной шириной полосок и разнесением полосок. Согласно одному иллюстративному варианту выполнения кодер содержит хомут, который устанавливается на валике в бумагоделательной машине в сочетании с ближайшим магнитным датчиком. Хомут содержит магнитные вставки, присоединенные к нему. Когда хомут вращается, вставки приходят в контакт с датчиком, после чего датчик генерирует импульс. Частота импульсов из датчика соотносится с частой вращения валика и, в свою очередь, со скоростью полотна, движущегося по валику.
Рабочая станция 150 содержит центральный процессор ЦП 156, модем 154 и интерфейс 152 сети Ethernet. Выход рабочей станции 150 может быть канализирован к трехцветному маяку 74 (который будет поясняться далее), к удаленному компьютеру, по телефонной линии 75 через принтер 77 и/или дисплей 79. Передача информации через модем 154 в удаленный компьютер позволяет технику, находящемуся на удалении, выполнять диагностическую оценку из удаленного местоположения. В качестве рабочей станции может быть использована промышленная рабочая станция типа InterColorTM.
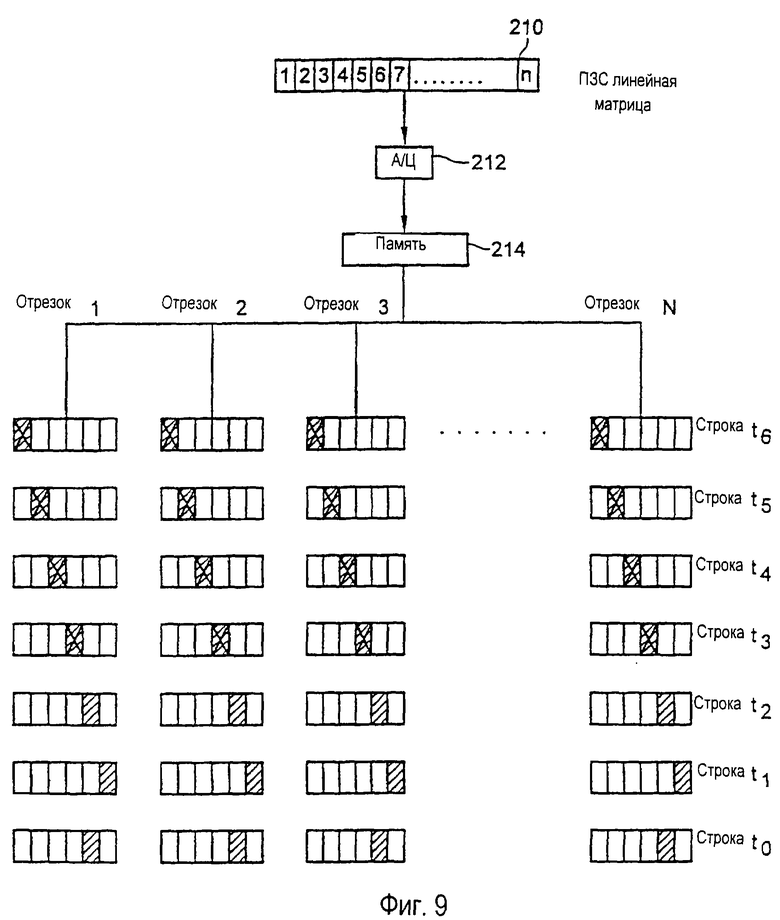
Обработку данных из камер строчной развертки блоками 76 и 72 обработки можно понять, рассматривая фигуры 9-11. Как показано на фиг.9, каждая камера (например, 84) содержит линейную ПЗС матрицу 210. Например, камера может использовать ПЗС матрицу 1024•1, которая перекрывает часть полотна шириной 19,05 см (7,5 дюймов). Примерное разрешение матрицы в поперечном направлении (поперек валика 30) составляет 0,2 мм. Кроме того, ПЗС матрица экспонируется с частотой, которая позволяет компьютеру дискретизировать информацию с разрешением 0,2 мм в продольном направлении. Таким образом, матрица эффективно дискретизирует элементы, имеющие пространственные размеры на бумаге, составляющие 0,2•0,2; мм. Соответственно, каждый элемент ПЗС матрицы содержит значение, показывающее интенсивность отражения, воспринятого на части движущегося полотна размером 0,2•0,2 мм.
После этого данные из линейной матрицы преобразуются из аналоговой в цифровую форму в А/Ц преобразователе 212 и запоминаются в памяти 214 одного из блоков 76 или 72 обработки. Затем блок обработки делит данные из каждой матрицы на наборы прилегающих отрезков (например, в одном варианте выполнения полное число отрезков составляет 32). Чтобы способствовать обсуждению, каждый отрезок, показанный на фиг.9, содержит 6 прилегающих элементов изображения, хотя каждый отрезок обычно должен содержать намного больше элементов изображения. Интенсивность каждого элемента изображения квантуется одним из, например, 255 различных уровней.
В процессе каждой экспозиции один элемент изображения из каждого отрезка сравнивается с динамическим порогом. Элементы изображения выше заданного порога свойственны областям полотна с нанесенными полосками, тогда как элементы изображения ниже заданного порога отмечаются как области без полосок. При следующем экспонировании экспонируется следующий прилегающий элемент изображения в отрезке и сравнение повторяется. Например, в произвольный момент времени, помеченный t0, пятый элемент изображения в каждом отрезке сравнивается с динамическим порогом (например, см. самый нижний ряд отрезков, помеченный как "строка t0"). При следующей экспозиции шесть элементов сравниваются с порогом (например, см. ряд отрезков, помеченных как "строка t1"). После этого система будет продолжать обратно в противоположном направлении, выбирая пятый элемент изображения для сравнения с пороговым значением в строке t2. Таким образом, элемент изображения, выбранный для сравнения с пороговым значением, варьируется извилистым путем таким образом, как показано на фиг.9.
Согласно другому варианту выполнения проверяемый элемент изображения не передвигается на каждой строке. Более того, в этом варианте выполнения блок обработки может оставаться на каждом элементе изображения на заданном количестве строк (например, соответствующих 30 мм), после чего он будет продвигаться к следующему смежному элементу изображения. Сравнение только одного элемента изображения из каждого отрезка увеличивает скорость обработки без значительного ухудшения характеристики работы.
Элементы изображений, отмеченные крестиком "X", обозначают значение элемента изображения выше порога. Таким образом видно, что полоска начинается на строке t3.
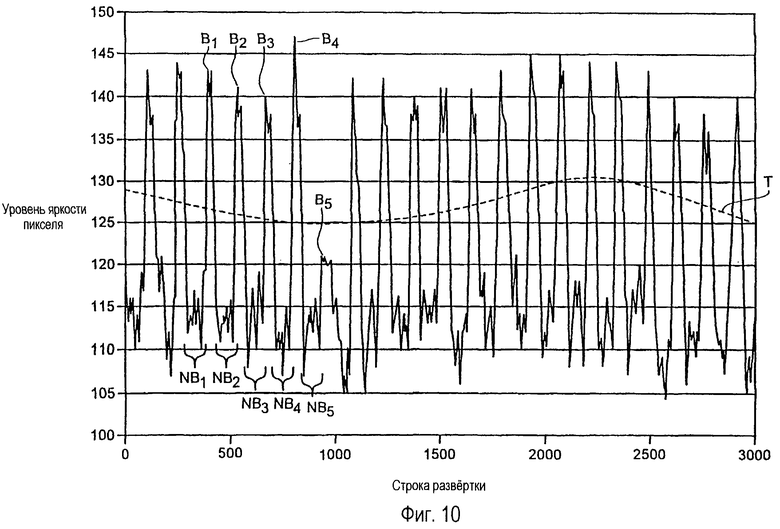
Согласно одному иллюстративному варианту выполнения порог, используемый для детектирования области с полосками и области без полосок, варьируется для того, чтобы приспосабливаться к изменениям в основной бумаге, в материале полосок или в измерительном оборудовании. Например, как показано на фиг. 10, примерная волновая форма уровня яркости элемента изображения, как функция строки развертки, показывает локальные возмущения с характерными переходами из фоновых областей без полосок (например, как в областях NB1, NB2, NB3, NE4 и NB5) к областям с полосками (например, как в областях B1, B2, В3, В4 и В5). Волновая форма показывает также глобальное изменение, в котором общая базовая линия этих локальных возмущений медленно волнообразно изменяется. Например глобальная волнистость в своей самой нижней точке находится вблизи 1000-й строки сканирования, а в своей самой верхней точке находится вблизи 2000-й строки сканирования. Глобальная волнистость, в первую очередь, обусловлена изменениями в базовом весе бумаги, вызванными неровным нанесением целлюлозы бумагоделательной машиной. Настоящее изобретение учитывает это явление посредством регулировки порогового уровня (Т) так, что она в основном отслеживает изменяющуюся базовую линию волновой формы.
Один метод динамического изменения порогового уровня описывается следующим образом. Главным образом, порог в любой заданный момент представляет собой функцию уровней яркости непосредственно предшествующей области или областей с полосками и уровней яркости непосредственно предшествующей области или областей без полосок. В одном варианте выполнения порог представляет собой скользящее среднее предыдущего фона без полосок (например, среднее из NB1, NB2 и т. д. ) плюс наибольшее из: (1) значений констант множества (такого, как 10 уровней яркости) или (2) 50% от скользящего среднего высот пиков областей с полосками (например, среднее из высот B1, B2 и т.д.). Например, рассмотрим область с полосками В3. Порог, используемый для выделения этой области с полосками, определяется путем первого вычисления среднего фонового уровня областей без полосок NB1 и NB2. После этого среднее значение высоты пика определяется путем вычисления среднего высот пиков B1 и B2 областей с полосками. "Высота" области с полосками, вообще говоря, соответствует разнице уровня яркости элемента изображения между областью с полосками и последующей областью без полосок. При выполнении этого измерения для представления уровня яркости области с полосками можно использовать один уровень яркости (такой, как максимальный уровень яркости) или можно использовать среднее уровней яркости в пределах области с полосками. Аналогично, для представления уровня яркости последующей области без полосок можно использовать один уровень яркости (такой, как максимальный уровень яркости) или можно использовать среднее уровней яркости в пределах последующей области без полосок. После вычисления высот пиков таким образом половина средних высот пиков (например, из B1 и B2) сравнивается с предварительно установленным значением. Для выведения порогового значения большее из двух значений прибавляется к среднему фоновому уровню (вычисленному выше). Например, среднее из высот B1 и B2 приблизительно составляет 30 уровней яркости, половина чего составляет 15 уровней яркости. Если предварительно заданное значение устанавливается на значениях 10 уровней яркости, то алгоритм выберет 15 в качестве значения, которое должно прибавляться к среднему фону. Однако, если встречаются последовательности более низких пиков (таких, как B5), то для того, чтобы отделить области с полосками от областей без полосок, алгоритм будет полагаться на предварительно заданное значение (например, 10 уровней яркости). Предварительно заданное значение устанавливается, по меньшей мере, достаточно высоким для того, чтобы шум в области без полосок не был ошибочно интерпретирован как начало области с полосками.
Специалисту должно быть очевидно, что окно, выбранное для вычисления скользящего среднего из высот пиков и уровней области без полосок, не обязательно должно ограничиваться двумя областями с полосками и двумя областями без полосок соответственно. Более гладкий порог может быть получен путем расширения окна. Кроме того, обсуждавшиеся выше пороговые уровни зависят от используемого типа бумаги и материала полосок, а также от операционной среды; выше установленные конкретные значения являются полностью иллюстративными.
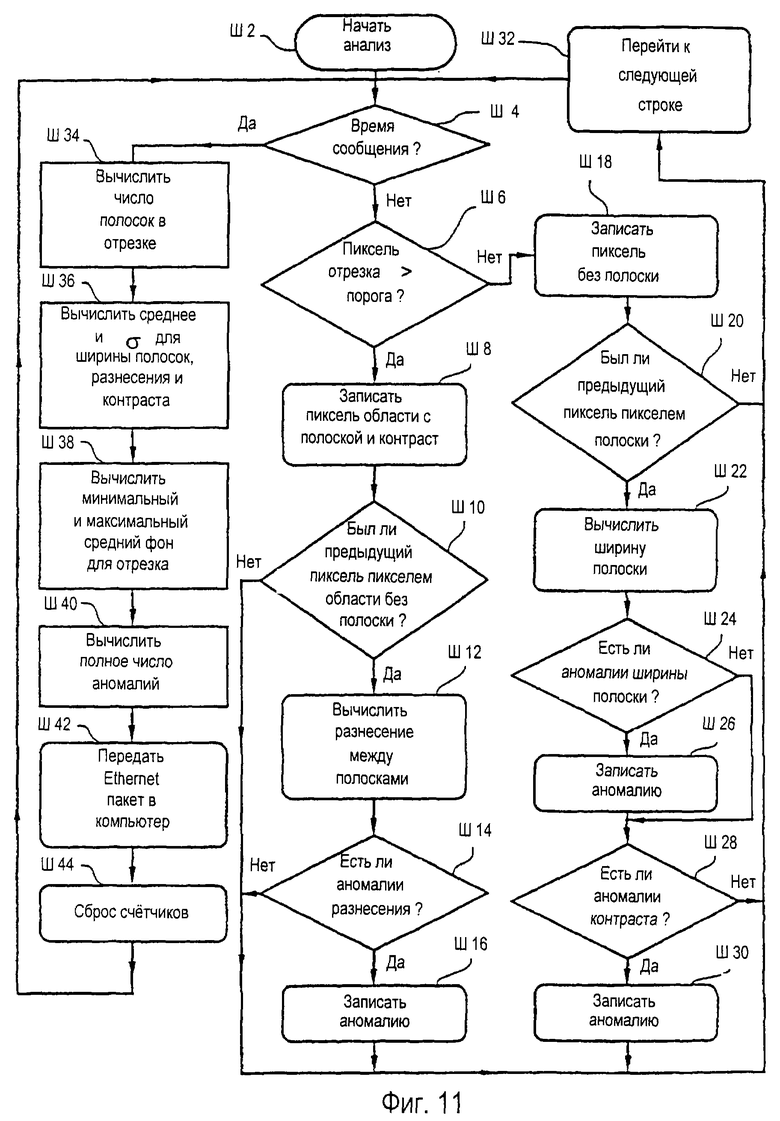
Действительную задачу определения характеристик полосок можно понять, обращаясь к блок-схеме, показанной на фиг.11. Анализ начинается на шаге Ш2, за которым следует определение того, наступило ли время сообщать данные из блоков 76 и 72 обработки в рабочую станцию 150 по сети Ethernet 199 (Ш4). В иллюстративном варианте выполнения обработка, выполняемая блоками 76 и 72, сообщается каждые полсекунды. Однако, если анализ только что начался, этот запрос получит отрицательный ответ и система перейдет к шагу Ш6. На шаге Ш6 устанавливается, превышает ли элемент изображения в некотором отрезке динамический порог. Чтобы упростить обсуждение, шаг Ш6 рассматривается в контексте одного отрезка одной линейной матрицы из одной камеры. Однако следует иметь в виду, что система содержит множество, например 16, подобным образом скомпонованных камер, каждая со своими собственными линейными матрицами, и выходные данные каждой матрицы делятся на множество отрезков. Таким образом, сравнение, показанное на шаге Ш6, в действительности повторяется многократно для различных отрезков и различных камер. Предпочтительно, блоки обработки выполняют вычисления для различных камер параллельно для улучшения скорости обработки.
Если на шаге Ш6 определяется, что интенсивность элемента изображения выше динамического порога, то алгоритм переходит к шагу Ш8, на котором записываются наличие элемента изображения области с полосками и его контраст. Если предыдущий элемент изображения в предыдущей строке не был элементом изображения области с полосками (как определяется на шаге Ш10), то текущая строка представляет начало полоски. Это должно соответствовать строке t3, показанной на фиг. 9, поскольку предыдущая строка t2 содержала элемент изображения ниже динамического порога. Следовательно, в это время можно определять, находится ли разнесение между настоящей полоской и последней встреченной полоской (если уместно) в пределах предписанных допустимых отклонений (шаги Ш12 и Ш14). Если разнесение полосок либо слишком длинное, либо слишком короткое, это факт регистрируется на шаге Ш16, вследствие чего алгоритм переходит к следующей строке на шаге Ш32.
Если, наоборот, элемент изображения, проверенный на шаге Ш6, ниже динамического порога, то этот факт записывается на шаге Ш18. Затем определяется, был ли предшествующий проверяемый элемент изображения в предыдущей строке элементом изображения области с полосками (шаг Ш20). Если да, то он отмечает конец полоски и можно определять средний контраст полоски и ширину полоски (шаг Ш22). Определяется, находятся ли эти значения за пределами предписанных допустимых отклонений (шаги Ш24-Ш30). Если да, то эти аномалии записываются и алгоритм переходит к следующей строке на шаге Ш32.
Предположим, в этот момент времени определяется, что половина секунды истекла (на шаге Ш4). Это заставляет процессорные блоки 76 и 72 войти в режим сообщения. Как показано на фиг.11, блоки будут вычислять: число полосок в отрезке на протяжении последней половины секунды (шаг Ш34), среднее и стандартное отклонения для ширины полоски, разнесение полосок и контраст полосок (шаг Ш36), минимальный и максимальный средний фон для отрезка (шаг Ш40) и полное число аномалий (например, выходящие за пределы допустимых отклонений ширина, разнесение и контраст полосок) (шаг Ш40). Информация собирается в пакет, который отправляется в рабочую станцию 150 (шаг Ш42), и затем различные счетчики сбрасываются (на шаге Ш44).
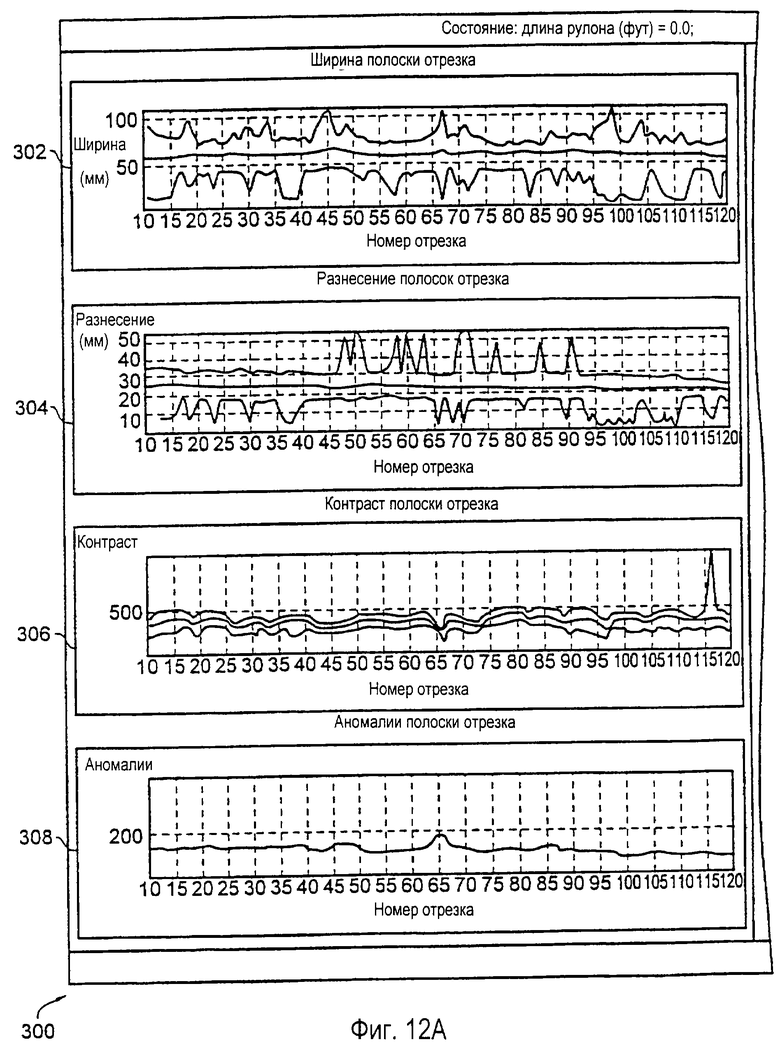
Затем рабочая станция соединяет эту информацию с предварительно переданной информацией для обеспечения статистической сводки работы сборки 99 нанесения полосок (из фиг.3). Эта информация отображается на панели 300 дисплея, как иллюстрируется на фиг.12. Панель 300 включает в себя первую субпанель 302, представляющую ширину полосок как функцию номера отрезка для последнего периода сообщения. Субпанель 304 иллюстрирует разнесение полосок как функцию номера отрезка для последнего периода сообщения. Субпанель 306 иллюстрирует контраст полосок как функцию номера отрезка для последнего периода сообщения. Наконец, субпанель 308 иллюстрирует число аномалий полосок (соединение аномалий разнесения полосок, ширины полосок и контраста) как функцию номера отрезка для последнего периода сообщения. Субпанели 302, 304 и 306 содержат среднюю линию, показывающую средние значения ширины полосок, разнесения полосок и контраста на протяжении полусекундного интервала сообщения. Две другие кривые, охватывающие средние кривые, отмечают считывания плюс-минус 3σ. Средняя кривая может быть изображена зеленым цветом, тогда как 3σ кривые изображаются красным цветом, поскольку их можно легче различить.
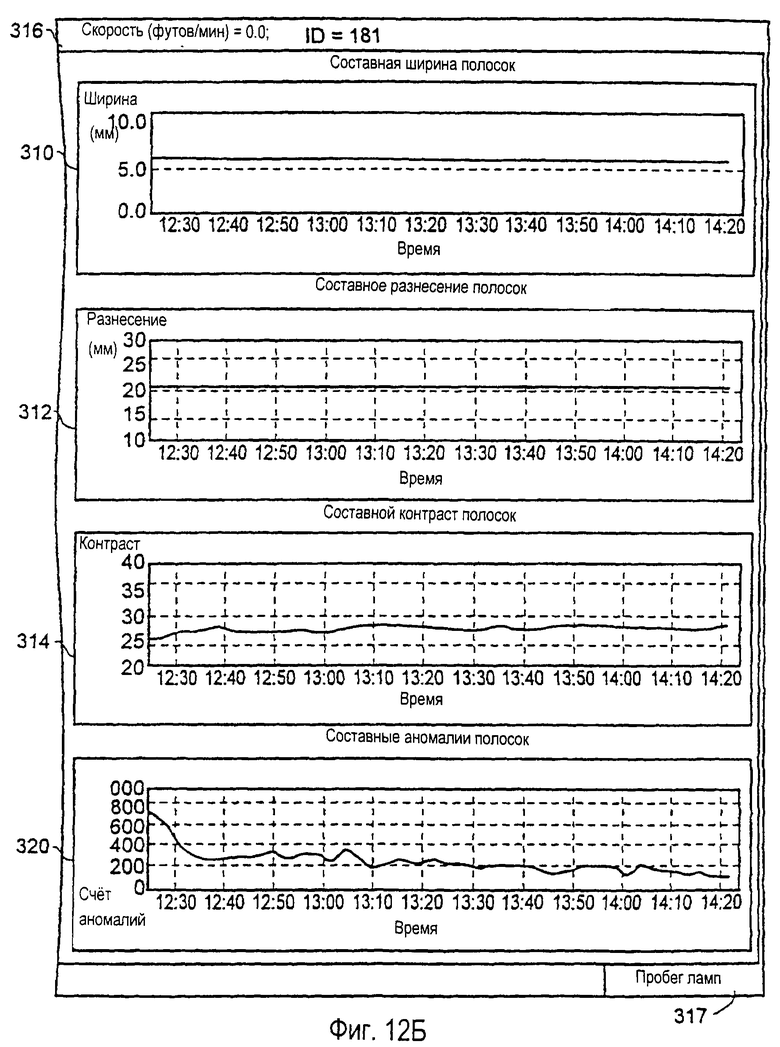
В дополнение к сводке о текущем отрезке рабочая станция 150 обеспечивает статистические данные, суммирующие характеристику работы сборки 99 нанесения полосок с начала операции. Заметим, субпанель 310 иллюстрирует составную ширину полосок (например, среднюю ширину полосок) как функцию времени. Субпанель 312 иллюстрирует составное разнесение полосок как функцию времени. Субпанель 314 показывает составной контраст полосок как функцию времени. И наконец, субпанель 320 показывает число аномалий полосок как функцию времени. Таким образом, с помощью правых субпанелей можно наблюдать любые тенденции ухудшения. С помощью левых субпанелей можно наблюдать специфические точки в поперечном перекрытии полотна, которые производятся выходящими за пределы допустимых отклонений разнесением полосок или контрастом полосок, которые могут быть вызваны засоренными устройствами нанесения целлюлозы.
В дополнение к этим графикам рабочая станция 150 представляет информацию 316 состояния, касающуюся длины рулона, скорости перемещения полотна (из кодера или тахометра), и идентификатор (ИД), который пользователь вводит заранее, чтобы пометить производственный цикл. Все из вышеперечисленных данных могут запоминаться для дальнейшего анализа не в режиме реального масштаба времени. Производственный цикл помечается идентификационным номером ИД.
Интерфейсное программное обеспечение рабочей станции 150 включает в себя подпрограммы для контроля параметров системы для определения состояния системы. Когда обнаруживается аномалия, интерфейс оператора будет отображать сообщение, идентифицирующее наиболее вероятную причину аномалии. В панели 317, показанной на фиг.12, сообщение показывает, что лампы в текущий момент функционируют. Программное обеспечение также управляет 3-цветным маяком, который может быть установлен в любом из разнообразных положений. Маяк вспыхивает красным цветом, чтобы показать сбой системы, желтым цветом, чтобы показать заблокированный режим контроля, и зеленым цветом, чтобы показать активный режим контроля.
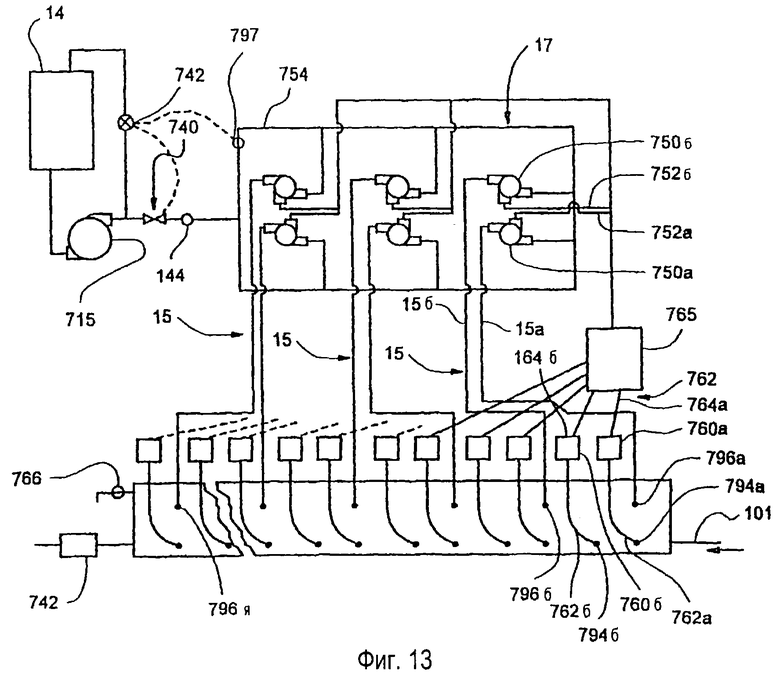
Измерения размеров полосок могут также быть использованы для управления нанесением полосок, как будет описано в дальнейшем. Более конкретно, на фиг. 13, как обсуждалось ранее, изображено, как целлюлозная суспензия из бака 14 периодического действия подается в систему 17 распределения и управления потока главным циркуляционным насосом 715. Предпочтительно, выходное давление из главного циркуляционного насоса 715 управляется подходящим устройством, таким как нагнетательный клапан 742 и расходомер 744, так, чтобы суспензия подавалась в контур потока (схему подачи) 754 системы 17 распределения при желаемом давлении и скорости потока, предпочтительно в диапазоне приблизительно 345-483 КПа (50-70 фунт/кв. дюйм) (наиболее предпочтительно приблизительно 414 КПа (60 фунт/кв. дюйм)) и в предпочтительном варианте выполнения приблизительно в диапазоне 15,14-37,85 л/мин (4-10 галлонов/мин), наиболее предпочтительно приблизительно 18,925 л/мин (5 галлонов/мин).
Система 17 распределения потока будет теперь описана со ссылкой на первые два из большего множества дозировочных насосов 750 так, чтобы избежать необязательного дублирования описания и обозначений.
Система 17 распределения потока предпочтительно содержит множество дозировочных насосов 750 (например, 750а и 750б), каждый из которых оперативно управляется посредством их соединения 752 (например, 752а и 752б) к контроллеру 765 таким образом, что сигналы из контроллера могут управлять скоростью работы каждого насоса (и, следовательно, скоростью потока). Каждый из дозировочных насосов 750а и 750б отдельно сообщается с главным циркуляционным насосом 715 через схему 754 потока. Выходной конец каждого из насосов 750а и 750б сообщается с одним из портов 796 подачи (например, 796а и 796б) через одну из множества трубочек 15 соответственно, так что предпочтительно каждый дозировочный насос 750 особенным образом подает суспензию в один из связанных портов 796 подачи. Этот порядок повторяется по всему множеству дозировочных насосов 750, так что каждый из отдельных портов 796 подачи вдоль длины резервуарной коробки 103 соединяется с одним из дозировочных насосов 750. Соответственно, насосы 750а и 750б сообщаются с портами 796 подачи по линиям 15а и 15б соответственно.
Посредством такой схемы включения сигнал из контроллера 765 в первый дозировочный насос 750а может устанавливать скорость работы на дозировочном насосе 750а, который подает управляемую скорость потока из дозировочного насоса 750а в первый порт 796а подачи при индивидуальной, возможно отличающейся скорости потока от скоростей потоков, подаваемых другими дозировочными насосами 750б-750я к другим портам 796б-796я подачи.
Управляющие сигналы из контроллера 765 основаны на обработке сигналов, принимаемых от каждого из датчиков 760 давления системы 762 контроля потока. В целях ясности и во избежание необязательного дублирования описания и обозначений система 762 контроля потока будет обсуждаться со ссылкой на первый и второй датчики 760а и 760б давления.
Каждый датчик 760 давления (например, 760а и 760б) сообщается с одним из портов 794 давления через трубочку 762 (например, 762а и 762б соответственно).
Такой порядок повторяется для каждого из датчиков 760 давления таким образом, что каждый из портов 794а-794я давления сообщается с датчиком 760 давления, который посылает сигнал, характерный для локального статического давления в резервуарной коробке 103, в контролер 765.
В предпочтительном варианте выполнения число портов 796 подачи исчисляется двенадцатью (12) и порты 794 давления исчисляются двадцатью четырьмя (24). Соответственно, пары портов 794 давления были установлены смежно каждому порту 796 подачи (конечно, подвергаясь вертикальному разнесению между портами 796 подачи и портами 794 давления). Подразумевается, что изобретение легко осуществить на практике даже с большим числом портов 794 давления и портов 796 подачи или немногим больше этого. В альтернативном варианте выполнения число портов 796 подачи исчисляется шестью (6) и порты 794 давления исчисляются двенадцатью (12). Изобретение работоспособно даже с большим числом. Полное число портов 796 подачи будет зависеть от длины резервуарной коробки 103 с разнесением между смежными портами 796 подачи, установленным менее чем приблизительно 60,96 см (24 дюйма) и предпочтительно приблизительно 30,48 см (12 дюймов).
Предпочтительно, резервуарная коробка 103 действует в условии полного заполнения и включает в себя предохранительный клапан 766 на концевой части резервуарной коробки 103. Промывочный ящик 742 выбивает лишнюю суспензию из перфорированного ремня 101 в положении непосредственно ниже по ходу относительно резервуарной коробки 103. Предохранительный клапан 766 обеспечивается как мера предосторожности от нежелательного скачка давления текучей среды в резервуарной коробке 103.
Дозировочные насосы 750 предпочтительно представляют собой тип насоса с увеличенным объемом, такой как серия моделей Model NEMO/NE фирмы Nezsch Incorporated of Exton, Pennsylvania. Вместо них можно использовать множество других равноценных подходящих насосов.
Из-за того, что поток струи текучей среды, выходящей из каждой ременной форсунки 105, по мере того, как форсунка 105 проходит по нижней части резервуарной коробки 103, пропорционален перепаду давления на форсунке 105, необходимо, чтобы давление текучей среды было установлено и затем поддерживалось как можно более однородным по всему пробегу каждой форсунки 105 вдоль нижней части резервуарной коробки 103. Предпочтительное действие логики управления для выполнения посредством контроллера 765 в работе системы 17 распределения потока синхронно с системой 762 контроля давления заключается в том, чтобы однородность достигалась в разгрузочных струях из каждой форсунки 105, когда они пробегают вдоль нижней части резервуарной коробки 103.
Для поддержания равномерного давления контроллер 765 предпочтительно компонуется так, чтобы выполнять оперативное управление нечеткой логикой, которое основано на следующих правилах:
1. суммарный поток суспензии в резервуарную коробку 103 будет поддерживаться на намеченной большой полной скорости потока;
2. все дозировочные насосы 750 будут первоначально функционировать на одинаковой скорости струи/потока для того, чтобы выдавать желательную полную скорость потока;
3. из-за того, что дозировочные насосы 750 будут оперативно сообщаться друг с другом, регулировки давления будут предприниматься локально только с маленькой подгруппой из всего числа насосов, например с одним или двумя дозировочными насосами 750 одновременно (или дополнительно от одного до пяти или более в зависимости от размера резервуарной коробки и/или числа дозировочных насосов);
4. не будут производиться регулировки, если разброс в показаниях давления вдоль резервуарной коробки 103 оказывается в пределах предопределенного, допустимого уровня (или порога);
5. локальная регулировка давления (посредством регулировки скорости работы выбранного дозировочного насоса 750) будет производиться только при показании того, что причинное локальное состояние (низкое или высокое возмущение давление вне предопределенного порога) сохраняется на протяжении предопределенного количества времени;
6. степень регулировки будет масштабироваться относительно величины возмущения таким образом, что детектирование маленького вычисленного устойчивого возмущения будет требовать маленькой регулировки, а детектирование большого вычисленного устойчивого возмущения будет требовать большей регулировки;
7. сразу после регулировки дальнейшие регулировки не будут происходить, пока состояние сохраняется на протяжении предопределенного количества времени, как сформулировано на шаге 5.
Контроллер 765 предпочтительно выполняет шаги, которые начинаются с установки полной скорости потока, которая в предпочтительном варианте выполнения может находиться в диапазоне 18,925 или 22,71 литров суспензии в минуту (5 или 6 галлонов суспензии в минуту) для бумагоделательной машины обычного размера и для заданной консистенции основы бумаги. Большие машины могут требовать больших скоростей потока.
Как показано на фиг.14, с такими бумагоделательными машинами для сигаретной бумаги ширина полосок (то есть, размер добавочного материала в направлении вдоль пути подачи бумажного полотна) прямо пропорциональна большой полной скорости потока кашицеобразного добавочного материала, поступающего в резервуарную коробку 103 для заданной консистенции суспензии. Такая зависимость показана на фиг.14 графиком зависимости ширины полосок от скорости потока, установленного из данных, собранных во время работы полномасштабной бумагоделательной машины.
Соответственно, обнаружено, что ширина полосок, показательная для выходных данных оптической контролирующей системы 70, может применяться для управления шириной полосок в конечном бумажном изделии путем ее соединения с контроллером 765 насоса и системы 17 управления и путем компоновки контроллера 765 так, чтобы регулировать скорости работы дозировочных насосов 750 соответственно с обнаруженными вариациями ширины полосок, обнаруженной контролирующей установкой 70.
Предпочтительно, измерения отдельных элементов изображения ширины полосок из каждого отрезка данных контроля суммируются поперек всего бумажного полотна (или произвольно по предопределенной части поперек бумажного полотна) и интегрируются предпочтительно по периоду времени, равному одной минуте, так чтобы установить средний отсчет ширины "R". Вместо этого могли бы быть выбраны другие периоды времени. Однако предпочтительный способ определения отсчета R использует приблизительно 700000 мгновенных, в режиме реального времени, определений ширины полосок, чтобы минимизировать эффекты незначительных возмущений в определениях ширины полосок и определить вес устойчивым изменением.
Затем вышеупомянутые поминутные отсчеты Ri предпочтительно сообщаются в контроллер 765 насоса и системы 17 управления (или другому соответственно запрограммированному электронному устройству) для анализа управления и выполнения, предпочтительно применяя известные диапазоны управления статистическим процессом ("SPC"). Предпочтительно, контроллер 765 компонуется так, чтобы собирать и сравнивать недавние показания Ri, которые он принимает из контролирующей установки 70, с аналитическими границами, которые основаны на стандартных отклонениях процесса ("сигма"), установленных из достоверного, полученного на опыте распределения показаний R.
Сравнение и потребность в регулировке управления предпочтительно определяются следующим образом:
(а) если отдельный мгновенный отсчет Ri намного больше, чем +3 сигма или -3 сигма от намеченного значения, то коррекция скорости потока в устройство нанесения суспензии будет производиться;
(б) если ряд мгновенных отсчетов Ri попадает в диапазон от +2 до +3 сигма или, наоборот, попадает в диапазон от -2 до -3 сигма, то коррекция скорости потока в устройство нанесения суспензии будет производиться, если только 2 из 3 только что полученных последовательных мгновенных отсчетов Ri остаются в пределах вышеупомянутого диапазона;
(в) если ряд мгновенных отсчетов Ri попадает в диапазон от +1 до +2 сигма или, наоборот, попадает в диапазон от -1 до -2 сигма, то коррекция скорости потока в устройство нанесения суспензии будет производиться, если только 4 из 5 текущих последовательных мгновенных отсчетов Ri остаются в пределах вышеупомянутого диапазона;
(г) если ряд мгновенных отсчетов Ri попадает в диапазон от +1 до -1 сигма, то никакой коррекции скорости потока в устройство нанесения суспензии не будет производиться.
Как только контроллер определяет, что коррекция должна быть произведена, он это делает, регулируя скорости работы (и, следовательно, скорости потока) всех дозировочных насосов 750 одинаково, так что достигается желательное изменение полной скорости потока. Было обнаружено, что с размером машины, спецификациями процесса, эксплуатационными режимами и оборудованием предпочтительного варианта выполнения каждая регулировка вверх или вниз на 0,3785 л/мин (0,1 галлонов) добавочной суспензии даст компенсацию на 0,1 мм от намеченного движения в показании ширины полоски (на основе одного показания в вышеупомянутой ситуации (а) (показание, которое отклоняется более чем на 3 сигма) или среднее значение из трех показаний в вышеупомянутой ситуации (б), среднее значение из пяти показаний в ситуации (в), см. выше).
Чтобы учитывать изменения в скоростях работы дозировочных насосов 750, верхняя по течению часть схемы 754 подачи к насосам 750 обеспечивается датчиком 797 давления или аналогичным ему, показания которого используются контроллером 765 для того, чтобы регулировать управляющий клапан 742 соответственно изменениям в требованиях к потоку дозировочных насосов 750. Например, если отдельное показание Ri из контролирующей установки 70 отклоняется от среднего более чем на +3 сигма и это значение показывает, что необходима регулировка на -0,757 л/мин (-0,2 галлонов/мин), тогда все дозировочные насосы будут замедлены на равную величину, такую что сумма уменьшения скоростей потока равна намеченной -0,757 л/мин (-0,2 галлонам/мин). Это, в свою очередь, означает, что схема 754 потока, подводящая к дозировочным насосам 750, требует скорости потока, меньшей на ту же величину, так чтобы управляющий клапан 742 открывался, чтобы отвести большую часть выхода главного циркуляционного насоса обратно в бак 14 периодического действия. Если вместо этого дозировочные насосы были ускорены, то контроллер 765 закроет управляющий клапан 742 соответственно показаниям давления в датчике 797 давления.
На неограничивающем примере обнаружено, что с помощью вышеупомянутой статистической схемы при действии предпочтительного варианта выполнения для получения ширины полосок 5,7 мм, и в состоянии "статистического управления" стандартное отклонение от среднего значения ширины равно 0,03 мм и эта ширина полосок может эффективно контролироваться и управляться без того, чтобы производить нестабильности в резервуарной коробке 103 и без прерывания действия контроллера 765 при постоянном поддержании равномерного давления в резервуарной коробке 103, как описано ранее.
Вышеописанные иллюстративные варианты выполнения предназначены во всех отношениях для иллюстрации, а не для ограничения настоящего изобретения. Таким образом, настоящее изобретение способно ко многим изменениям в детальном исполнении, которые могут быть выведены специалистами из содержащегося здесь описания. Все такие вариации и модификации рассматриваются как находящиеся в пределах сущности и в рамках настоящего изобретения, определенного следующей формулой изобретения.
В качестве примера настоящее изобретение было описано в контексте детектирования полосок, расположенных на сигаретной бумаге. Но настоящее изобретение распространяется на детектирование любой информации, сформированной на листовом материале. Например, настоящее изобретение может использоваться для детектирования полосок на других типах бумаги, включая бумагу, приготовленную для целей защиты, типа бумажной валюты, патентных сертификатов, договоров сделок и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МАТЕРИАЛА НА ПОЛОТНО | 1997 |
|
RU2198742C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СИГАРЕТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2264766C2 |
| ХАРАКТЕРНЫЕ ВЕЩЕСТВА И ЭЛЕМЕНТЫ ЗАЩИТЫ ДЛЯ КОНТРОЛЯ ДОКУМЕНТОВ, ЦЕННЫХ БУМАГ, БАНКНОТ, УПАКОВОК И ИЗДЕЛИЙ | 1999 |
|
RU2200782C2 |
| СИГАРЕТОДЕЛАТЕЛЬНАЯ МАШИНА С ПРОВЕРКОЙ ПОЛОСОК | 1998 |
|
RU2218063C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАНЕСЕНИЯ АРОМАТИЗАТОРА И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТ, СНАБЖЕННАЯ ЭТИМ УСТРОЙСТВОМ | 2004 |
|
RU2295266C2 |
| ПРИБОР ДЛЯ ПЕЧАТАНИЯ КАРТ МЕСТНОСТИ | 1924 |
|
SU4173A1 |
| СИГАРЕТА С ИЗМЕНЯЕМОЙ СКОРОСТЬЮ ГОРЕНИЯ | 2003 |
|
RU2322163C2 |
| УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ СИГАРЕТ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2129080C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕОДНОРОДНОСТИ ПОВЕРХНОСТИ БУМАГИ | 2024 |
|
RU2835900C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАГИ С ПОКРЫТИЕМ И СПОСОБ | 2010 |
|
RU2523815C2 |
Система оптически контролирует сигаретную бумагу с нанесенными полосками посредством направления вытянутого луча белого света поперек полотна сигаретной бумаги. Вытянутый луч падает на поверхность сигаретной бумаги и образует отраженное излучение. Множество камер (84) строчной развертки, содержащих линейные ПЗС матрицы, принимает отраженное излучение и генерирует выходные сигналы. Один или более блоков (72, 76) обработки обрабатывают выходные сигналы, чтобы генерировать данные, характеризующие разнесение между полосками, ширину полосок и контраст полосок. Эти вычисления могут периодически передаваться по сети в отдельную компьютерную рабочую станцию. Рабочая станция генерирует статистические сообщения на основе вычислений, таких как ширина полосок, разнесение полосок и контраст полосок, как функцию номера отрезка данных и как функцию времени. Статистические сообщения обеспечивают удобный путь быстрого обнаружения дефектов в нанесении полосок. Согласно иллюстративным вариантам выполнения контролирующая установка проектируется для монтажа в системе производства сигаретной бумаги. Техническим результатом является повышение точности контроля и расширение области применения. 7 с. и 15 з.п.ф-лы, 14 ил.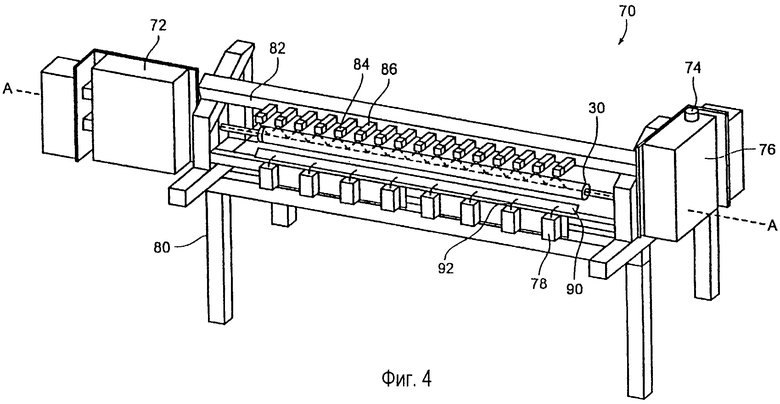
| US 4845374 А, 04.07.1989 | |||
| US 5534114 А, 09.07.1996 | |||
| US 4004152 А, 18.06.1977 | |||
| КАПАНИ Н | |||
| Волоконная оптика | |||
| - М.: Мир, 1969, с.203 | |||
| Способ оптико-электронного контроля дефектов на движущейся поверхности и устройство для его осуществления | 1991 |
|
SU1796059A3 |
| US 5426509 А, 20.06.1995. | |||

