Изобретение относится к области обработки древесины и может использоваться, в частности, для сушки пиломатериалов.
Известен способ сушки древесины, описанный в п. РФ №2096703 по кл. F26B 5/04, 3/20, з. 18.08.95, оп. 20.11.97 и выбранный в качестве прототипа.
Известный способ сушки древесины в виде досок, плит, брусьев производится путем ступенчатого ее нагрева с помощью выполненных в виде змеевиков из прямоугольных труб плоских термостатированных нагревательных элементов до требуемой температуры, выдержки на каждой ступени нагрева и периодической обработки древесины вакуумом в процессе сушки, при этом нагрев ведут непрерывно с повышением температуры после выдержки на каждой ступени нагрева, а после достижения заданной температуры поддерживают ее до окончания процесса сушки, причем нагрев древесины термостатированными нагревательными элементами непосредственно ведут в нескольких зонах по длине высушиваемого материала с промежутками между зонами нагрева. При этом в основание штабеля высушиваемого материала укладывают один ряд плоских термостатированных нагревательных элементов со сплошной поверхностью нагрева по всей площади штабеля, затем укладывают чередующиеся по высоте штабеля ряды термостатированных нагревательных элементов для зонного нагрева высушиваемого материала по его длине и ряды самого материала, а на последний в штабеле ряд термостатированных нагревательных элементов для зонного нагрева укладывают один ряд плоских термостатированных нагревательных элементов со сплошной поверхностью нагрева по всей площади штабеля. Высушиваемый материал располагают в один или два ряда между смежными слоями термостатированных нагревательных элементов.
Недостатком известного способа является его сложность, обусловленная необходимостью периодической обработки древесины вакуумом, ведение ступенчатого нагрева с выдержкой на каждой ступени в течение определенного времени, а также использование нагревателей в виде змеевиков, требующих прокачивания через них горячей воды. Эти же обстоятельства увеличивают энергоемкость процесса. Кроме того, нагрев древесины термостатированными нагревательными элементами в нескольких зонах по длине высушиваемого материала с промежутками между зонами нагрева ухудшает качество сушки.
Наиболее близким по технической сущности к заявляемому является способ сушки древесины, описанный в п. РФ №2215954 по кл. F26B 5/04, 9/06, з. 13.03.02, оп. 10.11.03 и выбранный в качестве прототипа.
Известный способ сушки заключается в следующем.
На тележку расстилают два нагревательных элемента в виде гибких углеродных электронагревателей постоянного тока по ширине штабеля, с зазором между ними не менее 5 мм, затем укладывают пиломатериалы с зазором 5-15 мм между досками и поверх досок укладывают прокладки одинаковой толщины через каждые 500-800 мм. Затем расстилают следующие нагревательные элементы и снова пиломатериалы, формируя штабель. По диагонали штабеля в процессе его формирования устанавливают пять датчиков влажности древесины, в середину верхней части и в середину штабеля по длине и высоте вкладывают датчики температуры. Закатывают тележку в камеру, подают напряжение на нагреватели, закрывают камеру, задают температурный режим и порядок откачки воздуха из камеры. При сушке хвойных пород разогревают камеру и одновременно откачивают воздух из нее. При сушке твердолиственных пород вначале разогревают пиломатериалы, затем откачивают воздух. Время нагрева задают из расчета 1-1,5 часа на 1 см толщины пиломатериала. Температуру поддерживают 60-80°С в верхней зоне штабеля, периодически выключая напряжение питания одним из регуляторов, который также регулирует температуру в нижней зоне штабеля. В средней зоне штабеля на заключительном этапе с помощью второго регулятора поддерживают температуру 85+-5°С, устанавливая половинную мощность нагревателей. Температуру, разрежение воздуха в камере и мощность регулируют программно. При этом разрежение изменяют, увеличивая промежутки между включениями вакуумного насоса.
По уменьшению влажности и достижению температуры 80°С судят о начале завершающего этапа сушки. Для исключения возгорания древесины в камере в случае аварийного повышения температуры в камеру подают диоксид углерода из баллона. Сушку ведут 3 суток и более.
Недостатками известного способа являются сложность регулирования температуры и разрежения процесса и необходимость периодической откачки воздуха. Кроме того, послойная укладка электронагревателей требует большого их количества и удорожает процесс сушки. В совокупности процесс также является энергоемким.
Задачей является упрощение способа сушки при снижении его энергоемкости и обеспечении высокого качества сушки.
Поставленная задача решается тем, что в способе сушки древесины в виде досок, заключающемся в том, что доски укладывают в штабель, прокладывают между досками разделительные элементы в виде реек, размещают в нем по ширине штабеля плоские электронагревательные элементы, подают на них напряжение питания, сушку ведут непрерывно путем сухого нагрева при температуре не ниже 45°С, контролируя процесс сушки с помощью датчиков температуры и влажности, и судят об окончании сушки по показаниям датчика одного из параметров, СОГЛАСНО ИЗОБРЕТЕНИЮ штабель составляют из нескольких пакетов, каждый из которых состоит не менее чем из двух слоев досок, размещают между пакетами плоские нагревательные элементы со сплошной поверхностью нагрева по всей площади штабеля, при этом в основание штабеля и на его верхнюю поверхность укладывают один ряд плоских нагревательных элементов, снабженных отражателями тепла в виде листов, расположенных соответственно снизу и сверху нагревательных элементов и служащих для направления тепла внутрь штабеля, в качестве плоских нагревательных элементов используют пленочные резистивные электронагреватели, каждый из которых закреплен с натяжением по периметру соразмерной со штабелем прямоугольной перфорированной рамки по средней линии ее высоты, рамки с нагревателями между пакетами укладывают плотно друг к другу с перекрытием всей поверхности пакета в штабеле, сушку ведут при температуре 45-50°С в течение 95-105 часов и каждый час на 10-20 минут включают вытяжную вентиляцию для удаления влаги, об окончании сушки судят по достижении заданной влажности.
Выполнение плоских нагревательных элементов в виде пленочных резистивных электронагревателей, укладываемых между пакетами плотно друг к другу с перекрытием поверхности пакета в штабеле, позволяет уменьшить количество нагревателей, а использование для отвода влаги периодического вытяжного вентилирования упрощает процесс сушки, снижая в совокупности энергоемкость процесса. Размещение пленочного нагревателя по средней линии перфорированной рамки в совокупности с систематическим включением в процессе сушки вытяжной вентиляции при сплошной укладке нагревателей между пакетами и использованием отражателей в основании штабеля и на его поверхности, направляющих тепло внутрь штабеля, дает возможность получить равномерный и «мягкий» за счет сушки при 45-50°С нагрев древесины, обеспечивая в совокупности с периодической вентиляцией штабеля удаление влаги в процессе сушки и давая возможность получить при весьма простой технологии качественную сушку древесины.
Технический результат - упрощение процесса сушки, снижение его энергоемкости, более качественная сушка.
Изобретение обладает новизной в сравнении с прототипом, отличаясь от него такими существенными признаками, как использование в качестве плоских нагревателей пленочных резистивных электронагревателей, натянутых в перфорированной рамке по ее средней линии, укладка нагревателей между пакетами вплотную друг к другу с перекрытием всей поверхности пакета в штабеле, использование отражателей, направляющих тепло внутрь штабеля, проведение сушки при 45-50°С с проведением периодической вытяжной вентиляции в процессе сушки в течение 10-20 минут каждый час, использование перфорированных рамок, обеспечивающих в совокупности достижение заданного результата.
Заявителю неизвестны технические решения, обладающие указанными отличительными свойствами, обеспечивающими в совокупности достижение заданного результата, поэтому он считает, что заявляемое техническое решение соответствует критерию «изобретательский уровень».
Заявляемый способ может найти широкое применение в области обработки древесины, а потому соответствует критерию «промышленная применимость».
Изобретение иллюстрируется чертежами, где показаны на:
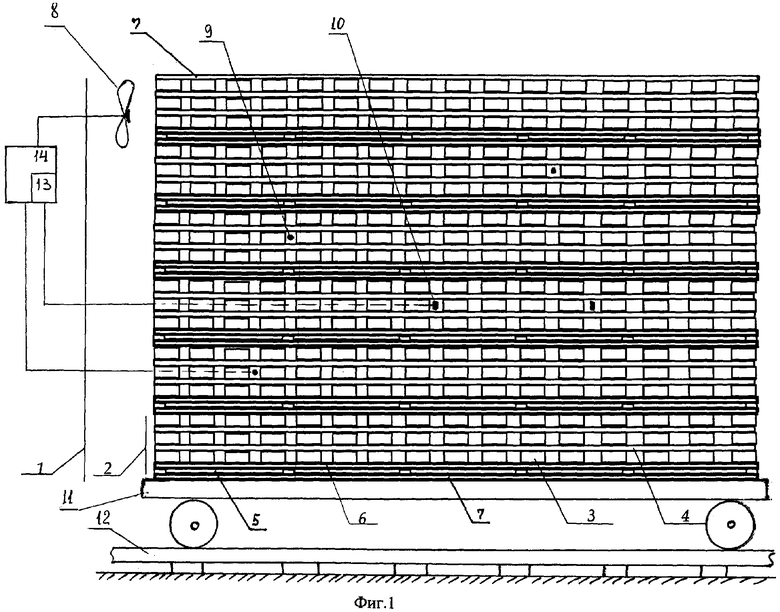
фиг.1 - схема укладки штабеля древесины для сушки;
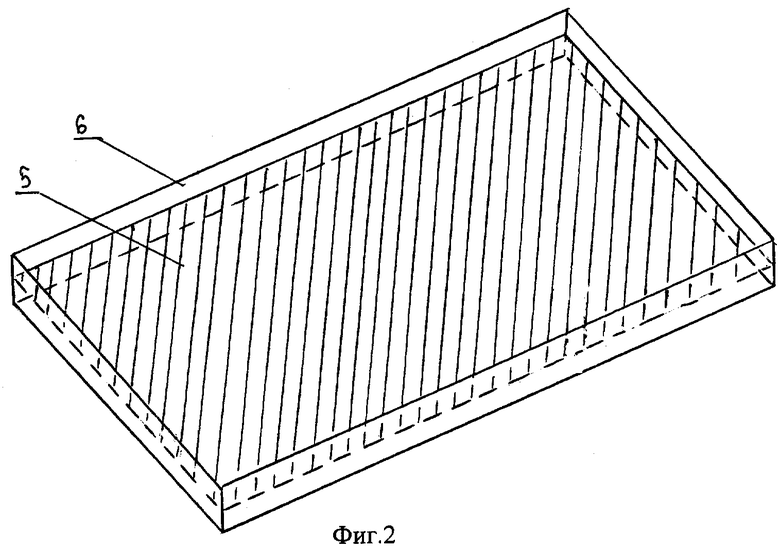
фиг.2 - вид рамки с нагревателем.
Заявляемый способ заключается в следующем.
Доски укладывают в штабель 1, состоящий из нескольких пакетов 2, каждый из которых состоит не менее чем из двух слоев досок 3. Прокладывают между досками 3 в пакетах 2 по высоте штабеля 1 разделительные элементы 4 в виде реек. В качестве плоских нагревательных элементов 5 используют пленочные резистивные электронагреватели, каждый из которых закреплен с натяжением по периметру соразмерной со штабелем прямоугольной перфорированной рамки 6 по средней линии ее высоты. Размещают рамки 6 с нагревателями 5 между пакетами 2, укладывая их плотно друг к другу с перекрытием всей площади каждого пакета 2. При этом в основание штабеля 1 и на его верхнюю поверхность укладывают один ряд плоских нагревательных элементов 5 со сплошной поверхностью нагрева по всей площади штабеля с обращенными к штабелю отражателями 7 в виде металлических листов, например из фольгированного пенофола. Сушку ведут непрерывно путем сухого нагрева при температуре 45-50°С, подавая на нагревательные элементы 5 напряжение питания, в течение 95-100 часов. Каждый час на 10-20 минут включают вытяжную вентиляцию 8. Процесс контролируют с помощью датчиков 9 и 10 температуры и влажности и судят об окончании сушки по показаниям датчика 10 влажности.
Заявляемый способ осуществляется следующим образом.
На тележку-этажерку 11 укладывают нагревательные элементы 5 в виде перфорированных рамок 6 с натянутыми посредине высоты рамки пленочными резистивными электронагревателями 5, снабженными снизу отражателями 7 инфракрасного излучения, представляющими собой листы из фольгированного пенофола. Затем на них укладывают пакет 2 из досок 3 в 2-5 слоев в зависимости от толщины досок 3, прокладывая между досками разделительные элементы 4 в виде реек. На пакет 2 укладывают следующий слой рамок 6 с нагревательными элементами 5. Размеры рамок 6 определяются размерами досок 3, подвергаемых сушке. Например, для досок 3 длиной 2 и 4 м размер рамок 6 должен быть соответственно 2, 2 м и 4, 2 м. Это обеспечивает равномерный нагрев досок 3. Далее укладывают следующий пакет 2 из досок 3 и на него - рамки 6 с нагревательными элементами 5. Датчик 8 влажности устанавливают в одном из средних пакетов 2 штабеля 1. Верхний слой нагревателей 5 в штабеле также снабжен отражателями 7, направленными вниз для направления потока излучаемого нагревателями тепла внутрь штабеля 1.
Готовую (заполненную пиломатериалами) тележку 11 закатывают по рельсам 12 в камеру (на чертеже не показана), снабженную поворотным рычагом для возможности ее открытия и закрытия. Подключают разъемы, подающие напряжение на нагреватели 5. Доводят температуру нагревателей 5 до 45-50°С. С помощью блока 13 контроля влажности задают необходимый уровень влажности. С помощью пульта 14 управления задают режим работы вытяжной вентиляции - 10-20 мин каждый час сушки. Сушку ведут непрерывно в течение примерно 100 часов, периодически замеряя влажность пиломатериалов и сравнивая ее с заданным значением. При достижении необходимой влажности выключают напряжение питания, выкатывают тележку 11 и разгружают высушенные доски 3.
В сравнении с прототипом заявляемый способ является более простым и обеспечивает высокое качество сушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 2012 |
|
RU2514576C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380861C1 |
| ПЛЕНОЧНЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2006 |
|
RU2321188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337507C1 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛА | 2013 |
|
RU2550994C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2096703C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 2006 |
|
RU2330224C2 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ В ШТАБЕЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105254C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116588C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ДРЕВЕСИНЫ | 1992 |
|
RU2045721C1 |
Изобретение относится к области обработки древесины и может использоваться, в частности, для сушки пиломатериалов. Способ заключается в следующем. Доски укладывают в штабель, состоящий из нескольких пакетов, каждый из которых состоит не менее чем из двух слоев досок. Прокладывают между досками в пакетах по высоте штабеля разделительные элементы в виде реек. В качестве плоских нагревательных элементов используют пленочные резистивные электронагреватели, каждый из которых закреплен с натяжением по периметру соразмерной со штабелем прямоугольной перфорированной рамки по средней линии ее высоты. Размещают рамки с нагревателями между пакетами, укладывая их плотно друг к другу с перекрытием всей площади каждого пакета. При этом в основание штабеля и на его верхнюю поверхность укладывают один ряд плоских нагревательных элементов со сплошной поверхностью нагрева по всей площади штабеля с обращенными к штабелю отражателям в виде металлических листов, например из фольгированного пенофола. Сушку ведут непрерывно путем сухого нагрева при температуре 45-50°С, подавая на нагревательные элементы напряжение питания, в течение 95-100 часов. Каждый час на 10-20 минут включают вытяжную вентиляцию. Процесс контролируют с помощью датчиков температуры и влажности и судят об окончании сушки по показаниям датчика влажности. Изобретение должно обеспечить упрощение способа сушки при снижении его энергоемкости и обеспечении высокого качества сушки. 2 ил.
Способ сушки древесины в виде досок, заключающийся в том, что доски укладывают в штабель, прокладывают между досками разделительные элементы в виде реек, размещают в нем по ширине штабеля плоские электронагревательные элементы, подают на них напряжение питания, сушку ведут непрерывно путем сухого нагрева при температуре не ниже 45°С, контролируя процесс сушки с помощью датчиков температуры и влажности, и судят об окончании сушки по показаниям датчика одного из параметров, отличающийся тем, что штабель составляют из нескольких пакетов, каждый из которых состоит не менее чем из двух слоев досок, размещают между пакетами плоские нагревательные элементы со сплошной поверхностью нагрева по всей площади штабеля, при этом в основание штабеля и на его верхнюю поверхность укладывают один ряд плоских нагревательных элементов, снабженных отражателями тепла в виде листов, расположенных соответственно снизу и сверху нагревательных элементов и служащих для направления тепла внутрь штабеля, в качестве плоских нагревательных элементов используют пленочные резистивные электронагреватели, каждый из которых закреплен с натяжением по периметру соразмерной со штабелем прямоугольной перфорированной рамки по средней линии ее высоты, рамки с нагревателями между пакетами укладывают плотно друг к другу с перекрытием всей поверхности пакета в штабеле, сушку ведут при температуре 45-50°С в течение 95-105 ч и каждый час на 10-20 мин включают вытяжную вентиляцию для удаления влаги, об окончании сушки судят по достижении заданной влажности.
| КАМЕРА СУШИЛЬНАЯ ВАКУУМНАЯ | 2002 |
|
RU2215954C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2096703C1 |
| ПЛОСКИЙ ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1996 |
|
RU2119729C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ДРЕВЕСИНЫ | 1992 |
|
RU2045721C1 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038553C1 |

